FANUC Oi B数控系统操作面板说明
FANUC OI 系统操作
组成部分: 1.CRT显示器 1.CRT显示器 2.MDI键盘 2.MDI键盘 3.机床操作面板 3.机床操作器 2.MDI键盘 2.MDI键盘
MDI键盘 MDI键盘
3.机床操作面板 3.机床操作面板 4.控制箱 4.控制箱
4.零件程序 4.零件程序
(二)手动工作方式
1、手动点动 2、手轮进给
机床操作面板
控制箱
仿真操作步骤: 仿真操作步骤:
1、选择机床 2、机床回零 3、安装零件 4、导入数控程序 5、检查运行轨迹 6、装刀具、对刀 装刀具、 7、自动加工
一、系统开机 二、工作方式选择 (一)编辑工作方式 1.零件程序目录检索 1.零件程序目录检索 2.零件程序建立、选择、删除 2.零件程序建立 选择、 零件程序建立、 (1)零件程序建立 (2)零件程序选择 (3)零件程序删除
3.零件程序内容的输入和编辑 3.零件程序内容的输入和编辑
(1)程序内容的输入 程序行( 的插入、 (2)程序行(段)的插入、程序行内字 符的插入 (3)程序段内字符的删除 (4)程序段内字符的修改 (5)程序段的段跳过
(1.)零件程序建立 1.) MDI键盘 MDI键盘、记事本 键盘、 (2)零件程序保存 MDI键盘 PUNCH, MDI键盘:PUNCH,文件类型 *.NC; 键盘: .NC; 记事本:文件另存为, 记事本:文件另存为,文件类型 *.txt (3)零件程序导入 步骤:a.检索 方法一:软件F检索; 检索: 步骤:a.检索:方法一:软件F检索; 方法二:DNC传送 方法二:DNC传送 b.Read: b.Read:导入程序
FANUC oi 系统操作面板各键意义
FANUCT oi 系统操作控制面板一、地址/数字键功能用于输入数据到输入区域,系统将自动判别区分字母和数字。
通过键切换输入。
二、功能键主要负责程序编辑、坐标系和刀具补偿录入、参数的设定、警报的记录、图形确认等。
1、(1位置显示页面键。
用以显示坐标位置屏幕。
位置屏幕有三种方择所需要的坐标系。
(2程序显示与编辑页面键。
用以显示程序屏幕,并可以对显示(3参数输入页面键。
按第一次进入坐标系设置页面;按第二次(4用以显示系统参数屏幕。
(5信息页面键。
用以显示屏幕中的信息,如“报警”信息。
(6图形参数设置页面键。
用以显示用户宏程序屏幕和图形显示屏幕。
2(1换挡键。
在具有两个功能的键上用以切换功能。
(2消除键入区内的数据,按下一次,消除当前光标前一个。
(3输入键。
按下一次,输入数据到缓冲区,并显示在屏幕上;[输入]键。
(4(5可以把输入区中的数据插入到当前光标之后位置。
(6删除键。
删除一个程序或删除全部程序,或删除光标所在的数据。
(7分号输入键。
用于结束一行程序的输入。
与组合3(1复位键。
按下该键,可以实现以下操作功能:①使CNC复位,MDI方式下编辑的程序清除。
(2系统帮助键。
按下该键可获得对未知操作的帮助。
三、面板操作按键功能1、机床运行方式键功能(1按下该键进行编辑运行方式。
(2按下该键进入自动运行方式。
(3按下该键进入MDI运行方式。
(4按下该键进入手动操作方式。
(5按下该键进入手摇操作方式,手摇柄操作有效。
2、操作选择键功能(1按下该键进入单段运行方式(2按下该键机床内照明灯亮。
(3按下该键进行返回机床参考点操作。
3、主轴旋转键(1按下该键主轴正转启动。
(2按下该键主轴停止转动。
(3按下该键主轴反向转动。
4、循环启动/停止键自动加工运行和MDI运行时用以开启和关闭程序。
5、主轴倍率键通过旋转该按钮来调节主轴旋转倍率。
在MDI或自动方式下,当S代码的主轴速度偏高或偏低时,可以用来修调程序中编制的主轴速度。
FANUC Oi B数控系统操作面板说明

FANUC Oi B数控系统操作面板说明您现在的位置:FANUC Oi B数控系统操作面板说明一、机床操作面板结构及功能说明机床操作面板由大小两块组成,小面板上安装有主轴负载表及控制器电源通断按钮,大操作面板位于操作下部,装有各种按钮,指示灯及操作部件,以下主要对人操作面板进行说明。
二、操作面板说明1.CYCLE START 程序执行启动按钮(带灯)自动操作方式时,选择所要执行的程序,按下此按钮自动操作开始,执行自动操作执行期间,按钮内指示灯点亮。
2.FEED HOLD进给保持按钮(带灯)自动执行程序期间,按下此按钮,机床运动轴即减速停止。
3.MODE SELECT方式选择开关,选择机床的工作方式1)EDIT:编辑方式2)AUTO:自动方式3)MDI:手动数据输入方式4)JOG:点动进给方式5)HANDLE:手摇脉冲发生器进给方式6)RAPID:手动快速进给方式?)ZRN:手动返回机床参考零点方式8)DNC:DNC工作方式9)TEACH.H:手轮示教方式4,FEEDRATE OVERRIDE进给速率修调开关以给定的F指令进给时,可在0—150%的范围内修改进给率。
JOG方式时,亦可用其改变JOG速率。
5.BDT程序段跳步功能按钮(带灯)自动操作时此按钮接通,程序中有“\”的程序段将不执行。
6.SBK单程序段执行按钮(带灯)自动操作执行程序时,每按一下CYCLESTART按钮,只执行一个程序段。
7.DRN空运行功能按钮(带灯)自动或MDI方式时,此按钮接通,机床按空运行方式执行程序。
8.Z AXIS LOCK Z轴锁定功能按钮(带灯)自动执行程序时,此按钮接通,可禁止Z轴方向的移动9. MLK机床锁定按钮(带灯)自动,MDI或JOG操作时,此按钮接通,即禁止所有轴向运动已(进给的轴将减速停止)但位置显示仍将更新M,S,T功能不受影响。
10. OPS程序段选择停功能按钮(带灯)此按钮接通,所执行的程序在遇有M01指令处,自动停止执行。
FANUC数控系统0i-B
FANUC 数控系统0i-B 和0i Mate-BFANUC 的CNC 系统0i-B/0i Mate-B 是高可靠性、高性价比的系统。
自2003年推出以来,获得了用户好评。
其特点是结构紧凑,连接简单:使用了高速串行伺服总线(用光缆连接)和串行I/O 数据口,有以太网口。
用该系统的机床可以单机运行,也可以方便地入网用于柔性加工生产线。
该系统使用了FANUC 最新的αis 伺服电动机,这种电机的加速特性好,短期过载倍数可达4倍。
伺服控制软件采用了HRV3,其电流环的控制周期为125ms 。
伺服控制周期的缩短可以提高伺服增益,提高伺服传动的刚性和跟随性,从而可提高工件的加工形状精度。
另外,CNC 的控制软件中有多项提高插补速度、提高精度等先行控制功能(G05和G08),因此,0i-B 非常适合于高精度模具加工机床。
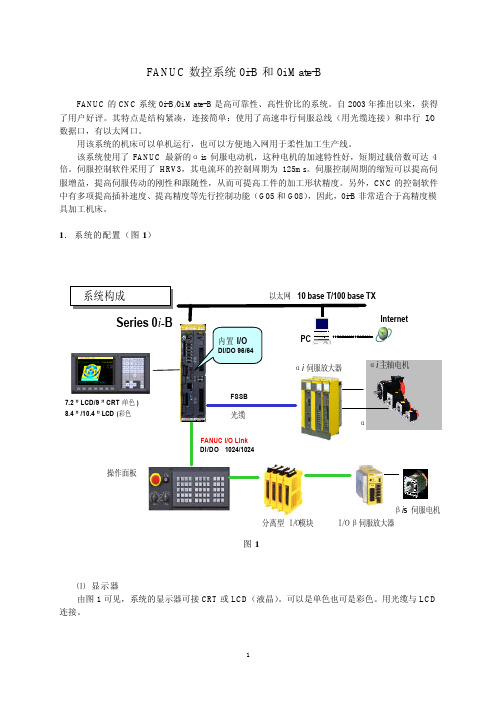
1. 系统的配置(图1)αi s 伺服电机αi 伺服放大器Internetαi 主轴电机⑴ 显示器由图1可见,系统的显示器可接CRT 或LCD (液晶)。
可以是单色也可是彩色。
用光缆与LCD 连接。
⑵进给伺服经FANUC串行伺服总线FSSB,用一条光缆与多个进给伺服放大器(αi系列)相连,放大器有单轴型和多轴型,多轴型放大器最多可接三个小容量的伺服电机,从而可减小电柜的尺寸。
放大器本身是逆变器和功率放大器,位置控制部分在CNC单元内。
进给伺服电动机使用αis系列。
最多可接4个进给轴电机。
伺服电动机上装有脉冲编码器,标配为1,000,000脉冲/转;可选10,000,000脉冲/转(纳米加工时用)。
编码器既用做速度反馈,又用做位置反馈。
高分辨率的位置反馈可提高位置控制精度和伺服刚性。
为了提高进给伺服传动链的精度,系统支持外接(分离型)编码器(如装在滚珠丝杠的某一侧)的半闭环控制和使用直线光栅尺(装在工作台上)的全闭环控制。
分离型位置检测器的接口有并行口(A/B相脉冲)和串行口两种。
位置检测器无论用回转式编码器还是用直线尺均可用增量式或绝对式。
FANUC数控系统面板介绍与编程操作
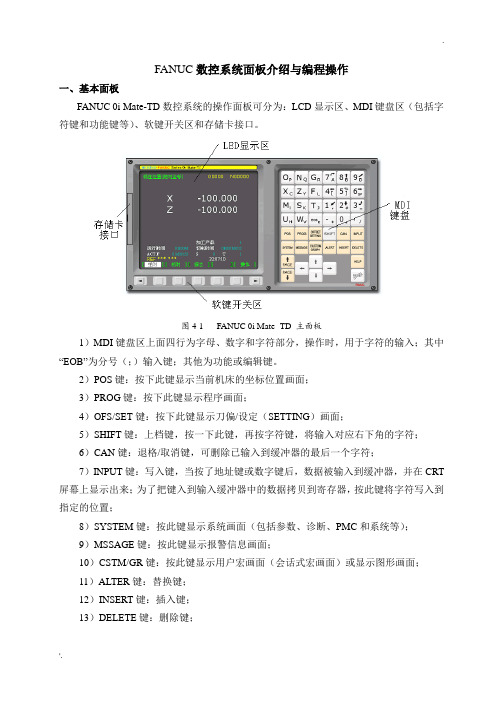
FANUC数控系统面板介绍与编程操作一、基本面板FANUC 0i Mate-TD数控系统的操作面板可分为:LCD显示区、MDI键盘区(包括字符键和功能键等)、软键开关区和存储卡接口。
图4-1 FANUC 0i Mate- TD 主面板1)MDI键盘区上面四行为字母、数字和字符部分,操作时,用于字符的输入;其中“EOB”为分号(;)输入键;其他为功能或编辑键。
2)POS键:按下此键显示当前机床的坐标位置画面;3)PROG键:按下此键显示程序画面;4)OFS/SET键:按下此键显示刀偏/设定(SETTING)画面;5)SHIFT键:上档键,按一下此键,再按字符键,将输入对应右下角的字符;6)CAN键:退格/取消键,可删除已输入到缓冲器的最后一个字符;7)INPUT键:写入键,当按了地址键或数字键后,数据被输入到缓冲器,并在CRT 屏幕上显示出来;为了把键入到输入缓冲器中的数据拷贝到寄存器,按此键将字符写入到指定的位置;8)SYSTEM键:按此键显示系统画面(包括参数、诊断、PMC和系统等);9)MSSAGE键:按此键显示报警信息画面;10)CSTM/GR键:按此键显示用户宏画面(会话式宏画面)或显示图形画面;11)ALTER键:替换键;12)INSERT键:插入键;13)DELETE键:删除键;14)PAGE键:翻页键,包括上下两个键,分别表示屏幕上页键和屏幕下页键;15)HELP键:帮助键,按此键用来显示如何操作机床;16)RESET键:复位键;按此键可以使CNC复位,用以消除报警等;17)方向键:分别代表光标的上、下、左、右移动;18)软键区:这些键对应各种功能键的各种操作功能,根据操作界面相应变化;19)下页键(Next):此键用以扩展软键菜单,按下此键菜单改变,再次按下此键菜单恢复;20)返回键:按下对应软键时,菜单顺序改变,用此键将菜单复位到原来的菜单。
二、操作面板各按键功能说明:方式选择键1)〖EDIT〗键:编辑方式键,设定程序编辑方式,其左上角带指示灯。
[工作]FANUCOiB数控系统操作面板说明
![[工作]FANUCOiB数控系统操作面板说明](https://img.taocdn.com/s3/m/9ca147b9294ac850ad02de80d4d8d15abe23002f.png)
FANUC Oi B数控系统操作面板说明阅读:161一、机床操作面板结构及功能说明机床操作面板由大小两块组成,小面板上安装有主轴负载表及控制器电源通断按钮,大操作面板位于操作下部,装有各种按钮,指示灯及操作部件,以下主要对人操作面板进行说明。
二、操作面板说明1.CYCLE START 程序执行启动按钮(带灯)自动操作方式时,选择所要执行的程序,按下此按钮自动操作开始,执行自动操作执行期间,按钮内指示灯点亮。
2.FEED HOLD进给保持按钮(带灯)自动执行程序期间,按下此按钮,机床运动轴即减速停止。
3.MODE SELECT方式选择开关,选择机床的工作方式1)EDIT:编辑方式2)AUTO:自动方式3)MDI:手动数据输入方式4)JOG:点动进给方式5)HANDLE:手摇脉冲发生器进给方式6)RAPID:手动快速进给方式7)ZRN:手动返回机床参考零点方式8)DNC:DNC工作方式9)TEACH.H:手轮示教方式4,FEEDRATE OVERRIDE进给速率修调开关以给定的F指令进给时,可在0—150%的范围内修改进给率。
JOG方式时,亦可用其改变JOG速率。
5.BDT程序段跳步功能按钮(带灯)自动操作时此按钮接通,程序中有“\”的程序段将不执行。
6.SBK单程序段执行按钮(带灯)自动操作执行程序时,每按一下CYCLESTART按钮,只执行一个程序段。
7.DRN空运行功能按钮(带灯)自动或MDI方式时,此按钮接通,机床按空运行方式执行程序。
8.Z AXIS LOCK Z轴锁定功能按钮(带灯)自动执行程序时,此按钮接通,可禁止Z轴方向的移动9. MLK机床锁定按钮(带灯)自动,MDI或JOG操作时,此按钮接通,即禁止所有轴向运动已(进给的轴将减速停止)但位置显示仍将更新M,S,T功能不受影响。
10. OPS程序段选择停功能按钮(带灯)此按钮接通,所执行的程序在遇有M01指令处,自动停止执行。
11. E-STOP急停按钮机床操作过程中,出现紧急情况时按下此按钮伺服进给及主轴运行立即停止,CNC进入急停状态。
FANUC Oi B操作面板说明
FANUC Oi B数控系统操作面板说明机床操作面板由大小两块组成,小面板上安装有主轴负载表及控制器电源通断按钮,大操作面板位于操作下部,装有各种按钮,指示灯及操作部件,以下主要对人操作面板进行说明。
二、操作面板说明1.CYCLE START 程序执行启动按钮(带灯)自动操作方式时,选择所要执行的程序,按下此按钮自动操作开始,执行自动操作执行期间,按钮内指示灯点亮。
2.FEED HOLD进给保持按钮(带灯)自动执行程序期间,按下此按钮,机床运动轴即减速停止。
3.MODE SELECT方式选择开关,选择机床的工作方式1)EDIT:编辑方式2)AUTO:自动方式3)MDI:手动数据输入方式4)JOG:点动进给方式5)HANDLE:手摇脉冲发生器进给方式6)RAPID:手动快速进给方式?)ZRN:手动返回机床参考零点方式8)DNC:DNC工作方式9)TEACH.H:手轮示教方式4,FEEDRATE OVERRIDE进给速率修调开关以给定的F指令进给时,可在0—150%的范围内修改进给率。
JOG方式时,亦可用其改变JOG速率。
5.BDT程序段跳步功能按钮(带灯)自动操作时此按钮接通,程序中有“\”的程序段将不执行。
6.SBK单程序段执行按钮(带灯)自动操作执行程序时,每按一下CYCLESTART按钮,只执行一个程序段。
7.DRN空运行功能按钮(带灯)自动或MDI方式时,此按钮接通,机床按空运行方式执行程序。
8.Z AXIS LOCK Z轴锁定功能按钮(带灯)自动执行程序时,此按钮接通,可禁止Z轴方向的移动9. MLK机床锁定按钮(带灯)自动,MDI或JOG操作时,此按钮接通,即禁止所有轴向运动已(进给的轴将减速停止)但位置显示仍将更新M,S,T功能不受影响。
10. OPS程序段选择停功能按钮(带灯)此按钮接通,所执行的程序在遇有M01指令处,自动停止执行。
11. E-STOP急停按钮机床操作过程中,出现紧急情况时按下此按钮伺服进给及主轴运行立即停止,CNC 进入急停状态。
数控车床的基本操作
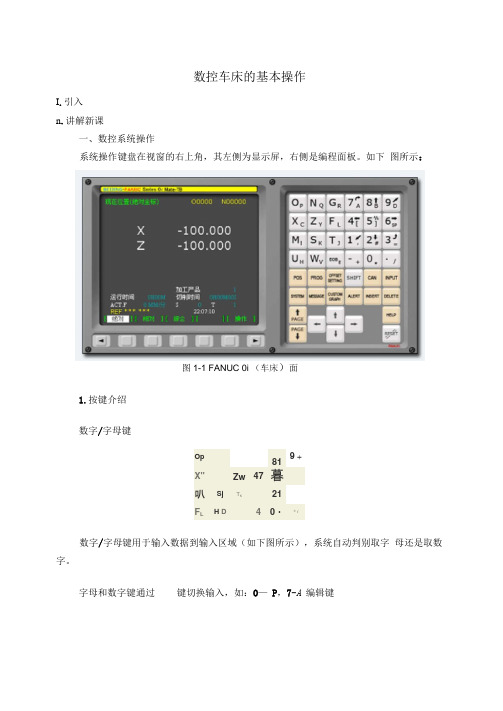
数控车床的基本操作I.引入n.讲解新课一、数控系统操作系统操作键盘在视窗的右上角,其左侧为显示屏,右侧是编程面板。
如下图所示:图1-1 FANUC 0i (车床)面1.按键介绍数字/字母键9十Op81X"Zw47暮叭Sj T K21F L H D40・* i数字/字母键用于输入数据到输入区域(如下图所示),系统自动判别取字母还是取数字。
字母和数字键通过键切换输入,如:O—P,7-A 编辑键替换键用输入的数据替换光标所在的数据。
B删除键删除光标所在的数据;或者删除一个程序或者删除全部程序。
插入键把输入区之中的数据插入到当前光标之后的位置。
Q取消键消除输入区内的数据。
謁回车换行键结束一行程序的输入并且换行。
■:厂上档键页面切换键讯乂程序显示与编辑页面。
m位置显示页面。
位置显示有三种方式,用PAGE按钮选择。
臼参数输入页面。
按第一次进入坐标系设置页面,按第二次进入刀具补偿参数页面。
进入不同的页面以后,用PAGE按钮切换。
系统参数页面诳心信息页面,如“报警”邃聶图形参数设置页面系统帮助页面呼复位键翻页按钮(PAGE二、机床操作面板机床操作面板位于窗口的右下侧,如下图所示 ,主要用于控制机床运行状 态,由模式选择按钮、运行控制开关等多个部分组成,每一部分的详细说明如图1-2 FANUC Oi (车床)面板、数控车床对刀对刀是数控机床加工中极其重要和复杂的工作。
对刀精度的高低将直接影 响到零件的加工精度。
在数控车床车削加工过程中,首先应确定零件的加工原点,以建立准确的 工件坐标系;其次要考虑刀具的不同尺寸对加工的影响, 这些都需要通过对刀 来解决。
二、刀位点刀位点是指程序编制中,用于表示刀具特征的点,也是对刀和加工的基准 点。
对于各类车光标移动(CURSORf 向上移动光标。
I向卜移动光标。
向左移动光标。
向右移动光标。
输入键 把输入区内的数据输入参数页面n«B*DH HJ -D,田向上翻页向下翻页。
功能指令说明 FANUC i PMC
张俊基笔记(功能指令说明)FANUC oi系统——PMC-功能指令编号缩写注释SUB1END1第一级顺序程序结束SUB2END2第二级顺序程序结束SUB3TMR可变定时器,其设定的时间在屏幕的定时器画面中显示和设定ACT=启动信号SUB4DEC译码,当从译码地址读取的BCD码与译码指令中的给定值对比,一致输出“1”,不同输出“0”。
主要用于M或T功能的译码SUB5CTR计数器,可作预置型,环型,加/减计数器,并可选择1或0作为初始值CN0=初始值选择UPDOWN=加/减计数选择RST=复位SUB6ROT旋转控制,用于回转控制,如刀架,旋转工作台等RN0=转台的起始号1或0BYT=位置数据的位数DIR=是否执行旋转方向短路径选择POS=选择操作条件INC=选择位置数或步数SUB7COD代码转换,将BCD代码转换为两位或四位BCD数字SUB8MOVE逻辑乘数数据传送,将逻辑乘数与输入数据进行进行逻辑乘,结果输出到指定地址。
也可从输入地址中,八位信号中,排除不要的位数SUB9COM公共线控制,控制直到公共结束指令(COME)范围内的线圈工作SUB10JMP跳转,用梯形图程序的转移。
当执行时,跳至跳转结束指令(JMPE)而不执行与JMP指令之间的梯形图SUB11PARI奇偶校验,对数据进行奇偶校验,检测到异常时输出报警O.E=0时,偶数校验;O.E=1时,奇数校验SUB14DCNV数据转换,将二进制码转换为BCD码或将BCD码转换为二进制码CNV=0时,二进制码转换为BCD码;NCV=1时,BCD码转换为二进制码SUB15COMP数值大小判别,将输入值与比较值进行比较来判别大小。
输入值小于等于比较值,则输出为1BYT=0时,处理数据为两位BCD;BYT=1时,四位BCDSUB16COIN一致性检测,检测输入值与比较值是否一致。
此指令只适用于BCD数据SUB17DSCH数据检索,在数据表(D)中搜索指定的数据,如未找到指定数据,则输出为1 SUB18XMOV变址数据传送,读取或改写数据表(D)中的内容RW=0时,读出;RW=1时,写入SUB19ADD加法运算,BCD码两位或四位数据相加;运算结果超过加数指定格式,输出置1SUB20SUB减法运算,BCD码两位或四位数据相减;运算结果为负,输出置1SUB21MUL乘法运算,BCD码两位或四位数据相乘;运算结果超过加数指定的格式,输出置1SUB22DIV除法运算,BCD码两位或四位数据相除除数为0,输出置1SUB23NUME定义常数,用于指定常数SUB24TMRB固定定时器,设定时间在编程时确定,不能通过定时器画面修改SUB25DECB二进制译码,可对1,2或4个字节的二进制代码数据译码。
Fanuc Oi & OT操作说明
FANUC OI & OT操作说明FANUC 0I MATE-MB数控铣床 -- 8第一章: 数控系统面板1.1数控系统面板 81.2键盘说明 91.3功能键和软键 111.4输入缓冲区 121.5机床操作面板 131.6手轮面板 15第二章通电开机 16第三章手动操作3.1手动返回参考点 173.2手动连续进给 173.3点动进给速度选择 173.4增量进给 183.5手轮进给 18第四章自动运行操作4.1选择和启动零件程序 204.2停止、中断零件程序 204.3 MDI运行 204.4停止、中断MDI运行 21第五章创建和编辑程序5.1新建程序 235.2从外部导入程序 245.3打开目录中的文件 245.4编辑程序 265.5删除目录中的文件 31第六章设定和显示数据6.1设置刀具补偿值 326.2显示和设置工件原点偏移值 34FANUC 0i Mate-TB数控车床 -- 37 第一章数控系统面板1.1.数控系统面板 371.2.键盘说明 381.3.功能键和软键 401.4.输入缓冲区 411.5.机床操作面板 421.6.手轮面板 46第二章通电开机 48第三章手动操作3.1手动返回参考点 493.2 JOG进给 493.3 手轮进给 50第四章自动运行4.1 存储器运行 524.2 MDI运行 524.3 程序再启动 534.4 单段 54第五章创建和编辑程序5.1 创建程序 555.2 字的检索 555.2跳到程序头 565.3字的插入 565.4字的替换 575.5字的删除 575.6输入过程中的删除 575.7 程序号检索 585.8 删除程序 585.9 输入加工程序 595.10 保存代码程序 59第六章设定和显示数据6.1 设定和显示刀具补偿值 606.2 设定和显示工件原点偏移值 62FANUC 0i M三轴立式加工中心 -- 65 第一章数控系统面板1.1数控系统面板 651.2键盘说明 661.3功能键和软键 681.4输入缓冲区 691.5机床操作面板 701.6手轮面板 72第二章通电开机 73第三章手动操作3.1手动返回参考点 743.2手动连续进给 743.3点动进给速度选择 743.4增量进给 753.5手轮进给 75第四章自动运行操作4.1选择和启动零件程序 764.2停止、中断零件程序 764.3 MDI运行 764.4停止、中断MDI运行 77第五章创建和编辑程序5.1新建程序 795.2从外部导入程序 805.3打开目录中的文件 805.4编辑程序 825.5删除目录中的文件 87第六章设定和显示数据6.1设置刀具补偿值 886.2显示和设置工件原点偏移值 90FANUC 0T数控车床 -- 93 第一章: 数控系统面板1.1数控系统面板 931.2机床操作面板 951.3手轮面板 98第二章手动操作2.1通电开机 992.2手动返回参考点 992.3手动连续进给 992.4点动进给速度选择 1002.5手轮进给 1002.6选择手轮移动轴 1012.7主轴正反转及停止 1012.8主轴速度修调 102第三章程序编辑3.1新建程序 1033.2输入程序的方法 1043.3从外部导入程序 1083.4编辑程序 108第四章数据设置4.1设置刀具磨耗值 1124.2设置刀具形状值 1124.3显示和设置工件原点偏移值 113第五章自动运行操作5.1选择和启动零件程序 1155.2停止、中断零件程序 1155.3 MDI运行 1165.4停止、中断MDI运行 117FANUC 0i Mate-MB数控铣床第一章数控系统面板1.1 数控系统面板1.2 键盘说明名称功能说明复位键按下这个键可以使 CNC 复位或者取消报警等。
FANUCOI面板说明

FANUC OI—T/M说明操作面板介绍机床操作面板位于窗口的右下侧,如下图所示。
主要用于控制机床的运动和选择机床运行状态,由模式选择旋钮、数控程序运行控制开关等多个部分组成,每一部分的详细说明如下。
AUTO:进入自动加工模式。
EDIT: 用于直接通过操作面板输入数控程序和编辑程序。
MDI:手动数据输入。
iNC: 增量进给。
手轮方式移动台面或刀具。
JOG:手动方式,手动连续移动台面或者刀具。
:DNC位置在用232电缆线连接PC机和数控机床,选择数控程序文件传输。
REF:回参考点。
数控程序运行控制开关程序运行开始;模式选择旋钮在“AUTO”和“MDI”位置时按下有效,其余时间按下无效。
程序运行停止,在数控程序运行中,按下此按钮停止程序运行。
机床主轴手动控制开关手动开机床主轴正转手动开机床主轴反转手动关机床主轴手动移动机床台面按钮单步进给量控制旋钮选择手动台面时每一步的距离。
X1为0.001毫米,X10. 为0.01毫米,X100为0.1毫米,X1kK为1毫米。
置光标于旋钮上,点击鼠标左键选择。
进给速度(F)调节旋钮调节数控程序运行中的进给速度,调节范围从0~150% 。
置光标于旋钮上,点击鼠标左键转动。
主轴速度调节旋钮调节主轴速度,速度调节范围从0~120%。
手脉把光标置于手轮上,按鼠标左键,移动鼠标,手轮顺时针转,机床往正方向移动,手轮逆时针转,机床往负方向移动。
单步执行开关每按次执行一条数控指令。
程序段跳读自动方式按下次键,跳过程序段开头带有“/”程序。
程序停自动方式下,遇有M00程序停止。
机床空转按下此键, 各轴以固定的速度运动。
手动示教冷却液开关按下此键, 冷却液开。
在刀库中选刀按下此键, 刀库中选刀。
程序编辑开关置于“ON”位置,可编程序。
程序重启动由于刀具破损等原因自动停止后,程序可以从指定的程序段重新启动。
程序锁开关按下此键, 机床各轴被锁住。
数控系统介绍在“视图”下拉菜单或者浮动菜单中选择“控制面板切换”后,数控系统操作键盘会出现在视窗的右上角,其左侧为数控系统显示屏,如下图所示。
FANUC数控铣床操作面板介绍
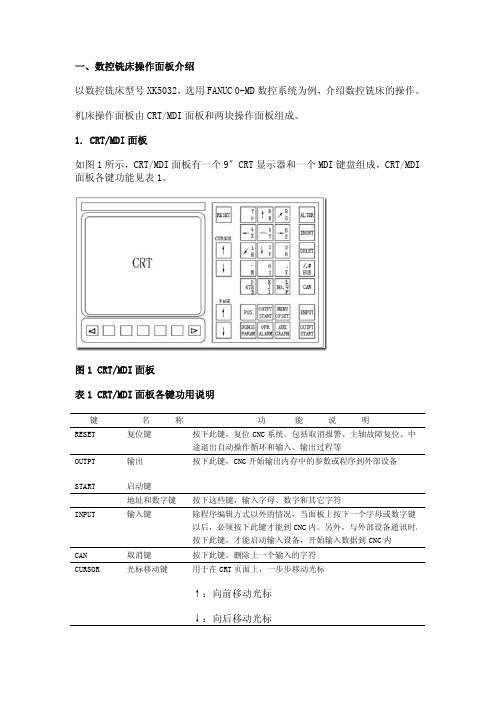
一、数控铣床操作面板介绍以数控铣床型号XK5032,选用FANUC0-MD数控系统为例,介绍数控铣床的操作。
机床操作面板由CRT/MDI面板和两块操作面板组成。
1.CRT/MDI面板如图1所示,CRT/MDI面板有一个9〞CRT显示器和一个MDI键盘组成,CRT/MDI 面板各键功能见表1。
图1CRT/MDI面板表1CRT/MDI面板各键功用说明键名称功能说明RESET复位键按下此键,复位CNC系统。
包括取消报警、主轴故障复位、中途退出自动操作循环和输入、输出过程等OUTPT START 输出启动键按下此键,CNC开始输出内存中的参数或程序到外部设备地址和数字键按下这些键,输入字母、数字和其它字符INPUT输入键除程序编辑方式以外的情况,当面板上按下一个字母或数字键以后,必须按下此键才能到CNC内。
另外,与外部设备通讯时,按下此键,才能启动输入设备,开始输入数据到CNC内CAN取消键按下此键,删除上一个输入的字符CURSOR光标移动键用于在CRT页面上,一步步移动光标↑:向前移动光标↓:向后移动光标PAGE 页面变换键用于CRT 屏幕选择不同的页面↑:向前变换页面↓:向后变换页面POS 位置显示键在CRT 上显示机床现在的位置PRGRM程序键在编辑方式,编辑和显示在内存中的程序在MDI 方式,输入和显示MDI 数据MENU OFSET 刀具偏置数值和宏程序变量的显示的设定DGNOS PRARM 自诊断的参数键设定和显示参数表及自诊断表的内容OPRALARM 报警号显示键按此键显示报警号AUXGRAPH图象图象显示功能2.下操作面板如图2所示,面板上个按钮、旋钮、指示灯功用说明见表2。
图2下操作面板表2下操作面板各开关功用说明开关名称功用说明CNC POWER CNC 电源按钮按下ON 接通CNC 电源,按下OFF 断开CNC 电源CYCLE START循环启动按钮(带在自动操作方式,选择要执行的程序后,按下此灯)按钮,自动操作开始执行。
第三章 FANUC oi系统数控车床操作
第三章FANUC oi数控车床第一节FANUC O-T DⅡ控制面板一、系统功能指令表在表3-1中列出的是FANUC O-TD Ⅱ系统常用指令。
表3-1 系统功能指令表G(M)代码组功能*G00 G01 G02 G03 01组定位(快速进给)直线插补(切削进给)圆弧插补CW(顺时针)圆弧插外CCW(逆时针)G04 G27 G28 00组暂停返回参考点检测返回参考点G32 01组螺纹切削*G40 G41 G42 07组取消刀尖R补偿刀尖R补偿(左)刀尖R补偿(右)G50 00组设定坐标系,设定主轴最高转速G90 G92 G94 01组外径,内径车削循环螺纹切削循环端面车削循环G98 *G99 05组每分钟进给每转进给M00 程序停止,按下CNC启动键程序重新开始M02 00组主程序结束M03 M04 M05 01组主轴正转启动主轴反转启动主轴停转M30 00组主程序结束,自动返回到程序开头M98 M99 调用子程序子程序结束及返回注1). *号表示电源接通时G代码状态。
注2). 00组的代码为一次性代码。
注3). 一但指定了G代码一览表中没有的G代码,系统显示报警。
(NO.010)注4). 无论有几个不同组的G代码,不能在同一程序段内指令,果同组的G代码在同一程序段内指令了2个以上的代码时,指令后者有效。
注5).以上所述同样适用于M代码。
二、FANUC O-TDⅡCK6136A 数控车床的操作1、开机机床在开机之前应先接通380 V±2%相交流电源,并且确定以下几项注意事项:1)、机床不得处于-5℃以下和40℃以上温度环境下运行。
2)、机床不得处于湿度大于75%环境下运行。
3)、机床不得在高粉尘杂质空气和含污染腐蚀的物质的[空气中运行。
确定以上几项之后,接通电源,打开机床电源开关,按下CNC启动按钮后等待系统启动正常即可对其进行操作,系统启动过程中不要碰MDI面板上的任何键。
2、熟悉机床操作面板CK6136A数控车床的操作面板由CRT/MDI面板和机床操作面板组成。
FANUC Oi系统数控车床操作PPT课件

主轴停
测量工件直径,
按
出现
对话框
输入工件直
径值(如 x38.23 )
按 测量 软键
X坐标值更改
X对刀完成.
精选ppt2021最新
12
三、基本操作
(五)输入并编辑数控程序 1.输入数控程序 按操作面板上的编辑键 ,编辑状态指示
灯变亮,此时已进入编辑状态。按MDI键盘 上的键,CRT界面进入编辑页面,此时就可 以进行程序的手动输入。
第三节 FANUC Oi系统数控车 床操作
精选ppt2021最新
1
一、FANUC OI数控车床操作面 板
1.液晶显示器CRT:人机对话的窗口; 2、机械控制面板:由监控灯和倍率键、循环启动、
进给保持、超程解除键等组成,对机床和数控系 统的运行模式进行设置和监控; 3.MDI键盘:由字母键、数字键光标键等组成, 实现MDI输入; 4.紧急停止按钮:实现对机床和数控系统的紧急 控制。
数控车床【工件坐标系的建立】
将工件原点相对机床原点的偏移坐标值输入到偏置设置
的工具补正/形状窗口中X、Z输入的数值,该值可通过系统
的“测量” 功能自动计算并输入。
步骤:(X方向为例)
1.手动试车外圆,只能沿Z向退出
2.测量试车外圆直径,如48.258mm
3.进入“OFFSET” “形状”窗口,光标移动相应番号X栏
FANUC-oi系统的建立车床工件坐标系就是将每把刀的刀位点与工件原点重
合时的机床坐标值告知数控系统,并以刀具指令T____四位数调用。
工具补正窗口中X、Z输入的数值(工件原点相对机床原点的偏移坐标值) 如图所示(以X为例),可通过系统的“测量” 功能自动计算出偏置值并输入。
精选ppt2021最新
FANUC Series OI 0I-B 系统规格说明书手册(B-63832C)
BEIJING-FANUC 0i-B0i Mate-B规格说明书B-63832C/01BEIJING-FANUC,2003/10安全须知本节叙述有关CNC装置使用时的安全措施。
用户必须遵守这些措施以保证装有CNC装置(本书所叙述都认为是这类配置)的机床的安全。
注意有些措施只与一些特定的功能有关,因此对某些CNC装置不适用。
操作者必须遵守机床厂提供的说明书中指明的与机床有关的安全措施。
在操作机床或编制程序控制机床运行之前,操作者必须完全熟悉本说明书及机床厂提供的相说明书的内容。
目录1.警告、注意和注释的定义…………………………………………………..s-1 2.一般的警告和注意…………………………………………………………..s-2 3.与编程有关的警告和注意…………………………………………………..s-3 4.与操作有关的警告和注意…………………………………………………..s-4 5.与日常维护有关的警告……………………………………………………..s-5目录 B-63832C/01 1本手册包含保护用户和防止机床损坏的安全措施。
这些措施根据安全性质分为警告和注意。
补充的信息作为注释叙述。
在操作机床之前请仔细的阅读警告、注意和注释。
警告如果不准守指定的操作方法或步骤,有可能使操作者受到伤害或者损坏设备,同时也会伤害操作者。
注意如果不准守指定的操作方法或步骤,有可能损坏设备。
注释注释用于指出除警告和注意之外的补充信息。
○请仔细阅读本说明书,并妥善保管。
B-63832C/01 安全须知2警告1.零件加工前,一定要首先检查机床的正常运行。
起动加工前,一定要通过试运行确信机床工作正常。
例如:用单程序段,进给倍率,或机械的锁住等在机床不装工件和刀具时检查机床是否正确运行。
如果机床动作不正确,机床会有误动作,有可能损坏工件、机床或伤害操作者。
2.操作机床之前,请仔细地检查输入的数据。
如果使用了不正确的数据,机床可能误动作,有可能引起工件的损坏、机床本身的损坏或伤害操作者。
FANUC Oi B数控系统操作面板说明
FANUC Oi B数控系统操作面板说明FANUC Oi B数控系统操作面板说明一、机床操作面板结构及功能说明机床操作面板由大小两块组成,小面板上安装有主轴负载表及控制器电源通断按钮,大操作面板位于操装有各种按钮,指示灯及操作部件,以下主要对人操作面板进行说明。
二、操作面板说明1.CYCLE START 程序执行启动按钮(带灯)自动操作方式时,选择所要执行的程序,按下此按钮自动操作开始,执行自动操作执行期间,按钮内指2.FEED HOLD进给保持按钮(带灯)自动执行程序期间,按下此按钮,机床运动轴即减速停止。
3.MODE SELECT方式选择开关,选择机床的工作方式1)EDIT :编辑方式2)AUTO :自动方式3)MDI :手动数据输入方式4)JOG :点动进给方式5)HANDLE :手摇脉冲发生器进给方式6)RAPID :手动快速进给方式?)ZRN :手动返回机床参考零点方式8)DNC :DNC 工作方式9)TEACH.H :手轮示教方式4,FEEDRATE OVERRIDE进给速率修调开关以给定的F 指令进给时,可在0—150%的范围内修改进给率。
JOG 方式时,亦可用其改变JOG 速率。
5.BDT 程序段跳步功能按钮(带灯)自动操作时此按钮接通,程序中有“\”的程序段将不执行。
6.SBK 单程序段执行按钮(带灯)自动操作执行程序时,每按一下CYCLESTART 按钮,只执行一个程序段。
7.DRN 空运行功能按钮(带灯)自动或MDI 方式时,此按钮接通,机床按空运行方式执行程序。
8.Z AXIS LOCK Z轴锁定功能按钮(带灯)自动执行程序时,此按钮接通,可禁止Z 轴方向的移动9. MLK机床锁定按钮(带灯)自动,MDI 或JOG 操作时,此按钮接通,即禁止所有轴向运动已(进给的轴将减速停止) 但位置显示仍将S ,T 功能不受影响。
10. OPS程序段选择停功能按钮(带灯)此按钮接通,所执行的程序在遇有M01指令处,自动停止执行。
fanuc数控系统的操作及相关功能说明
FANUC数控系统的操作及有关功能FANUC数控系统的操作及有关功能发那科有多种数控系统,但其操作方法基本相同。
本文叙述常用的几种操作。
1.工作方式FANUC公司为其CNC系统设计了以下几种工作方式,通常在机床的操作面板上用回转式波段开关切换。
这些方式是:①.编辑(EDIT)方式:在该方式下编辑零件加工程序。
②.手摇进给或步进(HANDLE/INC)方式:用手摇轮(手摇脉冲发生器)或单步按键使各进给轴正、反移动。
③.手动连续进给(JOG)方式:用手按住机床操作面板上的各轴各方向按钮使所选轴向连续地移动。
若按下快速移动按钮,则使其快速移动。
④.存储器(自动)运行(MEM)方式:用存储在CNC内存中的零件程序连续运行机床,加工零件。
⑤.手动数据输入(MDI)方式:该方式可用于自动加工,也可以用于数据(如参数、刀偏量、坐标系等)的输入。
用于自动加工时与存储器方式的不同点是:该方式通常只加工简单零件,因此都是现编程序现加工。
⑥.示教编程:对于简单零件,可以在手动加工的同时,根据要求加入适当指令,编制出加工程序。
操作者主要按这几种方式操作系统和机床。
2.加工程序的编制①.普通编辑方法:将工作方式置于编辑(EDIT)方式,按下程序(PROG)键使显示处于程序画面。
此方式下有两种编程语言:G代码语言和用户宏程序语言(MACRO)。
常用的是G代码语言,程序的地址字有G**,M**,S**,T**,X**,Y**,Z**,F**,O**,N**,P**等,程序如下例所示:O0010;N1 G92X0Y0Z0;N2 S600M03;N3 G90G17G00G41D07X250.0Y550.0;N4 G01Y900.0F150;N5 G03X500.0Y1150.0R650.0;N6 G00G40X0Y0M05;N7 M30;编程时应注意的是代码的含义。
车床、铣床、磨床等不同系列的系统同一个G代码其意义是不同的。
不同的机床厂用参数设定的G代码系及设计的M代码的意义也不相同,编程时须查看机床说明书。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
FANUC Oi B数控系统操作面板说明
一、机床操作面板结构及功能说明
机床操作面板由大小两块组成,小面板上安装有主轴负载表及控制器电源通断按钮,大操作面板位于操装有各种按钮,指示灯及操作部件,以下主要对人操作面板进行说明。
二、操作面板说明
1.CYCLE START 程序执行启动按钮(带灯)
自动操作方式时,选择所要执行的程序,按下此按钮自动操作开始,执行自动操作执行期间,按钮内指2.FEED HOLD进给保持按钮(带灯)
自动执行程序期间,按下此按钮,机床运动轴即减速停止。
3.MODE SELECT方式选择开关,选择机床的工作方式
1)EDIT:编辑方式
2)AUTO:自动方式
3)MDI:手动数据输入方式
4)JOG:点动进给方式
5)HANDLE:手摇脉冲发生器进给方式
6)RAPID:手动快速进给方式
?)ZRN:手动返回机床参考零点方式
8)DNC:DNC工作方式
9)TEACH.H:手轮示教方式
4,FEEDRATE OVERRIDE进给速率修调开关
以给定的F指令进给时,可在0—150%的范围内修改进给率。
JOG方式时,亦可用其改变JOG速率。
5.BDT程序段跳步功能按钮(带灯)
自动操作时此按钮接通,程序中有“\”的程序段将不执行。
6.SBK单程序段执行按钮(带灯)
自动操作执行程序时,每按一下CYCLESTART按钮,只执行一个程序段。
7.DRN空运行功能按钮(带灯)
自动或MDI方式时,此按钮接通,机床按空运行方式执行程序。
8.Z AXIS LOCK Z轴锁定功能按钮(带灯)
自动执行程序时,此按钮接通,可禁止Z轴方向的移动
9. MLK机床锁定按钮(带灯)
自动,MDI或JOG操作时,此按钮接通,即禁止所有轴向运动已(进给的轴将减速停止)但位置显示仍将S,T功能不受影响。
10. OPS程序段选择停功能按钮(带灯)
此按钮接通,所执行的程序在遇有M01指令处,自动停止执行。
11. E-STOP急停按钮
机床操作过程中,出现紧急情况时按下此按钮伺服进给及主轴运行立即停止,CNC进入急停状态。
12,MACHINE RESET机床复位按钮
机床通电后,释放急停按钮,如机床正常运行的条件均以具备,按下此按钮,强电复位并接通伺服。
13.PROGRAM PROTECT程序保护开关(带锁)
此开关处于“0”的位置可保护内存程序及参数不被修改,需要执行存入或修改操作时,此开关应置“l 14. TOOL UNCLAMP刀具松放按钮
手动工作方式下,按此按钮可卸下装于上轴上的刀柄。
15.WORK LAMP工作灯开关
16.RPM OVERRIDE土轴转速修调开关
可在50-120%的范围内修调以S指令给定的主轴转速
17. CW 主轴手动正转按钮(带灯)
19.STOP主轴手动停止按钮(带灯)
机床处于手动工作方式,并已有S指令输入的条件下,可使用以上
3只按钮,主轴进行启,停操作,
20.COOL ON冷却泵启动按钮(带灯)
21,COOL OFF冷却泵停止按钮(带灯)
不论处于何种工作方式都可控制冷泵的启停。
22. AXIS SELECT手动进给轴选择开关
23. HANDLE MULTIPLIER手轮进给倍率开关
用于选择手轮进给的每格位置当量。
24.jOG+点动正向按钮
25. JOG-点动负向按钮
点动方式下,以上两只按钮与轴选择开关配合可点动移动各轴,ZRN方式下,JOG+用于相应轴回零操26.MANUAI PELSE CENERTOR手摇脉冲发生器
手轮工作方式下,与轴选择开关配合可以手轮移动各轴。
27.发光二极管指示灯
1)MACHINE POWER (绿)机床电源接通指示
2)MACHINE READY (绿)机床强电复位指示
3)CNC POWER (绿)控制器电源接通指示
4)CNC ALARM (橙)控制器故障报警
5)SPINDLE ALARM (橙)主轴变频器报警。