故障处理opl案例参考
PLC故障排查及分析,这几招值得一学!附实例讲解

PLC故障排查及分析,这几招值得一学!附实例讲解PLC硬件损坏或软件运行出错的概率极低,检查故障时,重点应放在PLC的外围电气元件,PLC的故障大多数是外围接口信号故障。
维修时,只要PLC有部分控制的动作正常,就不用怀疑PLC的程序问题。
确认运算程序有输出,而PLC的接口没有输出,则为接口电路故障。
PLC系统的硬件故障多于软件故障,大多是外部信号不满足或执行元件故障引起,而不是PLC系统的问题。
可根据PLC输入、输出状态来判断故障。
PLC的输入输出信号都要通过I/O通道,有些故障会在I/O接口通道上反映出来,有时通过观察I/O接口状态,就可找出故障原因。
PLC都具有自诊断功能,检查故障时可根据报警信息,查明原因并确定故障部位,也是检查和排除PLC故障的基本手段和方法。
先判断故障是全局还是局部的,上位机显示多处控制元件工作不正常,提示很多报警信息,就需要检查CPU模块、存储器模块、通信模块及电源等公共部分。
经验表明PLC控制系统出现的绝大部分故障,都是通过PLC程序检查出来的。
PLC控制系统的动作都是按照一定顺序来完成的,观察系统的动作过程,比较故障和正常时的情况,大多可发现疑点,判断出现故障原因。
有些故障可在屏幕上直接显示出报警原因,有些虽然有报警信息,但并没有直接反映出报警的原因;还有些故障不产生报警信息,只是有些动作不执行;遇到以上两种情况,跟踪PLC程序的运行是检查故障的有效方法。
PLC系统故障分析PLC主要由中央处理单元、输入接口、输出接口、通信接口等部分组成,其中CPU是PLC的核心,I/0部件是连接现场设备与CPU之间的接口电路,通信接口用于与编程器和上位机连接。
对于整体式PLC,所有部件都装在同一机壳内;对于模块式PLC,各功能部件独立封装,称为模块或模板,各模块通过总线连接,安装在机架或导轨上。
PLC控制系统故障分为软件故障和硬件故障两部分。
PLC系统包括中央处理器、主机箱、扩展机箱、I/O模块及相关的网络和外部设备。
PLC软件故障和PLC硬件现场故障处理实例

PLC软件故障和PLC硬件现场故障处理实例plc故障分为软件故障和硬件故障,电工学习网结合PLC系统现场故障处理实例,分享PLC故障维修经验,本文是PLC高手速成秘籍!!PLC主要由中央处理单元、输入接口、输出接口、通信接口等部分组成,其中CPU是PLC的核心,I/0部件是连接现场设备与CPU之间的接口电路,通信接口用于与编程器和上位机连接。
对于整体式PLC,所有部件都装在同一机壳内;对于模块式PLC,各功能部件独立封装,称为模块或模板,各模块通过总线连接,安装在机架或导轨上。
西门子plc系列产品PLC系统故障分析PLC控制系统故障分为软件故障和硬件故障两部分。
PLC系统包括中央处理器、主机箱、扩展机箱、I/O模块及相关的网络和外部设备。
现场生产控制设备包括I/0端口和现场控制检测设备,如继电器、接触器、阀门、电动机等。
1、PLC软件故障PLC具有自诊断能力,发生模块功能错误时往往能报警并按预先程序作出反应,通过故障指示灯就可判断。
当电源正常,各指示灯也指示正常,特别是输入信号正常,但系统功能不正常(输出无或乱)时,本着先易后难、先软后硬的检修原则首先检查用户程序是否出现问题。
用户程序储存在PLC的RAM中,是掉电易失性的,当后备电池故障系统电源发生闪失时,程序丢失或紊乱的可能性就很大,强烈的电磁干扰也会引起程序出错。
2、PLC硬件故障①PLC主机系统故障A、电源系统故障。
电源在连续工作、散热中,电压和电流的波动冲击是不可避免的。
B、通讯网络系统故障。
通讯及网络受外部干扰的可能性大,外部环境是造成通讯外部设备故障的最大因素之一。
系统总线的损坏主要由于PLC多为插件结构,长期使用插拔模块会造成局部印刷板或底板、接插件接口等处的总线损坏,在空气温度变化、湿度变化的影响下,总线的塑料老化、印刷线路的老化、接触点的氧化等都是系统总线损耗的原因。
②PLC的I/O端口故障。
I/O模块的故障主要是外部各种干扰的影响,首先要按照其使用的要求进行使用,不可随意减少其外部保护设备,其次分析主要的干扰因素,对主要干扰源要进行隔离或处理。
OPL优秀案例展示

案例描述
详细描述案例企业的基本 情况、OPL实施过程、实 施前后变化等。
案例分析
从生产效率、质量合格率 、设备故障率、员工操作 规范性等方面对案例进行 深入分析,探讨OPL实施 效果的实际表现。
案例结论
总结案例分析结果,提炼 OPL实施效果的实践经验 ,为企业提供参考和借鉴 。
04 OPL未来发展展望
普及程度将不断提高
随着企业对数字化转型的重视和信息化建设的加速,OPL将在企 业中得到更广泛的应用。
中小企业将成为主要受益者
相对于大型企业,中小企业的信息化建设相对滞后,OPL能够帮助 中小企业快速提升运营效率。
行业差异将逐渐缩小
随着OPL技术的不断发展和普及,不同行业的企业对OPL的应用程 度将逐渐接近。
项目目标
01
02
03
提高生产效率
通过优化生产流程和减少 浪费,提高整体生产效率。
降低成本
通过合理利用资源和减少 浪费,降低生产成本。
提高产品质量
通过优化生产过程和加强 质量控制,提高产品质量。
项目实施过程
诊断问题
对企业生产过程进行全 面诊断,找出存在的问
题和瓶颈。
制定方案
根据诊断结果,制定针 对性的优化方案。
OPL未来发展的挑战与机遇
挑战
技术更新换代快速,需要不断投入研 发力量进行创新;企业信息化水平参 差不齐,推广难度较大;数据安全和 隐私保护问题需要重视。
机遇
国家政策支持力度加大,推动企业数 字化转型;市场需求不断增长,为企 业提供更多商机;新兴技术的涌现将 为OPL的发展带来更多可能性。
THANKS FOR WATCHING
OPL优秀案例展示
OPL单点教育蓄电池断路检修
管理编号制作日期□基础知识□改善案例制作人审核人辅导者■故障处理□规范标准贾玉龙使用部门适用岗位说明
及
图解实施日期
由谁
负责教育者
对谁
受教育者
实施后的评价
学员意见反馈OPL 单点教育
主题
蓄电池断路检修klsh-0012019/12/11分类
售后服务部
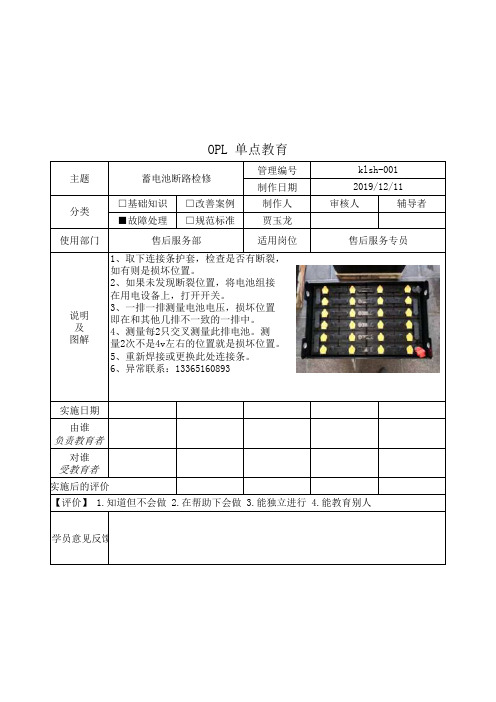
售后服务专员1、取下连接条护套,检查是否有断裂,如有则是损坏位置。
2、如果未发现断裂位置,将电池组接在用电设备上,打开开关。
3、一排一排测量电池电压,损坏位置即在和其他几排不一致的一排中。
4、测量每2只交叉测量此排电池。
测
量2次不是4v左右的位置就是损坏位置。
5、重新焊接或更换此处连接条。
6、异常联系:133********
【评价】 1.知道但不会做 2.在帮助下会做 3.能独立进行 4.能教育别人。
渣处理OPL.

事故水,人员打开检修门进行检查,如发现存在红渣,须开启事故水继续冷却。 4.冷却完毕后,组织人员进入粒化塔内对干渣进行清理。 通知主控人员试车,保证下次出渣的顺利进行。 注意事项: 1.当事故发生后,须专人指挥,统一协调,防止人员伤亡。 2.未开启事故水之前,任何人不得打开粒化塔门,防止红渣喷溅。 3.进入粒化塔内清理干渣时,必须确认所有设备停电挂牌,关闭冲渣泵阀门。 4.清理干渣时,如有大块干渣需打碎或吊出粒化塔内,防止堵塞出渣口篦子。 受教育人签字: 5.清理完毕后,
受教育人签字:
班组长:
车间主任:
OPL 单点课
单位:2#高炉渣处理 编者:王晓波 日期:2015.07.21
类别: 1.基础知识(√) 2.问题改善( )3.故障处理( )4.经验交流( ) 主题:关于渣处理设备启停注意事项 表单号: LTC-2GLZCL-OPL-008 一.渣处理设备启停顺序 启动顺序:皮带→高压清洗泵→转鼓→抽渣泵→粒化泵 停止顺序:粒化泵→抽渣泵→转鼓→高压清洗泵→皮带 二.渣处理设备故障处理 皮带:皮带跑偏或其他故障,及时通知主操进行处理 转鼓:出现变频故障、电气故障及时通知主操查看,反应给工长,确认设备 是否损坏,看能不能放渣。 渣泵:出现故障及时通知主操进行检查 注意事项: 1.在启动设备前,信息确认到位。 2.设备出现故障,第一时间发现问题,及时通知相关人员处理。
OPL 单点课
单位:2#高炉渣处理 编者:杨涛 日期:2015.06.02
类别: 1.基础知识( ) 2.问题改善( )3.故障处理(√)4.经验交流( ) 主题:渣泵管道堵塞 故障处理作业程序 : 1.操作工联系工长放干渣或堵口,并上报事故情况。 2.操作工在确认放干渣或堵口,无熔渣流动的情况下,立即停止渣泵。 3.通知维修工进行事故抢修并准备必须的备品备件,停电挂牌,通知 设备主管到现场检查, 并向相关领导汇报事故情况, 并做好单泵运行的准备。 4.检修完毕,通知送电、摘牌并试车验收。 5.通知工长恢复正常。 注意事项: 1.劳护用品穿戴齐全。 2.专人监护,断电挂牌。 3.试车时人员撤至安全位置。 受教育人签字: 表单号: LTC-2GLZCL-OPL-006
故障处理OPL案例参考
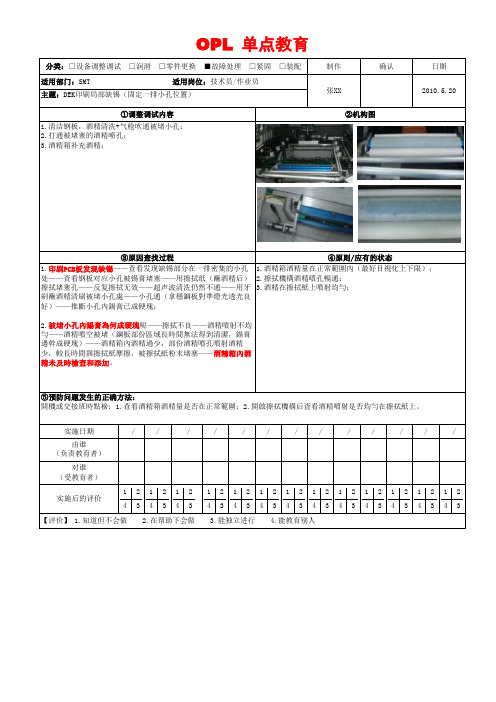
/////////////实施后的评价【评价】 1.知道但不会做 2.在帮助下会做 3.能独立进行 4.能教育别人1.印刷PCB板发现缺锡——查看发现缺锡部分在一排密集的小孔处——查看钢板对应小孔被锡膏堵塞——用擦拭纸(蘸酒精后)擦拭堵塞孔——反复擦拭无效——超声波清洗仍然不通——用牙刷蘸酒精清刷被堵小孔處——小孔通(拿穩鋼板對準燈光透光良好)——推斷小孔內錫膏已成硬塊;2.被堵小孔內錫膏為何成硬塊呢——擦拭不良——酒精噴射不均勻——酒精噴空被堵(鋼板部份區域長時間無法得到清潔,錫膏邊幹成硬塊)——酒精箱內酒精過少,部份酒精噴孔噴射酒精少,較長時間與擦拭紙摩擦,被擦拭紙粉末堵塞——酒精箱內酒精未及時檢查和添加。
1.酒精箱酒精量在正常範圍內(最好目視化上下限);2.擦拭機構酒精噴孔暢通;3.酒精在擦拭紙上噴射均勻;⑤预防问题发生的正确方法:開機或交接班時點檢:1.查看酒精箱酒精量是否在正常範圍;2.開啟擦拭機構后查看酒精噴射是否均勻在擦拭紙上。
实施日期由谁(负责教育者)对谁(受教育者)主题:DEK印刷局部缺锡(固定一排小孔位置)①调整调试内容②机构图1.清洁钢板,酒精清洗+气枪吹通被堵小孔;2.打通被堵塞的酒精喷孔;3.酒精箱补充酒精;③原因查找过程④原则/应有的状态分类:□设备调整调试 □润滑 □零件更换 ■故障处理 □紧固 □装配制作确认日期OPL 单点教育适用部门:SMT适用岗位:技术员/作业员张XX2010.5.2012341234123412341234123412341234123412341234123412342 3。
TPM之教育培训(OPL)实例10
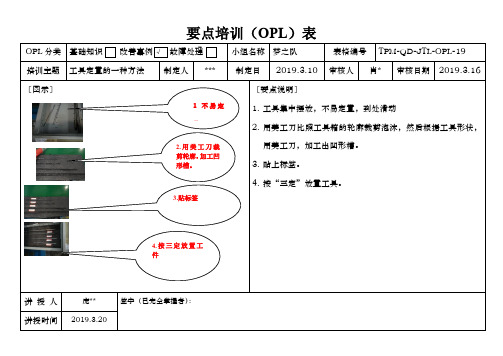
图3 图4
〔要点说明〕
立式加工中心在生产的过程中经常由于产品的切换而要求更换不同的刀具以满足加工的需要,通过以下几点关键操作介绍松刀方法
1.图1将机床操作面板如图“手动方式”按钮按亮。
2.图2左手抓紧主轴上的刀防止落下,右手按下主轴上的松刀开关(绿色按钮)。
3.图3小心取下刀具防止刀具在工装上碰伤或跌落。
4.图4将取下的刀具放在专用的刀具盒中。
刀具取下后操作人员近快从工作台上下来,小心滑倒
讲 授 人
**
签字(已完全掌握者):
讲授时间
3.贴上标签。
4.按“三定”放置工具。
讲 授 人
庞**
签字(已完全掌握者):
讲授时间
20改善事例 故障处理
小组名称
梦之队
表格编号
TPM-QD-JZZ-OPL-020
培训主题
机床主轴松刀方法
制定人
****
制定日
2019.03.14
审核人
审核日期
〔图示〕
要点培训(OPL)表
OPL分类
基础知识 改善事例 故障处理
小组名称
梦之队
表格编号
TPM-QD-JTL-OPL-19
培训主题
工具定置的一种方法
制定人
***
制定日
2019.3.10
审核人
肖*
审核日期
2019.3.16
〔图示〕
〔要点说明〕
1.工具集中摆放,不易定置,到处滑动
2.用美工刀比照工具箱的轮廓裁剪泡沫,然后根据工具形状,用美工刀,加工出凹形槽。
OPL教育
正常
異常
對於壽命應「注意」
異 常
2.異常原因是…鎖緊矩不足 3.在異常的情形下繼續使用時 .就會發生因振動引起的驅動不 定,導致產品的品質不良。
發生鬆動
結果
.馬達以外的驅動部空轉, 導致故障、停止作業 註:為什麼會發生異常呢? 1.壽命(超過使用回數)。 2.過電流。
4.發生異常時的處置 1)向上司報告,2)鎖緊。
OPL (One-Point Lesson)
何謂OPL 何謂OБайду номын сангаасL
所谓的单点教材,简称OPL,就是针对生产中一个特定 问题的解决由员工自己编写的专门教材。因为只是解 决一个问题,不必系统成套,也不必长篇大论,仅编 撰、打印在一张A4 纸上就可以。
特徵和效果 可在短時間達成。 可重複學習並能因此熟練。 可學習身邊的主題有助於工作。
〈育成對於設備與品質強而有力的人材〉 〈育成對於設備與品質強而有力的人材〉
OneOne-Point Lesson
主 題 馬達固定螺絲的鬆弛 主題
OneOne-Point Lesson
繼 電 器 的 異 常
1.在何種狀態,判斷有無異常呢? 螺絲、螺母 配合記號偏移時
配合記號
○繼電器的內部COMMON線變色時,繼電器的壽命即快到 了! ☆內部的接點以及線圈變色時,即是發生異常!
單點教育(OPL)的製造方法
5.教育的方法 (1)運用朝會、晚會、休息時間、午休等,以短時間(3~5 分)實施。 (2)說明不要過於嚴肅,以便相互交換意見。 (3)有效運用時機。 (4)首先由管理幹部開始實施,日後逐漸由全體人員發表。 (5)除OPL表以外,最好準備現品。 (6)經常加入詢問,一面確認是否理解、一面進行。 (7)重複實施多次,並填寫實施日期及由誰對誰的教育等事 宜。 (8)如果再發生問題,或有新進職員,即取出OPL教育。
(精益生产)TPM单点教育OPL

管理编号:TPM-02-GL-
轴流泵汽蚀发生部位及危害 1——叶片正面汽蚀; 2——叶片背面汽蚀; 3——间隙汽蚀; 4——轮毂体表面汽蚀; 1、水泵性能恶化 2、水泵过流部件发生破坏 3、产生噪音和振动
3分钟
教 育 (O P L)
制作
管理编号:TPM-02-GL-
料蠕变引起的泵体应力集中和变形。支撑架、泵盖、悬架、轴承部位均
3、机座 作用:固定定子铁心与前后端盖以支撑转子,并起防护、散热等作用。
培训时间
培训人
培训时长
4分钟
受训人员
课程分类 主题
单 点 教 育 (O P L)
■基础知识 □问题案例 □改善案例
核准
审核
制作
阀门的结构
版本:1.0
ቤተ መጻሕፍቲ ባይዱ
管理编号:TPM-02-GL-
1、手轮 2、阀杆螺母 3、阀杆 4、填料压盖 5、T形螺栓 6、填料 7、阀盖 8、垫片 9、阀瓣 10、阀体
培训时间
培训人
培训时长
3分钟
受训人员
单 点 教 育 (O P L)
课程分类
■基础知识 □问题案例 □改善案例
核准
审核
制作
主题
软水泵电机结构
版本:1.0
管理编号:TPM-02-GL-20
主要组成部分: 1、定子铁心 作用:电机磁路的一部分,并在其上放置定子绕组。 2、定子绕组 作用:是电动机的电路部分,通入三相交流电,产生旋转磁场。
培训时间
培训人
培训时长
5分钟
受训人员
课程分类 主题
单 点 教 育 (O P L)
■基础知识 □问题案例 □改善案例
核准
OPL--单点教育热控(rotork)
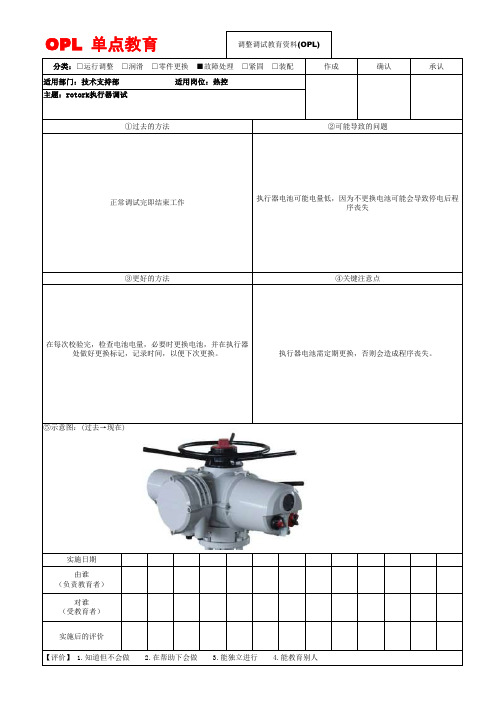
主题:rotork执行器调试正常调试完即结束工作执行器电池可能电量低,因为不更换电池可能会导致停电后程
序丧失
②可能导致的问题
①过去的方法对谁
(受教育者)
实施后的评价
【评价】 1.知道但不会做 2.在帮助下会做 3.能独立进行 4.能教育别人③更好的方法④关键注意点
在每次校验完,检查电池电量,必要时更换电池,并在执行器
处做好更换标记,记录时间,以便下次更换。
执行器电池需定期更换,否则会造成程序丧失。
⑤示意图:(过去→现在)
实施日期
由谁
(负责教育者)
作成OPL 单点教育
调整调试教育资料(OPL)分类:□运行调整 □润滑 □零件更换 ■故障处理 □紧固 □装配
适用部门:技术支持部
适用岗位:热控承认确认示意图、。
KR150机器人平衡缸拆装
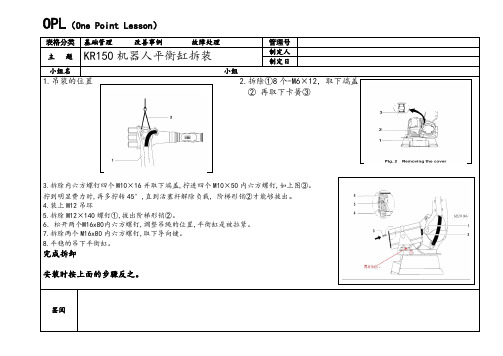
OPL(One Point Lesson)
表格分类基础管理改善事例故障处理管理号
主题KR150机器人平衡缸拆装制定人
制定日
小组名小组
1.吊装的位置
2.拆除①8个-M6×12,取下端盖
②再取下卡簧③
3.拆除内六方螺钉四个M10×16并取下端盖,拧进四个M10×50内六方螺钉,如上图③。
拧到明显费力时,再多拧转45°,直到活塞杆解除负载, 阶梯形销②才能够拔出。
4.装上M12吊环
5.拆除M12×140螺钉①,拔出阶梯形销②。
6.松开两个M16x80内六方螺钉,调整吊绳的位置,平衡缸是被拉紧。
7.拆除两个M16x80内六方螺钉,取下导向键。
8.平稳的吊下平衡缸。
完成拆卸
安装时按上面的步骤反之。
签阅。
故障处理OPL案例参考

/////////////实施后的评价【评价】 1.知道但不会做 2.在帮助下会做 3.能独立进行 4.能教育别人1.印刷PCB板发现缺锡——查看发现缺锡部分在一排密集的小孔处——查看钢板对应小孔被锡膏堵塞——用擦拭纸(蘸酒精后)擦拭堵塞孔——反复擦拭无效——超声波清洗仍然不通——用牙刷蘸酒精清刷被堵小孔處——小孔通(拿穩鋼板對準燈光透光良好)——推斷小孔內錫膏已成硬塊;2.被堵小孔內錫膏為何成硬塊呢——擦拭不良——酒精噴射不均勻——酒精噴空被堵(鋼板部份區域長時間無法得到清潔,錫膏邊幹成硬塊)——酒精箱內酒精過少,部份酒精噴孔噴射酒精少,較長時間與擦拭紙摩擦,被擦拭紙粉末堵塞——酒精箱內酒精未及時檢查和添加。
1.酒精箱酒精量在正常範圍內(最好目視化上下限);2.擦拭機構酒精噴孔暢通;3.酒精在擦拭紙上噴射均勻;⑤预防问题发生的正确方法:開機或交接班時點檢:1.查看酒精箱酒精量是否在正常範圍;2.開啟擦拭機構后查看酒精噴射是否均勻在擦拭紙上。
实施日期由谁(负责教育者)对谁(受教育者)主题:DEK印刷局部缺锡(固定一排小孔位置)①调整调试内容②机构图1.清洁钢板,酒精清洗+气枪吹通被堵小孔;2.打通被堵塞的酒精喷孔;3.酒精箱补充酒精;③原因查找过程④原则/应有的状态分类:□设备调整调试 □润滑 □零件更换 ■故障处理 □紧固 □装配制作确认日期OPL 单点教育适用部门:SMT适用岗位:技术员/作业员张XX2010.5.2012341234123412341234123412341234123412341234123412342 3。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
// /
/ // // // // /
实施后的评价【评价】 1.知道但不会做 2.在帮助下会做 3.能独立进行 4.能教育别人
1.印刷PCB板发现缺锡——查看发现缺锡部分在一排密集的小孔处——查看钢板对应小孔被锡膏堵塞——用擦拭纸(蘸酒精后)擦拭堵塞孔——反复擦拭无效——超声波清洗仍然不通——用牙刷蘸酒精清刷被堵小孔處——小孔通(拿穩鋼板對準燈
光透光良好)——推斷小孔內錫膏已成硬塊;
2.被堵小孔內錫膏為何成硬塊呢——擦拭不良——酒精噴射不
均勻——酒精噴空被堵(鋼板部份區域長時間無法得到清潔,
錫膏邊幹成硬塊)——酒精箱內酒精過少,部份酒精噴孔噴射
酒精少,較長時間與擦拭紙摩擦,被擦拭紙粉末堵塞——酒精
箱內酒精未及時檢查和添加。
1.酒精箱酒精量在正常範圍內(最好目視化上下限);
2.擦拭機構酒精噴孔暢通;
3.酒精在擦拭紙上噴射均勻;
⑤预防问题发生的正确方法:
開機或交接班時點檢:1.查看酒精箱酒精量是否在正常範圍;2.開啟擦拭機構后查看酒精噴射是否均勻在擦拭紙上。
实施日期
由谁
(负责教育者)
对谁
(受教育者)
主题:DEK印刷局部缺锡(固定一排小孔位置)①调整调试内容
②机构图1.清洁钢板,酒精清洗+气枪吹通被堵小孔;
2.打通被堵塞的酒精喷孔;
3.酒精箱补充酒精;
③原因查找过程④原则/应有的状态
分类:□设备调整调试 □润滑 □零件更换 ■故障处理 □紧固 □装配
制作确认日期OPL 单点教育
适用部门:SMT 适用岗位:技术员/作业员
张XX
2010.5.20123412341234123412341234123412341234123412341234123
4
2 3。