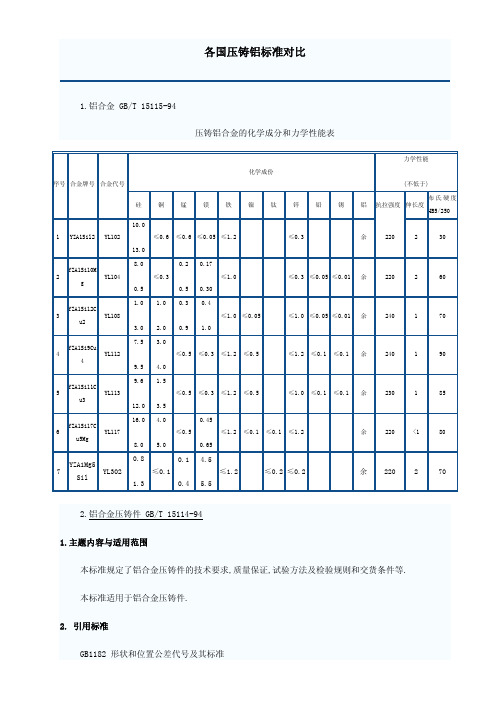
各国压铸铝合金标准大全
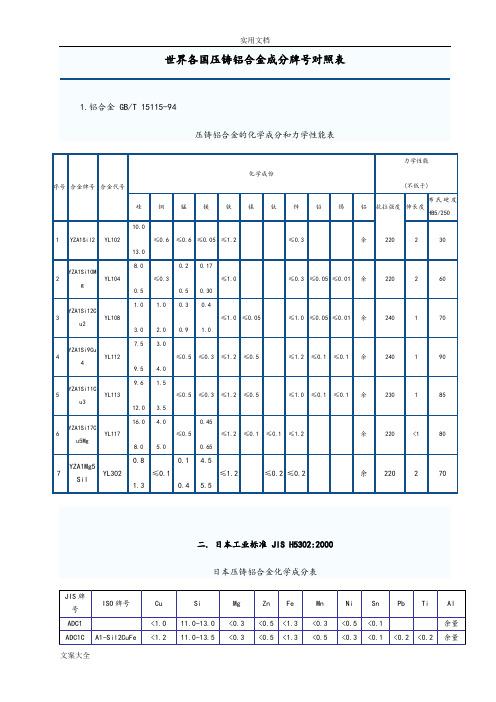
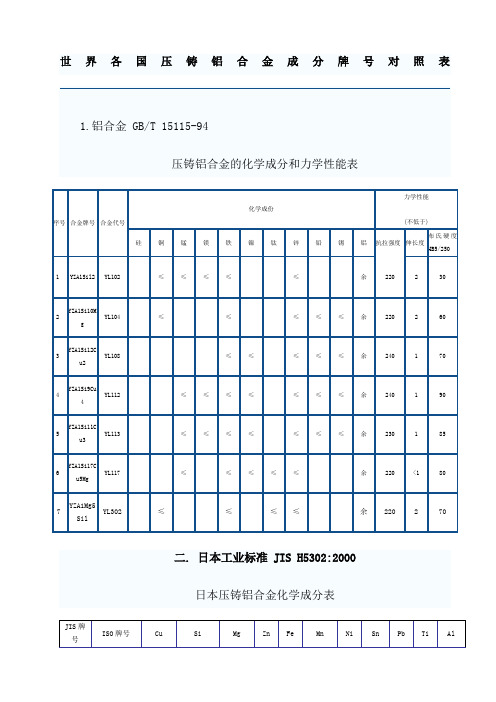
世界各国压铸铝合金成分牌号对照表
<0.2
余量
ADC12Z
1.5-3.5
9.6-12.0
<0.3
<3.0
<1.3
<0.5
<0.5
<0.2
余量
日本压铸铝合金机械性能表
牌号
抗拉试验
硬度试验
抗拉强度MPa
耐力MPa
延伸率%
HB
HRB
平均值
σ
ASTM
平均值
σ
ASTM
平均值
σ
ASTM
平均值
σ
ASTM
平均值
σ
ADC1
250
46
290
172
日本
ADC3
9.0-10.0
<0.60
0.40-0.60
<1.3
JISH5302-82
美国
360
9.0-10.0
<0.60
0.40-0.60
<2.0
ASTMB85-82
俄罗斯
AJl4
8.0-10.5
<0.10
0.17-0.30
<1.0
TOCT2685-82
德国
AlSil0Mg
9.0-11.0
<0.10
余量
383.0E
SC102A
A03830
9.5-11.5
1.3
2.0-3.0
0.50
0.10
0.30
3.0
0.15
0.50
余量
384.0E
SC114A
A03840
10.5-12.0
1.3
3.0-4.5
铝合金成分和压铸标准

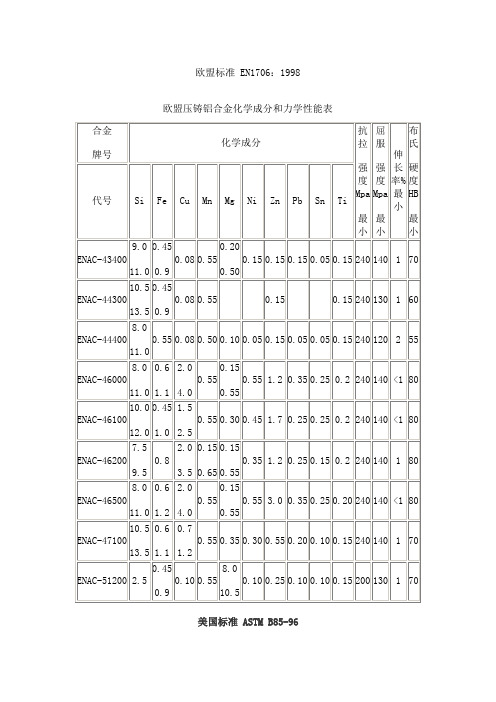
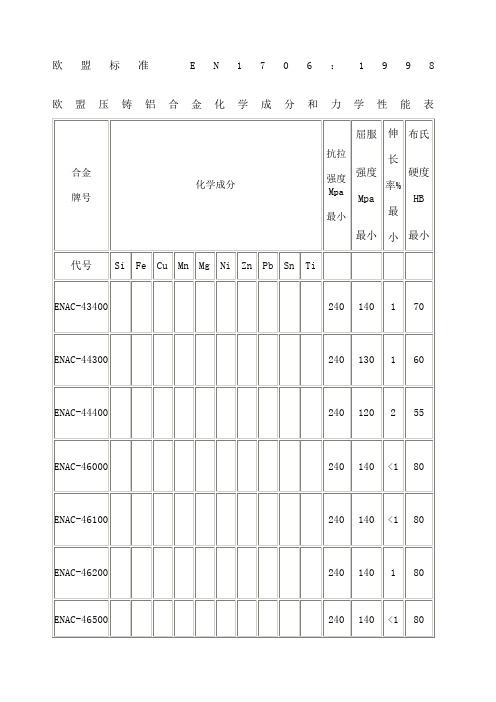
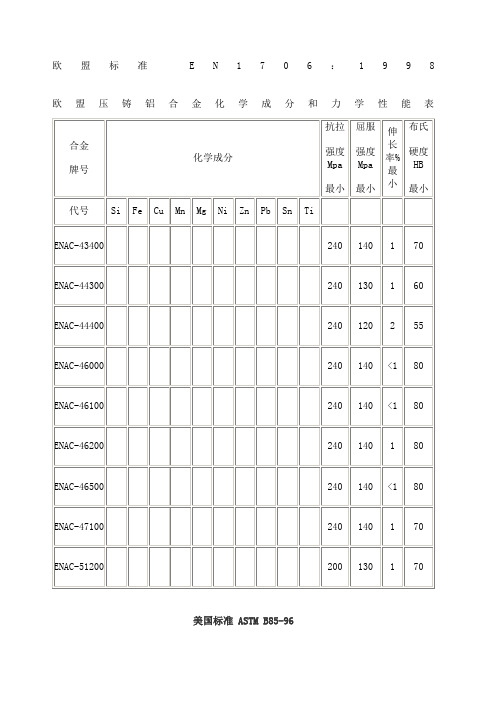
国内外主要压铸AI合金化学成分表铝合金压铸标准---美国标准三.美国标准ASTM B85-96美国压铸铝合金化学成分表铝合金压铸标准---欧盟标准四.欧盟标准EN1706:1998欧盟压铸铝合金化学成分和力学性能表铝合金压铸标准---日本标准二.日本工业标准JIS H5302:2000日本压铸铝合金化学成分表铝合金压铸标准---中国标准一.中华人民共和国国家铝合金压铸标准压铸铝合金的化学成分和力学性能表. 铝合金压铸件GB/T 15114-941.主题内容与适用范围本标准规定了铝合金压铸件的技术要求,质量保证,试验方法及检验规则和交货条件等.本标准适用于铝合金压铸件.2.引用标准GB1182 形状和位置公差代号及其标准GB2828 逐批检查计数抽样程序及抽样表(适用于连续的检查)GB2829 周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)GB6060.1 表面粗糙度比较样块铸造表面GB6060.4 表面粗糙度比较样块抛光加工表面GB6060.5 表面粗糙度比较样块抛(喷)丸,喷砂加工表面GB6414 铸件尺寸公差GB/T11350 铸件机械加工余量GB/T15115 压铸铝合金3.技术要求3.1化学成分合金的化学成分应符合GB/T15115的规定.3.2力学性能3.2.1当采用压铸试样检验时,其力学性能应符合GB/T15115的规定3.2.2当采用压铸件本体试验时,其指定部位切取度样的力学性能不得低于单铸试样的75%,若有特殊要求,可由供需双方商定.3.3压铸件尺寸3.3.1压铸件的几何形状和尺寸应符合铸件图样的规定3.3.2压铸件尺寸公差应按GB6414的规定执行,有特殊规定和要求时,须在图样上注明.3.3.3压铸件有形位公差要求时,其标注方法按GB1182的规定.3.3.4压铸件的尺寸公差不包括铸造斜度,其不加工表面:包容面以小端为基准,有特殊规定和要求时,须在图样上注明.3.4压铸件需要机械加工时,其加工余量按GB/T11350的规定执行.若有特殊规定和要求时,其加工作量须在图样上注明.3.5表面质量3.5.1铸件表面粗糙度应符合GB6060.1的规定3.5.2铸件不允许有裂纹,欠铸,疏松,气泡和任何穿透性缺陷.3.5.3铸件不允许有擦伤,凹陷,缺肉和网状毛刺等腰三角形缺陷,但其缺陷的程度和数量应该与供需双方同意的标准相一致.3.5.4铸件的浇口,飞边,溢流口,隔皮,顶杆痕迹等腰三角形应清理干净,但允许留有痕迹.3.5.5若图样无特别规定,有关压铸工艺部分的设置,如顶杆位置,分型线的位置,浇口和溢流口的位置等由生产厂自行规定;否则图样上应注明或由供需双方商定.3.5.6压铸件需要特殊加工的表面,如抛光,喷丸,镀铬,涂覆,阳极氧化,化学氧化等须在图样上注明或由供需双方商定.3.6内部质量3.6.1压铸件若能满足其使用要求,则压铸件本质缺陷不作为报废的依据.3.6.2对压铸件的气压密封性,液压密封性,热处理,高温涂覆,内部缺陷(气孔,疏孔,冷隔,夹杂)及本标准未列项目有要求时,可由供需双方商定.3.6.3在不影响压铸件使用的条件下,当征得需方同意,供方可以对压铸件进行浸渗和修补(如焊补,变形校整等)处理.4质量保证4.1当供需双方合同或协议中有规定时,供方对合同中规定的所有试验或检验负责.合同或协议中无规定时,经需方同意,供方可以用自已适宜的手段执行本标准所规定的试验和要求,需方有权对标准中的任何试验和检验项目进行检验,其质量保证标准应根据供需双方之间的协议而定.4.2根据压铸生产特点,规定一个检验批量是指每台压铸设备在正常操作情况下一个班次的生产量,设备,化学成分,铸型和操作连续性的任何重大变化都应被认为是新是一个批量开始.供方对每批压铸件都要随机或统计地抽样检验,确定是否符合全部技术要求和合同或铸件图样的规定要求,检验结果应予以记录.5试验方法及检验规则5.1化学成分5.1.1合金化学成分的检验方法,检验规则和复检应符合GB/T15115的规定.5.1.2化学成分的试样也可取自压铸件,但必须符合GB/T15115的规定5.2力学性能5.2.1力学性能的检验方法,检验频率和检验规则就符合GB/T15115的规定.5.2.2采用压铸件本体为试样时,切取部位尺寸,测试形式由供需双方商定.5.3压铸件几何尺寸的检验可按检验批量抽验或按GB2828,GB2829的规定进行,抽检结果必须符合标准3.3的规定.5.4压铸件表面质量就逐检查,检查结果应符合本标准3.5的规定.5.5压铸件表面粗糙度按GB6060.1的规定执行.5.6压铸件需抛光加工的表面按GB6060.4的规定执行,5.7压铸件需喷丸,喷砂加工的表面按GB6060.5的规定执行.5.8压铸件内部质量的试验方法检验规则由供需双方商定,可以包括:X射线照片,无损探伤,耐压试验,金相图片和压铸件剖面等,其检难结果应符合3.6的规定.5.9经浸渗和修补处理后的压铸件应做相应的质量检验.6压铸件的交付,包装,运输与储存6.1当在合同或协议中有要求时,供方应提供需方一份检验证明,用来说明每批压铸件的取样,试验和检验符合标准的规定.6.2合格压铸件交付时,必须有附有检验合格证,其上应写明下列内容:产品名称,产品号,合金牌号,数量,交付状态,制造厂名,检验合格印记和交付时间.有特殊检验项目者,应在检验员合格证上注明检验的条件和结果.6.3压铸件的包装,运输与储存,由供需双方商定.。
世界各国压铸铝合金成分牌号对照表
9 4
5052
9 5
5154
9 5154 6A
9 7
5454
9 8
5554
1 0 5056 0 1 0 5356 1
1 0
5082
Be: ②
Be: ②
Be: Sb:
Be: Sb:
--
② --
LF43
--
--
--
--
--
Mn+Cr:
--
--
--
--
--
--
--
①
--
Mn+Cr: ①
--
①
--
Mn+Cr:
--
--
--
--
--
Zn+Sn :
--
LT1 LD11
-- -- --
Ga:
LT13
-- -- --
Ga:
LT17
--
--
--
--
-- --
①
-- --
①
-- --
①
--
-- --
①
--
LF15
LF2
--
LF3
--
-- LF5
LF10
8 1
5A06
8 9
5A66
9 1
5019
9 2
5050
9 3
5251
<
ADC8 A1-Si6Cu4Fe
ADC10
ADC10Z ADC11 A1-Si8Cu3Fe ADC12
ADC12Z
余量 余量 余量 余量
余量
余量 余量 余量 余量
余量 余量 余量
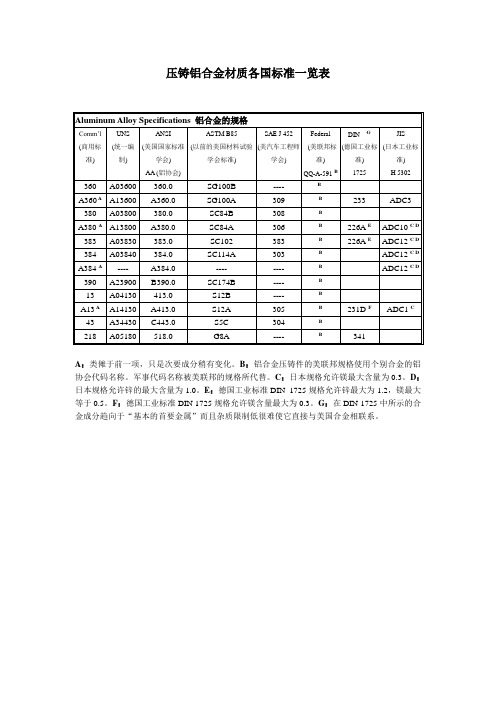
压铸铝合金材质各国标准一览表
(德国工业标准)
1725
JIS
(日本工业标准)
H 5302
360
A03600
360.0
SG100B
----
A360A
A13600
A360.0
SG100A
309
B
233
ADC3
380
A03800
380.0
SC84B
308
B
A380A
A13800
A380.0
SC84A
306
B
226AE
ADC10C D
383
A03830
383.0
SC102
383
B
226AE
ADC12C D
384
A03840
384.0
SC114A
303
B
ADC12C D
A384A
----
A384.0
----
----
B
ADC12C D
390
A23900
B390.0
SC174B
----
B
13
A04130
413.0
S12B
----
Bቤተ መጻሕፍቲ ባይዱ
A13A
压铸铝合金材质各国标准一览表
Aluminum Alloy Specifications铝合金的规格
Comm’l
(商用标准)
UNS
(统一编制)
ANSI
(美国国家标准学会)
AA (铝协会)
ASTM B85
(以前的美国材料试验学会标准)
SAE J 452
(美汽车工程师学会)
Federal
铸造铝合金国标

铸造铝合金国标铸造铝合金是现代工业中常用的材料,具有轻质、高强度、可加工性好等优点,广泛应用于航空、汽车、电子、建筑等领域。
为了提高铸造铝合金产品的质量和生产效率,制定了一系列的国家标准,下面就对铸造铝合金国标进行介绍。
1. GB/T 1173-2008 铝及铝合金化学成分和产品形状该国标规定了铝及铝合金化学成分的测量方法和产品形状的分类与表示。
其中,铝及铝合金化学成分的测量方法包括原子吸收光谱法、化学分析法等,产品形状分为饼状、板材、棒材、型材、锭子等。
该国标是铝及铝合金材料的组成和形状的规范,包括了铝合金锭、杆条、板材、型材、棒材等的品种及其允许的偏差范围、尺寸偏差等方面的内容。
该国标适用于铝及铝合金材料的生产、质量检验、使用及供应等方面。
3. GB/T 6892-2006 铝合金挤压型材该国标规定了铝合金挤压型材的分类、设计和尺寸、技术要求、试验方法、标志、包装、运输和储存等方面的内容。
该国标规定了铝合金挤压型材的类型,材质及其化学成分、物理性能、机械性能、外观标准、尺寸偏差、表面质量等指标。
该国标主要规定了铸造铝合金的命名体系、标准命名、非标准命名方法和代号的命名方法等方面。
铸造铝合金的命名体系包括铝合金类型和合金成分,标准命名方式是采用代号表示铝合金的类型和组成,非标准命名方式是采用文字方式表示。
该国标规定了铸造铝合金的加工工艺要求、质量要求、试验方法等方面的内容,适用于铸造铝合金制品的设计、生产、检验及使用等方面。
其中,加工工艺要求包括铸造、淬火、热处理等工艺要求,质量要求包括表面质量、机械性能等指标,试验方法包括铸造试样、化学成分分析、金相组织观察等。
7. JB/T 6614-2006 铝及铝合金压铸件铸造工艺规范该国标规定了铝及铝合金压铸件铸造工艺规范,适用于工程、科研及技术生产部门以及培训机构、检验机构等使用。
其中,规范包括了材料、模具、工艺、制造、试验等方面的内容,要求压铸件在制造过程中必须严格按照工艺规范进行制造。
压铸铝合金标准解读
压铸铝合金标准解读我们目前的状态如人入暗室,寻找钱包。
如人困惑,不知何去何从。
标准就是我们的明灯、人生导师。
不懂标准,我们就是盲修瞎练,胡搞乱搞!您知道哪几个压铸行业的靠山(标准)?• 国际标准• 美国标准• 德国标准• 英国标准• 欧盟标准• 日本标准• 中国标准您知道哪几个压铸行业的靠山(标准)?国际标准 (ISO 3522-2007)欧盟标准 DIN_EN_1706_2010-6德国标准英国标准美国铝业联盟美国材料与试验协会北美压铸协会(AA)(ASTM)(NADCA)日本 (JIS_H5302_2006)国际标准和欧盟标准90%以上是相同的。
如果我们是铸造合金标准的制定者,我们会制定哪些内容?第一部分我们常见的铸造方式有哪几种?• 砂型铸造• 金属型铸造• 压力铸造• 熔模铸造(消失模)压铸铝合金标准第二部分 热处理方式有哪几种?• F 级• T4 级• T5 级• T6 级• T7 级热处理T6级别热处理—T6级别1. 固溶热处理加热至490~540℃。
2. 直接在固溶热处理炉里进行淬火冷却。
3. 在150~200 ℃下进行时效处理。
为什么压铸件做热处理难度大?起泡!当经过固溶热处理后,铸件表面起泡。
起泡从哪里来?Source: Stephen P. Midson, Die CastingEngineering,Nov 2011压铸铝合金第三部分 铸造合金的化学成分比如A380(AlSi8Cu3、ADC10)合金成分含量SI7.5~9.5Fe 1.3Cu 3.0~4.0Mn0.5Mg0.3Cr-Ni0.3Zn 3.0Sn0.35第四部分 各种合金适合的铸造方式比如A380(AlSi8Cu3、ADC10)合金铸造方法是否适合沙型铸造是压铸是熔模铸造否第五部分 各种合金适合的热处理方式常用的压铸铝合金材料不做热处理。
砂型铸造铝合金材料有做热处理。
压铸铝合金第六部分 合金的铸造性能A380(AlSi8Cu3)合金铸造性能指标流动性B抗热裂性BA.非常好 B 良好 C一般 D. 不好 E. 不推荐. F. 不适合气密性B第七部分 合金的机械性能机械强度属性性能A380(AlSi8Cu3)合金抗拉强度(MPa)320屈服强度(MPa)160铸造方法:压铸。
世界各国压铸铝合金成分牌号对照表
<0.5
<0.5
<0.2
余量
ADC10Z
2.0-4.0
7.5-9.5
<0.3
<3.0
<1.3
<0.5
<0.5
<0.2
余量
ADC11
A1-Si8Cu3Fe
2.5-4.0
7.5-9.5
<0.3
<1.2
<1.3
<0.6
<0.5
<0.2
<0.3
<0.2
余量
ADC12
1.5-3.5
9.6-12.0
<0.3
<0.30
0.17-0.30
<1.0
余量
GB/T15115-94
日本
ADC3
9.0-10.0
<0.60
0.40-0.60
<1.3
JISH5302-82
美国
360
9.0-10.0
<0.60
0.40-0.60
<2.0
ASTMB85-82
俄罗斯
AJl4
8.0-10.5
<0.10
0.17-0.30
<1.0
TOCT2685-82
Pb
Ti
Al
ADC1
<1.0
11.0-13.0
<0.3
<0.5
<1.3
<0.3
<0.5
<0.1
余量
ADC1C
A1-Sil2CuFe
<1.2
11.0-13.5
各国铝合金牌号对照[1]
![各国铝合金牌号对照[1]](https://img.taocdn.com/s3/m/4b33ec94ccbff121dc368340.png)
表1 各国Al-Si(Mg)系铸造铝合金牌号近似对照中国GB国际标准ISO 日本JIS 俄罗斯ΓOCT欧洲标准EN 法国NF 德国DIN 英国BS 意大利UNI美国牌号代号AA SAEZAlSi7Mg ZL101 Al-Si7Mg(Fe) AC4CAЛ9(AЛ9B)AK7ENAC-42100 A-S7G ~AlSi7Mg LM25 3599 356.0323ZAlSi7MgA ZL101A Al-Si7Mg AC4CH AЛ9-1 ENAC-42100 A-S7G03AlSi7Mg(3.2371) 2L99 8024 A356.0336ZAlSi12 ZL102 Al-Si12 AC3A AЛ2ENAC-44100 A-S13AlSi12(3.2581) LM6 4514413.0B413.0305ZAlSi9Mg ZL104 ~Al-Si10Mg AC4AAЛ4(AЛ4B)AK9ENAC-43300A-S9GA-S10GAlSi9Mg(3.2373)LM9 3051 360.0309--Al-Si5 ----AlSi5Mg(3.2341)-5077 A 443.0 ---Al-Si5Fe --ENAC-45300 ---GD-AlSi5FeB443.0 ---(AlSi7Fe) -AK7 ENAC-42000 ----A444.0 ---Al-Si12Fe ADC1 ~AЛ2ENAC-47100 ~A-S12 -LM20 5079 413.0 -表2 各国Al-Si-Cu-(Mg,Ni)系铸造铝合金牌号近似对照中国GB国际标准ISO 日本JIS 俄罗斯ΓOCT欧洲标准EN 法国NF德国DIN英国BS意大利UNI美国牌号代号AA SAEZAlSi5Cu1Mg ZL105 Al-Si5Cu1Mg AC4D AЛ5ENAC-45300 2A-S5U AlSi5(Cu)(3.21.34)LM16 3600 355.0 322ZAlSi5Cu1MgA ZL105A --AЛ5-1 -----A355.0C355.0335ZAlSi8Cu1Mg ZL106 --AЛ32--AlSi8Cu3(3.2161)LM27 -328.0 327ZAlSi7Cu4 Zl107 Al-Si6Cu4 AC2B AK5MAГ7-4ENAC-45000 A-S5UZAlSi6Cu4(3.2151)LM21 7369/4 319.0 326ZAlSi12Cu2Mg1 ZL108 ------~LM2 6250 B332.0 328 334ZAlSi12Cu1Mg1Ni1 ZL109 -AC8A AЛ30~AK12M2NENAC-48000 A-S12UNZ260(VAR)LM13 -A332.0 321ZAlSi9Cu2Mg ZL111 ---ENAC-46200 ---354.0 ---(AlSi5Cu3) AC2A AK5M2 ENAC-45100 A-S5U3Z --7963 363.0 ---(AlSi7Cu3) --ENAC-46300 A-S7U3Z ---320.0 ---(AlSi9Cu3Zn) --ENAC-46500 A-S9U3Z (AlSi9Cu3) -4525 ----(AlSi10Cu) --ENAC-46400 --LM2 4520 383.0 ---(AlSi20CuMfNi) -AK21M2N2 ---LM29 -393.0 -。
各国铝合金牌号对照
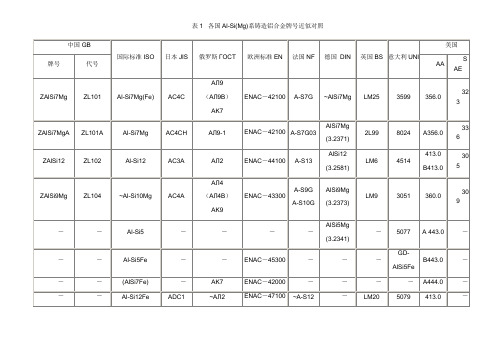
表1 各国Al-Si(Mg)系铸造铝合金牌号近似对照
表2 各国Al-Si-Cu-(Mg,Ni)系铸造铝合金牌号近似对照。
表3 各国Al-Si-Cu-(Mg,Ni)系铸造铝合金牌号近似对照
表4 各国Al-Cu-(Mn,Mg)系铸造铝合金牌号近似对照
表5 各国Al-Mg-(Si,Mn)系铸造铝合金牌号近似对照
表6 各国Al-Zn-Mg和Al-Sn-(Cu,Ni)系铸造铝合金牌号近似对照
表7 各国Al-Zn-Mg和Al-Sn-(Cu,Ni)系铸造铝合金牌号近似对照
注:1.括号内仅表示合金类型,非标准牌号。
2.德国牌号开头冠以“G”或“GK_”(表中省略):括号内为德国的材料号。
压铸铝合金的牌号及化学成分(GB/T15115—1994)。
各国压铸铝合金标准大全

YZA1Mg5Sil
YL302
0.8
1.3
≤0.1
0.1
0.4
4.5
5.5
≤1.2
≤0.2
≤0.2
余
220
2
70
二.日本工业标准JIS H5302:2000日本压铸铝合金化学成分表
JIS牌号
ISO牌号
Cu
Si
Mg
Zn
Fe
Mn
Ni
Sn
Pb
Ti
Al
ADC1
1.0以下
11.0-13.0
0.3以下
0.5以下
1.3以下
0.3以下
0.5以下
0.1以下
余量
ADC1C
A1-Sil2CuFe
1.2以下
11.0-13.5
0.3以下
0.5以下
1.3以下
0.5以下
0.30以下
0.1以下
0.20以下
0.2以下
余量
ADC2
A1-Si12Fe
0.10以下
11.0-13.5
0.10以下
0.1以下
1.3以下
0.5以下
0.1以下
SC114A
A03840
10.5-12.0
1.3
3.0-4.5
0.50
0.10
0.50
3.0
0.35
0.50
余量
390.0
SC174A
A03900
16.0-18.0
1.3
4.0-5.0
0.10
0.45-0.65
0.10
0.20
0.20
余量
B390.0
SC174B
铝合金压铸标准---中国标准

二.日本工业标准 JIS H5302:2000 日本压铸铝合金化学成分表 Mg Zn Fe Mn Ni 0.3以下 0.5以下 1.3以下 0.3以下 0.5以下 0.30 以 0.3以下 0.5以下 1.3以下 0.5以下 下 0.10 以下 0.1以下 1.3以下 0.5以下 0.1以下 0.4-0.6 0.5以下 1.3以下 0.3以下 0.5以下 4.0-8.5 0.1以下 1.8以下 0.3以下 0.1以下 2.5-4.0 0.4以下 0.8以下 0.4-0.6 0.1以下 0.1以下 0.1以下 1.3以下 0.5以下 0.1以下 0.3以下 0.3以下 0.3以下 0.3以下 0.3以下 0.3以下 2.0以下 1.3以下 0.2-0.6 0.3以下
1.0以下 1.3以下 0.5以下 0.5以下 3.0以下 1.3以下 0.5以下 0.5以下 1.2以下 1.3以下 0.6以下 0.5以下 1.0以下 1.3以下 0.5以下 0.5以下 3.0以下 1.3以下 0.5以下 0.5以下
牌号 ADC1 ADC3 ADC5 ADC6 ADC10 ADC12 ADC14
0.1以下 0.2以下
0.20以下 0.2以下来自性能表 硬度试验 延伸率% ASTM 3.5 3.5 5 10 3.5 3.5 <1 平均值 71.2 71.4 -66.4 64.7 73.6 74.1 76.8 HB σ 3.5 1.8 2.4 2.3 2.4 1.5 1.7 HRB ASTM 平均值 σ 72 36.2 5.5 76 36.7 2.2 74 -30.1 3.7 67 27.3 3.9 83 39.4 3 86 40 1.8 108 43.1 2.1
本标准
5302:2000
铝合金压铸标准---美国标准
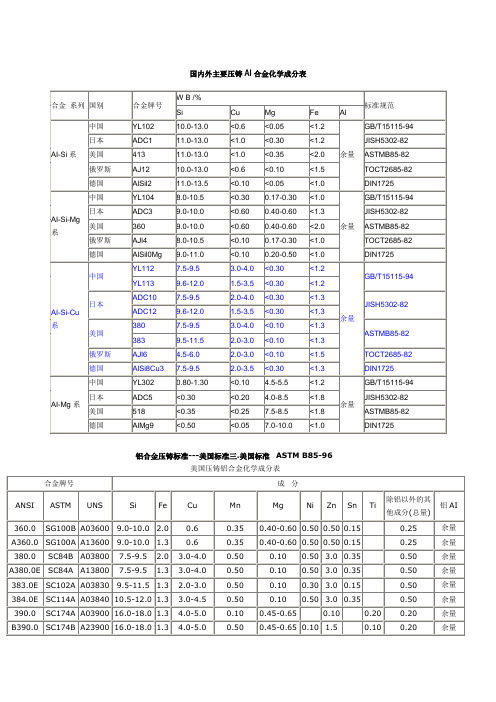
国内外主要压铸AI合金化学成分表铝合金压铸标准---美国标准三.美国标准ASTM B85-96美国压铸铝合金化学成分表铝合金压铸标准---欧盟标准四.欧盟标准EN1706:1998欧盟压铸铝合金化学成分和力学性能表铝合金压铸标准---日本标准二.日本工业标准JIS H5302:2000日本压铸铝合金化学成分表铝合金压铸标准---中国标准一.中华人民共和国国家铝合金压铸标准压铸铝合金的化学成分和力学性能表. 铝合金压铸件GB/T 15114-941.主题内容与适用范围本标准规定了铝合金压铸件的技术要求,质量保证,试验方法及检验规则和交货条件等.本标准适用于铝合金压铸件.2.引用标准GB1182 形状和位置公差代号及其标准GB2828 逐批检查计数抽样程序及抽样表(适用于连续的检查)GB2829 周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)GB6060.1 表面粗糙度比较样块铸造表面GB6060.4 表面粗糙度比较样块抛光加工表面GB6060.5 表面粗糙度比较样块抛(喷)丸,喷砂加工表面GB6414 铸件尺寸公差GB/T11350 铸件机械加工余量GB/T15115 压铸铝合金3.技术要求3.1化学成分合金的化学成分应符合GB/T15115的规定.3.2力学性能3.2.1当采用压铸试样检验时,其力学性能应符合GB/T15115的规定3.2.2当采用压铸件本体试验时,其指定部位切取度样的力学性能不得低于单铸试样的75%,若有特殊要求,可由供需双方商定.3.3压铸件尺寸3.3.1压铸件的几何形状和尺寸应符合铸件图样的规定3.3.2压铸件尺寸公差应按GB6414的规定执行,有特殊规定和要求时,须在图样上注明.3.3.3压铸件有形位公差要求时,其标注方法按GB1182的规定.3.3.4压铸件的尺寸公差不包括铸造斜度,其不加工表面:包容面以小端为基准,有特殊规定和要求时,须在图样上注明.3.4压铸件需要机械加工时,其加工余量按GB/T11350的规定执行.若有特殊规定和要求时,其加工作量须在图样上注明.3.5表面质量3.5.1铸件表面粗糙度应符合GB6060.1的规定3.5.2铸件不允许有裂纹,欠铸,疏松,气泡和任何穿透性缺陷.3.5.3铸件不允许有擦伤,凹陷,缺肉和网状毛刺等腰三角形缺陷,但其缺陷的程度和数量应该与供需双方同意的标准相一致.3.5.4铸件的浇口,飞边,溢流口,隔皮,顶杆痕迹等腰三角形应清理干净,但允许留有痕迹.3.5.5若图样无特别规定,有关压铸工艺部分的设置,如顶杆位置,分型线的位置,浇口和溢流口的位置等由生产厂自行规定;否则图样上应注明或由供需双方商定.3.5.6压铸件需要特殊加工的表面,如抛光,喷丸,镀铬,涂覆,阳极氧化,化学氧化等须在图样上注明或由供需双方商定.3.6内部质量3.6.1压铸件若能满足其使用要求,则压铸件本质缺陷不作为报废的依据.3.6.2对压铸件的气压密封性,液压密封性,热处理,高温涂覆,内部缺陷(气孔,疏孔,冷隔,夹杂)及本标准未列项目有要求时,可由供需双方商定.3.6.3在不影响压铸件使用的条件下,当征得需方同意,供方可以对压铸件进行浸渗和修补(如焊补,变形校整等)处理.4质量保证4.1当供需双方合同或协议中有规定时,供方对合同中规定的所有试验或检验负责.合同或协议中无规定时,经需方同意,供方可以用自已适宜的手段执行本标准所规定的试验和要求,需方有权对标准中的任何试验和检验项目进行检验,其质量保证标准应根据供需双方之间的协议而定.4.2根据压铸生产特点,规定一个检验批量是指每台压铸设备在正常操作情况下一个班次的生产量,设备,化学成分,铸型和操作连续性的任何重大变化都应被认为是新是一个批量开始.供方对每批压铸件都要随机或统计地抽样检验,确定是否符合全部技术要求和合同或铸件图样的规定要求,检验结果应予以记录.5试验方法及检验规则5.1化学成分5.1.1合金化学成分的检验方法,检验规则和复检应符合GB/T15115的规定.5.1.2化学成分的试样也可取自压铸件,但必须符合GB/T15115的规定5.2力学性能5.2.1力学性能的检验方法,检验频率和检验规则就符合GB/T15115的规定.5.2.2采用压铸件本体为试样时,切取部位尺寸,测试形式由供需双方商定.5.3压铸件几何尺寸的检验可按检验批量抽验或按GB2828,GB2829的规定进行,抽检结果必须符合标准3.3的规定.5.4压铸件表面质量就逐检查,检查结果应符合本标准3.5的规定.5.5压铸件表面粗糙度按GB6060.1的规定执行.5.6压铸件需抛光加工的表面按GB6060.4的规定执行,5.7压铸件需喷丸,喷砂加工的表面按GB6060.5的规定执行.5.8压铸件内部质量的试验方法检验规则由供需双方商定,可以包括:X射线照片,无损探伤,耐压试验,金相图片和压铸件剖面等,其检难结果应符合3.6的规定.5.9经浸渗和修补处理后的压铸件应做相应的质量检验.6压铸件的交付,包装,运输与储存6.1当在合同或协议中有要求时,供方应提供需方一份检验证明,用来说明每批压铸件的取样,试验和检验符合标准的规定.6.2合格压铸件交付时,必须有附有检验合格证,其上应写明下列内容:产品名称,产品号,合金牌号,数量,交付状态,制造厂名,检验合格印记和交付时间.有特殊检验项目者,应在检验员合格证上注明检验的条件和结果.6.3压铸件的包装,运输与储存,由供需双方商定.。
(参考资料)各国压铸铝合金标准对比
ADC12
1.5-3.5 9.6-12.0 <0.3 <1.0 <1.3 <0.5 <0.5 <0.2
ADC12Z
1.5-3.5 9.6-12.0 <0.3 <3.0 <1.3 <0.5 <0.5 <0.2
Al
余量 余量 余量 余量 余量 余量 余量 余量 余量 余量 余量 余量 余量
日本压铸铝合金机械性能表
3.5.5 若图样无特别规定,有关压铸工艺部分的设置,如顶杆位置,分型线的位置,浇口和溢流口的 位置等由生产厂自行规定;否则图样上应注明或由供需双方商定.
3.5.6 压铸件需要特殊加工的表面,如抛光,喷丸,镀铬,涂覆,阳极氧化,化学氧化等须在图样上注 明或由供需双方商定.
3.6 内部质量
3.6.1 压铸件若能满足其使用要求,则压铸件本质缺陷不作为报废的依据.
0.10
S19 A03920 18.0-20.0 1.5 0.40-0.80 0.20-0.60 0.80-1.20 0.50 0.50 0.30 0.20
S12B A04130 11.0-13.0 2.0 1.0
0.35
0.10 0.50 0.50 0.15
S12A A14130 11.0-13.0 1.3 1.0
4.2 根据压铸生产特点,规定一个检验批量是指每台压铸设备在正常操作情况下一个班次的生产量, 设备,化学成分,铸型和操作连续性的任何重大变化都应被认为是新是一个批量开始.
供方对每批压铸件都要随机或统计地抽样检验,确定是否符合全部技术要求和合同或铸件图样的 规定要求,检验结果应予以记录.
5. 试验方法及检验规则
平均值
71.2 71.4 (66.4) 64.7 73.6 74.1 76.8
铝合金标准
1.2以下
11.0-13.5
0.3以下
0.5以下
1.3以下
0.5以下
0.30? 以下
0.1以下
0.20? 以下
0.2以下
余
量
ADC2
A1-Si12Fe
0.10?? 以下
11.0-13.5
0.10??? 以下
0.1以下
1.3以下
0.5以下
0.1以下
0.05??? 以下
0.1以下
0.2以下
0.35
1.2
0.25
0.15
0.2
240
140
1
80
ENAC-46500
8.0
11.0
0.6
1.2
2.0
4.0
0.55
0.15
0.55
0.55
3.0
0.35
0.25
0.20
240
140
<1
80
ENAC-47100
10.5
13.5
0.6
1.1
0.7
1.2
0.55
0.35
0.30
0.55
0.20
0.10
量
ADC7
A1-Si5Fe
0.10????? 以下
4.5-6.0
0.1以下
0.1以下
1.3以下
0.5以下
0.1以下
0.1以下
0.1以下
0.20以下
余
量
ADC8
A1-Si6Cu4Fe
3.0-5.0
5.0-7.0
0.3以下
2.0以下
1.3以下
0.2-0.6
铝合金标准
余量
S19
A03920
余量
S12B
A04130
余量
S12A
A14130
余量
S5C
A34430
余量
G8A
A05180
余量
日本工业标准 JIS H5302:2000
日本压铸铝合金化学成分表
JIS牌号
ISO
牌号
Cu
Si
Mg
Zn
Fe
Mn
Ni
Sn
Pb
Ti
Al
ADC1
以下
以下
以下
以下
以下
以下
以下
余
量
23
64
67
ADC10
241
34
320
157
18
160
83
ADC12
228
41
310
154
14
150
86
ADC14
193
28
320
188
31
250
<1
108
中华人民共和国国家标准
铝合金 GB/T 15115-94
压铸铝合金的化学成分和力学性能
序号
合金牌号
化学成分%
力学功能(不低于)
合金代号
硅
铜
锰
镁
铁
≤
余
240
1
85
5
YZAISillCu3
YL
113
≤
≤
≤
≤
≤
≤
≤
余
230
1
80
6
YZAISil7Cu5Mg
YL
铝合金标准
ANSI
ASTM
UNS
Si
Fe
Cu
Mn
Mg
Ni
Zn
Sn
Ti
除铝以外的其他成分(总量)
铝AI
SG100B
A03600
余量
SG100A
A13600
余量
SC84B
A03800
余量
SC84A
A13800
余量
SC102A
A03830
余量
SC114A
A03840
余量
SC174A
A03900
余量
SC174B
26
190
74
ADC6
266
61
280
172
23
64
67
ADC10
241
34
320
157
18
160
83
ADC12
228
41
310
154
14
150
86
ADC14
193
28
320
188
31
250
<1
108
中华人民共和国国家标准
铝合金? GB/T 15115-94
压铸铝合金的化学成分和力学性能
序号
合金牌号
发布:larry| 分类:压铸/Die-casting| 评论:0| 引用:0| 浏览:
关键词:
3900
余量
S19
A03920
余量
S12B
A04130
余量
S12A
A14130
余量
S5C
A34430
余量
G8A
世界各国压铸铝合金成分牌号对照表
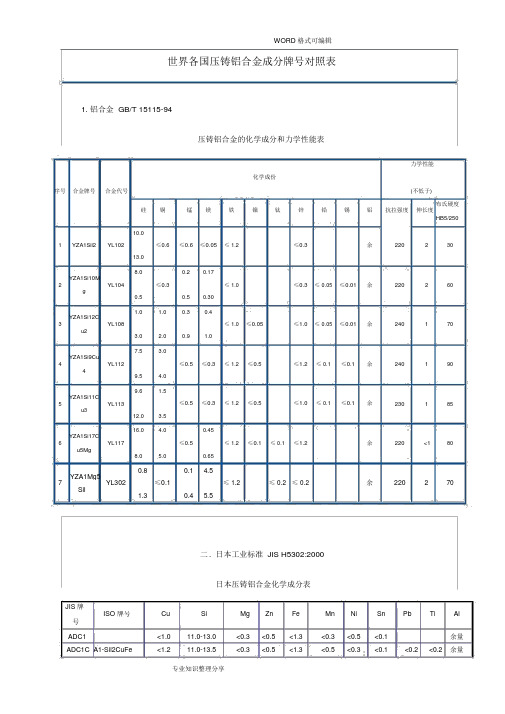
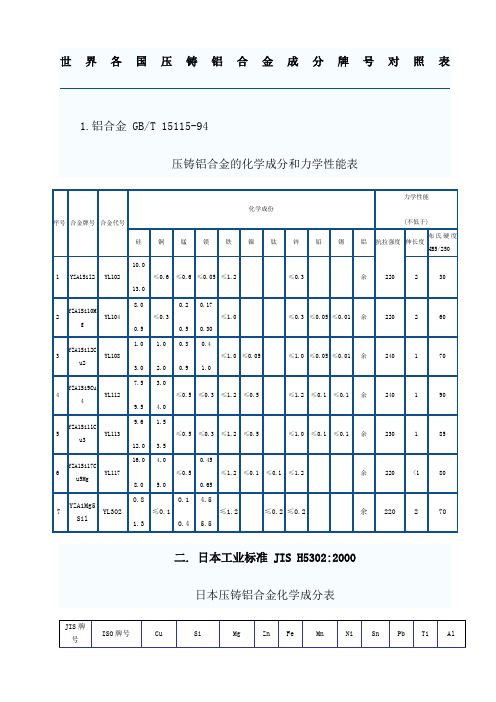
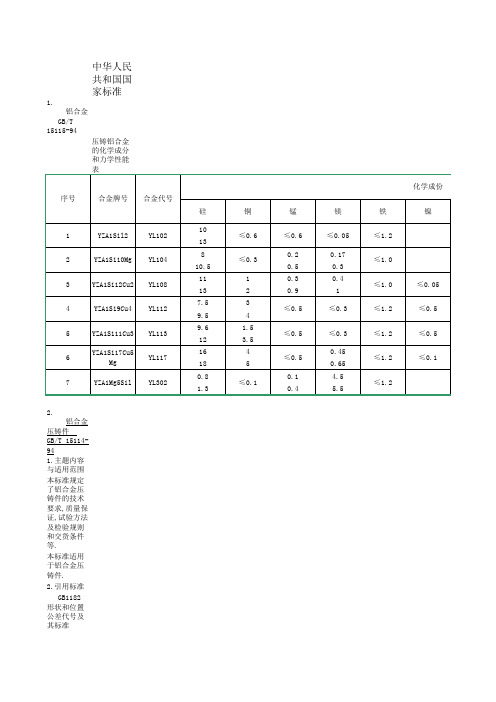
WORD 格式可编辑世界各国压铸铝合金成分牌号对照表1. 铝合金 GB/T 15115-94压铸铝合金的化学成分和力学性能表力学性能化学成份序号合金牌号合金代号(不低于)布氏硬度硅铜锰镁铁镍钛锌铅锡铝抗拉强度伸长度HB5/25010.01YZA1Sil2YL102≤0.6≤0.6≤0.05≤ 1.2≤0.3余22023013.0YZA1Si10M8.00.20.172YL104≤0.3≤ 1.0≤0.3≤ 0.05≤0.01余220260 g0.50.50.30YZA1Si12C1.0 1.00.30.43YL108≤ 1.0≤0.05≤1.0≤ 0.05≤0.01余240170 u23.0 2.00.9 1.0YZA1Si9Cu7.5 3.04YL112≤0.5≤0.3≤ 1.2≤0.5≤1.2≤ 0.1≤0.1余240190 49.5 4.0YZA1Si11C9.6 1.55YL113≤0.5≤0.3≤ 1.2≤0.5≤1.0≤ 0.1≤0.1余230185 u312.0 3.5YZA1Si17C16.0 4.00.456YL117≤0.5≤ 1.2≤0.1≤ 0.1≤1.2余220<180 u5Mg8.0 5.00.65YZA1Mg50.80.1 4.57YL302≤0.1≤ 1.2≤ 0.2≤ 0.2余220270 Sil1.30.4 5.5二. 日本工业标准 JIS H5302:2000日本压铸铝合金化学成分表JIS 牌Cu Si Mg Zn Fe Mn Ni Sn Pb Ti Al ISO 牌号号ADC1<1.011.0-13.0<0.3<0.5<1.3<0.3<0.5<0.1余量ADC2A1-Si12Fe<0.1011.0-13.5<0.1<0.1<1.3<0.5<0.1<0.05<0.1<0.2余量ADC3<0.69.0-10.00.4-0.6<0.5<1.3<0.3<0.5<0.1余量ADC5<0.2<0.3 4.0-8.5<0.1<1.8<0.3<0.1<0.1余量ADC6<0.1<1.0 2.5-4.0<0.4<0.80.4-0.6<0.1<0.1余量ADC7A1-Si5Fe<0.10 4.5-6.0<0.1<0.1<1.3<0.5<0.1<0.1<0.1<0.2余量ADC8A1-Si6Cu4Fe 3.0-5.0 5.0-7.0<0.3<2.0<1.30.2-0.6<0.3<0.1<0.2<0.2余量ADC10 2.0-4.07.5-9.5<0.3<1.0<1.3<0.5<0.5<0.2余量ADC10Z 2.0-4.07.5-9.5<0.3<3.0<1.3<0.5<0.5<0.2余量ADC11A1-Si8Cu3Fe 2.5-4.07.5-9.5<0.3<1.2<1.3<0.6<0.5<0.2<0.3<0.2余量ADC12 1.5-3.59.6-12.0<0.3<1.0<1.3<0.5<0.5<0.2余量ADC12Z 1.5-3.59.6-12.0<0.3<3.0<1.3<0.5<0.5<0.2余量日本压铸铝合金机械性能表抗拉试验硬度试验抗拉强度 MPa耐力 MPa延伸率 %HB HRB 牌号平均平均平均σASTMσASTMσASTM平均值σASTM平均值σ值值值ADC12504629017222130 1.70.6 3.571.2 3.57236.2 5.5 ADC32794832017935170 2.71 3.571.4 1.87636.7 2.2 ADC5(213)65310(145)261905(66.4) 2.474(30.1) 3.7 ADC6266612801722364 3.21064.7 2.36727.3 3.9 ADC102413432015718160 1.50.5 3.573.6 2.48339.43 ADC122284131015414150 1.40.8 3.574.1 1.58640 1.8 ADC1419328320188312500.50.1<176.8 1.710843.1 2.1三. 美国标准 ASTM B85-96美国压铸铝合金化学成分表合金牌号成分除铝以外ANSI ASTM UNS Si Fe Cu Mn Mg Ni Zn Sn Ti的其他成铝 AI分(总量)360.0SG100B A036009.0-10.0 2.00.60.350.40-0.600.500.500.150.25余量A360.0SG100A A136009.0-10.0 1.30.60.350.40-0.600.500.500.150.25余量380.0SC84B A03800 7.5-9.5 2.0 3.0-4.00.500.100.50 3.00.350.50余量A380.0E SC84A A13800 7.5-9.5 1.3 3.0-4.00.500.100.50 3.00.350.50余量383.0E SC102A A038309.5-11.5 1.3 2.0-3.00.500.100.30 3.00.150.50余量384.0E SC114A A03840 10.5-12.0 1.3 3.0-4.50.500.100.50 3.00.350.50余量390.0SC174A A03900 16.0-18.0 1.3 4.0-5.00.100.45-0.650.100.200.20余量B390.0SC174B A23900 16.0-18.0 1.3 4.0-5.00.500.45-0.650.10 1.50.100.20余量413.0S12B A0413011.0-13.0 2.0 1.00.350.100.500.500.150.25余量A413.0S12A A1413011.0-13.0 1.3 1.00.350.100.500.500.150.25余量C433.0S5C A34430 4.5-6.0 2.00.60.350.100.500.500.150.25余量518.0G8A A051800.35 1.80.250.357.5-8.50.150.150.250.25余量四.欧盟标准EN1706: 1998欧盟压铸铝合金化学成分和力学性能表合金牌号化学成分布氏抗拉强屈服强伸长度Mpa度硬度Si Fe Cu Mn Mg Ni Zn Pb Sn Mpa率 %最代号Ti最小小HB 最最小小9.00.450.20ENAC-434000.080.550.150.150.150.050.152********11.00.90.5010.50.45ENAC-443000.080.550.150.152********13.50.98.0ENAC-444000.550.080.500.100.050.150.050.050.152********11.08.00.6 2.00.15ENAC-460000.550.55 1.20.350.250.224014018011.0 1.1 4.00.5510.00.45 1.5ENAC-461000.550.300.45 1.70.250.250.224014018012.0 1.0 2.57.5 2.00.150.15ENAC-462000.80.35 1.20.250.150.22401401809.5 3.50.650.558.00.6 2.00.15ENAC-465000.550.55 3.00.350.250.20240140<1011.0 1.2 4.00.5510.50.60.7ENAC-471000.550.350.300.550.200.100.152401401013.5 1.1 1.20.458.0ENAC-51200 2.50.100.550.100.250.100.100.15200130100.910.5国内外主要压铸AI 合金化学成分表W/%WORD 格式可编辑中国YL10210.0-13.0<0.6<0.05<1.2GB/T15115-94日本ADC111.0-13.0<1.0<0.30<1.2JISH5302-82 AI-Si 系美国41311.0-13.0<1.0<0.35<2.0余量ASTMB85-82俄罗斯AJ1210.0-13.0<0.6<0.10<1.5TOCT2685-82德国AlSil211.0-13.5<0.10<0.05<1.0DIN1725中国YL1048.0-10.5<0.300.17-0.30<1.0GB/T15115-94日本ADC39.0-10.0<0.600.40-0.60<1.3JISH5302-82 AI-Si-Mg系美国3609.0-10.0<0.600.40-0.60<2.0余量ASTMB85-82俄罗斯AJl48.0-10.5<0.100.17-0.30<1.0TOCT2685-82德国AlSil0Mg9.0-11.0<0.100.20-0.50<1.0DIN1725中国YL1127.5-9.5 3.0-4.0<0.30<1.2GB/T15115-94 YL1139.6-12.0 1.5-3.5<0.30<1.2日本ADC107.5-9.5 2.0-4.0<0.30<1.3JISH5302-82 ADC129.6-12.0 1.5-3.5<0.30<1.3AI-Si-Cu系余量3807.5-9.5 3.0-4.0<0.10<1.3美国ASTMB85-823839.5-11.5 2.0-3.0<0.10<1.3俄罗斯AJl6 4.5-6.0 2.0-3.0<0.10<1.5TOCT2685-82德国AlSi8Cu37.5-9.5 2.0-3.5<0.30<1.3DIN1725中国YL3020.80-1.30<0.10 4.5-5.5<1.2GB/T15115-94AI-Mg 系日本ADC5<0.30<0.20 4.0-8.5<1.8余量JISH5302-82美国518<0.35<0.257.5-8.5<1.8ASTMB85-82德国AlMg9<0.50<0.057.0-10.0<1.0DIN1725WORD 格式可编辑变形铝及铝合金化学成分及新旧序牌号化学成分(质量分数号(新)Si Fe Cu Mn Mg Cr Ni 11A990.0030.0030.005--------21A970.0150.0150.005--------31A950.0300.0300.010--------41A930.0400.0400.010--------51A900.0600.0600.010--------61A850.080.100.01--------710800.150.150.030.020.02----81080A0.150.150.030.020.02----910700.200.250.040.030.03----101070A0.200.250.030.030.03----1113700.100.250.020.010.020.01--1210600.250.350.050.030.03----1310500.250.400.050.050.05----141050A0.250.400.050.050.05----151A500.300.300.010.050.05----1613500.100.400.050.01--0.01--171145Si + Fe:0.550.050.050.05----1810350.350.60.100.050.05----191A300.10-0.25 0.15-0.300.050.010.01--0.0 201100Si+Fe:0.950.05-0.200.05------211200Si+Fe:1.000.050.05------221235Si+Fe:0.650.050.050.05----232A010.500.50 2.2-3.00.200.20-0.50----242A020.300.30 2.6-3.20.45-0.7 2.0-2.4----252A040.300.30 3.2-3.70.50-0.8 2.1-2.6----262A060.500.50 3.8-4.30.50-1.0 1.7-2.3----272A100.250.20 3.9-4.50.30-0.500.15-0.30----282A110.70.7 3.8-4.80.40-0.80.40-0.8--0.1 292B110.500.50 3.8-4.50.40-0.80.40-0.8----302A120.500.50 3.8-4.90.30-0.9 1.2-1.8--0.1 312B120.500.50 3.8-4.50.30-0.7 1.2-1.6----322A130.70.6 4.0-5.0--0.30-0.50----332A140.6-1.20.7 3.9-4.80.40-1.00.40-0.8--0.1 342A160.300.30 6.0-7.00.40-0.80.05----352B160.250.30 5.8-6.80.20-0.400.05----362A170.300.30 6.0-7.00.40-0.80.25-0.45----372A200.200.30 5.8-6.8--0.02----382A210.200.20-0.6 3.0-4.00.050.8-1.2-- 1.8-2 392A250.060.06 3.6-4.20.50-0.7 1.0-1.5--0.0 402A490.250.8-1.2 3.2-3.80.30-0.6 1.8-2.2--0.8-1 412A500.7-1.20.7 1.8-2.60.40-0.80.40-0.8--0.1 422B500.7-1.20.7 1.8-2.60.40-0.80.40-0.80.01-0.200.1 432A700.350.9-1.5 1.9-2.50.20 1.4-1.8--0.9-1442B700.250.9-1.4 1.8-2.70.20 1.2-1.8--0.8-1452A800.50-1.2 1.0-1.6 1.9-2.50.20 1.4-1.8--0.9-1 462A900.50-1.00.5-1.0 3.5-4.50.200.4-0.8-- 1.8-2 4720040.200.20 5.5-6.50.100.50----4820110.400.7 5.0-6.0--------4920140.50-1.20.7 3.9-5.00.40-1.20.20-0.80.10--502014A0.50-0.90.50 3.9-5.00.40-1.20.20-0.80.100.1 5122140.50-1.20.3 3.9-5.00.40-1.20.20-0.80.10--5220170.20-0.80.7 3.5-4.50.40-1.00.40-0.80.10--532017A0.20-0.80.7 3.5-4.50.40-1.00.40-1.00.10--5421170.80.7 2.2-3.00.200.20-0.500.10--5522180.9 1.0 3.5-4.50.20 1.2-1.80.10 1.7-2 5626180.10-0.250.9-1.3 1.9-2.7-- 1.3-1.8--0.9-1 5722190.200.30 5.8-6.80.20-0.400.02----5820240.500.50 3.8-4.90.30-0.9 1.2-1.80.10--5921240.200.30 3.8-4.90.30-0.9 1.2-1.80.10--603A210.60.70.20 1.0-1.60.05----6130030.60.70.05-0.20 1.0-1.5------6231030.500.70.100.9-1.50.300.10--6330040.300.700.25 1.0-1.50.8-1.3----6430050.60.70.30 1.0-1.50.20-0.60.10--6531050.60.70.300.30-0.80.20-0.80.20--664A01 4.5-6.00.60.20--------674A1111.5-13.5 1.00.50-1.30.200.8-1.30.100.50-684A13 6.8-8.20.50Cu+Zn:0.150.500.05----694A1711.0-12.50.50Cu+Zn:0.150.500.05----7040049.0-10.50.80.250.10 1.0-2.0----71403211.0-13.5 1.00.50-1.3--0.8-1.30.100.50-724043 4.5-6.00.80.300.050.05----734043A 4.5-6.00.60.300.150.20----74404711.0-13.00.80.300.150.10----754047A11.0-13.00.60.300.150.10----765A01Si+Fe:0.400.100.30-0.7 6.0-7.00.10-0.20--或775A020.400.400.10Cr:0.15 2.0-2.8-----0.40785A030.50-0.80.500.100.30-0.6 3.2-3.8----795A050.500.500.100.30-0.6 4.8-5.5----805B050.400.400.200.20-0.6 4.7-5.7----815A060.400.400.100.50-0.8 5.8-6.8----825B060.400.400.100.50-0.8 5.8-6.8----835A120.300.300.050.40-0.88.3-9.6--0.1845A130.300.300.050.40-0.89.2-10.5--0.1 855A30Si+Fe:0.400.100.50-1.0 4.7-5.50.05-0.20--865A330.350.350.100.10 6.0-7.5----875A410.400.400.100.30-0.6 6.0-7.0----885A430.400.400.100.15-0.400.6-1.4----895A660.0050.010.005-- 1.5-2.0----9050050.300.70.200.200.50-1.10.10--9150190.400.500.100.10-0.6 4.5-5.60.20--9250500.400.70.200.10 1.1-1.80.10--9352510.400.500.150.10-0.50 1.7-2.40.15--9450520.250.400.100.10 2.2-2.80.15-0.35--9551540.250.400.100.10 3.1-3.90.15-0.35--965154A0.500.500.100.50 3.1-3.90.25--9754540.250.400.100.50-1.0 2.4-3.00.05-0.20--9855540.250.400.100.50-1.0 2.4-3.00.05-0.20--9957540.400.400.100.50 2.6-3.60.30--10050560.300.400.100.05-0.20 4.5-5.60.05-0.20--10153560.250.400.100.05-0.20 4.5-5.50.05-0.20--10254560.250.400.100.50-1.0 4.7-5.50.05-0.20--10350820.200.350.150.15 4.0-5.00.15--10451820.200.350.150.20-0.50 4.0-5.00.10--10550830.400.400.100.40-1.0 4.0-4.90.05-0.25--10750860.400.500.100.20-0.7 3.5-4.50.05-0.25--或1086A020.50-1.20.500.20-0.6Cr:0.150.45-0.9-----0.351096B020.7-1.10.400.10-0.400.10-0.300.40-0.8----1106A510.50-0.70.500.15-0.35--0.45-0.6----11161010.30-0.70.500.100.030.35-0.80.03--1126101A0.30-0.70.400.05--0.40-0.9----11360050.6-0.90.350.100.100.40-0.60.10--1146005A0.50-0.90.350.300.500.40-0.70.30--11563510.7-1.30.500.100.40-0.80.40-0.8----11660600.30-0.60.10-0.300.100.100.35-0.60.05--11760610.40-0.80.70.15-0.400.150.8-1.20.04-0.35--11860630.20-0.60.350.100.100.45-0.90.10--1196063A0.30-0.60.15-0.350.100.150.6-0.90.05--1206070 1.0-1.70.500.15-0.400.40-1.00.50-1.20.10--12161810.8-1.20.450.100.150.6-1.00.10--12260820.7-1.30.500.100.40-1.00.6-1.20.25--1237A010.300.300.10--------1247A030.200.20 1.8-2.40.10 1.2-1.60.05--专业知识整理分享1267A050.250.250.200.15-0.40 1.1-1.70.05-0.15--1277A090.500.50 1.2-2.00.15 2.0-3.00.16-0.30--1287A100.300.300.5-1.00.20-0.35 3.0-4.00.10-0.20--1297A150.500.500.5-1.00.10-0.40 2.4-3.00.10-0.30--1307A190.300.400.08-0.300.30-0.50 1.3-1.90.10-0.20--1317A310.300.600.10-0.400.20-0.40 2.5-3.30.10-0.20--1327A330.250.300.25-0.550.05 2.2-2.70.10-0.20--1337A520.250.300.05-0.200.20-0.50 2.0-2.80.15-0.25--13470030.300.350.200.300.50-1.00.20--13570050.350.400.100.20-0.7 1.0-1.80.06-0.20--13670200.350.400.200.05-0.50 1.0-1.40.10-0.35--13770220.500.500.50-1.00.10-0.40 2.6-3.70.10-0.30--13870500.120.15 2.0-2.60.10 1.9-2.60.04--13970750.400.50 1.2-2.00.30 2.1-2.90.18-0.28--14074750.100.12 1.2-1.90.06 1.9-2.60.18-0.25--1418A060.550.500.100.100.10----14280110.50-0.90.6-1.00.100.200.050.05--14380900.200.30 1.0-1.60.100.6-1.30.10--专业知识整理分享。
铸铝检验标准

铸铝检验标准
铸铝的检验标准可以根据具体的应用和需求而有所不同。
以下是一些常见的铸铝检验标准的示例:
1. ASTM B26/B26M-18:美国材料与试验协会(ASTM)制定的铸铝合金的标准规范,包括材料和机械性能的要求,如化学成分、硬度、抗拉强度等。
2. ISO 3522:1997:国际标准化组织(ISO)制定的铸铝合金的化学成分和机械性能的标准规范。
3. GB/T 1173-2018:中国国家标准化管理委员会发布的铸铝合金化学成分的标准规范。
4. GB/T 15115-2009:中国国家标准化管理委员会发布的铸铝合金力学性能的标准规范,包括抗拉强度、屈服强度、伸长率等。
5. JIS H 5302:日本工业标准(JIS)制定的铸铝合金的化学成分和机械性能的标准规范。
这些标准涵盖了铸铝合金的化学成分、机械性能、尺寸精度、表面质量、硬度、铸造缺陷等方面的要求。
具体的标准选择应根据所涉及的铸铝材料和使用领域来确定,同时还需考虑国家或地区的特定标准和要求。
在实际应用中,建议参考和遵循适用的国家、行业或国际标准,并与供应商、生产商或专业实验室合作,确保铸铝产品符合相应的质量标准和要求。
压铸国家标准对照
GB 6414
铸件尺寸公差
GB/T 11350劲 铸件机械加工余量
GB/T 13818
压铸锌合金
3
铸件的分类和分级
3.1铸件按使用要求分为三类(见表1)。
类别
使用要求 检验项目
1 承受较大载 荷的零件
有较高相对 运动速度的 零件
机械性能、 尺寸公差、 表面质量、 化学成分、 其它特殊要 求
2 承受中等载 荷的零件
5.9经浸渗和 修补处理后 的压铸件应 做相应的质 量检验.
6压铸件的交 付,包装,运 输与储存
6.1当在合同 或协议中有 要求时,供方 应提供需方 一份检验证 明,用来说明 每批压铸件 的取样,试验 和检验符合 标准的规定.
6.2合格压铸 件交付时,必 须有附有检 验合格证,其 上应写明下 列内容:产品 名称,产品 号,合金牌 号,数量,交 付状态,制造 厂名,检验合 格印记和交 付时间.有特 殊检验项目 者,应在检验 员合格证上 注明检验的 条件和结果.
中华人民 共和国国 家标准
1. 铝合金
GB/T 15115-94
压铸铝合金 的化学成分 和力学性能 表
序号
合金牌号 合金代号
1
YZA1Sil2
YL102
2
YZA1Si10Mg YL104
3
YZA1Si12Cu2 YL108
4
YZA1Si9Cu4 YL112
5
YZA1Si11Cu3 YL113
6
YZA1Si17Cu5 Mg
3.3.3压铸件 有形位公差 要求时,其标 注方法按 GB1182的规 定.
3.3.4压铸件 的尺寸公差 不包括铸造 斜度,其不加 工表面:包容 面以小端为 基准,有特殊 规定和要求 时,须在图样 上注明.
压铸国家标准对照
6.3压铸件的 包装,运输与 储存,由供需 双方商定.
(待续)
锌合金压 铸件1
1
主题内容与适用范围
本标准规定了锌合金压铸件分类、技术要求、试验方法、检验方法、检验规则、交货条件等。
本标准适用于锌合金铸件。
2
引用标准
GB 5678 铸造合金光谱分析取样方法
GB 6060.1
表面粗糙度比较样块 铸造表面
5.6压铸件需 抛光加工的 表面按 GB6060.4的 规定执行,
5.7压铸件需 喷丸,喷砂加 工的表面按 GB6060.5的 规定执行.
5.8压铸件内 部质量的试 验方法检验 规则由供需 双方商定,可 以包括:X射 线照片,无损 探伤,耐压试 验,金相图片 和压铸件剖 面等,其检难 结果应符合 3.6的规定.
3.5.5若图样 无特别规定, 有关压铸工 艺部分的设 置,如顶杆位 置,分型线的 位置,浇口和 溢流口的位 置等由生产 厂自行规定; 否则图样上 应注明或由 供需双方商 定.
3.5.6压铸件 需要特殊加 工的表面,如 抛光,喷丸, 镀铬,涂覆, 阳极氧化,化 学氧化等须 在图样上注 明或由供需 双方商定.
7.1 铸件的包装应保证在运输过程中和存放时间防止潮湿和机械损伤。
7.2 包装的标志应有:名称、数量、合金牌号、检验合印记和交付日记。
7.3 运输由双方商定。
附录A 锌合金压铸件铸造斜度(参考件)
Al 锌合金压铸件内腔的一般铸造斜度如下,铸件外壁铸造斜度为内腔度的1/2,见表Al。
表Al
内腔深度 (mm) 铸造斜度
4.2.2 当采用压铸件本体检验时,铸件力学性能由供需双方商定。
4.3 铸件尺寸公差不包括铸造斜度,对铸造斜度的规定见附录A(参考件)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
5.0
(66.4)
2.4
74
(30.1)
3.7
ADC6
266
61
280
172
23
64
3.2
10.0
64.7
2.3
67
27.3
3.9
ADC10
241
34
320
157
18
160
1.5
0.5
3.5
73.6
2.4
83
39.4
3.0
ADC12
228
41
310
154
14
150
1.4
0.8
3.5
74.1
1.5
1.3
3.0-4.5
0.50
0.10
0.50
3.0
0.35
0.50
余量
390.0
SC174A
A03900
16.0-18.0
1.3
4.0-5.0
0.10
0.45-0.65
0.10
0.20
0.20
余量
B390.0
SC174B
A23900
16.0-18.0
1.3
4.0-5.0
0.50
0.45-0.65
0.10
YL302
<0.1
<1.2
<0.1
<0.2
余
2202701 Nhomakorabea310.4
5.5
二.日本工业标准JIS H5302:2000日本压铸铝合金化学成分表
JIS牌号
ISO牌号
Cu
Si
Mg
Zn
Fe
Mn
Ni
Sn
Pb
Ti
Al
ADC1
1.0以下
11.0-13.0
0.3以下
0.5以下
1.3以下
0.3以下
0.5以下
0.1以下
余量
ADC1C
A1-Sil2CuFe
1.2以下
11.0-13.5
0.3以下
0.5以下
1.3以下
0.5以下
0.30以下
0.1以下
0.20以下
0.2以下
余量
ADC2
A1-Si12Fe
0.10以下
11.0-13.5
0.10以下
0.1以下
1.3以下
0.5以下
0.1以下
0.05以下
0.1以下
0.2以下
余量
ADC3
0.6以下
9.0-10.0
0.4-0.6
0.5以下
1.3以下
0.3以下
0.5以下
0.1以下
余量
ADC5
0.2以下
0.3以下
4.0-8.5
0.1以下
1.8以下
0.3以下
0.1以下
0.1以下
余量
ADC6
0.1以下
1.0以下
2.5-4.0
0.4以下
0.8以下
0.4-0.6
0.1以下
0.1以下
余量
ADC7
A1-Si5Fe
86
40.0
1.8
ADC14
193
28
320
188
31
250
0.5
0.1
<1
76.8
1.7
108
43.1
2.1
三.美国标准ASTM B85-96美国压铸铝合金化学成分表
合金牌号
成
分
ANSI
ASTM
UNS
Si
Fe
Cu
Mn
Mg
Ni
Zn
Sn
Ti
其他成总
量)
铝AI
360.0
SG100B
A03600
9.0-10.0
2.0
0.6
0.35
0.40-0.60
0.50
0.50
0.15
0.25
余量
A360.0
SG100A
A13600
9.0-10.0
1.3
0.6
0.35
0.40-0.60
0.50
0.50
0.15
0.25
余量
380.0
SC84B
A03800
7.5-9.5
2.0
3.0-4.0
0.50
0.10
0.50
3.0
0.35
1.0以下
1.3以下
0.5以下
0.5以下
0.2以下
余量
ADC10Z
2.0-4.0
7.5-9.5
0.3以下
3.0以下
1.3以下
0.5以下
0.5以下
0.2以下
余量
ADC11
A1-Si8Cu3Fe
2.5-4.0
7.5-9.5
0.3以下
1.2以下
1.3以下
0.6以下
0.5以下
0.2以下
0.3以下
0.2以下
余量
9.6
1.5
5
YZA1Si11Cu3
YL113
<0.5
<0.3
<1.2
<0.5
<1.0
<0.1
<0.1
余
230
1
80
12.0
3.5
16.0
4.0
0.45
6
YZA1Si17Cu5Mg
YL1仃
<0.5
<1.2
<0.1
<0/
<1.2
余
220
<1
18.0
5.0
0.65
0.8
0.1
4.5
7
YZA1Mg5Sil
余
220
2
70
10.5
0.5
0.30
11.0
1.0
0.3
0.4
3
YZA1Si12Cu2
YL108
<1.0
<0.0
5
<1.C
<0.05
<0.01
余
240
1
90
13.0
2.0
0.9
7.5
「3.0
4
YZA1Si9Cu4
YL112
<0.5
<0.3
<1.2
<0.5
<1.2
<0.1
<0.1
余
240
1
85
9.5
4.0
0.50
余量
A380.0E
SC84A
A13800
7.5-9.5
1.3
3.0-4.0
0.50
0.10
0.50
3.0
0.35
0.50
余量
383.0E
SC102A
A03830
9.5-11.5
1.3
2.0-3.0
0.50
0.10
0.30
3.0
0.15
0.50
余量
384.0E
SC114A
A03840
10.5-12.0
0.10以下
4.5-6.0
0.1以下
0.1以下
1.3以下
0.5以下
0.1以下
0.1以下
0.1以下
0.20以下
余量
ADC8
A1-Si6Cu4Fe
3.0-5.0
5.0-7.0
0.3以下
2.0以下
1.3以下
0.2-0.6
0.3以下
0.1以下
0.2以下
0.2以下
余量
ADC10
2.0-4.0
7.5-9.5
0.3以下
序
号
合金牌号
合金代号
化学成份
(不低于)
力学性能
硅
铜
锰
镁
铁
镍
钛
锌
铅
锡
铝
布氏硬度
HB5
抗拉强度
伸长度
10.0
/250
1
YZA1Sil2
YL102
<0.6
<0.6
<0.05
<1.2
<0.3
余
13.0
/30
220
2
60
8.0
0.2
0.17
2
YZAISilOMg
YL104
<0.3
<1.0
<0.3
<0.05
<0.01
1.5
0.10
0.20
余量
392.0
S19
A03920
18.0-20.0
1.5
0.40-0.80
0.20-0.60
0.80-1.20
0.50
0.50
0.30
0.20
0.50
余量
413.0
S12B
A04130
11.0-13.0
2.0
1.0
0.35
0.10
0.50
0.50
0.15
0.25
余量
A413.0
S12A
A14130
11.0-13.0
1.3
1.0
0.35
0.10
0.50
0.50
0.15
0.25
余量
C433.0
S5C
A34430