齿轮范成法实验指导书
齿轮范成实验_2

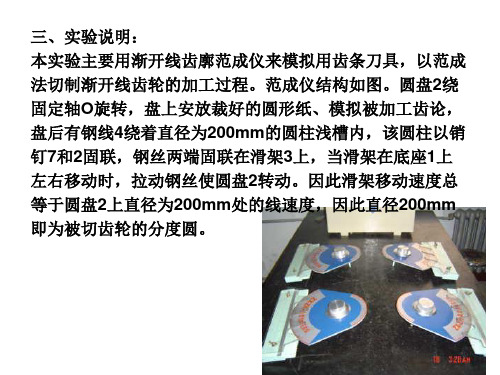
实验二齿轮范成原理实验—、实验目的1.掌握用范成法切制渐开线齿轮的基本原理, 观察齿廓曲线的形成过程;2、了解根切现象和齿顶变尖现象。
掌握用移距修正法避免根切的方法, 建立变位齿轮的基本概念。
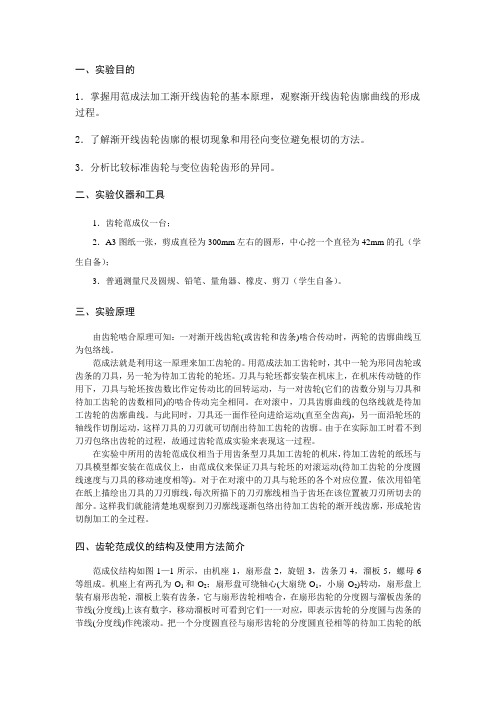
二、设备与工具1.齿轮范成仪、范成纸2.直尺、铅笔(自备)现有齿轮范成仪的基本参数分别为:m=10mm, α= 20°, ha* =1, c*=0.25;被加工齿轮的齿数m=10mm, z=20;α = 20°, ha* =1, c*=0.25;d = mz=200mm的标准齿轮, X=0.5的正变位齿轮, X=-0.5的负变位齿轮1.基体2.齿条刀3.变位溜板4.17齿分度圆5.9齿分度圆6.转盘 7、9齿基圆 8、变位溜板锁紧旋钮9、啮合溜板 10、啮合拉紧手柄 11.变化量调节旋钮图1(a)1.基体2.齿条刀3.圆盘4.8齿分度圆5.纯滚动节线 6、齿条锁紧螺钉 7、变位量调节螺丝图1(b)2.同学自备: 圆规、三角板、铅笔、橡皮、计算工具等。
三、原理和方法范成法是应用一对共轭齿廓互为包络线的原理来加工齿轮齿廓的。
实验时, 图1(a)或(b)中齿条2代表切削刀具, 安装在啮合溜板9上。
啮合溜板与被加工齿轮的分度圆作纯滚动。
这样, 刀具刀刃各位置的包络线必为被加工齿轮的齿廓。
由于刀刃是齿条型直线(相当于基圆直径无穷大的渐开线), 包络出的齿廓必为渐开线。
当齿条中线与被加工齿轮分度圆相切作纯滚动时, 所加工齿轮的为标准齿轮;如果是齿条非中线的另—条节线与分度圆相切作纯滚动时, 所加工的齿轮为变位齿轮。
四、实验步骤(一)绘制标准齿轮1.查看范成仪基本参数(m, α, ha*, c*, z)。
按此参数计算出被加工的标准齿轮分度圆直径d、顶圆直径da、根圆直径df及基圆直径db, 并画在绘图纸上。
2、将绘图纸夹在转盘上, 调节旋钮使齿条刀的中线与被切齿轮分度圆相切(也可调整齿条刀的顶线与被切齿轮的根圆相切)。
齿轮范成实验
一、实验目的1.掌握用范成法加工渐开线齿轮的基本原理,观察渐开线齿轮齿廓曲线的形成过程。
2.了解渐开线齿轮齿廓的根切现象和用径向变位避免根切的方法。
3.分析比较标准齿轮与变位齿轮齿形的异同。
二、实验仪器和工具1.齿轮范成仪一台;2.A3图纸一张,剪成直径为300mm左右的圆形,中心挖一个直径为42mm的孔(学生自备);3.普通测量尺及圆规、铅笔、量角器、橡皮、剪刀(学生自备)。
三、实验原理由齿轮啮合原理可知:一对渐开线齿轮(或齿轮和齿条)啮合传动时,两轮的齿廓曲线互为包络线。
范成法就是利用这一原理来加工齿轮的。
用范成法加工齿轮时,其中一轮为形同齿轮或齿条的刀具,另一轮为待加工齿轮的轮坯。
刀具与轮坯都安装在机床上,在机床传动链的作用下,刀具与轮坯按齿数比作定传动比的回转运动,与一对齿轮(它们的齿数分别与刀具和待加工齿轮的齿数相同)的啮合传动完全相同。
在对滚中,刀具齿廓曲线的包络线就是待加工齿轮的齿廓曲线。
与此同时,刀具还一面作径向进给运动(直至全齿高),另一面沿轮坯的轴线作切削运动,这样刀具的刀刃就可切削出待加工齿轮的齿廓。
由于在实际加工时看不到刀刃包络出齿轮的过程,故通过齿轮范成实验来表现这一过程。
在实验中所用的齿轮范成仪相当于用齿条型刀具加工齿轮的机床,待加工齿轮的纸坯与刀具模型都安装在范成仪上,由范成仪来保证刀具与轮坯的对滚运动(待加工齿轮的分度圆线速度与刀具的移动速度相等)。
对于在对滚中的刀具与轮坯的各个对应位置,依次用铅笔在纸上描绘出刀具的刀刃廓线,每次所描下的刀刃廓线相当于齿坯在该位置被刀刃所切去的部分。
这样我们就能清楚地观察到刀刃廓线逐渐包络出待加工齿轮的渐开线齿廓,形成轮齿切削加工的全过程。
四、齿轮范成仪的结构及使用方法简介范成仪结构如图1—1所示,由机座1,扇形盘2,旋钮3,齿条刀4,溜板5,螺母6等组成。
机座上有两孔为O1和O2;扇形盘可绕轴心(大扇绕O1,小扇O2)转动,扇形盘上装有扇形齿轮,溜板上装有齿条,它与扇形齿轮相啮合,在扇形齿轮的分度圆与溜板齿条的节线(分度线)上该有数字,移动溜板时可看到它们一一对应,即表示齿轮的分度圆与齿条的节线(分度线)作纯滚动。
齿轮范成实验(齿轮轮廓曲线的绘制)

实验三渐开线齿廓加工原理一、实验任务及目的(一)观察渐开线齿廓的形成过程,掌握用范成法制造渐开线齿轮齿廓的基本原理;(二)观察渐开线齿轮产生根切的现象,了解产生的原因以及如何避免根切;(三)分析比较标准齿轮和变位齿轮的相同点和不同点,理解变位齿轮的概念。
二、实验设备和工具(一)齿轮范成仪;(二)圆规、绘图纸、三角板、剪刀、两支不同颜色的铅笔或者圆珠笔(学生自备);(三)渐开线齿轮模型、挂图或者“齿轮范成实验”电教片(可省略)。
三、实验原理和方法范成法是利用一对齿轮啮合时,其共轭齿廓互为包络线的原理来加工轮齿的一种方法。
在实际加工齿轮过程中,工厂采用插齿机加工金属齿轮,其中一轮为刀具,另一轮为轮坯,两者在滚动加工过图中:1——机架;2——圆盘;3——钢丝;4——拖板;5——小拖板;6——刀具;7——螺旋圆盘2绕固定于机架1上的轴心0转动,在圆盘的周缘刻有凹槽,内部嵌有两根钢丝3,其中心线(图3-1中圆盘2上虚线为钢丝3的中心线)形成的圆相当于被加工齿轮的分度圆。
两根钢丝的一端分别固定在圆盘2上B、'B,另一端分别固定在拖板4的A、'A处,拖板4可在机架上沿水平方向移动,钢丝便拖动圆盘转动,这与被加工齿轮相对于刀具的运动是相同的。
在拖板4上还装有带刀具6的小拖板5,转动螺旋7可使其相对拖板4垂直移动,从而调解刀具中线至轮坯中心的距离。
四、实验步骤和要求ha,顶隙系数*c)和被加工齿(一)根据已知刀具参数(齿距p,压力角α,齿顶高系数*轮参数(分度圆直径d),计算被加工齿轮的基圆半径、最小变位系数和最小变位量、标准齿轮的齿顶圆和齿根圆直径、变位齿轮的齿顶圆和齿根圆直径,将这些圆画在同一张绘图纸上并进行标注,沿最大圆直径将绘图纸剪成圆形纸片,作为本实验用的“轮坯”。
(二)将“轮坯”安装在圆盘上,保证其圆心与圆盘中心重合。
(三)调节刀具中线,使其与被加工齿轮分度圆相切,此时处于切制标注齿轮时的安装位置。
齿轮范成试验
和分度圆相切的即为齿轮节线如图,齿条刀5可以在滑架上作 垂直于移动方向即远离或靠近齿轮中心O移动,因此当齿条 刀中线和分度圆相切时加工出是标准齿轮。当齿条刀的其它 分度线和分度圆相切时,加工的是变位齿轮。
四、实验步骤:
l、范成标准齿轮
⑴、将裁好的白纸用压环压在圆盘上,并注意尽可能使圆纸 中心和圆盘中心重合。
⑷、根据范成法出来的齿,以圆弧上三点定固心的办法找出
齿轮的转心,并适应调整之。用三角尺量得齿条周节P,并
计算其模数 m P /
进而算出齿轮齿数
z
分度圆直径 模数
d
d m
本范成仪 m 20, z 10,C* 0.25
r 从而计算出齿顶圆半径 ra ,齿根圆半径 rf ,基圆半径 b 及分度圆半径 r ,
⑵、调整齿条刀相对于滑架位置、使齿条刀刻尺基线对准滑尺 零线,然后用螺钉紧住。以保证刀具线和齿轮分度圆相切。
⑶、自左至右,将滑架沿底座导轨移动,每移2—3毫术.即用 削尖铅笔将齿条刀齿廓画在白纸上,相当于刀具范成齿轮坯一 次。这样继续不断移动滑架。刀具和齿坯还在不断地进行着范 成运动,刀具齿廓在范成运动中的各个位置相继地画在齿坯上。 这一系列刀具位置的包络线即齿坯轮齿的齿廓,直到范成出完 整的二至三个齿为至.并观察是否根切现象。
以齿轮圆心为中心在齿坯上一一画出上述各圆。
⑸、用三角落尺测量分度圆弦齿厚,齿顶圆弦齿厚、基圆弦 齿厚,记下并填入实验报告。
⑹、据渐开线齿轮任意圆齿厚公式,算得分度圆齿厚,
然后根据下面算式算出各圆弦齿厚:
Si
2ri
sin
S i 弦齿厚, Si 齿厚, ri 任意圆半径
Si ri
Байду номын сангаас
齿轮范成原理实验
齿轮范成原理实验实验指导书一、实验目的1.掌握范成法切制渐开线齿轮的原理,观察齿廓形成的过程。
2.了解渐开线齿轮产生根切的原因、现象和避免根切的方法。
3.分析比较标准齿轮和变位齿轮的异同点。
二、设备及工具1.齿轮范成仪2.工具:剪刀3.自带工具:圆规、三角尺、铅笔(HB)、橡皮、裁好直径230mm圆形图纸一张。
三、原理和方法1.原理范成法是利用一对齿轮相互啮合时,齿轮齿廓互为包络线的原理来加工轮齿的。
加工时,其中一轮为刀具,另一轮为轮坯,他们仍能保持固定的角速比转动,完全和一对真正的齿轮互相啮合传动一样,同时刀具还沿轮坯的轴向作切削运动。
这样切制得到的齿轮齿廓就是刀具刀刃在各位置的包络线。
今若用渐开线作为刀具齿廓,则其包络线也必为渐开线。
由于实际加工时,看不到刀刃在各个位置形成包络线的过程,所以在实验中用齿轮范成仪来实现轮坯与刀具间的传动过程并用铅笔将其记录在纸上,这样我们能清楚地观察到齿轮范成的过程。
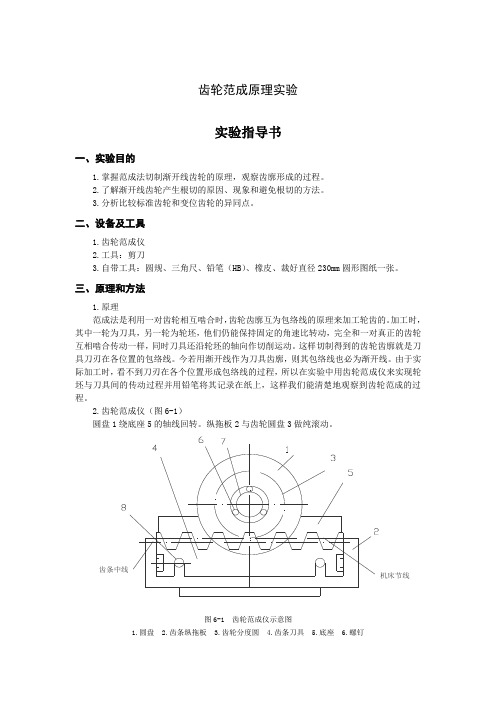
2.齿轮范成仪(图6-1)圆盘1绕底座5的轴线回转。
纵拖板2与齿轮圆盘3做纯滚动。
齿条中线机床节线图6-1 齿轮范成仪示意图1.圆盘2.齿条纵拖板3.齿轮分度圆4.齿条刀具5.底座6.螺钉7.压环 8.调节螺钉圆盘与纵拖板为齿轮齿条传动。
因此两者之间为无滑动的纯滚动。
圆盘上放纸相当于轮坯。
齿条刀具由两个螺钉8与纵拖板相联接,可以使齿条刀具的中心线移近或远离轮坯的中心。
如果当刀具4上的刻度对准“0”时,即齿条刀具的中心线对准机床节线并与分度圆相切时,为切制标准齿轮时刀具的位置;当刀具的中心线远离轮坯中心,即使中线以上的任一分度线与机床节线对准并与轮坯分度圆相切作纯滚动时,为切制正变位齿轮时刀具的位置;反之则为切制负变位齿轮时的位置。
3.齿轮范成仪参数刀具:25.0 1 20 ,20=*=*==c h mm m a α 轮坯:分度圆直径mm d 160=,故齿数8==mdz 四、实验内容绘制:1.标准齿轮(根切齿轮)2.修正齿轮(正变位齿轮)五、实验步骤1.预备工作1)计算:根据下面公式及上面规定的参数算出标准齿轮及正变位齿轮的 d 、 a d 、f d ,变位齿轮参数计算公式:mx d d m x d d a f )22()25.2(++=--=当计算标准齿轮尺寸时,可取上式中0=x ,当切制正变位齿轮时x 的取值为:17)17(min z x -=。
机械设计基础试验指导书
实验五齿轮的范成实验实验项目性质:验证性实验计划学时:1一、实验目的1.观察渐开线齿廓的范成形成过程,掌握用范成法切削加工渐开线齿轮齿廓的基本原理;2.解渐开线齿轮产生根切现象的原因和避免根切的方法;3.分析和比较标准齿轮和变位齿轮的异同点。
二、实验设备和工具1.齿轮范成仪;2.圆规、三角尺、绘图纸、剪刀、铅笔(学生自备)。
三、实验原理和方法范成法是利用一对齿轮互相合时共轭齿廓互为包络线的原理来加工轮齿的一种方法。
加工时,其中的一轮为刀具,另一轮为轮坯,二者对滚时,好象一对齿轮互相啮合传动一样;同时刀具还沿轮坯的轴向作切削运动,量后在上被加工出来的齿廓就是刀具刀刃在相对轮坯每个位置形成包络线的详细过程,通常采用范成仪来实现。
在实验时,用贺形的图纸做“轮坯”,在不考虑切削和让刀运动的情况焉,使仪器中的“齿条刀具”与“轮坯”对滚,刀刃在图纸上所印出的各个位置的包络线,就是被加工齿轮的齿廓曲线。
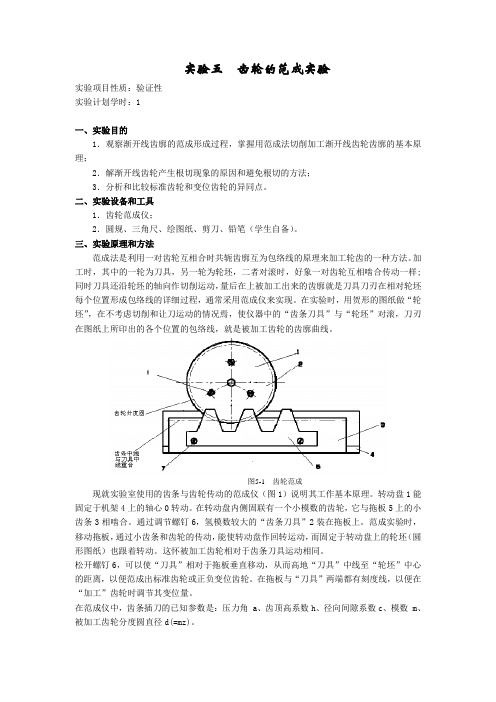
图5-1 齿轮范成现就实验室使用的齿条与齿轮传动的范成仪(图1)说明其工作基本原理。
转动盘1能固定于机架4上的轴心0转动。
在转动盘内侧固联有一个小模数的齿轮,它与拖板5上的小齿条3相啮合。
通过调节螺钉6,氢模数较大的“齿条刀具”2装在拖板上。
范成实验时,移动拖板,通过小齿条和齿轮的传动,能使转动盘作回转运动,而固定于转动盘上的轮坯(圆形图纸)也跟着转动。
这怀被加工齿轮相对于齿条刀具运动相同。
松开螺钉6,可以使“刀具”相对于拖板垂直移动,从而高地“刀具”中线至“轮坯”中心的距离,以便范成出标准齿轮或正负变位齿轮。
在拖板与“刀具”两端都有刻度线,以便在“加工”齿轮时调节其变位量。
在范成仪中,齿条插刀的已知参数是:压力角 a、齿顶高系数h、径向间隙系数c、模数 m、被加工齿轮分度圆直径d(=mz)。
四、步骤和要求图5-2 范成齿廓的毛坯图样根据已知的齿条刀具参数和被加工齿轮的分度圆直径,计算被加工齿轮的齿数、最小变位系数;参考最小变系数,选定范成实验用的正、负变位系数,然后计算变位量(宜取规则数值),计算标准齿轮的基圆、齿顶圆与齿根圆直径以及变位齿轮顶圆和齿根圆直径。
4.齿轮范成法加工实验
实验四齿轮范成法加工实验一、实验目的1.掌握用范成法加工渐开线齿轮的基本原理;2.了解齿轮产生根切现象的原因和避免根切的方法;3.分析比较标准齿轮与变位齿轮的异同点。
二、实验概述1.实验原理范成法是利用齿廓啮合的基本定律来切制齿廓的,一对齿轮(或齿轮齿条)互相啮合时,其共轭齿廓互为包络线。
加工时,其中一齿轮(或齿条)为刀具,另一轮为轮坯,两者作相对运动,同时刀具还沿轮坯的轴向作切削运动,最后轮坯上被加工出来的轮廓就是刀具在各个位置的包络线,其过程与无齿侧间隙啮合传动类似。
借助齿轮范成仪,可以清楚地了解齿廓形成的过程。
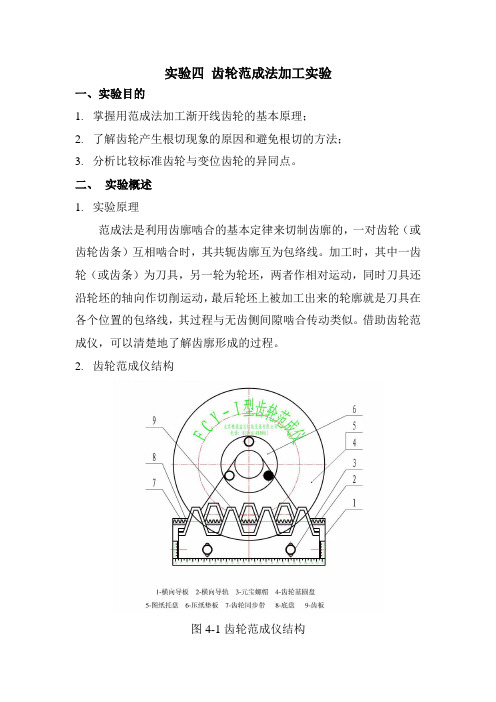
2.齿轮范成仪结构图4-1齿轮范成仪结构3. 自备工具卡纸(A4)、圆规、三角尺、剪刀、铅笔三、 实验内容及步骤1.齿轮坯的准备用A4大小的卡纸准备两只齿轮坯,基本参数如下模数:m=20 mm ;齿数:z=10;压力角:20α︒=;齿顶高系数*a h =1;顶隙系数*c =0.25。
一只齿轮用来切制标准齿轮,剪出半圆毛坯纸,计算其齿顶圆半径、齿根圆半径、分度圆半径、基圆半径并绘出上述四圆,剪成略大于齿顶圆的大半圆齿轮坯。
另一只齿轮用来切制变位齿轮,变位系数x 按不发生根切的条件x *min min ()/a h Z Z Z ≥-选取,但不宜选过大。
暂设齿顶高变动系数δ=0,计算出上述四圆的半径,并剪成齿轮坯。
2.齿轮坯的安装取下范成仪上的压板,按压板上螺钉孔的位置,在齿轮坯上开三个小孔,将齿轮坯中心对准范成仪的中心,用压板压紧轮坯。
利用元宝螺帽调整齿条刀具(齿板)离齿轮坯中心的距离,使齿条刀具左右移动时,刀具的顶端均能与齿轮坯齿根圆相切。
安装变位齿轮时需要重新调整。
3.范成齿廓先将齿条刀具移到左端,使刀具的齿廓退出轮坯中标准齿轮的齿顶圆(注意为了防止脱线,不要让齿轮坯中心线的倾斜度超过90度),自左端向右移动齿条工具,每隔约2-3mm ,在毛坯纸上画出齿条刀具的轮廓线,注意画线时不要漏线,直到刀具的左端移进中线为止,这时便范成出3个完整的齿形4.换上另一齿坯,重复步骤2和3,完成变位齿轮齿廓的范成(注意齿板向上移是负变位,向下移是正变位)。
齿轮范成原理实验指导书
实验三 齿轮范成原理实验在工程中,齿轮齿廓的制造方法很多,但其中以用范成法(亦称展成法)制造最为普遍。
因此,有必要对这种方法的基本原理及齿廓的形成过程加以研究。
一、 实验目的:1. 了解用范成法加工渐开线齿轮的基本原理,观察齿廓渐开线部分及过渡曲线部分的形成过程。
2. 了解渐开线齿轮在制造过程中产生根切现象的原因和避免根切现象的方法——变位法,并比较标准齿轮和变位齿轮各部分尺寸的异同点。
二、实验的原理和方法:1.基本原理:范成法是利用一对齿轮或齿条与齿轮啮合原理来加工齿轮的一种方法。
常见有滚齿(刀具为齿轮滚刀)法,插齿法(刀具为齿轮插刀,齿条插刀)。
我们这里只讨论齿条形刀具。
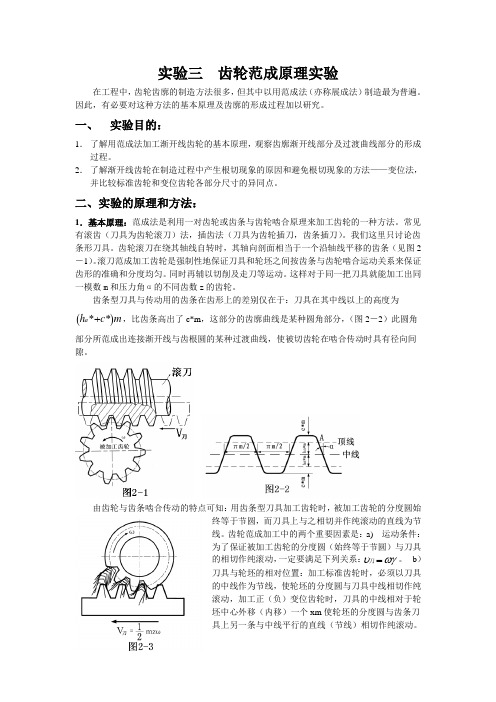
齿轮滚刀在绕其轴线自转时,其轴向剖面相当于一个沿轴线平移的齿条(见图2-1)。
滚刀范成加工齿轮是强制性地保证刀具和轮坯之间按齿条与齿轮啮合运动关系来保证齿形的准确和分度均匀。
同时再辅以切削及走刀等运动。
这样对于同一把刀具就能加工出同一模数m 和压力角α的不同齿数z 的齿轮。
齿条型刀具与传动用的齿条在齿形上的差别仅在于:刀具在其中线以上的高度为()**a h c m +,比齿条高出了c*m ,这部分的齿廓曲线是某种圆角部分,(图2-2)此圆角部分所范成出连接渐开线与齿根圆的某种过渡曲线,使被切齿轮在啮合传动时具有径向间隙。
由齿轮与齿条啮合传动的特点可知:用齿条型刀具加工齿轮时,被加工齿轮的分度圆始终等于节圆,而刀具上与之相切并作纯滚动的直线为节线。
齿轮范成加工中的两个重要因素是:a) 运动条件:为了保证被加工齿轮的分度圆(始终等于节圆)与刀具的相切作纯滚动,一定要满足下列关系:ωγυ=刀。
b )刀具与轮坯的相对位置:加工标准齿轮时,必须以刀具的中线作为节线,使轮坯的分度圆与刀具中线相切作纯滚动,加工正(负)变位齿轮时,刀具的中线相对于轮坯中心外移(内移)一个xm 使轮坯的分度圆与齿条刀具上另一条与中线平行的直线(节线)相切作纯滚动。
齿轮范成法指导书
齿轮范成原理实验一、实验目的:1、掌握范成法制造渐开线齿轮的基本原理2、了解渐开线齿轮产生根切现象的原理及避免根切的方法3、分析比较准标齿轮和变位齿轮的异同点二、实验仪器:1、齿轮范成仪2、圆规3、三角尺4、剪刀5、绘图纸6、铅笔或圆珠笔三、实验原理:范成法是利用一对齿轮相啮合时其共轭齿轮互为包络线的原理来加工齿轮的。
加工时其一轮为刀具,另一轮为轮坯。
它们仍保持原定的角速度比传动,完全和一对真正的齿轮相啮合传动一样。
同时刀具还沿轮坯的轴线做切削运动。
这样所得齿轮的齿廓就是刀具刀刃在各个位置的包络线。
由于在实际加工时看不到刀具在各个位置形成的包络线的过程,故通过齿轮范成仪来实现轮坯与刀具间的传动过程,并用铅笔将刀具的各个位置记录在绘图纸上,这样就能清楚地看到齿轮范成的过程。
四、实验内容:1、根据已知刀具参数和被加工齿轮的分度圆直径,计算被加工的标准齿轮的基圆、齿根圆直径、齿顶圆直径。
并将上述四个圆分别画在绘图纸上,然后将纸剪成比顶圆直径略大2~3mm的圆形作力轮坯。
2、把代表轮坯的图纸放在圆盘上,对准中心,用压坯将圆纸压紧。
3、调节刀具中心线,使其在切削标准齿轮的位置上。
4、切削齿廓时先移动描拖,将刀具推到范成仪的一端,然后移动很小一个距离,描下刀刃的位置,直至形成2~3个完整齿轮为止。
5、观察有无根切现象,如有分析其原理,并可以在已知参数不变的情况下绘出不根切齿。
6、切削标准齿轮与变位齿轮的比较。
五、已知刀具参数(其中d是被加工齿轮得分度圆直径)六、计算数据:七、绘图八、实验思考题:实验中你观察到的根切现象是怎样发生的?是什么原因引起?避免根切现象的方法用哪些?。
齿轮范成实验指导书.doc

实验二:齿轮范成实验一、目的1.掌握用范成法制造渐开线齿轮的基本原理;2.了解渐开线齿伦产生根切现彖的原因和避免根切的方法;3.分析比较标准齿轮和变位齿轮的异同点。
二、设备和工具1 •齿轮范成仪和简易插齿机;2.圆规(自备);3.三角尺(自备);4•钢皮尺;5.剪刀:6.绘图纸(规格270亳米X 270毫米):7•铅笔(HB规格贰支自备);8.计算工具(口备);9.标准渐开线样板。
三、原理和方法1.齿轮范成原理简述范成法是利川一对齿轮互相啮合时其共轨齿廓互为包络线的原理來加工轮齿的。
加工时其中一轮为刀具,另一伦为伦坯,它们仍保持固定的角速比传动,完全和一对真正的齿伦互相啮合传动一样;同时刀具还沿轮坯的轴向作切削运动。
这样所制得齿轮的齿丿郭就是刀具刀刃在各个位置的包络线。
今若用渐开线作为刀具齿綁,则其包络线亦必为渐开线。
由于在实际加工时,我们是无法明显地看到刀刃在各个位置形成包绍线的过程,若用齿轮范成仪来实现轮坯与刀具间的传动过程,并川铅笔将丿J具刀刃的各个位宜记录在绘图纸上,这样我们就能清楚地观察到齿伦范成的过程。
2.齿轮范成仪的结构齿轮范成仪所用的刀具模型为齿条插刀,仪器的构造如图2—1所示。
它的结构可看成由轮坯与刀具两部分组成。
(1)轮坯部分的结构做成扇形的构件4,是模数毫米,齿数Z=17齿伦的分度圆;另一半圆5是模数m=18毫米,齿数Z=9的齿轮的分度圆,它们一起装在同一轴上。
(2)刀具部分的结构模数m-18毫米的齿条刀2用餃链装在变位溜板3上,转动旋钮13可使刀具移动实现变位,变位量大小町从刻度尺1读出。
变位溜扳3又装在啮合溜板11 ±,在不作变位时,可用手柄1()锁住变位溜板3。
啮合溜板11是与分度圆作纯滚动运动。
在无变位暈(刻度尺零位对齐)时,刀具2的分度线(中线)与啮台溜板11的一侧(即与分度园作纯滚动的一侧)在同一垂直平面上。
齿轮范成仪四. 实验步骤1. “切削”标准齿轮(1)按基本参数m=9毫米,Z=9, a =20° , 心 和C =0.25计算被加工标准齿轮的分度圜、基圆、齿顶圆和齿根圆的半径。
CQF-B齿轮范成实验实验指导书 报告(新)
渐开线齿廓的范成原理实验指导书一、实验目的:1、掌握用范成法加工渐开线齿廓的切齿原理,观察齿廓的渐开线及过渡曲线的形成过程;2、了解渐开线齿轮产生根切现象和齿顶变尖现象的原因及用变位来避免发生根切的方法;3、分析、比较渐开线标准齿轮和变位齿轮齿形的异同点。
4、(选作)分析、比较分度圆相同、模数不同的两种标准渐开线齿轮齿形的异同点。
二、实验设备和用具:1、齿轮范成仪;2、自备:¢220㎜圆形绘图纸一张(圆心要标记清楚);3、HB铅笔、橡皮、圆规(带延伸杆)、三角尺、剪刀、计算器。
三、实验原理:范成法是利用一对齿轮(或齿条与齿轮)相互啮合时其共轭齿廓互为包络线的原理来加工齿廓的方法。
刀具刃廓为渐开线齿轮(齿条)的齿形,它与被切削齿轮坯的相对运动,完全与相互啮合的一对齿轮(或齿条与齿轮)的啮合传动一样,显然这样切制得到的轮齿齿廓就是刀具的刃廓在各个位置时的包络线。
本范成仪所用的两把刀具模型为齿条型插齿刀,其参数为m1=20mm和m2=8, =20°,ha*=1,c*=0.25。
仪器构造简图如图1所示。
圆盘2代表齿轮加工机床的工作台;固定在它上面的圆形纸代表被加工齿轮的轮坯,它们可以绕机架5上的轴线O转动。
齿条3代表切齿刀具,安装在滑板4上,移动滑板时,齿轮齿条使圆盘2与滑板4作纯滚动,用铅笔依次描下齿条刃廓各瞬时位置,即可包络出渐开线齿廓。
齿条刀具3可以相对于圆盘作径向移动,当齿条刀具中线与轮坯分度圆之间移距为xm时(由滑板4上的刻度指示),被切齿轮分度圆则和与刀具中线相平行的节线相切并作纯滚动,可切制出标准齿轮(xm=0)或正变位(xm>0)、负变位(xm<0=齿轮的齿廓。
图11、压板2、圆盘3、齿条刀4、滑板5、机架四、实验内容:本实验可分必做与选做两部分。
必须要求完成切制m=20mm、z=8的标准、正变位(x1=0.5)和负变位(x2=-0.5)渐开线齿廓,三种齿廓每种都须画出两个完整的齿形,比较这三种齿廓。
新齿轮范成实验报告 2
齿轮范成实验实验指导书及实验报告班级姓名时间学号一、实验目的1.掌握用范成法切制渐开线齿轮齿廓的基本原理;2.了解渐开线齿轮产生根切现象的原因和用变位修正来避免根切的方法;3.分析比较标准齿轮和变位齿轮的异同点。
二、设备和工具1.CJDJ—型齿轮范成仪;2、圆规、三角板、绘图纸、剪刀、两支不同颜色的铅笔或圆珠笔, 计算器(学生自备)三、试验原理和方法范成法是利用一对齿轮互相啮合时其共轭齿廓互为包络线的原理来加工齿轮的一种方法。
加工时其中一轮为刀具, 另一轮为轮坯, 它们保持固定的角速比传动, 完全和一对真正的齿轮互相啮合传动一样, 同时刀具沿轮坯的轴向作切削运动, 这样制得的齿轮的齿廓就是刀具刀刃在各个位置的包络线。
若用渐开线作为刀具齿廓, 则其包络线亦为渐开线。
由于在实际加工时, 看不到刀刃在各个位置形成包络线的过程, 故通过齿轮范成仪来实现轮坯与刀具间的传动过程, 并用铅笔将刀具刀刃的各个位置记录在绘图纸上, 这样就清楚地观察到齿廓形成的过程。
齿轮范成仪所用刀具模型为齿条插刀, 仪器构造如图:零件1可绕其芯轴O转动, 在圆盘的后面装了一个齿轮与横拖板2上的齿条啮合传递运动, 横拖板可以沿水平方向左右移动, 通过齿条、齿轮的啮合带动零件1转动, 在横拖板上通过螺钉固定了两个齿条刀具模型3、4, 齿条插刀的参数为:压力角α=20°;齿顶高系数ha*=1;径向间隙系数C*=0.25;模数m =20、模数m =8, 圆盘芯轴直径=35mm。
四、实验步骤1.根据已知的刀具参数, 计算出被加工齿轮分度圆直径、最小变位系数、最小变位量, 标准齿轮的齿顶圆与齿根圆直径以及变位齿轮的齿顶圆与齿根圆直径, 然后根据计算数据分别画在两张图纸上, 并沿最大圆的圆周剪成圆形纸片, 作为本实验用的“轮坯”;2.把“轮坯”安装到仪器的圆盘上, 必须注意对准中心;3.调节刀具中线,使其与被加工齿轮分度圆相切, 刀具处于切制标准齿轮时的安装位置上;4.“切制”齿廓时, 先把刀具移向一端, 使刀具的齿廓退出轮坯中标准齿轮的齿顶圆, 然后每当刀具向另一端移动大约2mm时, 即在代表轮坯的图纸上用铅笔沿刀具轮廓描下其位置, 此时应注意铅笔的落笔方向必须始终保持一致, 直至形成一至两个完整的轮齿为止, 描画的过程中应注意齿廓形成过程;5、观察根切现象, 即观察刀具齿顶线是否超过被加工齿轮的啮合极限点;6、重新调整刀具, 即调整螺钉, 使刀具中线对准与分度圆相切的位置, 然后向下平行移动刀具, 移动距离为避免根切的最小变位量, 对好刀后, 再用与切制标准齿轮的同样方式移动横拖板, 加工变位齿轮。
齿轮范成仪实验说明书
FCY-I型渐开线齿轮范成仪使用说明一、概述渐开线齿轮的齿廓是一条渐开线,其形成的过程是一直线在圆周上滚动而无任何滑动时,直线上的点所画出的曲线(包括线)就是渐开线。
根据这个原理,设计出用直线齿条刀具加工渐开线齿轮机床。
渐开线齿轮范成仪就是根据这个原理设计的。
齿板是齿条刀具,其中线与齿轮分度相切,使用本范成仪做实验有以下优点:i掌握用范成法制造渐开线齿轮的基本原理,观察齿廓形成过程。
用该范成仪加工齿轮,渐开线齿轮齿廓的加工过程理解直观、具体、简便。
2、进一步掌握渐开线齿轮的几何计算。
3、对“模数”这个词,可产生大小、形状等具体概念。
4、对齿轮产生根切的原因及避免根切的方法有真实的理解。
5、对齿轮根切后的齿形有直观的认识。
6、对齿轮变位方法和计算有明确的理解。
7、分析比较标准齿轮和变位齿轮的异同点。
8掌握用游标卡尺测定变位齿轮参数的方法。
井熟悉变位齿轮上各个参数之间的关系。
9、可提咼学员对齿轮研究的兴趣。
二、设备和工具1•齿轮范成仪;2•剪刀、自备圆规、三角板、红兰铅笔、小刀、游标卡尺、齿轮模型三、齿轮范成原理和方法范成法是利用一对齿轮互相啮合时其共轭齿廓互为包络线的原理来加工轮齿的。
加工时其中一轮为刀具,另一轮为轮坯,它们保持固定的角速比传动,完全和一对真正的齿轮互相啮合传动一样,同时刀具沿轮坯的齿宽方向作切削运动,这样制得的齿轮的齿廓就是刀具刀刃在各个位置的包络线。
若用渐开线作为刀具齿廓,则其包络线亦为渐开线。
由于在实际加工时,看不到刀刃在各个位置形成包络线的过程,故通过齿轮范成仪来实现轮坯与刀具间的传动过程,并用铅笔将刀具刀刃的 各个位置记录在绘图纸上,这样就清楚地观察到齿廓范成的过程。
1-横向导板 2-横向导轨 3-元宝螺帽 4-齿轮基圆盘 5-图纸托盘 6-压纸垫板 7-齿轮同步带8-底盘9-齿板五、范成仪主要参数齿轮范成仪所用刀具模型为齿条插刀,仪器构造如图:范成仪配有两块齿板;一块 m=10 , Z=20, d=200 另一块 m=20 , Z=10, d=200 齿形角a =20° 齿高系数h=1 工作齿高h w =2m 齿距P= n m径向间隙c=0.25m齿根圆角半径P r =0.38m范成仪分度圆直径d=200mm 六、使用方法横向移动导板1 (连同齿板9,齿轮基圆4同步转动,用铅笔在齿板侧面画出轮ro o20 30 r4050 r 6050o8070廓线,逐次微移,每移一次画一次,直到齿板移出基圆盘为止,纸面上就画出了渐开线齿形。
渐开线齿轮范成实验指导书
一、 实验目的
(1)观察渐开线齿廓的范成形成过程,掌握用范成法切削加工渐开线齿廓的基本 原理; (2)了解渐开线齿轮产生根切现象的原因及采用变位修正来避免根切的方法; (3)分析标准齿轮和变位齿轮齿形的异同点。 (4)分析、比较分度圆相同、模数不同的两种渐开线齿轮齿形的异同点(选做) 。
二、 实验设备和工具
2.相关参数
齿条的相关参数如下。
1
(1)适用模数及齿数:m =20 mm,z = 10; m =10 mm,z =20; m =8 mm,z = 26。
(2)常规参数:压力角α=20° ;齿顶高系数 ha =1;顶隙系数 c*=0.25。
图 1 齿条传动式齿轮范成仪
五、 实验内容
(一) 必做部分
完成切制 m =20 mm、z =10 的标准、正变位和负变位渐开线齿廓,三种齿廓每种都 必须画出两个完整的齿形,再比较这三种齿廓的异同点。
(二) 选做部分
完成切制 m1=20 mm、z1=10 和 m2=10 mm、z2=20 的标准渐开线齿廓,两种齿廓每 种都必须画出两个以上完整的齿形,再比较这两种轮坯的圆形图纸
3.绘制标准齿轮轮廓。 (1)将轮坯(圆形图纸)安装在范成仪上,使标准齿轮扇形区正对齿条位置,旋 紧螺母使得压板压紧圆形图纸。 (2)调节齿条刀位置,使其中线与轮坯分度圆相切,然后将刀具与滑板固紧。 (3)开始切制标准齿轮时,将刀具推到最左边,然后每当把滑板向右推动一小距 离时(1mm 左右) ,在代表轮坯的图纸上,用铅笔描下刀具刀刃的位置,直到形成 2~3 个完整的齿形为止。在此阶段应注意观察轮坯上齿廓形成的过程。 4.绘制正变位齿轮轮廓。 (1)松开压紧螺母,转动轮坯,使正变位扇形区正对齿条位置,然后压紧图纸。 (2)使刀具远离轮坯中心,正移距+xm(mm)(x>xmin)再绘出齿廓,观察齿廓形 状,看齿顶有无变尖现象。 5.绘制负变位齿轮齿廓。 (1)松开压紧螺母,转动轮坯,使负变位扇形区正对齿条位置,然后压紧图纸。 (2)使刀具靠近轮坯中心,负移距-xm(mm),再次绘出齿廓,观察齿廓形状,看 有无根切现象。 (3)比较负变位齿形与标准、正变位齿形的区别。
实验 齿轮加工范成法加工实验
实验齿轮加工范成法加工实验一、目的1、掌握用范成法切制渐开线齿轮的原理,观察用齿条(刀具)绘制齿廓曲线的过程;2、了解标准齿轮Z<Zmin时产生根切的现象及用移距修正法避免根切的方法,以建立变位齿轮的概念3、比较标准齿轮与变位齿轮约顶圆齿厚和根圆齿厚。
二、设备和工具1、三角尺;2、齿轮范成仪:3、圆规:4:绘图纸(280mmxl50mm),5、剪刀:6、两种不同颜色的铅笔或圆珠笔三、齿轮范成仪的技术规范1、齿条刀具的参数:模数m=2.5mm;压力角α=20°;齿顶高系数ha*=1;径向间隙系数C*=0.25;2、被加工齿轮的参数:分度圆直径d=200mm,齿数z=d/m=8:3、仪器的最大移距量:x m=-5mm~+20mm。
四、齿轮范成仪的工作原理与构造范成法是利用一对齿轮(或齿轮与齿条)互相啮合时其共轭齿廓为包络线的原理来切齿的。
本实验所用的齿轮范成仪是模仿齿轮与齿条的啮合过程来设计的,刀具模型为一齿条(相当于齿条插刀),齿轮模型则为相当于被切削齿轮的半圆盘,其结构如图2所示。
半圆盘1可绕其固定的轴心o转动,在半圆盘1边缘刻有代表分度圆的凹槽,槽内绕有钢丝3,两端分别固定在半圆盘1及纵拖板5上的a,b和c,d处,纵拖板5可在机架8上沿水平方向左右移动,并通过钢丝3带动半圆盘1亦相应地向左或向右转动,这与被加工齿轮相对于齿条刀具的运动过程相同,齿条刀具6通过两只销钉固定在横拖板4上,横拖板4装在纵拖板5的径向导槽内,旋转螺秆7,可使横拖板4带着齿条6沿垂直方向相对于半圆盘l的中心O作径向移动,用以调节齿条中线与半圆盘中心之间的距离当齿条中线与被切齿轮分度圆相切时,齿条中线与节线重合,便能切制出标准齿轮。
这时均匀地移动纵拖板5,将刀刃各个位置的投影线用铅笔描绘在轮坯纸上,便能清楚地观察到齿轮的范成过程。
图2 齿轮范成仪结构简图1、半圆盘2、压环3、钢丝4、横拖板5、纵拖板6、齿条刀具7、螺杆8、机架若旋转螺杆8,改变齿条中线与半圆盘l中心o的距离,使齿条中线与刀具节线分离,如图2所示,此时齿条中线与被切齿轮分度圆分离xm,但刀具节线仍与被切齿轮分度圆相切,这样便能切制出变位齿轮。
渐开线齿轮范成实验(指导书)20140318

实验二渐开线齿轮范成实验一、实验目的1、掌握用范成法切制渐开线齿轮的基本原理;2、通过观察渐开线齿轮的轮廓曲线具体形成过程, 了解齿轮的根切现象及避免根切的方法;3、分析比较标准齿轮与正负变位齿轮齿形变化的异同点。
二、实验仪器及工具1、齿轮范成仪。
2、铅笔、圆规、三角板、剪刀等(自备)。
3、240×240mm2的厚图纸两张。
三、齿轮范成法原理四、范成法是利用一对齿轮(或齿轮齿条)互相啮合时, 共轭齿廓互为包络线的原理来加工齿轮的。
加工时, 其中一轮为刀具, 另一轮为轮坯, 刀具和轮坯在机床链作用下保持定传动比传动, 完全和一对真正的齿轮相互啮合传动一样, 刀具作径向进给运动的同时, 还沿轮坯的轴向作切削运动。
这样切出的齿廓就是刀刃在各个位置的包络线。
若用渐开线作刀具的齿廓, 可以证明其所包络出的齿廓必为渐开线。
今用齿条渐开线(基园半径为无限大时渐开线为一倾斜直线)齿廓加工齿轮, 那么刀具刀刃在各个位置的包络线就是渐开线, 即加工出的齿廓为渐开线齿廓。
因为在实际加工时, 看不到刀刃形成包络轮齿的过程, 所以通过齿轮范成仪来表现这一过程, 用铅笔将刀刃的各个位置描绘在轮坯纸上, 这样就能清楚地观察到轮齿范成的过程。
五、齿轮范成仪的构造及使用方法简介齿轮仪所用的刀具模型为齿条插刀, 其结构示意图如下:图2-1 渐开线齿廓范成仪大圆盘代表工作台, 其上安装齿轮毛坯, 它可绕轴心O旋转, 工作台下面d=Φ200mm 齿轮与齿条啮合, 齿条(即刀架)可在机架上沿导轨移动, 使工作台相对刀架在Φ200mm的圆上做无滑动的纯滚动, 也就是说, 该范成仪只能加工分度圆是Φ200mm的齿轮。
齿条刀(如图透明色齿条)可安装在相对轮坯的不同位置, 如齿条刀安装在其中线与轮坯的分度圆相切的位置, 可切制出标准渐开线齿轮;若齿条刀的中线与轮坯的分度圆不相切, 而移动了一定距离(其移距xm可在刀架的刻度上直接读出, 如图两边), 则可按移动距离的方向和大小, 切制出各种正变位或负变位齿轮。
齿轮范成仪说明指导书
目录一范成仪基本要点、功能特点 (1)二设备基本参数及实验所需材料..........................................1. 三范成仪构造及工作原理.. (2)四设计环节 (3)五范成仪用法 (4)六、加工零件 (4)七、齿轮范成仪验证明验 (5)八、实训总结 (6)九、参照资料 (6)齿轮范成仪设计阐明一、范成仪基本要点:1.巩固和掌握用范成法切制渐开线齿轮基本原理。
观测齿廓渐开线某些及过渡曲线某些形成过程。
2.理解渐开线根切现象和齿顶变尖因素以及用变位修正来避免根切办法。
3.巩固齿轮基本几何尺寸计算,并进一步理解基本参数m,z,α,x在齿轮设计和加工中意义和作用。
功能及特点:1、具备演示渐开线齿廓形成过程功能,操作简便快捷。
2、掌握渐开线产生根切和避免根切办法,演示刀具变位对 齿型变化及对齿轮各参数影响。
3、齿轮基圆盘为圆形(360°),操作简便快捷。
二、设备基本参数及实验所需材料:1.齿轮范成仪: a):齿条刀具重要参数模数m=20mm ,压力角α=20°,齿顶高系数及顶隙00.1*=a h ,25.0*=C ,齿数Z=5,齿距P=63; b):被切齿轮重要参数:模数m=2 mm ,压力角α=20°,齿数z =60,齿顶高系数及顶隙00.1*=a h ,25.0*=C 齿距P=6.284;c):中间直齿传动件重要参数:模数m=2mm ,压力角α=20°,齿数z=48,齿顶高系数及顶隙00.1*=a h ,25.0*=C 齿距P=6.284;齿轮齿条原则安装尺寸(即安装后,齿轮分度圆与齿条中线相切)。
而装配后,当溜板在底座燕尾槽内左右移动时,应保证齿轮齿条对的齿合传动。
2.代替被加工齿轮坯件图纸一张;3.需自备如下材料:(1) 削尖铅笔二支 (2) 圆规、三用板及橡皮擦 (3)塑料板、锯刀等三、范成仪构造及工作原理:图2为齿轮范成仪简图,圆盘1表达被加工齿轮毛坯,安装在机架4上,并可绕机架上固定轴O 转动。
实验齿轮加工范成法加工实验
实验齿轮加⼯范成法加⼯实验实验齿轮加⼯范成法加⼯实验⼀、⽬的1、掌握⽤范成法切制渐开线齿轮的原理,观察⽤齿条(⼑具)绘制齿廓曲线的过程;2、了解标准齿轮Z3、⽐较标准齿轮与变位齿轮约顶圆齿厚和根圆齿厚。
⼆、设备和⼯具1、三⾓尺;2、齿轮范成仪:3、圆规:4:绘图纸(280mmxl50mm),5、剪⼑:6、两种不同颜⾊的铅笔或圆珠笔三、齿轮范成仪的技术规范1、齿条⼑具的参数:模数m=2.5mm;压⼒⾓α=20°;齿顶⾼系数ha*=1;径向间隙系数C*=0.25;2、被加⼯齿轮的参数:分度圆直径d=200mm,齿数z=d/m=8:3、仪器的最⼤移距量:x m=-5mm~+20mm。
四、齿轮范成仪的⼯作原理与构造范成法是利⽤⼀对齿轮(或齿轮与齿条)互相啮合时其共轭齿廓为包络线的原理来切齿的。
本实验所⽤的齿轮范成仪是模仿齿轮与齿条的啮合过程来设计的,⼑具模型为⼀齿条(相当于齿条插⼑),齿轮模型则为相当于被切削齿轮的半圆盘,其结构如图2所⽰。
半圆盘1可绕其固定的轴⼼o转动,在半圆盘1边缘刻有代表分度圆的凹槽,槽内绕有钢丝3,两端分别固定在半圆盘1及纵拖板5上的a,b和c,d处,纵拖板5可在机架8上沿⽔平⽅向左右移动,并通过钢丝3带动半圆盘1亦相应地向左或向右转动,这与被加⼯齿轮相对于齿条⼑具的运动过程相同,齿条⼑具6通过两只销钉固定在横拖板4上,横拖板4装在纵拖板5的径向导槽内,旋转螺秆7,可使横拖板4带着齿条6沿垂直⽅向相对于半圆盘l的中⼼O作径向移动,⽤以调节齿条中线与半圆盘中⼼之间的距离当齿条中线与被切齿轮分度圆相切时,齿条中线与节线重合,便能切制出标准齿轮。
这时均匀地移动纵拖板5,将⼑刃各个位置的投影线⽤铅笔描绘在轮坯纸上,便能清楚地观察到齿轮的范成过程。
图2 齿轮范成仪结构简图1、半圆盘2、压环3、钢丝4、横拖板5、纵拖板6、齿条⼑具7、螺杆8、机架若旋转螺杆8,改变齿条中线与半圆盘l中⼼o的距离,使齿条中线与⼑具节线分离,如图2所⽰,此时齿条中线与被切齿轮分度圆分离xm,但⼑具节线仍与被切齿轮分度圆相切,这样便能切制出变位齿轮。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
+实验三 齿轮范成原理
一、目的要求
1.巩固和掌握用范成法切制渐开线齿轮的基本原理。
观察齿廓的渐开线部分及过渡曲线部分的形成过程。
2.了解渐开线的根切现象和齿顶变尖原因以及用变位修正来避免根切的方法,并分析、比较标准齿轮和变位齿轮的异同点。
3.巩固齿轮基本几何尺寸的计算,并进一步了解基本参数m ,z ,α,x 在齿轮设计和加工中的意义和作用。
二、设备
1.齿轮范成仪: 齿条刀具的主要参数
m=20mm ,α=20°,00.1*=a h ,25.0*
=C
被切齿轮的主要参数:
m=20 (mm),α=20°,z =10,00.1*=a h ,25
.0*
=C
2.代替被加工齿轮坯件的图纸一张 3.同学需要自备如下的东西
(1) 削尖的铅笔二支 (2) 圆规、三用板及胶皮擦
三、范成仪的构造及工作原理
图2为齿轮范成仪简图,圆盘1表示被加工齿轮的毛坯,安装在机架4上,并可绕机架上的固定轴O 转动。
齿条刀具2安装在溜板3上,当移动溜板时,轮坯圆盘1上安装的与被加工齿轮具有同等大小分度圆的齿轮与并固接在溜板上的齿条啮合,并保证被加工齿轮的分度圆与溜板3上的齿条节线作纯滚动,从而实现范成运动。
图2
松开螺母5即可调整齿条刀具相对于轮坯中心的距离,因此,齿条2可以安装在相对于圆盘1的各个位置上,如使齿条分度线与圆盘1的分度圆相切,则可以绘出标准齿轮的齿廓。
当齿条2的中线与圆盘1的分度圆间有距离时,(其移距值xm可以在溜板3的刻度上直接读出来),则可按移距的大小和方向绘出各种正移距或负移距变位齿轮。
范成法是利用一对齿轮互相啮合时,共轭齿廓互为包络线的原理来加工的。
加工时其中一轮为刀具。
另一轮为毛坯,而由机床的传动链迫使它们保持固定的角速比旋转,完全和一对齿数比相同的齿轮相互相传动一样,同时刀具还沿轮坯轴线方向作切削运动,如此切出的齿轮的轮廓,就是刀具刀刃的一系列位置,就能清楚的观察到加工齿轮的范成过程。
今若用渐开线作为刀具齿廓,则其包络线必亦为渐开线。
由于在实际加工时,不易看到形成包络线的刀刃的一系列位置,故通过范成仪来实现上述的刀具与轮坯间的范成运动,用铅笔画出刀具刀刃的一系位置,就能清楚的观察到加工齿轮的范成过程。
四、实验步骤
1.根据齿条刀具的模数m、分度圆压力角α和被加工齿轮的齿数z,计算出被加工齿轮的分度圆
和基圆直径,以及标准齿轮,正、负移距变位齿轮的齿根圆、齿顶圆直径,将计算结果填在试验报告中,并标注在附图上.
2.将绘有毛坯圆、分度圆、基圆等的图纸固定在圆盘上作为毛坯,将溜板(带齿条)置于中间位
置,并使标准齿轮象限正对齿条,调节齿条刀具的分度线与毛坯分度圆相切,制作标准齿轮.
3.将齿条移至右极端位置,开始切制齿轮,并将齿条刀具溜板每次向左移动一个微小的距离
(4~5毫米),在代表轮坯的图纸上,用铅笔描下刀具刀刃的位置,直到形成3~4个完整的齿形为止.
4.调节齿条刀具离开轮坯中心,作正移距xm毫米,再将图纸转动到相应的象限,然后重复步骤
3.
5.调节齿条刀具使其接近轮坯中心,作负移距xm毫米, 再将图纸转动到相应的象限,然后重复
步骤3.
6.比较所画的标准齿轮和变位齿轮在分度圆的齿轮厚、齿间、周节以及齿顶厚、根圆、顶圆、
分度圆和基圆的相对变化特点.
五、思考题
1. 齿条刀具的齿顶高和齿根高为什么都等于(a h * + c *)m?
2. 用齿条刀具加工标准齿轮时,刀具和轮坯之间的相对位置和相对运动有何要求?为什么?
3. 15用齿轮插刀加工齿轮时,刀具与轮坯之间应该具备哪几种运动?。