法兰盘工序卡片
法兰盘设计工序卡
附表二机械加工工序卡片
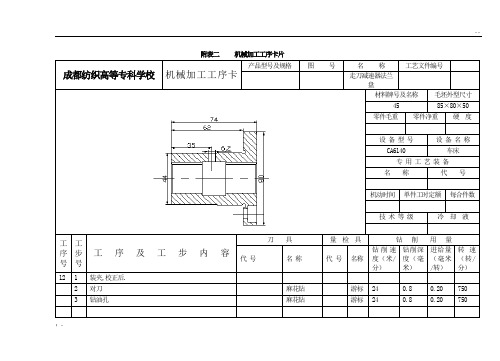
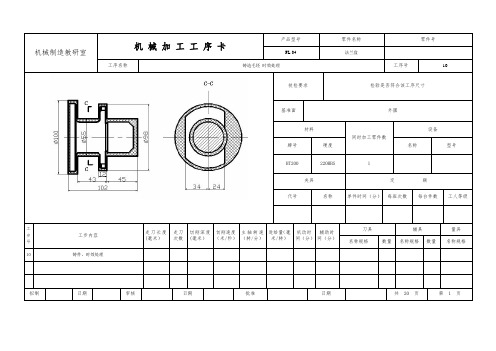
成都纺织高等专科学校机械加工工序卡产品型号及规格图号名称工艺文件编号
走刀减速器法兰
盘
材料牌号及名称毛坯外型尺寸
45 85×80×50
零件毛重零件净重硬度
设备型号设备名称
CA6140 车床
专用工艺装备
名称代号
机动时间单件工时定额每合件数
技术等级冷却液
工序号工
步
号
工序及工步内容
刀具量检具钻削用量
代号名称代号名称
钻削速
度(米/
分)
钻削深
度(毫
米)
进给量
(毫米
/转)
转速
(转/
分)
12 1 装夹,校正后.
2 对刀麻花钻游标24 0.8 0.20 750
3 钻油孔麻花钻游标2
4 0.8 0.20 750
;.
;.。
工序卡(法兰盘)--法兰盘工艺课程设计工序卡(有详细工序图)
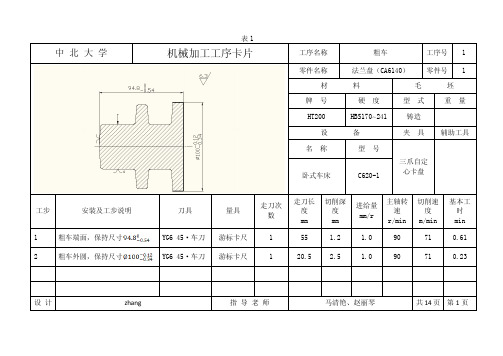
粗车端面,保持尺寸粗车外圆,保持尺寸
粗车端面,保持粗车外圆
钻孔18锥柄麻花钻
扩孔19.7锥柄扩孔钻
粗绞孔20钢锥柄机用铰刀精绞孔20钢锥柄机用铰刀
粗车端面,保持尺寸
粗车外圆,
粗车端面,保持尺寸粗车端面,保持尺寸粗车外圆
半精车端面,保持尺寸半精车端面,保持尺寸半精车端面,保持尺寸半精车端面,保持尺寸半精车外圆
半精车外圆
半精车外圆
精车端面,保持尺寸精车端面,保持尺寸
粗铣平面,保持尺寸粗铣平面,保持尺寸
保证尺寸精铣平面,保持尺寸
钻孔8.4锥柄麻花钻头绞孔9锥柄机用铰刀
钻孔4锥柄麻花钻头钻孔 5.8锥柄麻花钻头绞孔6锥柄机用铰刀
面、、磨外圆
磨外圆
24。
法兰盘 机械加工工艺过程卡片
二
钻床Z525
专用夹具,钻头,丝锥,游标卡尺
100
去毛刺
去毛刺
94
终检
终检入库
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改
文件号
签字
日期
标记
处数
更改
文件号
签字
日期
机
二
卧式车床CA6140
专用夹具,高速钢刀具,游标卡尺
40
车
以加工过的Ø94mm外圆及其端面定位,粗车另一端面,粗车外圆Ø55mm,倒角
机
二
卧式车床CA6140
专用夹具,高速钢刀具,游标卡尺
50
车
以加工过的Ø55mm外圆及其端面定位,粗镗Ø35mm内孔
机
二
卧式车床CA6140
专用夹具,高速钢刀具,游标卡尺
机械加工工艺过程卡片
产品型号
零件图号
产品名称
法兰盘
零件名称
法兰盘
共
1
页
第
1
页
材料牌号
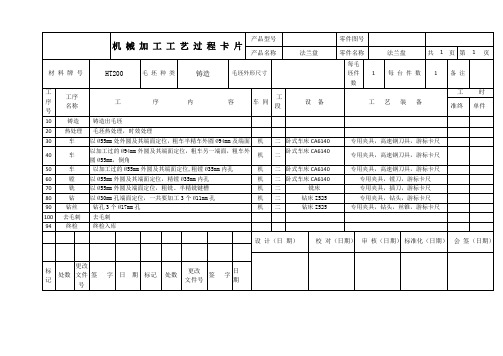
HT200
毛坯种类
铸造
毛坯外形尺寸
每毛坯件数
1
每台件数
1
备注
工序号
工序
名称
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
10
铸造
铸造出毛坯
20
热处理
毛坯热处理,时效处理
30
车
以Ø55mm处外圆及其端面定位,粗车半精车外圆Ø94mm及端面
60
镗
以Ø55mm外圆及其端面定位,精镗Ø35mm内孔
法兰盘机械加工工序卡片
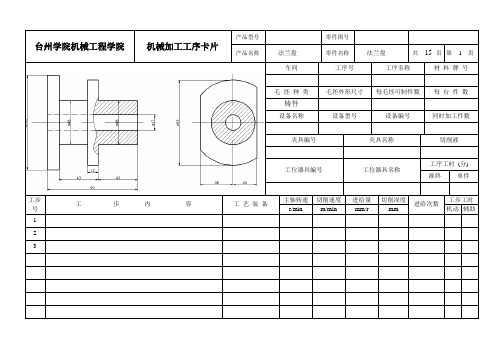
台州学院机械工程学院机械加工工序卡片产品名称法兰盘零件名称法兰盘共15 页第 1 页车间工序号工序名称材料牌号毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 2 3台州学院机械工程学院机械加工工序卡片产品名称零件名称共15 页第 2 页车间工序号工序名称材料牌号00 粗车右端面毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗车右端面至980 -0.054553 187 0.76 1.0 23台州学院机械工程学院机械加工工序卡片产品名称零件名称共15 页第 3 页车间工序号工序名称材料牌号05 粗车左端面毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗车左端面至970 -0.04540 158.6 0.9 1.5 23台州学院机械工程学院机械加工工序卡片产品型号零件图号产品名称零件名称共15 页第 4 页车间工序号工序名称材料牌号10 扩Φ20孔毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗车Φ20孔Φ18.50 -0.054700 45 0.5 912 扩Φ20孔Φ19.50 -0.04619.2 35 0.3 91台州学院机械工程学院机械加工工序卡片产品名称零件名称共15 页第 5 页车间工序号工序名称材料牌号15 粗车毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗车Φ45外圆面至Φ46.50 -0.04753 89 0.8 0.752 粗车Φ90的外圆柱面至Φ91300 145 1.0 1.03 粗车B面至Φ46.50 -0.04378 126 0.9 0.754 车3*2退刀槽300 45 0.7 2.0台州学院机械工程学院机械加工工序卡片产品名称零件名称共15 页第 6 页车间工序号工序名称材料牌号20 半精车右端面毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 半精车Φ45的右端面至96.30 -0.035553 187 0.2 0.72 车Φ45圆柱面两端的倒角300 145 0.7 7.0台州学院机械工程学院机械加工工序卡片产品名称零件名称共15 页第7 页车间工序号工序名称材料牌号25 半精车左端面毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 半精车Φ100的左端面至95.60 -0.035480 187 0.5 0.7 23台州学院机械工程学院机械加工工序卡片产品名称零件名称共15 页第8 页车间工序号工序名称材料牌号30 铣两侧面毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗铣两侧面至7.50-0.05422.5 6.9 0.3 0.14 2 精铣两侧面至8 37.5 11.4 0.2 0.08台州学院机械工程学院机械加工工序卡片产品名称零件名称共15 页第9 页车间工序号工序名称材料牌号35 精绞Φ20的孔毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 精绞Φ20的孔至Φ200.02298.3 19.3 0.5 91 2 倒角430 0.333台州学院机械工程学院机械加工工序卡片产品名称零件名称共15 页第10 页车间工序号工序名称材料牌号40 半精车毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 半精车Φ45的外圆至Φ44.50 -0.023578 96 0.2 0.32 半精车Φ90外圆面至Φ90578 96 0.2 0.53 半精车B面至Φ44.50 -0.023546 96 0.3 0.33 车Φ100、Φ90外圆柱面上的倒角564 96 0.3 1.04 车B面两端过渡圆弧524 96 0.3台州学院机械工程学院机械加工工序卡片产品型号零件图号产品名称零件名称共15 页第11 页车间工序号工序名称材料牌号45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数精车Φ45的外圆设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 精车Φ45的外圆至Φ450 -0.017100 0.37 0.3 0.32 精车B面Φ450 -0.017150 0.37 0.3 0.3台州学院机械工程学院机械加工工序卡片产品型号零件图号产品名称零件名称共15 页第12 页车间工序号工序名称材料牌号50精车Φ45的外圆毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 精车Φ45的端面91.30 -0.02100 0.37 0.3 0.3 23台州学院机械工程学院机械加工工序卡片产品型号零件图号产品名称零件名称共15 页第13 页车间工序号工序名称材料牌号55 精车左端面毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 精车左端面至910 -0.02150 0.37 0.3 0.3 23台州学院机械工程学院机械加工工序卡片产品型号零件图号产品名称零件名称共15 页第14 页车间工序号工序名称材料牌号60 钻4个Φ9的孔毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻4个Φ9的孔150 3.5 0.76 8 23台州学院机械工程学院机械加工工序卡片产品型号零件图号产品名称零件名称共15 页第15 页车间工序号工序名称材料牌号65钻Φ4孔,绞Φ6孔毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻Φ4孔,绞Φ6孔150 1.5 0.7 25 23台州学院机械工程学院机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名称材料牌号毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 2 3。
法兰盘工序卡片

法兰盘加工工序卡片1湖南工业大学机械加工工序卡片产品型号产品名称零(部件)图号CA6140 法兰盘零(部件)名称CA6140法兰盘共10页第1页车间工序号工序名材料牌号I 粗车HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(s)准终单件工步号工步内容工艺装备主轴转速(r/s)切削速度(m/mi n)背吃刀量(mm)进给次数工步工时(s)(mm/r) 机动辅助1 粗车①100端面8 4 12 粗车①100外圆柱面8 132 1 2 63 粗车B面126 2 15 754 粗车①90外圆柱面 4 15 粗车①45端面89 16 粗车①45外圆柱面89 27 粗车①90端面8 122 1设计(日期)审核(日期)标准化(日期)会签(日期)更改文件号标记处数签字日期标记处数更改文件号签字日期机械加工工序卡片潍坊学院机电工程学院法兰盘加工工序卡片2产品型号零(部件)图号工步号标记产品名称CA6140 法兰盘零(部件)名称CA6140法兰盘工步内容钻①18的孔扩①的孑处数更改文件号签字日期车间工序号工序名钻孔第2页材料牌—共10页HT200标记处数毛坯种类铸件设备名称立式钻床毛坯外形尺寸每毛坯可制件数设备型号Z5251设备编号每台件数1同时加工件数夹具编号夹具名称三爪卡盘切削液工位器具编号主轴转速(r/s)更改文件号切削速度(m/min)签字工位器具名称进给量(mm/r)背吃刀量(mm)进给次数35日期工序工时(S)准终单件设计(日期)审核(日期)标准化(日期)会签(日期)工步工时(S)机动辅助37, 8法兰盘加工工序卡片3湖南工业大学机械加工工序卡片产品名称法兰盘 零(部件)名称法兰盘产品型号零(部件)图号工步号 标记 处数车间工序号A工序名 精铰第 3页 材料牌—共10 页 HT200工步内容 精铰①20的孔 更改文件号签字日期标记处数毛坯种类 铸件 设备名称主轴转 速(r/s) 5更改文 件号毛坯外形尺寸每毛坯可制件数每台件数1 ~设备型号设备编号同时加工件数夹具编号 夹具名称 切削液工位器具编号工位器具名称工序工时(s )准终单件切削速度(m/mi n) 签字日期进给量(mm/r )设计(日期)背吃刀量审核(日期) (mm)进给 次数会签(日期)工步工时(S )机动辅助标准化 (日期)工步号 工步内容工艺 装备主轴转 速(r/s)切削速度 (m/mi n)进给量 (mm/r)背吃刀量(mm)进给 次数工步工时(S) 机动辅助1 半精车①100端面812 半精车①100外圆柱面813213 半精车B 面 12611354 半精车①90外面柱面15 半精车①45端面18716 半精车①45外圆柱面9617 半精车①90端面13418车①100柱倒角1湖南工业大学机械加工工序卡片法兰盘加工工序卡片4产品型号零(部件)图号 产品名称法兰盘 车间零(部件)名称工序号法兰盘 共10 页 毛坯种类 铸件 设备名称 卧式车床毛坯外形尺寸工序名 半精车 「 每毛坯可制件数材料牌号设备型号 CA61401设备编号HT200每台件数1同时加工件数夹具编号夹具名称切削液工位器具编号 工位器具名称工序工时(S) 准终单件法兰盘加工工序卡片5产品型号零(部件)图号法兰盘加工工序卡片6准终单件 湖南工业大学机械加工工序卡片产品名称 法兰盘 零(部件)名称法兰盘 第5共10产品型号零(部件)图号湖南工业大学机械加工工序卡片产品名称法兰盘零(部件)名称法兰盘车间工序号工步号标记工步内容工序名粗铳第6页材料牌—共10页HT200毛坯种类铸件设备名称组合机床主轴转速(r/s)毛坯外形尺寸每毛坯可制件数设备型号夹具编号工位器具编号切削速度(m/min)进给量(mm/r)每台件数设备编号夹具名称工位器具名称背吃刀量(mm)进给次数同时加工件数切削液工序工时(s)准终单件工步工时(S)机动辅助粗铳距中心线34mm的平面粗铳距中心距24mm的平面设计(日期)审核(日期)处数更改文件号签字日期标记处数更改文件号签字日期135标准化(日期)4会签(日期)360法兰盘加工工序卡片7产品型号零(部件)图号湖南工业大学机械加工工序卡片产品名称法兰盘零(部件)名称法兰盘工步号标记处数工步内容精铳①90两平面更改文件号签字日期标记车间工序号工序名精铳第7页材料牌—共10页HT200处数毛坯种类铸件设备名称组合机床主轴转速(r/s)更改文件号毛坯外形尺寸每毛坯可制件数设备型号夹具编号工位器具编号切削速度(m/min)签字日期进给量(mm/r)设计审核每台件数设备编号夹具名称工位器具名称背吃刀量(mm)进给次数同时加工件数切削液工序工时(s)准终单件工步工时(S)机动辅助标准化2会签135(日期)(日期)(日期)(日期)法兰盘加工工序卡片8产品型号零(部件)图号湖南工业大学机械加工工序卡片产品名称法兰盘零(部件)名称法兰盘车间工序号工步号标记2012工步内容钻4*①9孔处数更改文件号签字工序名钻孔第8页材料牌—共10页HT200日期标记处数毛坯种类铸件设备名称立式钻床毛坯外形尺寸每毛坯可制件数设备型号设备编号夹具编号每台件数同时加工件数Z525夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件主轴转速(r/s)更改文件号切削速度(m/min)签字进给量(mm/r)背吃刀量(mm)进给次数工步工时(S)机动辅助30日期设计(日期)审核(日期)标准化(日期)会签(日期)法兰盘加工工序卡片9产品型号零(部件)图号湖南工业大学机械加工工序卡片产品名称CA6140 法兰盘零(部件)名称法兰盘车间工序号IX毛坯种类铸件设备名称立式钻床毛坯外形尺寸工序名钻、扩每毛坯可制件数设备型号Z525夹具编号工位器具编号设备编号夹具名称工位器具名称第9页材料牌—共10页HT200每台件数1 ~同时加工件数切削液工序工时(s)准终单件工步号工步内容工艺装备主轴转速(r/s)切削速度(m/mi n)进给量(mm/r)背吃刀量(mm)进给次数工步工时(s)机动辅助1 钻①4mm孔302 扩①6mm孔30设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期法兰盘加工工序卡片10零(部件)图号湖南工业大学机械加工工序卡片产品名称法兰盘零(部件)名称CA6140法兰盘严----车间工序号工序名磨第10页材料牌—共10页HT200毛坯种类~铸件设备名称轻型外圆磨床毛坯外形尺寸每毛坯可制件数每台件数1 ~设备型号设备编号同时加工件数MQ1350A夹具编号夹具名称切削液工步号工步内容工艺装备主轴转速(r/s)切削速度(m/mi n)背吃刀量(mm)进给次数工步工时(s)进给量(mm/r)机动辅助1 磨B面18 1 1502 磨距离①90轴线24mm的侧平面 1设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期准终单件产品型号工序工时(s)工位器具编号工位器具名称。
法兰盘工序卡片一套资料
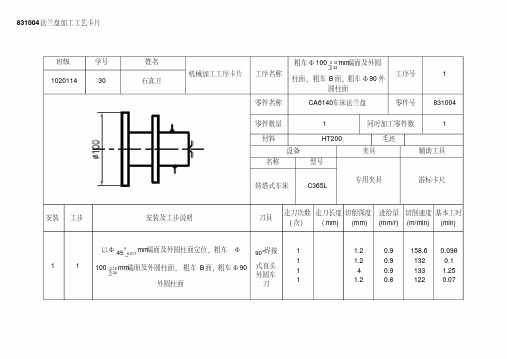
工序号
12
零件名称
CA6140车床法兰盘
零件号
831004
零件数量
1
材料 设备
名称
HT200 型号
同时加工零件数
1
毛坯 夹具
辅助工具
万能外圆磨 床
MBG1420
专用夹具
暂无
安装 1
工步 2
安装及工步说明
以Φ20 00m.04m5 孔及 Φ100
mm 0 .12
0 .34
端面定位,磨 Φ
90mm外圆柱面。
姓名 石真卫
机械加工工序卡片
半精车 Φ100
0.12 0.34
mm端面及外
工序名称 圆柱面,半精车 B 面,半精车
Φ90 外圆柱面。
工序号
零件名称
CA6140车床法兰盘
零件号
4 831004
零件数量
1
材料 设备
名称
HT200 型号
同时加工零件数
1
毛坯 夹具
辅助工具
转塔式车床
C365L
专用夹具
游标卡尺
走刀次数 走刀长度 切削深度 进给量 切削速度 基本工时
刀具
( 次) (mm) (mm) (mm/r) (m/min) (min)
以 Φ 45m00m.017 外圆柱面及 Φ90mm右端面定位,磨
砂轮
1
1
Φ100mm外圆柱面。
A46KV6 1
P 300×
40×127
314
4.5
0.04
25
0.45
班级 1020114
走刀次数 走刀长度 切削深度 进给量 切削速度 基本工时
刀具
( 次) (mm) (mm) (mm/r) (m/min) (min)
法兰盘工艺卡工序卡资料

镀铬14 检测入库车间工序号工序名材料牌号1粗车左边两个端面外圆HT200毛坯种类毛坯外形尺寸每毛坯可制件数每件数铸件1 1 设备名称设备型号设备编号同时加工件数卧式车床CA6141夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件0 2.2min工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量背吃刀量进给次数工步工时机动min辅助min1 粗车φ70mm端面90°外圆车刀、游标卡尺136 38.4 0.72 2 1 0.094 0.552 粗车φ130mm端面90°外圆车刀、游标卡136 38.4 0.72 2 1 0.094 0.853 粗车φ130mm外圆90°外圆车刀、游标卡尺136 42.7 0.92 2 1 0.094 0.354 粗车φ70mm外圆90°外圆车刀、游标卡尺136 42.7 0.92 2 1 0.094 0.09车间工序号工序名材料牌号2钻、扩、粗铰、精铰中心孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每件数铸件1 1设备名称设备型号设备编号同时加工件数立式钻床Z4025 1夹具编号夹具名称切削液压板工位器具编号工位器具名称工序工时准终单件0 5min工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r工步工时机动min辅助min1 钻φ40mm孔麻花钻、内径千分尺400 22.6 0.72 0.88 0.352 扩φ40mm的孔至φ扩孔钻、内径150 8.7 0.96 1.66 0.8741mm 千分尺3 粗铰φ41mm的孔至φ41.95mm铰刀、内径千分尺300 6.5 0.40 0.95 1.124 精铰φ41.95mm的孔至φ42mm铰刀、内径千分尺450 3.2 0.40 0.95 1.83车间工序号工序名材料牌号3粗车右边端面外圆HT200毛坯种类毛坯外形尺寸每毛坯可制件数每件数铸件1 1设备名称设备型号设备编号同时加工件数卧式车床CA6141夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量背吃刀量进给次数工步工时机动min辅助min1 粗车φ55mm端面90°外圆车刀、游标卡尺136 38.4 0.72 2 1 0.094 0.252 粗车φ55mm外圆90°外圆车刀、游标卡尺136 42.7 0.92 2 1 0.094 0.22车间工序号工序名材料牌号4半精车左两个端面HT200毛坯种类毛坯外形尺寸每毛坯可制件数每件数铸件1 1设备名称设备型号设备编号同时加工件数卧式车床CA6141夹具编号夹具名称切削液盘工位器具编号工位器具名称工序工时准终单件0 2min工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量背吃刀量进给次数工步工时机动min辅助min1 半精车φ70mm端面90°外圆车刀、游标卡尺238 79.3 0.3 2 1 0.094 0.722 半精车φ130mm端面90°外圆车刀、游标卡尺238 79.3 0.3 2 1 0.094 0.96车间工序号工序名材料牌号5半精车右两个端面、外圆、倒角、退刀槽HT200毛坯种类毛坯外形尺寸每毛坯可制件数每件数铸件1 1设备名称设备型号设备编号同时加工件数卧式车床CA6141夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件0 2.52min工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量背吃刀量进给次数工步工时机动min辅助min1 半精车φ55mm端面90°外圆车刀、游标卡尺238 79.3 0.3 2 1 0.094 0.542 车退刀槽3×3mm 3mm宽切刀、游标卡尺238 45.2 0.3 0.5 1 0.094 0.053 半精车φ130mm端面90°外圆车刀、游标卡尺238 79.3 0.3 2 1 0.094 0.964 半精车φ55mm外圆90°外圆车刀、游标卡尺238 79.3 0.3 2 1 0.094 0.455 车倒角4×25°25°外圆车刀、游标卡尺238 45.3 0.3 0.5 1 0.094 0.056 车倒角C145°外圆车刀、游标卡尺238 45.3 0.3 0.5 1 0.094 0.05车间工序号工序名材料牌号6精车左边两个端面HT200毛坯种类毛坯外形尺寸每毛坯可制件数每件数车间工序号工序名材料牌号7精车右两个外圆和端面HT200毛坯种类毛坯外形尺寸每毛坯可制件数每件数铸件1 1 设备名称设备型号设备编号同时加工件数卧式车床CA6141夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件0 0.82min工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量背吃刀量进给次数工步工时机动min辅助min1 精车φ130mm端面90°合金外圆车刀、游标卡尺322 91 0.23 0.16 1 0.094 0.352 精车φ130mm外圆90°合金外圆车刀、游标卡尺322 91 0.23 0.16 1 0.094 0.083 精车φ55mm外圆90°合金外圆车刀、游标卡尺322 91 0.23 0.16 1 0.094 0.25车间工序号工序名材料牌号8 精铣拨叉头前后两端面HT200毛坯种类毛坯外形尺寸每毛坯可制件数每件数铸件1 1 设备名称设备型号设备编号同时加工件数立式铣床X51 1夹具编号夹具名称切削液压板工位器具编号工位器具名称工序工时准终单件0 22.1s工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/z背吃刀量mm进给次数工步工时机动s辅助s1 精铣φ130mm左面YG6硬质合金镶齿铣刀、游标卡尺380 21.477 0.2 1.0 1 11.05 1.8252 精铣φ130mm右面YG6硬质合金镶齿铣刀、游标卡尺380 21.477 0.2 1.0 1 11.05 2.135车间工序号工序名材料牌号9 钻透孔并扩孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每件数铸件1 4 设备名称设备型号设备编号同时加工件数立式钻床Z4025 1夹具编号夹具名称切削液压板工位器具编号工位器具名称工序工时准终单件0 0.4min工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r工步工时机动min辅助min1 钻φ7mm透孔麻花钻、内径千分尺400 22.6 0.72 0.88 0.112 扩φ7mm的孔至φ12mm,深度6mm扩孔钻、内径千分尺150 8.7 0.96 1.66 0.25车间工序号工序名材料牌号10 钻透孔HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每件数铸件1 2 设备名称设备型号设备编号同时加工件数立式钻床Z4025 1夹具编号夹具名称切削液压板工位器具编号工位器具名称工序工时准终单件0 0.15min工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r工步工时机动min辅助min1 钻φ7mm透孔麻花钻、内径千分尺400 22.6 0.72 0.88 0.11车间工序号工序名材料牌号11 钻、扩、铰紧固孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每件数铸件1 1 设备名称设备型号设备编号同时加工件数立式钻床Z4025 1夹具编号夹具名称切削液压板工位器具工位器具名称工序工时准终单件0 0.8min工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r工步工时机动min辅助min1 钻φ7mm孔麻花钻、内径千分尺400 22.6 0.72 0.88 0.092 扩φ7mm的孔至φ7.9mm扩孔钻、内径千分尺150 8.7 0.96 1.66 0.233 铰φ7.9mm的孔至φ8mm铰刀、内径千分尺300 6.5 0.40 0.95 0.34车间工序号工序名材料牌号12划线刻字HT200毛坯种类毛坯外形尺寸每毛坯可制件数每件数铸件1 1设备名称设备型号设备编号同时加工件数专用机床1夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r进给次数工步工时机动min辅助min1左端刻字字形高5,刻线宽3,深0.5车间工序号工序名材料牌号13外圆无光镀铬HT200毛坯种类毛坯外形尺寸每毛坯可制件数每件数铸件1 1设备名称设备型号设备编号同时加工件数机床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r进给次数工步工时机动min辅助min1外圆无光镀铬车间工序号工序名材料牌号14 检测入库HT200毛坯种类毛坯外形尺寸每毛坯可制件数每件数铸。
(完整版)法兰盘机械加工工序卡
机械制造教研室机械加工工序卡产品型号零件名称零件号FL-04法兰盘工序名称铸造毛坯时效处理工序号10技检要求检验是否符合该工序尺寸基准面外圆材料同时加工零件数设备牌号硬度名称型号HT200 220HBS 1夹具定额代号名称单件时间(分)每班次数每台件数工人等级工步号工步内容走刀长度(毫米)走刀次数切削深度(毫米)切削速度(米/秒)主轴转速(转/分)进给量(毫米/转)机动时间(分)辅助时间(分)刀具辅具量具名称规格数量名称规格数量名称规格10 铸件,时效处理拟制日期审核日期批准日期共 20 页第 1 页机械制造教研室机械加工工序卡产品型号零件名称零件号FL-04法兰盘831004工序名称粗车φ100mm柱体左端面、外圆,粗车B面工序号10技检要求检验是否符合该工序尺寸基准面外圆材料同时加工零件数设备牌号硬度名称型号HT200 220HBS 1 车床CA6140夹具定额代号名称单件时间(分)每班次数每台件数工人等级KAPAN 三爪卡盘 1 1 A工步号工步内容走刀长度(毫米)走刀次数切削深度(毫米)切削速度(米/秒)主轴转速(转/分)进给量(毫米/转)机动时间(分)辅助时间(分)刀具辅具量具名称规格数量名称规格数量名称规格20 粗车∅100柱体左端面94 1 2 100 480 0.9 0.098 0.8 09号90°偏头车刀1 三爪卡盘 1 游标卡尺30 粗车∅100mm外圆柱面10 1 2 150 480 0.9 0.1 0.5 09号90°偏头车刀1 三爪卡盘 1游标卡尺40 粗车B面 1 2 133 400 0.9 0.83 0.5 09号90°偏头车刀1 三爪卡盘 1游标卡尺50 粗车∅90外圆面 2 2 150 480 0.9 0.87 0.5 09号90°偏头车刀1 三爪卡盘 1游标卡尺机械制造教研室机械加工工序卡产品型号零件名称零件号FL-04法兰盘831004工序名称钻中心孔φ18,扩孔φ19.8,粗铰中心孔φ19.94,精铰中心孔φ20mm 工序号 3技检要求检验是否符合该工序尺寸基准面外圆材料同时加工零件数设备牌号硬度名称型号HT200 220HBS 1 钻床Z525摇臂钻床夹具定额代号名称单件时间(分)每班次数每台件数工人等级KAPAN 三爪卡盘 1 1 A工步号工步内容走刀长度(毫米)走刀次数切削深度(毫米)切削速度(米/秒)主轴转速(转/分)进给量(毫米/转)机动时间(分)辅助时间(分)刀具辅具量具名称规格数量名称规格数量名称规格60 钻孔保证尺寸∅18mm 91 1 2 31.4 555 0.3 0.098 0.8 高速钢直柄麻花钻∅181 三爪卡盘 1 游标卡尺70 扩孔保证尺寸∅19.8mm 91 1 2 17.4 275 0.3 0.1 0.5 高速钢直柄麻花钻∅19.81 三爪卡盘 1游标卡尺80 粗铰孔保证尺寸∅19.94mm 91 1 2 16.7 2750.5 0.83 0.5锥柄机铰刀1 三爪卡盘 1游标卡尺90 精铰孔保证尺寸∅20 91 1 2 17.2 2750.5 0.87 0.5 锥柄机铰刀∅20 1三爪卡盘 1 游标卡尺拟制日期审核日期批准日期共 20 页第 3 页机械制造教研室机械加工工序卡产品型号零件名称零件号FL-04法兰盘831004工序名称粗车右φ45mm右端面、外圆,φ90mm外圆及右端面工序号 3技检要求检验是否符合该工序尺寸基准面外圆材料同时加工零件数设备牌号硬度名称型号HT200 220HBS 1 车床CA6140夹具定额代号名称单件时间(分)每班次数每台件数工人等级KAPAN 三爪卡盘 1 1 A工步号工步内容走刀长度(毫米)走刀次数切削深度(毫米)切削速度(米/秒)主轴转速(转/分)进给量(毫米/转)机动时间(分)辅助时间(分)刀具辅具量具名称规格数量名称规格数量名称规格100 粗车∅45mm端面94 1 27.4 94 600 1.2 0.098 0.8 09号90°偏头车刀1 三爪卡盘 1 游标卡尺110 粗车∅45mm外圆至∅46.2mm 10 1 4.4 117.75 750 2.2 0.1 0.5 09号90°偏头车刀1 三爪卡盘 1游标卡尺120 粗车∅90mm右端面 1 1.2 135 480 1.2 0.83 0.5 09号90°偏头车刀1 三爪卡盘 1游标卡尺拟制日期审核日期批准日期共 20 页第 4 页机械制造教研室机 械 加 工 工 序 卡产品型号零件名称零件号FL-04法兰盘831004工序名称半精车φ100左端面、外圆,半精车B 面并倒角C1.5,半精车φ90外圆,φ20左侧倒角C1 工序号 3技检要求 检验是否符合该工序尺寸基准面 外圆材料同时加工零件数设备牌号硬度名称型号HT200 220HBS 1 车床CA6140夹具定 额代号名称 单件时间(分) 每班次数 每台件数 工人等级KAPAN三爪卡盘11 A 工步号 工步内容走刀长度(毫米) 走刀次数 切削深度(毫米) 切削速度(米/秒) 主轴转速(转/分) 进给量(毫米/转) 机动时间(分) 辅助时间(分)刀具 辅具量具名称规格数量 名称规格 数量 名称规格 130 半精车∅100mm 端面 94 1 2 100 480 0.9 0.098 0.8 09号90°偏头车刀 1 三爪卡盘 1 游标卡尺 140 半精车∅100mm 外圆至∅102mm 10 1 2 150 480 0.9 0.1 0.5 09号90°偏头车刀 1 三爪卡盘 1 游标卡尺 150 半精车B 面 1 2 133 400 0.9 0.83 0.5 09号90°偏头车刀 1 三爪卡盘 1 游标卡尺 160 半精车∅90mm 外圆∅92mm 2 2 150 480 0.9 0.87 0.5 09号90°偏头车刀1 三爪卡盘 1 游标卡尺 170 车∅100,∅90外圆倒角C1.5,∅20孔左端倒角C122150 480 0.9 0.87 0.545°成形车刀1 三爪卡盘1游标卡尺 拟制日期审核 日期批准日期共 20 页 第 5 页 机械制造教研室 机 械 加 工 工 序 卡 产品型号 零件名称 零件号 FL-04 法兰盘 831004 工序名称 半精车φ100左端面、外圆,半精车B 面并倒角C1.5,半精车φ90外圆,φ20左侧倒角C1 工序号 3 技检要求 检验是否符合该工序尺寸 基准面 外圆 材料 同时加工零件数 设备 牌号 硬度 名称 型号 HT200 220HBS 1 车床 CA6140 夹具 定 额 代号 名称 单件时间(分) 每班次数 每台件数 工人等级 KAPAN 三爪卡盘 1 1 A 工步号工步内容 走刀长度(毫米) 走刀次数 切削深度(毫米) 切削速度(米/秒) 主轴转速(转/分) 进给量(毫米/转) 机动时间(分) 辅助时间(分) 刀具 辅具 量具 名称规格 数量 名称规格 数量 名称规格 180 半精车∅100mm 外圆至∅102mm 10 1 2 150 480 0.9 0.1 0.5 09号90°偏头车刀 1 三爪卡盘 1 游标卡尺190 半精车B 面 23 1 2 133 400 0.9 0.83 0.5 09号90°偏头车刀 1 三爪卡盘 1 游标卡尺 200 半精车∅90mm外圆∅92mm 23 2 2 150 480 0.9 0.87 0.5 09号90°偏头车刀 1 三爪卡盘 1 游标卡尺 210车∅100,∅90外圆倒角C1.5,∅20孔左端倒角C11 2 2 150 480 0.9 0.87 0.545°成形车刀 1 三爪卡盘 1 游标卡尺拟制日期审核日期 批准日期共 20 页 第 6 页机械制造教研室机械加工工序卡产品型号零件名称零件号FL-04法兰盘831004工序名称半精车右φ45mm外圆及右端面,倒角C7,半精车φ90mm右侧面,切槽3×2,车φ20mm孔右端倒角C1 工序号 3技检要求检验是否符合该工序尺寸基准面外圆材料同时加工零件数设备牌号硬度名称型号HT200 220HBS 1 车床CA6140夹具定额代号名称单件时间(分)每班次数每台件数工人等级KAPAN 三爪卡盘 1 1 A工步号工步内容走刀长度(毫米)走刀次数切削深度(毫米)切削速度(米/秒)主轴转速(转/分)进给量(毫米/转)机动时间(分)辅助时间(分)刀具辅具量具名称规格数量名称规格数量名称规格270 精车∅100mm端面94 1 2 100 480 0.9 0.098 0.8 09号90°偏头车刀1 三爪卡盘 1 游标卡尺280 精车∅100mm外圆至∅100mm 10 1 2 150 480 0.9 0.1 0.5 09号90°偏头车刀1 三爪卡盘 1游标卡尺290 精车B面保证尺寸∅45mm 28 1 2 133 400 0.9 0.83 0.5 09号90°偏头车刀1 三爪卡盘 1游标卡尺300 车过渡圆角R5 2 2 2 150 750 0.9 0.87 0.5 R5圆角车刀1 三爪卡盘 1游标卡尺拟制日期审核日期批准日期共 20 页第 8 页机械制造教研室机械加工工序卡产品型号零件名称零件号FL-04法兰盘831004工序名称钻中心孔φ18,扩孔φ19.8,粗铰中心孔φ19.94,精铰中心孔φ20mm 工序号 3技检要求检验是否符合该工序尺寸基准面外圆材料同时加工零件数设备牌号硬度名称型号HT200 220HBS 1 钻床Z525摇臂钻床夹具定额代号名称单件时间(分)每班次数每台件数工人等级KAPAN 三爪卡盘 1 1 A工步号工步内容走刀长度(毫米)走刀次数切削深度(毫米)切削速度(米/秒)主轴转速(转/分)进给量(毫米/转)机动时间(分)辅助时间(分)刀具辅具量具名称规格数量名称规格数量名称规格350 钻孔保证尺寸∅18mm 91 1 2 31.4 555 0.3 0.098 0.8 高速钢直柄麻花钻∅181 三爪卡盘 1 游标卡尺360 扩孔保证尺寸∅19.8mm 91 1 2 17.4 275 0.3 0.1 0.5 高速钢直柄麻花钻∅19.81 三爪卡盘 1游标卡尺370 粗铰孔保证尺寸∅19.94mm 91 1 2 16.7 2750.5 0.83 0.5锥柄机铰刀1 三爪卡盘 1游标卡尺380 精铰孔保证尺寸∅20 91 1 2 17.2 2750.5 0.87 0.5 锥柄机铰刀∅20 1三爪卡盘 1 游标卡尺拟制日期审核日期批准日期共 20 页第 10 页机械制造教研室机械加工工序卡产品型号零件名称零件号FL-04法兰盘831004工序名称半精车φ100左端面、外圆,半精车B面并倒角C1.5,半精车φ90外圆,φ20左侧倒角C1 工序号 3技检要求检验是否符合该工序尺寸基准面外圆材料同时加工零件数设备牌号硬度名称型号HT200 220HBS 1 车床CA6140夹具定额代号名称单件时间(分)每班次数每台件数工人等级KAPAN 三爪卡盘 1 1 A工步号工步内容走刀长度(毫米)走刀次数切削深度(毫米)切削速度(米/秒)主轴转速(转/分)进给量(毫米/转)机动时间(分)辅助时间(分)刀具辅具量具名称规格数量名称规格数量名称规格420 半精车∅100mm端面94 1 2 100 480 0.9 0.098 0.8 09号90°偏头车刀1 三爪卡盘 1 游标卡尺430 半精车∅100mm外圆至∅102mm 10 1 2 150 480 0.9 0.1 0.5 09号90°偏头车刀1 三爪卡盘 1游标卡尺440 半精车B面 1 2 133 400 0.9 0.83 0.5 09号90°偏头车刀1 三爪卡盘 1游标卡尺450 半精车∅90mm外圆∅92mm 2 2 150 480 0.9 0.87 0.5 09号90°偏头车刀1 三爪卡盘 1游标卡尺460车∅100,∅90外圆倒角C1.5,∅20孔左端倒角C1 2 2 150 480 0.9 0.87 0.545°成形车刀1 三爪卡盘 1游标卡尺拟制日期审核日期批准日期共 20 页第 12 页机械制造教研室机械加工工序卡产品型号零件名称零件号FL-04法兰盘831004工序名称钻4Xφ9mm透孔工序号 3技检要求检验是否符合该工序尺寸基准面外圆材料同时加工零件数设备牌号硬度名称型号HT200 220HBS 1 铣床X63夹具定额代号名称单件时间(分)每班次数每台件数工人等级KAPAN 铣床夹具 1 1 A工步号工步内容走刀长度(毫米)走刀次数切削深度(毫米)切削速度(米/秒)主轴转速(转/分)进给量(毫米/转)机动时间(分)辅助时间(分)刀具辅具量具名称规格数量名称规格数量名称规格550 钻孔保证尺寸∅4mm 94 1 2 100 200 0.9 0.098 0.8 高速钢直柄麻花钻∅81 钻床夹具 1 游标卡尺560 扩孔保证尺寸∅6mm 10 1 2 150 200 0.9 0.1 0.5 高速钢直柄扩孔钻∅8.41钻床夹具1游标卡尺拟制日期审核日期批准日期共 20 页第 16 页机械制造教研室机械加工工序卡产品型号零件名称零件号FL-04法兰盘831004工序名称钻φ4mm孔,扩、铰φ6mm孔工序号 3技检要求检验是否符合该工序尺寸基准面外圆材料同时加工零件数设备牌号硬度名称型号HT200 220HBS 1 铣床X63夹具定额代号名称单件时间(分)每班次数每台件数工人等级KAPAN 铣床夹具 1 1 A工步号工步内容走刀长度(毫米)走刀次数切削深度(毫米)切削速度(米/秒)主轴转速(转/分)进给量(毫米/转)机动时间(分)辅助时间(分)刀具辅具量具名称规格数量名称规格数量名称规格570 钻4X∅9mm孔保证尺寸∅8mm 94 1 2 100 200 0.9 0.098 0.8 高速钢直柄麻花钻∅81 钻床夹具 1 游标卡尺580 扩4X∅9mm孔保证尺寸∅8.4mm 10 1 2 150 200 0.9 0.1 0.5 高速钢直柄扩孔钻∅8.41钻床夹具1游标卡尺590 铰4X∅9mm孔保证尺寸∅9mm 28 1 2 133 290 0.9 0.83 0.5 锥柄机铰刀∅91钻床夹具1游标卡尺拟制日期审核日期批准日期共 20 页第 17 页。
法兰工序卡片1

1.0
1.0
85
227
1
024
车ф80m6端面及倒角
80.4
40
41
1.0
0.8
105
418
1
025
车ф16.5端面及倒角
120
20
21
1.0
0.4
35
675
1
026
粗车ф60H7孔
57.6
45
46
1.0
0.6
106
560
1
027
精车ф60H7孔及倒角
59.6
45
46
0.2
0.4
112
590
1
028
中南大学
机械加工工序卡片
共14张
第1张
产品代号
零(部)件代号
零(部)件名称
法兰盘
工序号
020
设备
材料
名称
车床
名称
HT150
型号
C620-1
硬度
HB=150
夹具名称、编号
专用夹具
刀具
量具
辅具
名称
规格
名称
规格
名称
规格
车刀
技术等级
工时定额
班产量
准备及终结时间
工作地点服务时间
基本时间
辅助时间
单件时间
工步号
工步名称及内容
精车螺纹M64*1.5
粗车螺纹M64*1.5
60
60
15
15
16
16
21
35
105
174
4
2
029
车两个密封槽ф64
(完整word版)法兰盘机械加工工艺过程卡片_25094
去毛刺
15
终检
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
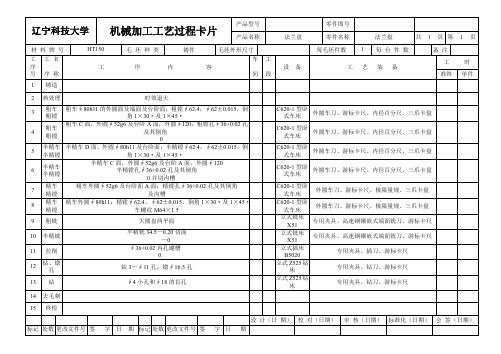
及沟槽
C620-1型卧式车床
外圆车刀、游标卡尺、极限量规、三爪卡盘
8
精车
精镗
精车外圆∮80h11;精镗∮62.4、∮62±0.015、倒角1×30·及1×45·
车螺纹M64×1.5
C620-1型卧式车床
外圆车刀、游标卡尺、极限量规、三爪卡盘
9
粗铣
大圆盘两平面
立式铣床X51
专用夹具、高速钢镶嵌式端面铣刀、游标卡尺
C620-1型卧式车床
外圆车刀、游标卡尺、内径百分尺、三爪卡盘
6
半精车
半精镗
半精车C面,外圆∮52g6及台阶A面,外圆∮120
半精镗孔∮36+0.02孔及其倒角
0并切沟槽
C620-1型卧式车床
外圆车刀、游标卡尺、内径百分尺、三爪卡盘
7
精车
精镗
精车外圆∮52g6及台阶面A面;精镗孔∮36+0.02孔及其倒角
辽宁科技大学
机械加工工艺过程卡片
产品型号
零件图号
产品名称
法兰盘
零件名称
法兰盘
共
1
页
第
1
页
材料牌号
HT150
毛坯种类
铸件
毛坯外形尺寸
每毛坯件数
每台件数
备注
工
序
号
工名
序称
工序内容
车
间
法兰盘机械加工工艺过程卡

二
CA6140
09号90°偏头车刀,三爪卡盘
1.9mim
1.9mim
40
钻
钻中心孔φ18,扩孔φ19.8,粗铰中心孔φ19.94,精铰中心孔φ20mm
机加
二
Z525
高速钢钻头W18Cr4V、直柄扩孔钻φ19.8,
锥柄机铰刀φ20H7,专用夹具
2.89min
2.89min
50
车
粗车右φ45mm右端面、外圆,φ90mm外圆及右端面
机加
二
CA6140
09号90°偏头车刀,三爪卡盘
0.22min
0.22min
60
车
半精车φ100左端面、外圆,半精车B面并倒角C1.5,半精车φ90外圆,φ20左侧倒角C1
机加
二
CA6140
09号90°偏头车刀、02号45°成形车刀,三爪卡盘
3.06min
3.06min
70
车
半精车右φ45mm外圆及右端面,倒角C7,半精车φ90mm右侧面,切槽3×2,车φ20mm孔右端倒角C1
机械加工工艺过程卡
产品型号
831004
零(部)图号
共1页
产品名称
法兰盘
零(部)名称
法兰盘
第1页
材料牌号
HT200
毛坯种类
铸件
毛坯外形尺寸
Φ108X102
每毛坯件数
1
每台件数
1
备注
工序号
工序名称
工序内容
车
间
工
段设备Biblioteka 工艺装备工时准终
单件
10
下料
铸件
铸造
一
砂型铸造
工艺过程卡片(法兰盘)--法兰盘工艺课程设计工艺过程卡
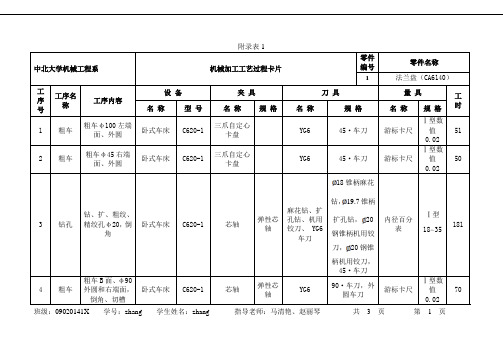
中北大学机械工程系
机械加工工艺过程卡片
零件编号
零件名称
1
法兰盘(CA6140)
工序号
工序名称
工序内容
设备
夹具
刀具
量具
工时
名称
型号
名称
规格
名称
规格
名称
规格
1
粗车
粗车φ100左端面、外圆
卧式车床
C620-1
三爪自定心卡盘
YG6
45·车刀
游标卡尺
Ⅰ型数值0.02
51
2
粗车
粗车φ45右端面、外圆
卧式车床
镀铬
14
检验入库
按零件图样要求检查
班级:09020141X学号:zhang学生姓名:zhang指导老师:马清艳、赵丽琴共3页第3页
C620-1
三爪自定心卡盘
YG6
45·车刀
游标卡尺
Ⅰ型数值0.02
50
3
钻孔
钻、扩、粗绞、精绞孔φ20,倒角
卧式车床
C620-1
芯轴
弹性芯轴
麻花钻、扩孔钻、机用铰刀、YG6车刀
18锥柄麻花钻, 19.7锥柄扩孔钻, 20钢锥柄机用铰刀, 20钢锥柄机用铰刀,45·车刀
内径百分表
Ⅰ型18~35
181
4
粗车
粗车B面、φ90外圆和右端面,倒角、切槽
卧式车床
C620-1
芯轴
弹性芯轴
YG6
90·车刀,外圆车刀
游标卡尺
Ⅰ型数值0.02
70
班级:09020141X学号:zhang学生姓名:zhang指导老师:马清艳、赵丽琴共3页第1页
5
CA6140法兰盘工序卡片
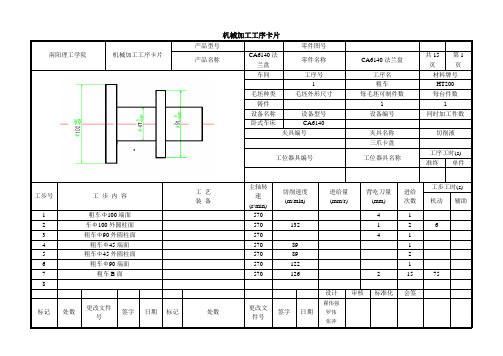
南阳理工学院机械加工工序卡片产品型号零件图号产品名称CA6140法兰盘零件名称CA6140法兰盘共15页第1页车间工序号工序名材料牌号1 粗车HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件11设备名称设备型号设备编号同时加工件数卧式车床CA6140夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(s)准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时(s)机动辅助1 粗车Φ100端面570 4 12 车Φ100外圆柱面570 132 1 2 63 粗车Φ90外圆柱面5704 14 粗车Φ45端面570 89 15 粗车Φ45外圆柱面570 89 26 粗车Φ90端面570 122 17 粗车B面570 126 2 15 75 8设计审核标准化会签标记处数更改文件号签字日期标记处数更改文件号签字日期翟伟强罗伟张冲南阳理工学院机械加工工序卡片产品型号零件图号产品名称CA6140法兰盘零件名称CA6140法兰盘共15页第2页车间工序号工序名材料牌号2 钻孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件11设备名称设备型号设备编号同时加工件数卧式车床Z525夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时(s)机动辅助1 钻Φ18的孔5503537,82 扩Φ270345678设计审核标准化会签标记处数更改文件号签字日期标记处数更改文件号签字日期翟伟强罗伟张冲南阳理工学院机械加工工序卡片产品型号零件图号产品名称CA6140法兰盘零件名称CA6140法兰盘共15页第3页车间工序号工序名材料牌号3 精绞HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件11设备名称设备型号设备编号同时加工件数卧式车床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时(s)机动辅助1 精铰Φ20的孔3002345678设计审核标准化会签标记处数更改文件号签字日期标记处数更改文件号签字日期翟伟强罗伟张冲南阳理工学院机械加工工序卡片产品名称CA6140法兰盘零件名称CA6140法兰盘共15页第4页车间工序号工序名材料牌号4 HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件11设备名称设备型号设备编号同时加工件数卧式车床CA6140夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时(s)机动辅助1 半精车Φ100端面800 12 半精车Φ100外圆柱面80013213 半精车B面57012611354 半精车Φ90外面柱面57015 车Φ100柱倒角29016 车Φ90柱体倒角2906717 车Φ20右倒角29027118 半精车Φ45端面8001871设计审核标准化会签标记处数更改文件号签字日期标记处数更改文件号签字日期翟伟强罗伟张冲南阳理工学院机械加工工序卡片产品名称CA6140法兰盘零件名称CA6140法兰盘共15页第5页车间工序号工序名材料牌号4 HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件11设备名称设备型号设备编号同时加工件数卧式车床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时(s)机动辅助1 半精车Φ45外圆柱面8009612 半精车Φ90端面80013413 3*2退刀槽570714 车Φ45圆柱面两端的倒角290515 车Φ20 内孔的右端倒角5702711 678设计审核标准化会签标记处数更改文件号签字日期标记处数更改文件号签字日期翟伟强罗伟张冲机械加工工序卡片南阳理工学院机械加工工序卡片产品型号零件图号产品名称CA6140法兰盘零件名称CA6140法兰盘共15页第6页车间工序号工序名材料牌号5 HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件11设备名称设备型号设备编号同时加工件数卧式车床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时(s)机动辅助1 精车Φ100左端面80012 精车Φ100外圆柱面80013213 精车B面80012612824 精车Φ45外圆柱面800962455 精车Φ90端面8001341678设计审核标准化会签标记处数更改文件号签字日期标记处数更改文件号签字日期翟伟强罗伟张冲机械加工工序卡片南阳理工学院机械加工工序卡片产品型号零件图号产品名称CA6140法兰盘零件名称CA6140法兰盘共15页第7页车间工序号工序名材料牌号6 HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件11设备名称设备型号设备编号同时加工件数卧式车床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时(s)机动辅助1 粗铣距中心线34mm的平面25521352 粗铣距中心距24mm的平面2554360 345678设计审核标准化会签标记处数更改文件号签字日期标记处数更改文件号签字日期翟伟强罗伟张冲南阳理工学院机械加工工序卡片产品型号零件图号产品名称CA6140法兰盘零件名称CA6140法兰盘共15页第8页车间工序号工序名材料牌号7 HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件11设备名称设备型号设备编号同时加工件数卧式车床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时(s)机动辅助1 精铣距中心线34mm的平面50121352 精铣距中心距24mm的平面5012135 345678设计审核标准化会签标记处数更改文件号签字日期标记处数更改文件号签字日期翟伟强罗伟张冲南阳理工学院机械加工工序卡片产品型号零件图号产品名称CA6140法兰盘零件名称CA6140法兰盘共15页第9页车间工序号工序名材料牌号8 HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件11设备名称设备型号设备编号同时加工件数卧式车床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时(s)机动辅助1 磨Φ45外圆柱面2 磨B面345678设计审核标准化会签标记处数更改文件号签字日期标记处数更改文件号签字日期翟伟强罗伟张冲机械加工工序卡片南阳理工学院机械加工工序卡片产品型号零件图号产品名称CA6140法兰盘零件名称CA6140法兰盘共15页第10页车间工序号工序名材料牌号9 HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件11设备名称设备型号设备编号同时加工件数卧式车床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时(s)机动辅助1 钻Φ4mm孔240302 扩Φ6mm孔16030345678设计审核标准化会签标记处数更改文件号签字日期标记处数更改文件号签字日期翟伟强罗伟张冲南阳理工学院机械加工工序卡片产品型号零件图号产品名称CA6140法兰盘零件名称CA6140法兰盘共15页第11页车间工序号工序名材料牌号10 HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件11设备名称设备型号设备编号同时加工件数卧式车床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时(s)机动辅助1 钻4*Φ9孔120302345678设计审核标准化会签标记处数更改文件号签字日期标记处数更改文件号签字日期翟伟强罗伟张冲南阳理工学院机械加工工序卡片产品型号零件图号产品名称CA6140法兰盘零件名称CA6140法兰盘共15页第12页车间工序号工序名材料牌号11 HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件11设备名称设备型号设备编号同时加工件数卧式车床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时(s)机动辅助1 抛光B面2345678设计审核标准化会签标记处数更改文件号签字日期标记处数更改文件号签字日期翟伟强罗伟张冲机械加工工序卡片南阳理工学院机械加工工序卡片产品型号零件图号产品名称CA6140法兰盘零件名称CA6140法兰盘共15页第13页车间工序号工序名材料牌号12 HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件11设备名称设备型号设备编号同时加工件数卧式车床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时(s)机动辅助1 去毛刺2345678设计审核标准化会签标记处数更改文件号签字日期标记处数更改文件号签字日期翟伟强罗伟张冲南阳理工学院机械加工工序卡片产品型号零件图号产品名称CA6140法兰盘零件名称CA6140法兰盘共15页第14页车间工序号工序名材料牌号13 HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件11设备名称设备型号设备编号同时加工件数卧式车床精雕机夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时(s)机动辅助1 刻字,刻线2345678设计审核标准化会签标记处数更改文件号签字日期标记处数更改文件号签字日期翟伟强罗伟张冲南阳理工学院机械加工工序卡片产品型号零件图号产品名称CA6140法兰盘零件名称CA6140法兰盘共15页第15页车间工序号工序名材料牌号14 HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件11设备名称设备型号设备编号同时加工件数卧式车床镀铬设备夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时(s)机动辅助1 镀铬2345678设计审核标准化会签标记处数更改文件号签字日期标记处数更改文件号签字日期翟伟强罗伟张冲。
法兰盘工序卡(全套)
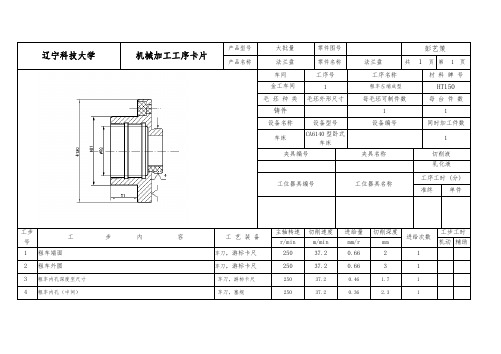
辽宁科技大学机械加工工序卡片产品型号大批量零件图号彭艺策产品名称法兰盘零件名称法兰盘共 1 页第 1 页车间工序号工序名称材料牌号金工车间 1 粗车左端成型HT150 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数车床CA6140型卧式车床1夹具编号夹具名称切削液乳化液工位器具编号工位器具名称工序工时 (分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗车端面车刀,游标卡尺250 37.2 0.66 2 12 粗车外圆车刀,游标卡尺250 37.2 0.663 13 粗车内孔深度至尺寸车刀,游标卡尺250 37.2 0.46 1.7 14 粗车内孔(中间)车刀,塞规250 37.2 0.36 2.3 1辽宁科技大学机械加工工序卡片产品型号大批量零件图号彭艺策产品名称法兰盘零件名称法兰盘共11 页第 2 页车间工序号工序名称金工车间 2 粗车右端成型HT150毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数车床CA6140型卧式车床1夹具编号夹具名称切削液三爪自定心卡盘乳化液工位器具编号工位器具名称工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗车端面(右)车刀,游标卡尺250 37.2 0.66 1.2 12 粗车内孔(右)(保证孔直径为φ46)车刀,塞规250 37.2 0.46 2.4 13 粗车内孔深度至尺寸25.4 车刀,游标卡尺250 37.2 0.46 1.7 14 粗车内孔(中间)(保证孔直径为φ34)车刀,塞规250 37.2 0.36 2.3 1辽宁科技大学机械加工工序卡片产品型号大批量零件图号彭艺策产品名称法兰盘零件名称法兰盘共11 页第 3 页车间工序号工序名称材料牌号金工车间3 半精车左端成型HT150毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数车床CA6140型卧式车床1夹具编号夹具名称切削液乳化液工位器具编号工位器具名称工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗车端面(右)车刀,游标卡尺250 37.2 0.66 1.2 12 粗车内孔(右)(保证孔直径为φ46)车刀,塞规250 37.2 0.46 2.3 13 粗车内孔(右)深度至尺寸15.5 车刀,游标卡尺250 37.2 0.46 1.6 1辽宁科技大学机械加工工序卡片产品型号大批量零件图号彭艺策产品名称法兰盘零件名称法兰盘共11 页第 4 页车间工序号工序名称材料牌号金工车间4 半精车右端成型HT150毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数车床CA6140型卧式车床1夹具编号夹具名称切削液乳化液工位器具编号工位器具名称工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 车端面(右)车刀,游标卡尺250 37.2 0.3 1.2 12 车内孔(右)(保证孔直径为34.5)车刀,塞规250 37.2 0.3 19.1 1产品名称法兰盘零件名称法兰盘共11 页第 5 页车间工序号工序名称材料牌号金工车间5 精车左端成型HT150毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数车床CA6140型卧式车床1夹具编号夹具名称切削液乳化液工位器具编号工位器具名称工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 精车φ47内孔车刀,游标卡尺1120 37.2 0.3 0.6 12 精车φ35内孔车刀,塞规1120 37.2 0.46 1 1辽宁科技大学机械加工工序卡片产品型号大批量零件图号彭艺策产品名称法兰盘零件名称法兰盘共11 页第 6 页车间工序号工序名称材料牌号金工车间6 精车右端成型HT150毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数车床CA6140型卧式车床1夹具编号夹具名称切削液乳化液工位器具编号工位器具名称工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 精车端面(右)车刀,游标卡尺1120 37.2 0.3 0.6 12 精车内孔(右)车刀,塞规1120 37.2 0.16 0.9 1辽宁科技大学机械加工工序卡片产品型号大批量零件图号彭艺策产品名称法兰盘零件名称法兰盘共11 页第7 页车间工序号工序名称材料牌号金工车间7 粗铣两平面45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数铣床立式铣床X51 1夹具编号夹具名称切削液专用铣夹具乳化液工位器具编号工位器具名称工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 铣平面铣刀,游标卡尺725 137.2 25 0.6 12 铣平面铣刀,游标卡尺725 137.2 25 0.6 1辽宁科技大学机械加工工序卡片产品型号大批量零件图号彭艺策产品名称法兰盘零件名称法兰盘共11 页第8 页车间工序号工序名称材料牌号金工车间8 精铣两平面HT150毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数铣床立式铣床X51 1夹具编号夹具名称切削液专用夹具乳化液工位器具编号工位器具名称工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 铣平面铣刀,游标卡尺725 137.2 25 0.6 12 铣平面铣刀,游标卡尺725 137.2 25 0.6 1辽宁科技大学机械加工工序卡片产品型号大批量零件图号彭艺策产品名称法兰盘零件名称法兰盘共11 页第9 页车间工序号工序名称材料牌号金工车间9 拉槽HT150毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数拉床立式拉床B5020 1夹具编号夹具名称切削液专用夹具乳化液工位器具编号工位器具名称工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 拉槽拉刀,游标卡尺500 27.4 0.14 0.16 1辽宁科技大学机械加工工序卡片产品型号大批量零件图号彭艺策产品名称法兰盘零件名称法兰盘共11 页第10 页车间工序号工序名称材料牌号金工车间10 钻孔HT150毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数钻床立式Z525钻床 1夹具编号夹具名称切削液专用钻夹具乳化液工位器具编号工位器具名称工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻两孔(表面粗糙度达到Ra12.5,孔直径为φ11) 麻花钻,内径千分尺392 14.5 0.28 19.1 12 扩两孔(表面粗糙度达到Ra6.3,孔直径为φ16.5) 扩孔钻,塞规680 25.5 0.48 0.7 1辽宁科技大学机械加工工序卡片产品型号大批量零件图号彭艺策产品名称法兰盘零件名称法兰盘共11 页第11 页车间工序号工序名称材料牌号金工车间11 钻孔HT150毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数钻床立式Z525钻床 1夹具编号夹具名称切削液专用钻夹具乳化液工位器具编号工位器具名称工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻3孔(表面粗糙度达到Ra12.5,孔直径为φ11) 麻花钻,内径千分尺392 14.5 0.28 19.1 12 钻斜孔(表面粗糙度达到Ra1.6,孔直径为φ4) 麻花钻,塞规272 10.2 0.48 0.1 1。
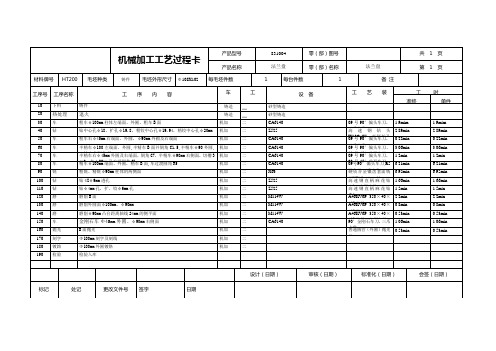
法兰盘机械加工工艺过程卡
二
普通圆管(外圆)抛光机
0.53min
0.53min
170
刻字
Φ100mm刻字及刻线
机加
二
180
镀鉻
Φ100mm外圆镀铬
机加
二
190
检验
检验入库
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处记
更改文件号
签字
日期
机加
二
CA6140
09号90°偏头车刀,R5圆角刀,三爪卡盘,
6.21min
6.21min
90
铣
粗铣、精铣φ90mm柱体的两侧面
机加
二
X63
硬质合金镶齿套面铣刀YT15(d=φ80mm)
6.95min
6.95min
100
钻
钻4Xφ9mm透孔
机加
二
Z525
高速钢直柄麻花钻Φ9,专用夹具
1.66min
1.66min
3.06min
3.06min
70
车
半精车右φ45mm外圆及右端面,倒角C7,半精车φ90mm右侧面,切槽3×2,车φ20mm孔右端倒角C1
机加
二
CA6140
09号90°偏头车刀,02号45°成形车刀,03号3mm切槽刀,三爪卡盘,
1.2min
1.2min
80车Biblioteka 精车φ100mm端面、外圆,精车B面,车过渡圆角R5
110
钻
钻φ4mm孔,扩、铰φ6mm孔
机加
二
Z525
高速钢直柄麻花钻Φ4,
高速钢直柄麻花钻Φ6,专用夹具
1.5min
1.5min
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
湖南工业大学机械加工工序卡片产品型号零(部件)图号产品名称CA6140法兰盘零(部件)名称CA6140法兰盘共10 页第1页车间工序号工序名材料牌号Ⅰ粗车HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(s)准终单件工步号工步容工艺装备主轴转速(r/s)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时(s)机动辅助1 粗车Φ100端面8 158.6 0.9 4 1 5.882 粗车Φ100外圆柱面8 132 0.9 1 2 63 粗车B面 6.7 126 0.9 2 15 754 粗车Φ90外圆柱面 3.05 51.7 0.76 4 1 0.205 粗车Φ45端面9.22 89 0.8 1.2 1 3.66 粗车Φ45外圆柱面12.5 89 0.8 1.1 2 5.47 粗车Φ90端面8 122 0.8 1.2 1 4.2设计(日期)审核(日期)标准化(日期)会签(日期)更改文件号标记处数签字日期标记处数更改文件号签字日期- -潍坊学院机电工程学院机械加工工序卡片产品型号零(部件)图号产品名称CA6140法兰盘零(部件)名称CA6140法兰盘共10 页第 2页车间工序号工序名材料牌号Ⅱ钻孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数立式钻床Z525夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(s)准终单件工步号工步容工艺装备主轴转速(r/s)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时(s)机动辅助1 钻Φ18的孔9.25 35 0.3 37,82 扩Φ19.8的孔 4.53 16.9 0.5 46.8设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期- -法兰盘加工工序卡片3湖南工业大学机械加工工序卡片产品型号零(部件)图号产品名称法兰盘零(部件)名称法兰盘共10页第3页车间工序号工序名材料牌号Ⅲ精铰HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件工步号工步容工艺装备主轴转速(r/s)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时(s)机动辅助1 精铰Φ20的孔 5 19.3 0.5 43.8设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期- -法兰盘加工工序卡片4湖南工业大学机械加工工序卡片产品型号零(部件)图号产品名称法兰盘零(部件)名称法兰盘共10页第4页车间工序号工序名材料牌号Ⅳ半精车HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件工步号工步容工艺装备主轴转速(r/s)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时(s)机动辅助1 半精车Φ100端面8 158.6 0.5 0.7 1 26.42 半精车Φ100外圆柱面8 132 0.2 0.55 1 10.23 半精车B面 6.7 126 0.5 1.1 1 1354 半精车Φ90外面柱面 4.67 51.7 0.28 0.55 1 9.65 半精车Φ45端面9.2 187 0.2 1.2 1 15.66 半精车Φ45外圆柱面9.6 96 0.2 0.7 1 22.27 半精车Φ90端面7.6 134 0.2 0.7 1 16.88 车Φ100柱倒角 1.245 74.7 1.5 1 1.8- -法兰盘加工工序卡片5 - -湖南工业大学机械加工工序卡片产品型号零(部件)图号产品名称法兰盘零(部件)名称法兰盘共10页第5页车间工序号工序名材料牌号Ⅴ精车HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件工步号工步容工艺装备主轴转速(r/s)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时(s)机动辅助1 精车Φ100左端面8 158.6 0.2 0.8 1 26.42 精车Φ100外圆柱面8 132 0.2 0.55 1 19.83 精车B面8 126 0.2 0.55 1 2824 精车Φ45外圆柱面9.75 96 0.2 0.15 2 455 精车Φ90端面7.6 134 0.2 0.3 1 18.6设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期法兰盘加工工序卡片6- -湖南工业大学机械加工工序卡片产品型号零(部件)图号产品名称法兰盘零(部件)名称法兰盘共10页第 6页车间工序号工序名材料牌号Ⅵ粗铣HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数组合机床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件工步号工步容工艺装备主轴转速(r/s)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时(s)机动辅助1 粗铣距中心线34mm的平面0.37 6.9 0.3 52 1352 粗铣距中心距24mm的平面0.37 6.9 0.3 54 360设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期- -湖南工业大学机械加工工序卡片产品型号零(部件)图号产品名称法兰盘零(部件)名称法兰盘共10页第7页车间工序号工序名材料牌号Ⅶ精铣HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数组合机床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件工步号工步容工艺装备主轴转速(r/s)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时(s)机动辅助1 精铣Φ90两平面0.6 11.4 0.2 1 2 135设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期- -湖南工业大学机械加工工序卡片产品型号零(部件)图号产品名称法兰盘零(部件)名称法兰盘共10页第8页车间工序号工序名材料牌号Ⅷ钻孔HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数立式钻床Z525夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件工步号工步容工艺装备主轴转速(r/s)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时(s)机动辅助1 钻4*Φ9孔17.68 30 0.13 26.4设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期- -法兰盘加工工序卡片9湖南工业大学机械加工工序卡片产品型号零(部件)图号产品名称CA6140法兰盘零(部件)名称法兰盘共10页第9页车间工序号工序名材料牌号Ⅸ钻、扩HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数立式钻床Z525夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件工步号工步容工艺装备主轴转速(r/s)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时(s)机动辅助1 钻Φ4mm孔39.8 30 0.13 4.82 扩Φ6mm孔26.53 30 0.13 4.2设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期- -法兰盘加工工序卡片10湖南工业大学机械加工工序卡片产品型号零(部件)图号产品名称法兰盘零(部件)名称CA6140法兰盘共10页第10页车间工序号工序名材料牌号Ⅹ磨HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数轻型外圆磨床MQ1350A夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件工步号工步容工艺装备主轴转速(r/s)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时(s)机动辅助1 磨B面44.5 18 0.998 0.0157 1 1502 磨距离Φ90轴线24mm的侧平面44.5 41.94 0.01 0.015 1 31.8设计(日期)审核(日期)标准化(日期)会签(日期)- -- -。