GB1804未注公差的线性和角度尺寸一般公差
GBT1804一般公差

一般公差线性尺寸的未注公差本标准等效采用国际标准ISO 2768-1:1989《一般公差——第1部分:未注出公差的线性和角度尺寸的公差》中未注出公差的线性尺寸的公差部分。
1 范围 本标准规定了线性尺寸的一般公差等级和极限偏差。
本标准适用于金属切削加工的尺寸,也适用于一般的冲压加工的尺寸。
非金属材料和其他工艺方法加工的尺寸可参照采用。
本标准规定的极限偏差适用于非配合尺寸。
2 规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款,凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡不注日期的引用文件,其最新版本适用于本标准。
GB/T 1804-92 一般公差线性尺寸的未注公差GB6403.4-86 零件倒圆与倒角3 术语 3.1 一般公差 一般公差系指在车间一般加工条件下可保证的公差。
采用一般公差的尺寸,在该尺寸后不注出极限偏差。
4 线性尺寸的一般公差 4.1 线性尺寸的一般公差规定四个公差等级。
线性尺寸的极限偏差数值表见表1;倒圆半径和倒角高度尺寸的极限偏差数值见表2。
4.2 规定图样上线性尺寸的未注公差,应考虑车间的一般加工精度,选取本标准规定的公差等级,由相应的技术文件或标准作出具体规定。
4.3 本公司图样上线性尺寸的未注公差,选取GB1804-m。
1表1 线性尺寸的极限偏差数值 尺寸分段公差等级>0.5~3 >3~6 >6~30 >30~120>120~400>400~1000 >1000~2000>2000~4000 f(精密级) ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 - m(中等级) ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 c(粗糙级) ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3 ±4 v(最粗级) - ±0.5 ±1 ±1.5 ±2.5 ±4 ±6 ±8表2 倒圆半径与倒角高度尺寸的极限偏差数值 尺寸分段公差等级0.5~3 >3~6 >6~30 >30f(精密级)±0.2 ±0.5 ±1 ±2 m(中等级)c(粗糙级)±0.4 ±1 ±2 ±4 v(最粗级)注:倒圆半径与倒角高度的含义参见GB6403.4。
未注公差的线性和角度尺寸公差

±2.0
±4.0
最粗v
注:倒圆半径和倒角高度的含义参见GB/T6403.4
角度尺寸的极限偏差数值
公差等级
0~10
>10~50
>50~120
120~400
>400
精密f
±1°
±30′
±20′
±10′
±5′
Байду номын сангаас中等m
粗糙c
±1°30′
±1°
±30′
±15′
±10′
最粗v
±3°
±2°
±1°
±30′
±20′
一般未注公差图样表示法
在图样标题栏附近或技术要求、技术文件(如企业标准)中注出本标准号及公差等级代号。例如选取中等级时,标注为:
GB/T 1804-m
图纸中未标注形位公差的结构,需按照GB/T1184-1996《形状和位置公差未注公差值》中的等级进行标注。
直线度和平面度未注公差值
公差等级
0~10
>10~30
《未注公差的线性和角度尺寸公差》要求,指明公差等级
GB/T1804-2000
线性尺寸极限偏差数值
公差等级
0~3
>3~6
>6~30
>30~120
>120~400
>400~1000
>1000~2000
>2000
精密f
±0.05
±0.05
±0.1
±0.15
±0.2
±0.3
±0.5
—
中等m
±0.1
±0.1
±0.2
±0.3
±0.5
±0.8
GB1804-尺寸公差
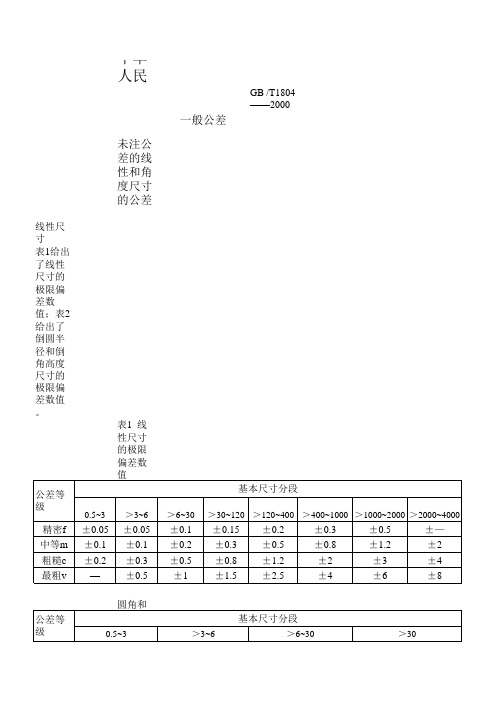
表2 倒圆角和倒角高度尺寸的极限偏差数值 基本尺寸分段
0.5~3 >3~6 >6~30 >30
±0.2 ±0.4
±0.5 ±1
±1 ±2
±2 ±4
表3 角度尺寸的极限偏差数值 公差等级
~10 >10~50
基本尺寸分段(/mm)
>50-120 >120-400 >400
精密f ±1° 中等m 粗糙c ±1° 30′ 最粗v ±3°
精密f 中等m 粗糙c 最粗v
±0.05 ±0.1 ±0.2 —
±0.05 ±0.1 ±0.3 ±0.5
±0.1 ±0.2 ±0.5 ±1
±0.15 ±0.3 ±0.8 ±1.5
±0.2 ±0.5 ±1.2 ±2.5
±0.3 ±0.8 ±2 ±4
±0.5 ±1.2 ±3 ±6
±— ±2 ±4 ±8
公差等级 精密f 中等m 粗糙c 最粗v 角度尺寸
中华人民共和国国家标准
GB /T1804——2000
一般公差 未注公差的线性和角度尺寸的公差
线性尺寸 表1给出了线性尺寸的极限偏差数值;表2给出了倒圆半径和倒角高度尺寸的极限偏差数值。 表1 线性尺寸的极限偏差数值 基本尺寸分段 公差等级
0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 >2000~4000
±30Байду номын сангаас ±1° ±2°
±20′ ±30′ ±1°
±10′ ±15′ ±30′
±5′ ±10′ ±20′
一般公差的图样表示法 若采用本标准规定的一般公差,应在图样标题栏附近或技术要求、技术文件(如企业标准)中 注出本标准号及公差等级代号。例如选取中等级时,标注为: GB/T1804——m
GB-T 1804-2000 一般公差 未注公差的线性和角度尺寸的公差

表 线性尺寸的极限偏差数值
公差等级
基本尺寸分段
精密 中等ห้องสมุดไป่ตู้粗糙 最粗
公差等级
表 倒圆半径和倒角高度尺寸的极限偏差数值
基本尺寸分段
精密 中等 粗糙 最粗
注 倒圆半径和倒角高度的含义参见
角度尺寸 表 给出了角度尺寸的极限偏差数值 其值按角度短边长度确定 对圆锥角按圆锥素线长度确定
等几何要素
采用一般公差的要素在图样上可不单独注出其公差 而是在图样上 技术要求或技术文件 如企业
标准 中作出总的说明
线性和角度尺寸的一般公差是在车间普通工艺条件下 机床设备可保证的公差 在正常维护和操
作情况下 它代表车间通常的加工精度
一般公差的公差等级的公差数值符合通常的车间精度 按零件使用要求选取相应的公差等级
和作出计划安排
由于签订合同前就已经知道工厂 通常车间精度 买方和供方间能更方便地进行订货谈判 同
时图样表示完整也可避免交货时买方和供方间的争论
只有特定车间的通常车间精度可靠地满足等于或小于所采用的一般公差条件时 才能完全体现上
述这些好处 因此 车间应做到
测量 评估车间的通常车间精度
只接受一般公差等于或大于通常车间精度的图样
当功能上允许的公差等于或大于一般公差时 应采用一般公差 只有当要素的功能允许比一般公差
大的公差 而该公差在制造上比一般公差更为经济时 例如装配时所钻的盲孔深度 其相应的极限偏差
数值要在尺寸后注出
由于功能上的需要 某要素要求采用比 一般公差 小的公差值 则应在尺寸后注出其相应的极限偏
差数值 当然这已不属一般公差的范畴
GBT1804-2000未注公差的线性和角度尺寸的公差(pdf 5页)

GBT1804-2000未注公差的线性和角度尺寸的公差(pdf 5页)中华人民共和国国家标准一般公差未注公差的线性和角度尺寸的公差General tolerancesTolerances for linear and angular dimensionswithout individual tolerance indicationsGB/T 1804—2000eqv ISO 2768-1:1989代替 GB/T 1804-1992GB/T 11335-19891 范围本标准规定了未注出公差的线性和角度尺寸的一般公差的公差等级和极限偏差数值。
本标准适用于金属切削加工的尺寸,也适用于一般的冲压加工的尺寸。
非金属材料和其他工艺方法加工的尺寸可参照采用。
本标准仅适用于下列未注公差的尺寸:a)线性尺寸(例如外尺寸,内尺寸,阶梯尺寸,直径,半径,距离,倒圆半径和倒角高度);b)角度尺寸,包括通常不注出角度值的角度尺寸,例如直角(90°);GB/T 1184提到的或等多边形的角度除外;c)机加工组装件的线性和角度尺寸。
本标准不适用于下列尺寸:a)其他一般公差标准涉及的线性和角度尺寸;b)括号内的参考尺寸;c)矩形框格内的理论正确尺寸。
2 引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文.本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB/T 1800.l—1997 极限与配合基础第l部分:词汇GB/T 1184—1996 形状和位置公差未注公差值(eqv ISO 2768-2:1989) GB/T 4249—1996 公差原则(eqv ISO 8015:1985)GB/T 6403.4—1986 零件倒圆与倒角3 定义3.1 本标准采用GB/T 1800.1 给出的有关术语和定义。
3.2 一般公差 general tolerances指在车间通常加工条件下可保证的公差。
GB/T1804-m-一般公差准则
一般公差线性尺寸的未注公差标准本标准等效采用国际标准ISO2768-1:1989《一般公差——第1部分:未注出公差的线性和角度尺寸的公差》中未注出公差的线性尺寸的公差部分。
1范围本标准规定了线性尺寸的一般公差等级和极限偏差。
本标准适用于金属切削加工的尺寸,也适用于一般的冲压加工的尺寸。
非金属材料和其他工艺方法加工的尺寸可参照采用。
本标准规定的极限偏差适用于非配合尺寸。
2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款,凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡不注日期的引用文件,其最新版本适用于本标准。
GB/T1804-92 一般公差线性尺寸的未注公差GB6403.4-86 零件倒圆与倒角3术语3.1一般公差一般公差系指在车间一般加工条件下可保证的公差。
采用一般公差的尺寸,在该尺寸后不注出极限偏差。
4线性尺寸的一般公差4.1线性尺寸的一般公差规定四个公差等级。
线性尺寸的极限偏差数值表见表1;倒圆半径和倒角高度尺寸的极限偏差数值见表2。
4.2规定图样上线性尺寸的未注公差,应考虑车间的一般加工精度,选取本标准规定的公差等级,由相应的技术文件或标准作出具体规定。
4.3本公司图样上线性尺寸的未注公差,选取GB1804-m。
1注:倒圆半径与倒角高度的含义参见GB6403.4。
5线性尺寸的一般公差的表示方法采用GB/T1804规定的一般公差,在图样上、技术文件或标准中用国家标准号和公差等级符号表示。
例如选用中等级时,表示为:GB/T1804-m2附录 A线性尺寸的一般公差的概念和作用(参考件)A1概述A1.1零件上要素的尺寸、形状或要素之间的位置等要求,决定于它们的功能。
无功能要求的要素是不存在的。
因此,零件在图样上表达的所有要素都有一定的公差要求。
A1.2对功能上无特殊要求的要素可给出一般公差。
GBT1804-m_一般公差

GB/T1804-m_一般公差一般公差线性尺寸的未注公差本标准等效采用国际标准ISO 2768-1:1989《一般公差——第1部分:未注出公差的线性和角度尺寸的公差》中未注出公差的线性尺寸的公差部分。
1 范围本标准规定了线性尺寸的一般公差等级和极限偏差。
本标准适用于金属切削加工的尺寸,也适用于一般的冲压加工的尺寸。
非金属材料和其他工艺方法加工的尺寸可参照采用。
本标准规定的极限偏差适用于非配合尺寸。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款,凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡不注日期的引用文件,其最新版本适用于本标准。
GB/T 1804-92 一般公差线性尺寸的未注公差 GB6403.4-86 零件倒圆与倒角 3 术语3.1 一般公差一般公差系指在车间一般加工条件下可保证的公差。
采用一般公差的尺寸,在该尺寸后不注出极限偏差。
4 线性尺寸的一般公差4.1 线性尺寸的一般公差规定四个公差等级。
线性尺寸的极限偏差数值表见表1;倒圆半径和倒角高度尺寸的极限偏差数值见表2。
4.2 规定图样上线性尺寸的未注公差,应考虑车间的一般加工精度,选取本标准规定的公差等级,由相应的技术文件或标准作出具体规定。
4.3 本公司图样上线性尺寸的未注公差,选取GB1804-m 。
1表1 线性尺寸的极限偏差数值尺公差等级>30~120>120~400>1000~2000>2000~4000f(精密级) m(中等级) c(粗糙级) v(最粗级)表2 倒圆半径与倒角高度尺寸的极限偏差数值尺公差等级f(精密级) m(中等级) c(粗糙级)±0.4v(最粗级)注:倒圆半径与倒角高度的含义参见GB6403.4。
寸分段±0.05 ±0.1 ±0.2 -±0.05 ±0.1 ±0.3 ±0.5±0.1 ±0.2 ±0.5 ±1±0.15 ±0.3 ±0.8 ±1.5±0.2 ±0.5 ±1.2 ±2.5±0.3 ±0.8 ±2 ±4±0.5 ±1.2 ±3 ±6- ±2 ±4 ±8寸分段±0.2 ±0.5 ±1 ±2±1 ±2 ±45 线性尺寸的一般公差的表示方法采用GB/T1804规定的一般公差,在图样上、技术文件或标准中用国家标准号和公差等级符号表示。
GB T 1804-2000自由公差标准
中华人民共和国国家标准一般公差未注公差的线性和角度尺寸的公差General tolerancesTolerances for linear and angular dimensions without individual tolerance indicationsGB/T 1804—2000eqv ISO 2768-1:1989代替GB/T 1804-1992GB/T 11335-19891范围本标准规定了未注出公差的线性和角度尺寸的一般公差的公差等级和极限偏差数值。
本标准适用于金属切削加工的尺寸,也适用于一般的冲压加工的尺寸。
非金属材料和其他工艺方法加工的尺寸可参照采用。
本标准仅适用于下列未注公差的尺寸:a)线性尺寸(例如外尺寸,内尺寸,阶梯尺寸,直径,半径,距离,倒圆半径和倒角高度);b)角度尺寸,包括通常不注出角度值的角度尺寸,例如直角(90°);GB/T1184提到的或等多边形的角度除外;c)机加工组装件的线性和角度尺寸。
本标准不适用于下列尺寸:a)其他一般公差标准涉及的线性和角度尺寸;b)括号内的参考尺寸;c)矩形框格内的理论正确尺寸。
2引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文.本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB/T 1800.l—1997 极限与配合基础第l部分:词汇GB/T 1184—1996 形状和位置公差未注公差值(eqv ISO 2768-2:1989)GB/T 4249—1996 公差原则(eqv ISO 8015:1985)GB/T 6403.4—1986 零件倒圆与倒角3定义3.1 本标准采用GB/T 1800.1 给出的有关术语和定义。
3.2 一般公差 general tolerances指在车间通常加工条件下可保证的公差。
采用一般公差的尺寸.在该尺寸后不需注出其极限偏差数值。
GB/T1804-m-一般公差标准
一般公差线性尺寸的未注公差标准本标准等效采用国际标准ISO 2768-1:1989《一般公差——第 1 部分:未注出公差的线性和角度尺寸的公差》中未注出公差的线性尺寸的公差部分。
1范围本标准规定了线性尺寸的一般公差等级和极限偏差。
本标准适用于金属切削加工的尺寸,也适用于一般的冲压加工的尺寸。
非金属材料和其他工艺方法加工的尺寸可参照采用。
本标准规定的极限偏差适用于非配合尺寸。
2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款,凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡不注日期的引用文件,其最新版本适用于本标准。
GB/T 1804-92 一般公差线性尺寸的未注公差GB6403.4-86 零件倒圆与倒角3术语3.1一般公差一般公差系指在车间一般加工条件下可保证的公差。
采用一般公差的尺寸,在该尺寸后不注出极限偏差。
4线性尺寸的一般公差4.1线性尺寸的一般公差规定四个公差等级。
线性尺寸的极限偏差数值表见表 1;倒圆半径和倒角高度尺寸的极限偏差数值见表 2。
4.2规定图样上线性尺寸的未注公差,应考虑车间的一般加工精度,选取本标准规定的公差等级,由相应的技术文件或标准作出具体规定。
4.3本公司图样上线性尺寸的未注公差,选取GB1804-m。
1注:倒圆半径与倒角高度的含义参见GB6403.4。
5线性尺寸的一般公差的表示方法采用GB/T1804 规定的一般公差,在图样上、技术文件或标准中用国家标准号和公差等级符号表示。
例如选用中等级时,表示为:GB/T1804-m2附录 A线性尺寸的一般公差的概念和作用(参考件)A1 概述A1.1 零件上要素的尺寸、形状或要素之间的位置等要求,决定于它们的功能。
无功能要求的要素是不存在的。
因此,零件在图样上表达的所有要素都有一定的公差要求。
A1.2 对功能上无特殊要求的要素可给出一般公差。
GBT 1804-2000_未注公差
前言本标准是根据国际标准第部分未单独注出公差的线性和角度尺寸的公第对般公差线性尺寸的未注公进行修订的本标准与原和标准名称作了修本标准时代替本标准的附录是提示的本标准由国家机械工业局提本标准由全国产品尺寸和几何技术规范标准化技术本标准起草单位本标准主要前言由各国标准的世界范围的国际标准的起草工作一般通过各技术每一个成员团体对已成立的技术委员会的任务感兴趣有权派代表参加其中工与有联系的政府的或非政府的国际可参加工与从事电工标准化的国际的合在理事会批准作为国际标准前被技术委员会采纳的国际标准草案须经各成员团体通信投票表按照导有成员团体投票赞成方可国际标准由配本一起代替标以下部分第部分未单独注出公差的线性和角度尺寸的公差第部分未单独注出公差的要素的几何公差本部分标准的附录是提示的中华人民共和国国家标准一般公差未注公差的线性和角度尺寸的公差代替范围本标准规定了未注出公差的线性和角度尺寸的一般公差的公差等级和极限偏差本标准适用于金属切削加工适用于一般的冲压加工金属材料和其他工艺方法加工的尺寸可参照本标准仅适用于下列未注公差的尺寸尺寸距离倒圆半径和倒角高角度尺寸包括通常不注出角度值提到的或等多边形的角度除外机加工组装件本标准不适用于下列尺寸其他一般公差标准涉及的线性和角度尺寸括号内的参考尺寸矩形框格内的理论正确引用标准下列标准所包含的条文通过在本标准中引用而构成为本标准的本标准出版示版本均为有所有标准都会被修订使用本标准的各方应探讨使用下列标准最新极限与配合基础第部分词汇形状和位置公差未注公差零件倒圆与倒角定义本标准采用给出的有关术语一般公差指在车间通常加工条件下可保证采用一般公差的尺寸在该尺寸后不需注出其极限偏差注的出了一般公差的概念和国家质量技术监督局批准实施总则选取图样上未注公差的尺寸的一般公差的公差等级考虑通常的车间精度并由相应的技术文件或标准作出具体规对任一单一尺寸如功能上要求比一般公差更小的公差或允许更大的公差并更为经济相应的极限偏差要在相关的基本尺寸后在图样或有关技术文件中采用本标准规定的线性和角度尺寸的一般公差时应按本标准第章的规由不同类型的工切削和别加工形成的两表面之间的未注公差的尺寸应按规定的两个一般公差数值中的较大值以角度单位规定的一般公差仅控制表面的线或素线的总方控制它们的形状误际表面得到的线的总方向是理想几何形状的接触线方接触线和实际线之间的最大距离是最小可能一般公差的公差等级和极限偏差数值一般公差分精密等粗共个公差等按未注公差的线性尺寸和角度尺寸分别给出了各公差等级的极限偏差线性尺寸表给出了线性尺寸的极限偏差数值表给出了倒圆半径和倒角高度尺寸的极限偏差表线性尺寸的极限偏差数值基本尺寸分段公差等级精密中等粗糙最粗表倒圆半径和倒角高度尺寸的极限偏差数值基本尺寸分段公差等级精密中等粗糙最粗注倒圆半径和倒角高度的含义参见角度尺寸表给出了角度尺寸的极限偏差值按角度短边长度确定对圆锥角按圆锥素线长度确表角度尺寸的极限偏差数值长度分段公差等级精密中等粗糙最粗一般公差的图样表示法若采用本标准规定的一般公差应在图样标题栏附近或技术要企业注出本标准号及公差等级代例如选取中等级时标注为判定除另有规出一般公差的工件如未达到损害其功能时通常不应判定附录的线性和角度尺寸的一般公差的概念和解释构成零件的所有要素总是具有一定的尺寸和几何由于尺寸误差和几何差的存保证零件的使用功能就必须对它们加以限制超出将会损害其功在图样上表达的所有要素都有一定的公差要对功能上无特殊要求的要素可给和位置等几何要采用一般公差的要素在图样上可不单独注出其公差而是在图求或技术企业作出总的线性和角度尺寸的一般公差是在车间普通工床设备可保证在正常维护和操作情况代表车间通常的加工精一般公差的公差等级的公差数值符合通常的车间精按零件使用要求选取相应的公差等线性尺寸的一般公差主要用于低精度的非配合采用一般公差的尺寸在正常车间精度保证的不对某确定的公差大公差通常在制造上并不会例如适常中等精的车间加工直径的某要素规的极限偏差值通常在制造上对车间不会带来更大的利益而选用的一般公差的极限偏差等当功能上允许的公差等于或大于一般公差有当要素的功能允许比一般公差大该公差在制造上比一般公差更为经济时所钻的盲孔深相应的极限偏差数值要在尺寸后由于功要素要求的公差后注出其相应的极限偏差当然这已不属一般公差的范带来以下好处简化制图图面清晰易读可高效地进行信息交节省图样设计时设计人员不必逐一考虑或计算公差需了解某要素在功能上是否允许采用大于或等于一般公差的公差图样明确了哪些要素可由一般工艺水平保证可简化检验要求有助于质量管突出了图样上注出公差的尺寸这些尺寸大多是重要的且需要控制的引起加工与检验时重视和作出由于签订合同前就已经知道工常车间精方和供方间能更方便地进行订货谈判同时图样表示完整也可避免交货时买方和供方间的争只有特定车间的通常车间精度可靠地满足等于或小于所采用的一般公差条件时才能完全体现上述这些因此车间应做到车间的通常车间精只接受一般公差等于或大于通常车间精度的图抽样检查以保证车间的通常车间精度不被降零件功能允许的公差常常是大于一般公差所以当工件任一要素超然地超时零件的功能通常不会被只有当零件的功能受到损害出一般公差的工件才能被。
GB1804未注公差的线性和角度尺寸一般公差

未注公差的线性和角度尺寸一般公差
1一般公差的公差等级和极限偏差
一般公差指在通常加工条件下可以保证的公差,采用一般公差的尺寸,在该尺寸后不需注其极限偏差。
选取图样上未注尺寸的一般公差的公差等级时,应根据相应的技术文件上具体规定。
一般公差的公差等级有精密f、中等m、粗糙c、最粗v 、4个公差等级,其极限偏差按线性尺寸和角度尺寸分别给出。
a)线性尺寸的极限偏差数值按表1;倒圆半径和倒角高度尺寸的极限偏差见表2。
b)角度尺寸的极限偏差数值按表3,其值按角度短边长度确定,对于圆锥角按圆锥素线长度确定。
2适用的尺寸
适用的未注公差尺寸。
表1~表3中的一般公差和极限偏差适用于金属切削加工的尺寸,也适用于一般的冲压加工的尺寸。
非金属材料和其它工艺方法加工的尺寸可参照采用。
它仅适用于下列未注公差的尺寸:
1.线性尺寸,(例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度)。
2.角度尺寸,包括通常不注出角度值的角度尺寸。
3.机加工组装件的线性和角度尺寸。
不适用于下列尺寸:
1)其它一般公差标准涉及的线性和角度尺寸。
2)括号内的参考尺寸。
3)矩形框格内的理论正确尺寸。
表1 线性尺寸的极限偏差数值
表2 倒圆半径和倒角高度尺寸的极限偏差
表3 角度尺寸的极限偏差。
GB-T1804-_未注公差的线性和角度尺寸的公差
GB-T1804-2000_未注公差的线性和角度尺寸的公差1. 范围本标准规定了在技术图样上未注明公差等级或者公差值的线性和角度尺寸的公差。
本标准适合于机械创造中常用的线性和角度尺寸,不适合于特殊要求的尺寸,如配合尺寸、形位公差、表面粗糙度等。
2. 规范性引用文件下列文件对于本标准的应用是必不可少的。
凡是注日期的引用文件,仅限于所注日期的版本适合于本标准。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适合于本标准。
GB/T 1800.1-1998 限制与固定规则第1部份:基本规则GB/T 1800.2-1998 限制与固定规则第2部份:基本偏差GB/T 1800.3-1998 限制与固定规则第3部份:公差等级GB/T 1800.4-1998 限制与固定规则第4部份:基准系3. 定义本标准采用GB/T 1800.1-1998中定义的术语和符号。
4. 公差等级未注明公差等级或者公差值的线性和角度尺寸,其公差等级按照表1和表2确定。
表1 线性尺寸的公差等级---- 线性尺寸范围 ---- 公差等级 -------- ---- -------- ≤6 ---- m -------- >6~30 ---- k -------- >30~120 ---- j -------- >120~400 ---- h -------- >400~1000 ---- g -------- >1000~2000 ---- f -------- >2000~4000 ---- e -------- >4000 ---- d ----表2 角度尺寸的公差等级---- 角度尺寸范围 ---- 公差等级 -------- ---- -------- ≤10° ---- α -------- >10°~45° ---- β -------- >45°~90° ---- γ -------- >90°~120° ---- δ -------- >120°~180° ---- ε ----5. 公差值未注明公差等级或者公差值的线性和角度尺寸,其公差值按照表3和表4确定。
未注尺寸公差GBt1804

未注尺寸公差一、未注尺寸公差按GB/T1804(1)线性尺寸的极限偏差数值(GB/T1804-2000)(mm)(2)倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000)mm(3)角度尺寸的极限偏差数值(GB/T1804-2000)二、未注形位公差按GB/T1184(4)直线度和平面度未注公差值(GB/T1184-1996)(mm)(5)垂直度未注公差值(GB/T1184-1996)(mm)(6)对称度未注公差值(GB/T1184-1996)(mm)(7)圆跳动的未注公差值(GB/T1184-1996)(mm)三、选用原则(1)机械加工未注尺寸公差一般选用“m”级,未注形位公差一般选用“K”级。
(2)板金加工未注尺寸公差一般选用“c”级,未注形位公差一般选用“L”级。
四、表面粗糙度零件的表面都应该注明粗糙度的等级。
如果较多的表面具有相同的表面粗糙度等级,则要集中在图样右上角标注,并加“其余”字样。
粗糙度等级的选择,一般可以根据对各表面的工作要求和尺寸精度等级来决定,在满足工作要求的条件下,不得随意提高等级。
(1)取样长度和评定长度的选用值(GB/T1031-1995)Ra(μm)Rz(μm)取样长度l(mm) 评定长度l n(mm)>0.003~0.02 >0.025~0.10 0.08 0.4>0.02~0.10 >0.1~0.50 0.25 1.25>0.1~2.0 >0.50~10.0 0.8 4.0>2.0~10.0 >10.0~50 2.5 12.5>10.0~80 >50~320 8.0 40.0(2)轮廓算术平均偏差Ra的数值(GB/T1031-1995)(μm)第1系列0.012, 0.025, 0.050, 0.10, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100第2系列0.008, 0.010, 0.016, 0.020, 0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80注:尽量选择第1系列(3)轮廓最大高度Rz的数值(GB/T1031-1995)(μm)第1系列0.025, 0.050, 0.100, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100,200,400,800,1600,第2系列0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80,125,160,250,320,500,630注:尽量选择第1系列。
一般公差GBT1804-2000
中华人民共和国国家标准一般公差未注公差的线性和角度尺寸的公差General tolerancesTolerances for linear and angular dimensions without individual tolerance indicationsGB/T 1804—2000 eqv ISO 2768-1:1989代替 GB/T 1804-1992GB/T 11335-19891 范围本标准规定了未注出公差的线性和角度尺寸的一般公差的公差等级和极限偏差数值。
本标准适用于金属切削加工的尺寸,也适用于一般的冲压加工的尺寸。
非金属材料和其他工艺方法加工的尺寸可参照采用。
本标准仅适用于下列未注公差的尺寸:a)线性尺寸(例如外尺寸,内尺寸,阶梯尺寸,直径,半径,距离,倒圆半径和倒角高度);b)角度尺寸,包括通常不注出角度值的角度尺寸,例如直角(90°);GB/T 1184提到的或等多边形的角度除外;c)机加工组装件的线性和角度尺寸。
本标准不适用于下列尺寸:a)其他一般公差标准涉及的线性和角度尺寸;b)括号内的参考尺寸;c)矩形框格内的理论正确尺寸。
2 引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文.本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB/T 1800.l—1997 极限与配合基础第l部分:词汇GB/T 1184—1996 形状和位置公差未注公差值(eqv ISO 2768-2:1989)GB/T 4249—1996 公差原则(eqv ISO 8015:1985)GB/T 6403.4—1986 零件倒圆与倒角3 定义3.1 本标准采用GB/T 1800.1 给出的有关术语和定义。
3.2 一般公差 general tolerances指在车间通常加工条件下可保证的公差。
采用一般公差的尺寸.在该尺寸后不需注出其极限偏差数值。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
.
.. 未注公差的线性和角度尺寸一般公差
1一般公差的公差等级和极限偏差
一般公差指在通常加工条件下可以保证的公差,采用一般公差的尺寸,在该尺寸后不需注其极限偏差。
选取图样上未注尺寸的一般公差的公差等级时,应根据相应的技术文件上具体规定。
一般公差的公差等级有精密f、中等m、粗糙c、最粗v 、4个公差等级,其极限偏差按线性尺寸和角度尺寸分别给出。
a)线性尺寸的极限偏差数值按表1;倒圆半径和倒角高度尺寸的极限偏差见表2。
b)角度尺寸的极限偏差数值按表3,其值按角度短边长度确定,对于圆锥角按圆锥素线长度确定。
2适用的尺寸
2.1 适用的未注公差尺寸。
表1~表3中的一般公差和极限偏差适用于金属切削加工的尺寸,也适用于一般的冲压加工的尺寸。
非金属材料和其它工艺方法加工的尺寸可参照采用。
它仅适用于下列未注公差的尺寸:
1.线性尺寸,(例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度)。
2.角度尺寸,包括通常不注出角度值的角度尺寸。
3.机加工组装件的线性和角度尺寸。
2.2 不适用于下列尺寸:
1)其它一般公差标准涉及的线性和角度尺寸。
2)括号内的参考尺寸。
3)矩形框格内的理论正确尺寸。
表1 线性尺寸的极限偏差数值
表2 倒圆半径和倒角高度尺寸的极限偏差
表3 角度尺寸的极限偏差。