14Cr1MoR(H)钢板材质分析及应用
14Cr1MoR执行标准丨14Cr1MoR交货状态
一、14Cr1MoR用途14Cr1MoR钢板属于钢板中的一大类-抗氢钢,对应国外牌号SA387Gr11cl2(ASTM),主要用于高压锅炉及容器中气化炉的制作。
14Cr1MoR钢板适用于石油化工、核电、汽轮机缸体、火电等高温高压、与氢或氢混合介质接确的大型设备。
该钢种属于Cr-Mo抗氢钢。
目前国内生产此类钢种的是舞阳钢厂。
二、14Cr1MoR制造方法14Cr1MoR钢板采用氧气顶吹转炉法、平炉法或在电炉中熔炼。
经与需方协商,也可采用其他等效的方法。
三、14Cr1MoR执行标准14Cr1MoR钢板属于高压锅炉容器钢板,执行GB713-2014标准。
四、14Cr1MoR交货状态14Cr1MoR钢板通常以正火+回火状态交货,根据订货时的特殊协议,14Cr1MoR钢板亦可以以退火或回火状态交货。
五、14Cr1MoR尺寸、外形、重量及允许偏差14Cr1MoR钢板的尺寸、外形、重量及允许偏差应符合GB/T 709的规定,厚度允许偏差按GB/T 709的B类偏差。
六、14Cr1MoR包装、标志及质量证明书14Cr1MoR钢板的包装、标志及质量证明书应符合GB/T 247的规定。
七、14Cr1MoR化学成分14Cr1MoR化学成分%C Si Mn Cr Ni Mo Nb V P S0.05~0.17 0.50~0.8 0.40~0.65 1.15~1.50 - 0.45~0.65 - - ≤0.020 ≤0.010八、14Cr1MoR力学性能和工艺性能钢板厚度/mm拉伸试验冲击试验弯曲试验抗拉强度Rm//(N/mm²)屈服强度R eL/(N/mm²)伸长率A/%温度/℃V型冲击功A kv/J180˚b=2a不小于不小于6~100 520~680 31019 20 34 d=3a >100~150 510~670 300九、14Cr1MoR高温力学性能厚度/mm试验温度/℃200 250 300 350 400 450 500 屈服强度R eL或R PO.2/(N/mm2)不小于21-150 255 245 230 220 210 195 176 十、14Cr1MoR现货切割我公司常年库存14Cr1MoR现货1000吨以上,交货状态有14Cr1MoR正火加回火、14Cr1MoR(H),整板购买量大优惠。
70BJ 010-2011 铬钼钢复合钢板制压力容器制造及验收工程技术条件

公司标准70BJ010-2011代替:70BJ010-2005铬钼钢复合钢板制压力容器制造及验收工程技术条件第 1 页共 18 页朱玫张国信李法海陈崇刚2011-04-15 2011-04-20 编制校审标准化审核审定发布日期实施日期目 次1 范围 (1)2 规范性引用文件 (1)3 总则 (2)4 材料 (2)5 制造 (8)6 无损检测 (12)7 焊后热处理及水压试验 (13)8 涂敷和包装运输 (14)1 范围本标准规定了最高操作温度不大于440℃且壳体基层板厚不大于100mm,基层材料为15CrMoR(H)、14Cr1MoR(H)及与此相当的铬钼钢,复层为S11306、S11348、S30403、S30408、S32168、S31603、S31608及与此相当的不锈钢的铬钼钢复合钢板制压力容器在材料、制造、检验以及包装运输等方面的要求。
本标准适用于按GB 150设计的铬钼钢复合钢板制压力容器的制造及验收,不适用于按分析设计标准设计的铬钼钢复合钢板制压力容器的制造和验收。
2 规范性引用文件TSG R0004-2009 固定式压力容器安全技术监察规程GB150 钢制压力容器GB/T223 钢铁及合金化学分析方法GB/T228 金属拉伸试验方法GB/T229 金属夏比缺口冲击试验方法GB/T232 金属材料弯曲试验方法GB713 锅炉和压力容器用钢板GB985.1 气焊、焊条电弧焊、气体保护焊和高能束焊的推荐坡口GB985.2 埋弧焊的推荐坡口GB/T1184-1996 形状和位置公差未注公差值GB/T1804-2000 一般公差未注公差的线性和角度尺寸的公差GB3077 合金结构钢GB/T 4334 金属和合金的腐蚀不锈钢晶间腐蚀试验方法GB/T4338 金属材料高温拉伸试验GB/T5118 低合金钢焊条GB/T6394 金属平均晶粒度测定法GB6479 高压化肥设备用无缝钢管GB8923 涂装前钢板表面锈蚀等级和除锈等级GB9948 石油裂化用无缝钢管GB/T10561 钢中非金属夹杂物含量的测定标准评级图显微检验法GB24511 承压设备用不锈钢钢板及钢带HG/T20592 钢制管法兰(PN系列)HG/T20615 钢制管法兰(Class系列)JB/T4700 压力容器法兰分类与技术条件JB/T4707 等长双头螺柱JB4708 钢制压力容器焊接工艺评定JB/T4709-2000 钢制压力容器焊接规程JB/T4710 钢制塔式容器JB/T4711 压力容器涂敷与运输包装JB/T4730 承压设备无损检测JB/T4731 钢制卧式容器JB4744 钢制压力容器产品焊接试板的力学性能检验JB/T4747 压力容器用钢焊条订货技术条件NB/T47002.1-2009 压力容器用爆炸焊接复合板第一部分不锈钢-钢复合钢板NB/T47008 承压设备用碳素钢和低合金钢锻件NB/T 47010 承压设备用不锈钢和耐热钢锻件NB/T47013.10 承压设备无损检测第10部分:衍射时差法超声检测SH3022 石油化工设备和管道涂料防腐蚀技术规范SH3043 石油化工设备管道钢结构表面色和标志规定SH/T3074 石油化工钢制压力容器SH/T3524 石油化工静设备现场组焊技术规程SH/T3526 石油化工异种钢焊接规程SH/T3527-1999 石油化工不锈钢复合钢焊接规程ASME SA-335 Standard Specification For Seamless Ferritic Alloy-Steel Pipe For High-Temperature Service3 总则3.1 铬钼钢复合钢板制压力容器按TSG R0004-2009、GB150、JB/T4710(对塔式容器)或JB/T4731(对卧式容器)、设计文件以及本标准的规定进行制造和验收。
14Cr1MoR钢板的焊接
14Cr1MoR钢板的焊接作者:胡嘉明于欣来源:《科学与财富》2018年第09期摘要:对焦炭塔14Cr1MoR钢板的焊接性进行分析,制定合理的焊接工艺,采用埋弧焊的方法,对焊前预热、层间温度、焊后消氢进行严格控制,顺利完成了焦炭塔的制造。
关键词:焦炭塔 14Cr1MoR钢板焊接0前言七台河宝泰隆圣迈煤化工有限责任公司订购的焦炭塔(Φ4850mmx30619mmxδ40mm)主体材料为14Cr1MoR钢板,此种钢板是临氢设备用耐热钢。
该材料焊接过程中易产生冷裂纹,因此要成功进行该材料的焊接,就必须对14Cr1MoR钢板的焊接选择合适的焊接材料,制定合理的焊接工艺。
1 14Cr1MoR钢板可焊性分析14Cr1MoR钢板的化学成分组成见表1。
14Cr1MoR钢板可焊性分析14Cr1MoR钢是一种低合金珠光体耐热钢,其力学性能增加了高温屈服性能要求,对0℃夏比冲击吸收能量KV≥34J,供货状态要求正火+回火。
根据国际焊接学会推荐的碳当量计算公式:CE=C+Mn/6+1/5(Cr+Mo+V)+1/15(Ni+Cu)(质量分数,%),由表1中数据计算得出CE=0.5056%。
当CE0.6%时,钢材的焊接性能不好,需预热较高温度,严格控制焊接工艺,才能进行焊接。
由于14Cr1MoR钢的CE=0.5056%,钢材有一定的淬硬倾向,易产生冷裂纹。
因此,基层钢焊接应焊前预热、控制层间的温度并进行消氢处理,以防止接头形成淬硬倾向,防止热影响区的晶粒变粗。
在施焊14Cr1MoR钢时,控制焊接接头的H含量是控制焊后该钢产生冷裂纹的重要措施之一。
这就要求选择匹配的焊接材料既能保证焊缝的化学成分还要保证焊后接头力学性能尤其是0℃冲击韧性,具体的工艺措施采取焊前预热、焊接过程中控制层间温度、焊后消氢处理等。
2 焊接材料和焊接方法焊接材料应选用同母材化学成分相近的材料并严格控制焊接材料中的S、P等杂质含量。
结合以上分析,确定采用埋弧焊,选用H10Cr1MoA焊丝+SJ603焊剂。
14Cr1MoR钢和15CrMoR钢的对比研究
◎王东峰14Cr1MoR 钢和15CrMoR 钢的对比研究(作者单位:大连凯飞化学股份有限公司)引言14Cr1MoR 钢和15CrMoR 钢[1]是以铬、钼合金元素为主的Cr-Mo 钢,在400~600℃以下有良好的高温强度及工艺性能,价格较低,广泛用于制作600℃以下的耐热部件,如锅炉钢管、紧固件及高压容器、管道等。
一、两种钢的化学成分和性能1.两种钢的化学成分。
14Cr1MoR 钢应满足GB713的有关规定,其化学成分如表1所示。
2.两种钢的性能。
14Cr1MoR 钢应采用电炉或氧气转炉+真空精炼的冶炼工艺生产的本质细晶粒镇静钢,供货状态为正火+回火。
其力学性能如表3所示。
15CrMoR 钢应采用电炉或氧气转炉+真空精炼的冶炼工艺生产的本质细晶粒镇静钢,供货状态为正火+回火。
其力学性能如表4所示。
14Cr1MoR 和15CrMoR 这两种钢均属于低合金珠光体耐热钢,从上表可以获知,14Cr1MoR 钢的强度比15CrMoR 钢的强度高,而且合金元素含量多;14Cr1MoR 钢具有一定的回火脆化倾向,而15CrMoR 钢的很少发生回火脆化现象。
二、两种钢的焊接性这两种钢的焊接性通常以焊接热影响区的最高硬度(即淬硬性)、冷裂纹敏感性等加以评定。
1.两种钢的碳当量。
碳对钢的焊接性影响很大。
含碳量越高,焊接热影响区的淬硬倾向越大,焊接裂纹的敏感度越大,也就是说,含碳量越高焊接性越差。
碳当量计算法,通常用于预测低合金钢的焊接性,并以碳当量来表征。
目前通用国际焊接学会(ⅡW )推荐的碳当量计算公式:14Cr1MoR 钢的碳当量CE (max ):0.738;15CrMoR 钢的碳当量CE (max ):0.678。
2.两种钢的冷裂纹指数。
当碳当量增加时,钢材的淬硬倾向增大,硬度增加,这时钢材焊接热影响区就容易产生冷裂纹。
钢的焊接冷裂纹倾向不仅与其淬硬程度,而且还与焊缝金属中的化学成分有关。
日本伊藤等人进行了大量的试验后,提出了冷裂纹敏感指数(Pcm )的计算公式:14Cr1MoR 钢的焊接冷裂纹指数Pcm=0.362;15CrMoR 钢的焊接冷裂纹指数Pcm=0.343。
14Cr1MoR容器板,14Cr1MoR钢板切割,14Cr1MoR钢板规格尺寸
14Cr1MoR容器板,14Cr1MoR钢板切割,14Cr1MoR钢板规格尺寸
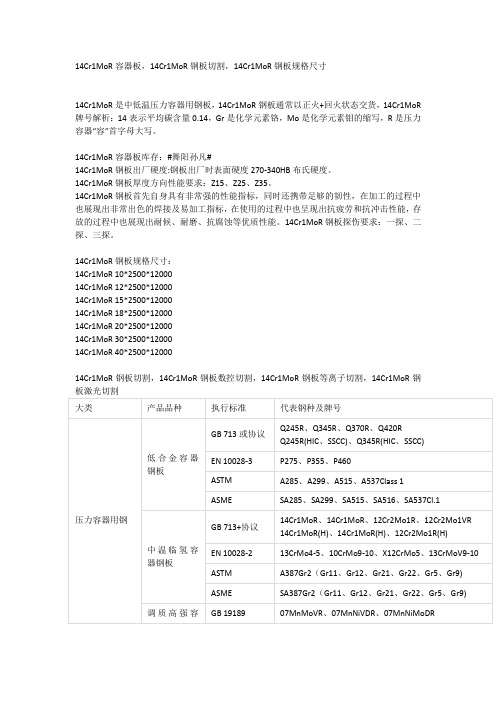
14Cr1MoR是中低温压力容器用钢板,14Cr1MoR钢板通常以正火+回火状态交货,14Cr1MoR 牌号解析:14表示平均碳含量0.14,Gr是化学元素铬,Mo是化学元素钼的缩写,R是压力容器“容”首字母大写。
14Cr1MoR容器板库存:#舞阳孙凡#
14Cr1MoR钢板出厂硬度:钢板出厂时表面硬度270-340HB布氏硬度。
14Cr1MoR钢板厚度方向性能要求:Z15、Z25、Z35。
14Cr1MoR钢板首先自身具有非常强的性能指标,同时还携带足够的韧性,在加工的过程中也展现出非常出色的焊接及易加工指标,在使用的过程中也呈现出抗疲劳和抗冲击性能,存放的过程中也展现出耐候、耐磨、抗腐蚀等优质性能。
14Cr1MoR钢板探伤要求:一探、二探、三探。
14Cr1MoR钢板规格尺寸:
14Cr1MoR 10*2500*12000
14Cr1MoR 12*2500*12000
14Cr1MoR 15*2500*12000
14Cr1MoR 18*2500*12000
14Cr1MoR 20*2500*12000
14Cr1MoR 30*2500*12000
14Cr1MoR 40*2500*12000
14Cr1MoR钢板切割,14Cr1MoR钢板数控切割,14Cr1MoR钢板等离子切割,14Cr1MoR钢板激光切割。
氨合成塔用大厚度14Cr1MoR钢板的研制开发

第22卷第6期宽厚板V ol.22,No.62016 年 12 月WIDE AND HEAVY PLATE December 2016 • 19 •氨合成塔用大厚度14CrlMoR钢板的研制开发李样兵牛红星吴艳阳柳付芳(舞阳钢铁有限责任公司)摘要结合氨合成塔的技术要求以及舞钢4 200 m m宽厚板生产线的装备特点,通过优化成分设计、合 理控制冶炼、轧制及热处理工艺,成功开发出厚度达151 m m的14CrlMoR钢板,并对所研制的钢板进行了力 学、理化性能检验。
结果表明:舞钢开发的151 mm厚14CrlMoR钢板组织为均勻的单一贝氏体回火组织,具有 良好的常温、高温拉伸性能和优良的低温冲击钿性。
关键词氨合成塔14CrlMoR钢板研制开发Study and Development of Large Thickness 14Crl M oR SteelPlate for Ammonia ConverterLi Yangbing,Niu Hongxing,Wu Yanyang and Liu Fufang(Wuyang Iron and Steel Co. ,L td.)Abstract Combining the technical requirements of ammonia converter with installation features of Wugang 4 200 mm wide and heavy plate production line, rationally controlling metling, rolling and heat treatment process, Wugang successfully develops 151 mm thick 14CrlMoR steel plate and performs mechanical testing and chemical analysis on the developed steel plate. The results show that the steel plate composes of uniform and sole bainiate tempering microstructure and possesses good tensile properties at ambient temperature and elevated temperature, excellent low temperature impact toughness.Keywords Ammonia converter 14CrlMoR steel plate Study and development〇前言氨合成塔是合成氨工业中的重要设备,原料 分别为氢、氮、氨混合气体,处于高温、高压和腐蚀 性介质环境,服役条件十分恶劣[1]。
14Cr1MoR钢板的研制开发
5 “ 钛 保 铝 ” 主要 是 为 了改 善 钢 的高 温 组 )微 。 织 和焊接性 能 。这 是 因为钛 和铝 与钢 中氮形成 的氮
化钛 和氮化 铝粒子 在 连铸 和加热 时能有效 阻止 奥 氏
由于该钢 工作 环 境 处 于高 温 、 压 、 氢 接 触 , 役 高 与 服 条件 十 分恶劣 , 此要求 该钢具 有 较高 的强 度 、 因 良好 的塑性 和韧性 、 良的焊 接性 能和 抗 回火脆 化性 能 。 优 新余 钢铁 有 限 责 任公 司 ( 钢 公 司 ) 二 期 技 新 在 改结 束后 , 20 于 09年初 对 1C M R钢种 进行 了研 4r o 1
集 。另外还 能 明显改 善钢 的高温性 能 。
标 志一 收集一 入库 。
I
性 能检测一 取样 一 2 2 化学 成分 设计 .
化 学成 分 设 计 是 依 据 钢 板 所 要 求 的性 能 ( 强 度 、 性 、 接性 等 ) 韧 焊 及各 化 学元 素对 综 合 力 学性 能
F Liun, U a ln, AN ng e U q LI Xioi F Ho m i
( iy rna dSel oLd , i u3 80 i giC i ) Xn uI n t . t. Xn 30 1 a x, hn o eC y Jn a
Absr c B sd o c nc lrq i me to 4 r1 R s e lt d c n io fp at e po u t n,eo bee mp s・ t a t: ae nt h ia e ur n f1 C e e Mo t lpaea o dt n o rci rd ci rs n l o oi e n i c o
14Cr1MoR厚板拼焊封头热处理工艺研究

14Cr1MoR厚板拼焊封头热处理工艺研究裴飞飞;周印梅;吴和斌;王竟雷【摘要】厚板14Cr1MoR封头通常采用热压成型,容易产生回火脆化,降低材料韧性.通过对模拟14Cr1MoR拼焊封头的试板进行正火(940℃,保温2 h)后加速冷却处理、回火热处理[(710±20℃),保温时间3 h]及焊后消应力热处理[(670±20℃),保温时间3.2h],从理论上计算出该热处理工艺回火参数[P]在最佳值范围内;通过力学性能试验结果显示,在该热处理工艺下得到的各项力学性能符合标准要求,强韧性配合良好,说明该热处理工艺合理,有效解决了14Cr1MoR热压成型过程中材料的回火脆化问题.【期刊名称】《山西化工》【年(卷),期】2016(036)005【总页数】3页(P68-69,76)【关键词】14Cr1MoR钢;封头;热成型;回火脆化【作者】裴飞飞;周印梅;吴和斌;王竟雷【作者单位】山西阳煤化工机械有限公司,山西太原 030032;山西阳煤化工机械有限公司,山西太原 030032;山西阳煤化工机械有限公司,山西太原 030032;山西阳煤化工机械有限公司,山西太原 030032【正文语种】中文【中图分类】TQ0514Cr1MoR属于珠光体耐热钢,是普遍使用的热强钢和抗氢钢,广泛用于煤化工设备、核能动力装置、石油精制、加氢裂化设备及其他高温临氢设备[1]。
14Cr1MoR供货热处理状态为正火+回火[2],大直径厚壁(δ≥50 mm)铬钼钢封头通常采用热成型,成型过程中加热温度高于上转变温度点Ac3,容易产生回火脆化,降低材料韧度[3]。
本文针对厚壁14Cr1MoR热成型封头制造过程中存在的问题,通过编制合理的热处理工艺,得到满足要求的14Cr1MoR钢拼焊封头热处理工艺。
1.1 试验材料试验钢板选用江阴兴澄特种钢铁有限公司制造的厚度为80 mm的14Cr1MoR板材,其化学成分见表1。
试板规格600 mm×125 mm×80 mm,2件,采用埋弧自动焊拼焊,选用H11CrMo45B焊丝,焊前预热温度≥120 ℃,层间温度控制在120 ℃~250 ℃。
14Cr1MoR与321复合钢板的焊接技术

目前 ,在 许 多 大 型化 肥 制 造企 业 的压 力容 器 中 , 广泛采用基层 1C l o 4 r M R加复层 3 1 2 合金钢 复合板 。 由 于 为 C— 不 锈钢 复合板 ,焊 接裂纹 敏感 性较 高 ,焊 rMo 接过程 中容易产生冷裂 纹。为满足基 层的强度 、韧 性及
Al 2 3
, 2 .6 _ 4 . 00 5 13 O6 00 4 .o 2 . 1. O2 05 3 .5 .3 00 9 35 25 .2 .7 , 2 .5 . 4 . 00 0 1 O8 00 7 .0 1. 96 OO 00 .4 3 O .2 .2 Oo 4 81 . ,1 .2 05 l 4 0 .3 . 6 . 00 6 09 08 00 3 0 1. 9O OO 00 .8 .O .3 004 86 . .5 . 04 8 4
R3 7 0 H . 00 0 O6 O 2 00 0 . 1 1 8 .3 .3 0 .6 .2 .6 .2 O O 5 . 00 O0 04 O 5
基 层材 料 1 C l R为珠 光体 耐 热钢 。适 用 于 石 4 rMo 油化 工 、核 电、汽轮 机缸 体 、火 电等高 温 高压 、与 氢 或 氢混 合 介 质接 触 的 大 型设 备 ,有 一 定 的淬 硬 倾 向 ,
1 . 坡 口形 式 的设计 3
对 于 焊接 坡 口形式 。应 尽量 考虑 焊接 层数 和填 充
Ti
金 属量 ,设 计 的坡 口形 式及 尺寸 如 图 1 所示 。
6。 0
1C1 0 4 r M 1 05 O5 00 9 .0 1 . 4 .9 .2 .0 00 2 43 o R
14Cr1MoR/022Cr19Ni10大型复合板的焊接工艺

14Cr1MoR/022Cr19Ni10大型复合板的焊接工艺摘要在大型的复合板制造过程中,每个工序都需要严格控制,焊接是最重要的工序之一,通过焊接工艺评定,选择合理的焊接材料和焊接方法,对其可焊性进行分析,制定出切实可行的焊接工艺,为实际焊接施工提供相关技术参数。
关键词焊前准备;焊接材料;工艺性试验;热处理;焊接工艺我公司为天津渤海化工有限责任公司天津碱厂制造的设备硫保护器,筒体、封头材料为14Cr1MoR/022Cr19Ni10复合板,规格为DN3000×(106+4)mm,简图见图:表1 设计技术参数见14Cr1MoR钢淬硬倾向比较大,使焊缝金属的塑性降低,脆性增大,容易产生裂纹,为保证焊接接头在高温、高压和各种腐蚀介质条件下长期安全有效运行,首先进行焊接工艺试验,其具体如下:1)焊前准备试板规格为500×220×(38+4)mm,采用双面坡口,焊前先对坡口及其两侧各至少50mm范围内进行脱脂处理,清理表面的铁锈、油汚等杂质,露出金属光泽;2)焊接方法采用SMAW+SAW,选择焊接材料时充分考虑到焊缝的稀释和碳迁移,为保证覆层焊缝的耐蚀性能和基层的抗裂性能,基层焊条:R307H ,?3.2,?4;过渡层焊条:A062,?4;复层焊条:A002,?4;基层焊丝:H08CrMoA,?4,焊剂:HJ350。
焊条烘干温度为350℃~400℃;3)预热温度和层间温度考虑到基层和覆层的线膨胀系数相差较大,合理的预热温度可减小温差造成的应力以及焊缝中的淬硬组织,但预热温度太高,会增大熔合比,考虑到14Cr1MoR钢的特点,焊前预热200℃~230℃,层间保持250℃;4)焊时采用小的焊接线能量,焊条尽量不做横向摆动,焊时如果出现小的气孔和裂纹,则必须及时予以清除,焊道表面的氧化物必须在施焊下一道前打磨干净;表2 焊接工艺参数见5)施焊完毕对焊缝进行消氢处理。
为防止有冷裂纹的产生,24小时后,按JB4730-2005进行RT100%检测,Ⅰ级合格;6)按热处理工艺进行消除应力热处理,考虑到焊接过程中可能出现返修等情况,保温时间尽量延长,660±20℃消应力,保温4.5小时;7)对试件评定后力学性能见表3表3按GB/T4334.5-2000对试样进行晶间腐蚀试验合格。
14cr1mor 焊接工艺

14cr1mor 焊接工艺14CR1MoR是一种常用的焊接工艺,适用于高温高压工况下的焊接。
下面将从该焊接工艺的特点、应用领域以及焊接参数等方面进行详细介绍。
14CR1MoR焊接工艺具有以下特点:1.高强度:14CR1MoR钢是一种低合金高强度钢,焊接后可以保持较高的强度和耐久性。
2.良好的韧性:焊接后的14CR1MoR钢具有良好的韧性和抗冲击性能,能够适应复杂的工作环境。
3.良好的耐热性:该焊接工艺适用于高温高压环境下的焊接,能够保持较好的耐热性能。
4.适应性强:14CR1MoR焊接工艺适用于各种焊接材料和焊接方法,具有较高的适应性。
接下来,我们来了解一下14CR1MoR焊接工艺的应用领域:1.石油化工:14CR1MoR钢焊接工艺广泛应用于石油化工设备、管道和容器的制造,如石油炼油装置、催化裂化装置、压力容器等。
2.电力行业:14CR1MoR焊接工艺适用于电力行业的锅炉、汽轮机和热交换器等设备的制造和维修。
3.船舶制造:14CR1MoR焊接工艺在船舶制造领域被广泛应用,用于制造船体结构、船舶锅炉和压力容器等。
4.核电工业:14CR1MoR焊接工艺适用于核电工业中的核反应堆压力容器、核电站管道和设备的制造。
除了应用领域外,我们还需要了解14CR1MoR焊接工艺的一些重要参数:1.焊接电流:根据焊接材料和工件的厚度确定合适的焊接电流,过高或过低的焊接电流都会对焊接质量产生不良影响。
2.焊接速度:焊接速度的选择应根据焊缝的要求和焊接材料的特性来确定,过快或过慢的焊接速度都会影响焊接质量。
3.焊接温度:14CR1MoR焊接工艺要求焊接温度控制在合适的范围内,过高的焊接温度会导致材料熔化不均匀,过低的焊接温度则会影响焊缝的强度。
4.焊接气体:根据不同的焊接材料和焊接方法选择合适的保护气体,以保证焊接过程中焊缝的质量。
总结起来,14CR1MoR焊接工艺具有高强度、良好的韧性和耐热性等特点,广泛应用于石油化工、电力、船舶制造和核电工业等领域。
Cr-Mo钢(热强钢和抗氢钢)
1、前言:Cr-Mo钢是目前世界上广泛使用的热强钢和抗氢钢。
由于在低碳钢中加入了Cr、Mo等合金元素,大大提高了钢的综合性能。
如具有良好的高温力学性能、抗高温氧化性能、抗腐蚀性能、良好的韧性、工艺性能和可焊性,故被广泛用于制造石油化工、煤转化、核电、汽轮机缸体、火电等使用条件苛刻、腐蚀介质复杂的大型设备。
过去该类钢大部分依赖进口。
舞钢公司作为国内宽厚钢板科研生产基地,为打破国外垄断,振兴民族工业,实现了Cr-Mo钢板的国产化。
2、产品牌号:SA387Gr11类:14Cr1MoR、SA387Gr11Cl1、SA387Gr11Cl2、1.25Cr-0.5Mo、1.25Cr-0.5Mo-SiSA387Gr12类:15CrMoR、SA387Gr12Cl2、1Cr-0.5MoSA387Gr22类:12Cr2Mo1R、SA387Gr22Cl2、2.25Cr-1Mo2.25Cr-1Mo-0.3V类:12Cr2Mo1VR、2.25Cr-1Mo-0.3V3、Cr-Mo钢板的研发历程1988年以来,舞钢公司开始进行各类Cr-Mo钢板的研制和生产,研制的15 CrMoR 钢板上世纪九十年代已通过鉴定,并获得科学技术进步奖;1991年中国石化总公司发展部和冶金部科技司同意开列“国产2.25 Cr-1Mo钢板焊结构临氢重整反应器的研制”的科学技术研究开发项目,成功地研制出了用于制造热壁加氢反应器的2.25 Cr-Mo特厚钢板,通过了冶金质量评定,用研制板制造的加氢设备在胜利炼油厂使用正常,投产后经479天的工业考核证明完全可以用国产钢板代替进口钢板制造此类反应器。
1997年通过成果鉴定,建议在临氢设备上逐步推广使用。
随着舞钢设备的改造和完善,主要是大型钢锭、电渣重熔冶炼以及热处理设备的扩建和改造,舞钢形成了15CrMoR、1.25Cr-0.5Mo、2.25Cr-1Mo等系列Cr-Mo钢板生产的稳定化,合同量逐年增加。
在大单重、大厚度Cr-Mo抗氢钢开发方面,舞钢公司借助设计院所的力量,不断创新。
14Cr1MoR(H)钢板性能的热处理试验
14Cr1MoR(H)钢板性能的热处理试验摘要:14Cr1MoR(H)是在14Cr1MoR基础上加强抗氢性能,以满足更苛刻的使用要求,本文结合我司对14Cr1MoR(H)钢材的性能研究,对热处理工艺影响钢板性能的情况进行试验与验证。
关键词:14Cr1MoR(H)、压力容器、热处理、钢板性能14Cr1MoR(H)钢属于Cr-Mo低合金钢,该钢具有良好的韧性和塑性、较高的强度、抗回火脆化性能和优良的焊接性能,该钢能在与氢接触、高温、高压等恶劣条件下使用,是普遍使用的热强钢和抗氢用钢,被广泛用于制造与氢相接触的石油、化工等大型装置及临氢设备。
兹有一台压力容器产品:工作压力6.75MPa最高/最低工作温度290℃/260℃,操作介质/特性为含氢气体/易爆,主体材质14Cr1MoR(H),筒体厚度/封头最小成形厚度40mm/40mm。
下面就本产品热处理工艺对钢板性能的影响进行试验,为设备制造后能满足技术要求提供保证。
1. 试板准备筒体下料厚度40mm,封头考虑到成形过程中的减薄量,下料厚度44mm。
钢材供货状态为正火+ 回火。
取筒体试板厚40mm,封头试板厚44mm。
试板力学性能试验项目如下:(1)室温拉伸试验,在Max.PWHT及Min.PWHT状态下各一件。
(2)高温拉伸试验,Max.PWHT状态下做一件。
(3)-20℃KV2 冲击试验,在Max.PWHT及Min.PWHT状态下各做一件。
(4)室温弯曲试验。
2. 钢板性能要求满足下列条件:室温拉伸强度Rm为520~680MPa;室温屈服强度RmL≥310MPa;室温延伸率A≥20%;室温断面收缩率Z≥45%;-20℃KV2 冲击功平均值≥47J;高温(470℃)屈服强度Rp0.2>187.4MPa;室温弯曲试验,弯曲180°,无裂纹。
3.筒体试板热处理工艺试验3.1模拟最小程度焊后热处理工艺Min. PWHT是容器在制造过程中可能达到的最小程度的焊后热处理。
14cr1mor化学成分
14cr1mor化学成分14Cr1MoR是一种常用的低合金高强度钢材,其化学成分对于材料的性能具有重要影响。
本文将从14Cr1MoR的化学成分入手,探讨其在钢材中的作用及对材料性能的影响。
14Cr1MoR钢的化学成分主要包括碳(C)、硅(Si)、锰(Mn)、磷(P)、硫(S)、铬(Cr)、镍(Ni)、钼(Mo)和钛(Ti)。
这些元素在14Cr1MoR 钢中起着不同的作用,下面将分别介绍。
碳(C)是钢材中最常见的元素之一,它可以提高钢的硬度和强度。
在14Cr1MoR钢中,碳的含量一般控制在0.10-0.20%之间,这样可以保证钢材具有一定的强度和韧性。
硅(Si)主要用于提高钢的强度和耐腐蚀性能。
适量的硅可以提高14Cr1MoR钢的硬度和抗拉强度,但过高的硅含量会降低钢的可焊性。
因此,在14Cr1MoR钢中,硅的含量一般控制在0.30-0.60%之间。
锰(Mn)可以提高钢的强度和硬度,并且能够改善钢的热加工性能。
在14Cr1MoR钢中,锰的含量一般控制在0.20-0.40%之间,这样可以保证钢材具有一定的强度和韧性。
磷(P)是14Cr1MoR钢中的杂质元素,其含量应尽量控制在较低的水平,因为过高的磷含量会降低钢的强度和韧性。
在14Cr1MoR钢中,磷的含量一般控制在0.035%以下。
硫(S)是另一个常见的杂质元素,其含量也应尽量控制在较低的水平。
过高的硫含量会降低钢的韧性和可焊性。
在14Cr1MoR钢中,硫的含量一般控制在0.010%以下。
铬(Cr)是提高14Cr1MoR钢抗氧化和耐腐蚀性能的关键元素。
适量的铬可以形成稳定的氧化膜,防止钢材被氧化和腐蚀。
在14Cr1MoR钢中,铬的含量一般控制在0.90-1.20%之间。
镍(Ni)可以提高14Cr1MoR钢的韧性和抗冲击性能。
适量的镍可以促使钢材组织中形成细小的铁素体晶粒,从而提高钢材的韧性。
在14Cr1MoR钢中,镍的含量一般控制在0.20-0.40%之间。
14Cr1MoR钢板的焊接性能
14Cr1MoR钢的焊接性能摘要:根据14CrIMoR钢焊接性特点,为避免在焊接过程中出现冷裂纹、回火脆性等问题,对武汉钢铁厂研制的一种新型高韧性14Cr1MoR钢的焊接性和焊接接头性能进行了试验研究,为今后大力推广此材料的应用提供了科学依据。
关键词: 14Cr1MoR钢:焊接:焊接接头性能Welding of 14Cr1MoR steel 舞钢(师磊152-9076+5221)随着炼油I业的发展,炼油加氢工艺已成为石油炼制的常用工艺,而采用此工艺,炼油厂的加氢设备诸如催化重整、加氢精制.加氢脱硫.加氢裂化等是必不可少的。
加氢设备在高温.高压和氢介质的条件下工作,操作条件相当苛刻,因此,此类设备用钢不仅要求有良好的常温力学性能、高温力学性能,而且要求有良好的抗氢腐蚀性能以前,此类设备用钢材料一般均从国外进口,费用昂责,生产成本高,采购周期长,增加产品制造周期。
为此,武汉钢铁厂研制出-种新型的高韧性14Cr1MoR钢,这种钢主要用于制造壁温小于或等于550 C的加氢反应器换热器,中温变换炉等锅炉压力容器,与进口钢材1.25Cr-0.5Mo钢性能相当,对武钢生产的14Cr1MoR 钢焊接性和焊接接头性能进行了试验研究,为大力推广此材料的应用提供了科学依据。
1 14Cr1MoR钢板的性能14Cr1MoR钢的化学成分见表1,机械性能见表2.2 14Cr1MoR 钢的焊接性试验从14GrIMoR钢板的化学成分不难看出,该材料具有一定的冷裂倾向。
为此,进行了热影响区最高硬度试验、斜Y型坡口对接裂纹试验、十字接头抗裂纹试验.T字型热裂纹试验,对其材料的焊接性进行了试验研究。
2.1热影响区最高硬度试验2.1.1焊接热影响区最高硬度估算焊接热影响区最高硬度与钢中碳的质量百分比有关,在一定程度上反映了该钢的冷裂倾向。
根据常用的热影响区最高硬度的经验公式HVm=90+1 050C+47Si+75Mn+30Ni+31Cr.可计算出14CrIMoR钢的焊接热影响区理论最高硬度值(HV10).上限为401, 下限为353。
一种提高14Cr1MoR钢性能热处理方法分析

管理及其他M anagement and other 一种提高14Cr1MoR钢性能热处理方法分析李海啸摘要:文章分析14Cr1MoR大厚度钢的热处理方法。
开展热处理试验,对试验材料、设备与方案提出严格要求。
在具体试验中,要严格控制钢板的开轧及终轧温度,保证终轧温度在870℃~890℃之间,并以型钢升温、降温对应的膨胀曲线作为依据,同时结合TTT和CCT曲线,明确相变点,分析样品性能与组织物。
结果显示,方案A和B的热处理强度与标准强度上限接近,而方案C的热处理强度高于上限;在冲击韧性方面,方案A和C的平均冲击值均超过230J,样品在试验中存在非均匀组织或碳化物聚集的情况。
为确保型钢的冲击韧性和拉伸强度指标达到要求,建议有关人员对型钢的组织比例进行调控,并严格按照方案B对型钢进行热处理。
关键词:14Cr1MoR大厚度钢;热处理;冲击韧性;拉伸强度作为典型的低合金钢,14Cr1MoR大厚度钢现已在氨合成塔、气化炉等领域得到广泛运用。
考虑到该类型钢需要长期处于高压且高温的恶劣环境下,如何提高其性能并延长其寿命便成为人们关注的焦点。
研究表明,该类型钢冲击韧性、拉伸强度间的匹配程度,通常会给其性能产生直接影响,因此,要想做到大规模生产优质型钢,关键是要以既有热处理制度为基础,对全新制度及工艺进行开发,这同时也是本文所讨论的主要内容,有关人员应对此引起重视。
1 项目提出背景与热处理质量问题1.1 背景说明随着“十四五”规划的开启,煤化工产业进入转型关键期。
在强调大型化的当下,国内企业生产的油化产品总数持续增加,基本能够满足市场需求。
这一转变使得产能面临同质化、规模小和成本高等问题,并面临被淘汰的命运。
新形势下,油化企业想要抢占先机,关键是要将工作重心放在技术研发上。
受技术升级影响,生产所使用的设备逐渐呈现出复杂化、大型化的发展趋势。
只有掌握大规模生产性能、品质及附加值理想的钢板制造方法,企业才能顺利走出困境。
特殊要求14Cr1MoR钢板热处理工艺研究
宽厚板WIDE AND HEAVY PLATE第26卷第3期2020年6月Vol. 22,No. 3June 2020 - 21 -特殊要求14CrlMoR 钢板热处理工艺研究邸熹陈俊奇李样兵王飞高大伟(河钢集团舞钢公司)摘 要 某项目废热锅炉气化炉用14CrlMoR 钢板的技术要求高,生产难度大。
钢板最大厚度达到145mm,且首次采用双模拟焊后热处理制度,最大模焊时间长达33 h,升降温速率55 t/h,装出炉温度>400 t ,试样总在炉时间超过39 h 同时要求检验板厚1/2处交货态、最小和最大模焊态性能,并对现行热处理工艺提出更严格的要求。
针对试制的两种厚度规格钢板热处理工艺展开深入研究,根据实物性能进行工艺调整,最终获的性能。
关键词热处理14CrlMoR 双模焊制度低温冲击性能Study on Heat Treatment Process of 14CrlMoRSteel Plate with Special RequirementsDi Xi,Chen Jimqi,Li Ydngbinn,Wdng Fei dud Gao Dawei(HBIS Group Wustenl Company )Abstroci The 14CrlMoR steel plate foo the gasifier of waste heat boilno in a project hat high technical renuirn-ments and proUpctiou difficalties. The max. thickness of the plate reaches te 145 mm ,the dooPle SPWHT system is ap plied for the first time with max. SPWHT time of 33 h,heatinq and coolinq rate of 55 t/h,charhnq and discharhinq temperature >440 t ,total time of specimee in heat treatmeet fureacc over 39 h. The tests of properties at 1/2 thich-ness position under deliver) condition,min. and max. simPaten post welt heat treatment conditmus are reeuiree ,which has strinqent renuirements d chireat heat treatmeat process. Sn - death study is performea oo the heat treatment process of the triai proUpcen steel plate with two thichness specificatious, the process is trimmen accordinn te actuaiproUpct properties , hood compreheesive mechanichi properties are attainea finalle-KeyworOs Heat Weatmeht, 14CrlMoR ,DopPle SPWHT system ,Low temperature irnpact propertieso 前言某项目废热锅炉气化炉用14CrlMoR 钢是基于GB/2 713 -2014标准的高端容器钢种,同时在 技术条件中加入多项针对特殊使用环境的非标准 质量要求,尤其是钢板厚度较大,各项性能指标苛刻,热处理工艺要求更加严格,致使生产难度加大。
14cr1mo钢管的标准

14cr1mo钢管的标准14Cr1Mo钢管是一种高强度、耐腐蚀的合金钢管,广泛应用于石油、化工、电力等领域。
了解14Cr1Mo钢管的标准对于正确使用和加工这种材料非常重要。
一、14Cr1Mo钢管的化学成分其主要的化学成分包括碳(C)、硅(Si)、锰(Mn)、磷(P)、硫(S)等元素。
这些元素的含量对钢管的性能有着重要影响。
二、14Cr1Mo钢管的性能特点1.高强度:14Cr1Mo钢管具有很高的强度,其屈服强度和抗拉强度均较高,可以在高应力条件下保持优良的性能。
2.耐腐蚀性:14Cr1Mo钢管对大气和某些腐蚀介质具有一定的耐腐蚀性,可以用于一些腐蚀环境下的结构件。
3.良好的低温韧性:14Cr1Mo钢管在低温环境下仍能保持较好的韧性,不易脆裂。
4.良好的焊接性能:14Cr1Mo钢管具有良好的焊接性能,易于焊接和连接。
三、14Cr1Mo钢管的应用领域1.石油化工:14Cr1Mo钢管可以用于制造石油化工设备中的高压容器、管道等。
2.电力工业:14Cr1Mo钢管可以用于制造电力设备中的高温高压锅炉、汽轮机等。
3.机械制造:14Cr1Mo钢管适用于制造高精度、高负荷的机械零件,如齿轮、轴套等。
四、14Cr1Mo钢管的加工工艺1.热处理:14Cr1Mo钢管需要进行热处理,以达到所需的强度和韧性。
热处理过程包括加热、保温和冷却三个阶段,需严格控制温度和时间。
2.焊接:14Cr1Mo钢管具有良好的焊接性能,可以采用焊接方法进行连接。
焊接前需进行预热处理,以减少焊接应力。
3.切割和加工:14Cr1Mo钢管可以进行切割和加工,以满足不同应用的需求。
切割和加工过程中需注意保护材料表面,避免产生划痕和损伤。
五、总结了解和掌握14Cr1Mo钢管的标准对于正确使用这种材料非常重要。
在实际应用中,应根据具体的使用要求和加工条件选择合适的材料和工艺,以确保其满足使用性能要求并保证安全可靠性。
SA387Gr11CL2和14Cr1MoR(H)有什么区别?

1套Min .PWHT
室温弯曲试验
GB/T 232
每张钢板取一件
试样轴线
横向
交货状态
成品分析
GB/T 223
每张钢板取一件
TXT/4处①
交货状态
注:①表3中的大写英文字母:“T”表示钢板的名义厚度。
②最大焊后热处理(Max.PWHT)和最小焊后热处理(Min.PWHT)按如下工艺执行:
表2
项目
数值
单位
室温拉伸Rm
520~~680
MPa
室温拉伸Rp0.2
≥310
MPa
室温拉伸A
≥19
%
室温拉伸 断面收缩率Z
பைடு நூலகம்≥45(适用于园拉伸试样)
≥40(适用于板拉伸试样)
%
0℃夏比冲击功(V型缺口)①
+10℃
平均值≥55
J
0℃
高温拉伸 屈服强度Rp0.2②
见备注
MPa
室温弯曲试验
弯曲180°无裂纹
表4 低温冲击性能检验
适用厚度
冲击温度
单位
数值
≤80mm
-10℃
J
平均值≥41J
冲击性能不能满足表4规定时,应从同一张钢板(或同一样坯)上再取3个试样进行,前后6个试样冲击功的算术平均值不得低于41J,允许有两个试样小于41J但其中小于34J的试样只允许有一个。
F3 钢板硬度:钢板可以取样进行硬度检验,试样经过最小模拟焊后热处理的硬度不大于220HB。取样位置执行表3中取样示意图的规定,检验位置为板厚1/4处。
≤
2ppm
注:(1)熔炼分析应按每炉(罐)号取样,产品分析(包括X系数)应按交货张取样,应满足(Si+Mn)≤1.20%
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
14Cr1MoR(H)
1、14Cr1MoR(H)钢板简介:
14Cr1MoR(H)是临氢设备用铬钼合金钢钢板的一种,适用于制造石油化工和煤化工等临氢设备。
2、14Cr1MoR(H)钢板执行标准:GB/T 35012-2018。
3、14Cr1MoR(H)钢板尺寸、外形、重量及允许偏差
a、钢板的尺寸、外形及允许偏差应符合GB/T709的规定
b、钢板的厚度偏差应符合GB/T709的B类偏差要求,根据需方要求,也可按GB/T709的C 类偏差交货
c、钢板按理论重量交货,计算用钢板密度为7.85g/cm³。
4、14Cr1MoR(H)钢板交货状态
14Cr1MoR(H)交货状态正火加回火,钢板的回火温度应不低于650度。
5、14Cr1MoR(H)钢板冶炼方法
a、14Cr1MoR(H)钢由氧气转炉或电炉冶炼,并应采用炉外精炼工艺,钢液应进行真空处理
b、连铸坯、钢锭压缩比不小于3,电渣重熔坯压缩比不小于2。
6、14Cr1MoR(H)钢板超声检测
14Cr1MoR(H)钢板应进行超声检测,并应符合NB/T47013.3-2015的一级要求。
14Cr1MoR(H)回火脆化系数(熔炼分析和成品分析)J≤150,X≤15。
9、14Cr1MoR(H)钢板表面质量
a、钢板的表面不允许存在裂纹、气泡、结疤、折叠和夹杂等缺陷,如有上述表面缺陷,允许清理,清理深度从钢板实际尺寸算起,不得超过钢板厚度公差之半,并应保证钢板的最小
厚度,缺陷清理处应平滑无棱角,钢板不得有分层
b、其他缺陷允许存在,深度从钢板实际尺寸算起,不得超过钢板厚度公差之半,并应保证缺陷处厚度不小于钢板允许的厚度
c、钢板不准许进行焊补
10、14Cr1MoR(H)钢板晶粒度
14Cr1MoR(H)钢板晶粒度检验应在钢板试样模拟焊后热处理状态进行,奥氏体晶粒度为5级或更细。
11、14Cr1MoR(H)钢板实际应用
14Cr1MoR(H)是临氢设备用铬钼合金钢钢板的一种,适用于制造石油化工和煤化工等临氢设备。
主要用于石化上的加氢设备,如加氢反应器等。