龙门加工中心点检表
龙门式起重机检查表(检查)

电气系统
接地良好,接地电阻不大于4Ω,电缆轴转动灵活,电缆无破损现象。
操作手柄的档位明显,方向与标明的方向一致,电铃有效。
6
轨道及防风装置
保证端档有效、可靠
道木间填满碎石,接头处有道木支承
地锚及防风装置可靠和轨道直线度符合要求
其它检查情况及整改情况:
吊钩转动部位灵活,无裂纹,螺纹不得有裂纹,磨损正常。
钢丝绳不许有纽结、压扁、折弯、笼状、断股、波浪形、绳芯挤出等变形现象,绳端固定牢固。
钢丝绳的规格应符合要求,使用应和滑轮相配。
制动器杆无变形,零件无损坏,弹簧表面不得有裂纹,液压制动器油位正常,不漏油。
联轴器运转无撞击、振动,连接无松动。
磨擦垫片和制动轮接触均匀,无油污或缺陷。
3
金属结构
防护罩、结构件、刚性支腿及挠性支腿防护罩可靠,金属结构没有变形,焊缝无开裂
螺栓、螺母、及铆接情况无松动,无缺损、无折断
4
转动部份
减速机地脚螺栓、壳体连接不得松动,油量合适无异常响声、发热、漏油。
开式齿轮啮合平稳,无异响、无断齿、无裂纹,间隙合适、润滑良好。
大车行走轮及回转行走轮磨损正常、不得补焊。
龙门吊检查表
工程项目名称
天津北疆电厂二期扩建工程
机械编号
TJBJ--
机械所属单位
规格型号
检查人员
检查时间
序号
检查验收内容
有效
大车及小车行走限位、主起升高度限位、付起升高度限位、电铃有效、可靠
2
主要零部件
滑轮槽光洁平滑,轮缘无缺损,润滑良好,转动灵活。
卷筒钢丝绳排列整齐,压板不得有缺损。
加工中心日常点检表
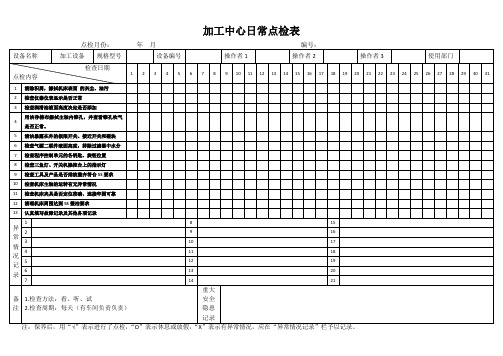
点检月份:年月编号:
设备名称
加工设备
规格型号
设备编号
操作者1
操作者2
操作者3
使用部门
检查日期
点检内容
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
1
清除积屑,擦拭机床表面的灰尘、油污
2
检查仪器仪表显示是否正常
3
检查润滑油液面高度决定是否添加
4
用洁净棉布擦拭主轴内锥孔,并查看锥孔吹气是否正常。
5
清洁暴露在外的极限开关、接近开关和碰块
6
检查气源二联件液面高度,排除过滤器中水分
7
检查程序控制单元的各钥匙、旋钮位置
8
检查三鱼灯、开关机操控台上的指示灯
9
检查工具及产品是否排放整齐符合5S要求
10
检查机床主轴的运转有无异常情况
11
检查机床夹具是否定位准确、连接牢固可故障记录及其他各项记录
异常情况记录
1
8
15
2
9
16
3
10
17
4
11
18
5
12
19
6
13
20
7
14
21
备注
1.检查方法:看、听、试
2.检查周期:每天(有车间负责负责)
重大
安全
隐患
记录
龙门式焊机点检表

点检人员确认签字
备注
注:班前点开机前和开机后,班后点运行中和停机后并完成保养,点检保养结束后签名,符合一项划√,不符合划×,如有需要可在备注中记录特殊情况;若当 天未开机在日期上划/
设备编号:
设备名称:龙门式焊机
检查项目
检查要求
1设备周边 无有碍工作的杂物
2轨道
轨道上无杂物,轨道面光滑
开 机
3门架
前 4气源
5防护
6管线 开 7主机 机 后 8按钮
9设置
10泄漏情况 运 行 11运行情况 中
12焊枪
门架运动行程上无障碍物, 滑线随门架移动顺畅
≥0.4MPa 防护牢固可靠,送丝管绝缘 可靠 无明显破损,连接牢固
电流调节正常
按钮无卡阻、失灵 设置速度和电流、电压等数 据 工作中各部位无有漏气、漏 油现象 电机、齿条等无异常声音、 振动、气味、温度 焊枪角度准确,工作正常
停 13各部件归位
机 后 14清洁
清洁设备外部及周边铁渣、 杂物,保持现场整洁
12
龙门式焊机日常保养点检表
责任人:
2021年
月
3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
龙门吊点检表

年月
序 点检 号 位置
内容
标准与要求
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
滚动轴承没有产生杂音, 1.无异常声音,异常发热 轴承润滑良好,无发热
1 车轮 2.车轮啃轨情况
量限制器是否齐全、灵敏
8
安全 、可靠 装置 2.车档、扫轨器、夹轨器
齐全、灵敏、可靠 部件齐全,缓冲橡胶无缺
配置齐全,无缺损
损、开裂
注:本表由后配套承包班组负责检查。
后配套负责人:
螺钉紧固良好,制动轮无 松 ห้องสมุดไป่ตู้动 闭, 灵刹 活车 、架 制无 动摆 平动 稳可靠 、不溜钩、制动距离符合 规定
1.转动是否灵活,磨损情 外观仔细观察、磨损未超
5 吊钩 况
标
轴端挡板无松动,螺母紧
2.固定是否牢固
固销无断裂,螺纹未退扣
1.轮缘有无缺损,外罩有 轮缘无崩裂,外罩无变
6 滑轮 无损坏
形,无裂焊
仔细观察,倾听
3.螺钉有无松动
仔细观察
1.有无异常声音
2
减速 机 2.润滑是否良好
无异常声音
润滑良好,无异常声音、 发热
3.螺钉有无松动
螺钉无松动
3
联轴 1.有无异常声音 器
无异常声音
2.螺钉有无松动
螺钉无松动
1.液压推动器有无漏油,
推升动作是否顺畅
上升到位,动作顺畅
4
制动 器 2.螺钉有无松动
3.调整是否适宜
2.滑轮轴固定是否牢固
1.钢丝绳有无断丝,断 股,打结
CNC加工中心点检表(编)

檢查各軸運行是否靈活,主軸、電機運行是否正常,有無異常噪音及溫升
檢查切削液液位是否正常,管路是否堵塞,液箱是否清潔,泵是否正常工作
檢查氣壓是否正常,氣管有無漏氣,空氣過濾器是否排水
檢查冷凝器顯示面板是否正常,散熱口是否正常排風
檢查電箱散熱風扇是否正常
每周
六
更換過濾棉及清洗冷凝器過濾網
檢查主軸、絲桿、導軌是否清潔
檢查油氣過濾器油杯油量是否足夠
每年
檢查工作台平面度是否正常(工務部每年調整水平度)
記錄人:
檢查方法:看、試、聽
記錄符號:
正常
異常
已修好
重大問題處理意見:
V
X
△
CNC加工中心點檢表(第二次修改)FED-QR-122-09
部門:設備名稱:設備編號:
檢查期
檢查項目指引
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
10
21
22
23
24
25
26
27
28
29
30
31
每
天
檢查機器各部位是否清潔
檢查開關按鈕是否靈活,鎖緊螺絲是否松脫
檢查操作程序是否正確,參數設置是否准確
加工中心类设备点检表

备 3.刀具是否有磨损
1.电源、气源是否关闭
停 车 后 检 查
2.换刀臂锁刀扣处清理、打油
擦 洗 3.工件、废料是否清理干净,设备是否清洁保养
保 4.现场是否整理,符合定置要求 养
5.不用夹具、工具是否卸下
6.运行记录等表单是否填写完整(岗位交接班记录)
备注:
人
点 检
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1.各操作运行部位、按键是否正常,防护装置是否齐全
开
准 备
2.气压值是否在07--1Mpa之间、工件是否正常
车
3.润滑油是否足够(机床轨道油和打刀缸油),自动分水器底部是否堵
前
塞
准 空 1.是否有异常响声或振动,气压是否在0.5MP以上
备 运 2.散热风扇是否正常,防尘过滤网是否清洁
转 3.各指示系统工作是否正常,保护接地是否正常
机 1.有无异音、温升、振动等异常性况
运
械 设
2.润滑、冷却系统是否正常
行 备 3.程序执行有错误,显示屏有无故障显示
中
检 工 1.夹具是否压紧牢固
运行记录等表单是否填写完整岗位交接班记录设备编号设备名称规格型号日期年月12345678910111213141516171819202122232425262728293031备注
B0032-2013
加工中心设备点检表
设备编号
设备名称
规格型号
日期 年月
记录符号: 完好√ 异常△ 待修× 停机 /
加工中心点检表

机台号:
检测项目控制范围检测方法检测结果
超标后处理方法加工液工作浓度实际要求折光仪补加新液加工液pH 值8.5~9.5pH 计补加pH 调整剂有用碱值≥50滴定仪补加有用碱调节剂细菌/真菌含量
≤106/ml
测菌片
补加杀菌剂调整加工液浓度
或补加防锈剂
工作液稳定性乳液均匀无分层
目测静制24h 后观察水源氯离子含量<150ppm 滴定法更换水源或改善水质水质硬度<400ppm 硬度试纸更换水源或改善水质
污油含量<7%酸分解更换加工液导电率
<4000µs/cm
导电率仪
更换切削液
加工中心切削液点检表
审核: 检验人: 时间:
年 月 日
防锈性S 斑点≤10%铸铁屑法。
加工中心日常点检表

设备编号:
加工中心日常点检表
设备名称:
年
月
序 号
点检部位
点检项目
点检时间
开关、按钮无损坏;显示正常;
1
电器、照明 系统
控制柜空调滤网清洁;
照明灯正常。
2 刀库 运行正常
液压油位正常;
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
压力指示正常;
3 液压系统
散热器滤网清洁;
电机及油泵转向正常;
润滑油位正常;
4 润滑系统 压力指示正常;
电机及油泵转向正常
5 气压系统 压力表指示正常;
过滤网无积尘、及时清理;
6 冷却器
冷却器运行无异常、效果正常
7 刀具 刀具无灰尘油污; 8 排屑器 链排无积屑、电机运转正常; 9 主轴 主轴锥孔清洁;
10
6S
机床外身、周围环境、机床工装 及附件整理、清洁并注意防锈。
Байду номын сангаас
注:常用点检方法:视、听、闻、手感、清扫、加油、紧固。此表挂在设备处,使用时须按设备的要求对设备进行检查、保养,无异常填“√”,异常填“X”,并 作好异常记录。
,并
龙门下料机点检表
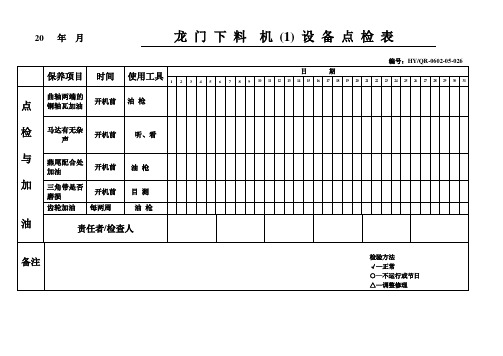
保养项目
时间
使用工具
日期
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
点
检
与
加
油
曲轴两端的铜轴瓦加油
开机前
油枪
马达有无杂声
开机前
听、看
燕尾配合处加油
开机前
油枪
三角带是否磨损
开机前
目测
齿轮加油
每两周
油枪
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
点
检
与
加
油
曲轴两端的铜轴瓦加油
开机前
油枪
马达有无杂声
开机前
听、看
燕尾配合处加油
开机前
调试
三角带是否磨损
开机前
目测
齿轮加油
每两周
油枪
责任者/检查人
备注
检验方法
√—正常
○—不运行或节日
△—调整修理
20年月龙门下料机(4)设备点检表
编号:HY/QR-0602-05-029
hyqr060205030保养项目时间使用工具10111213141516171819202122232425262728293031曲轴两端的铜轴瓦加油开机前油枪马达有无杂导柱加油开机前油枪三角带是否磨损开机前齿轮加油每两周责任者检查人备注检验方法正常不运行或节日调整修理20编号
加工中心可视化日常点检表

NO
时间
变更理由
变更内容
注:本月初是从上月26日开始算
填表示例:√ 正常;× 异常;△ 处理完;◎其它
ቤተ መጻሕፍቲ ባይዱ
年
月
第一周段 班长印
担当
第二周段 班长印
28
29
30
31
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
2
液压站与空 气过滤器
3
润滑装置
4
接油盒
5 6 7 故 障 处 理 记 录 栏 变 更 履 历
铁屑传输带 护罩 整机 日 期
故 障 内 容
故障处理记要
操作担当
维修担当
加 工 中 心 日 常 点 检
编号:
表
担当 第三周段 班长印 担当 第四周段 班长印
担当 № 点检项目 点检标准 点检方法 点检 周期 26 各操作屏功能正常, 1 操作面板 各按钮与指示灯功能正常 、无缺失 液压站工作无异响,油位 正常 空气过滤器工作正常 各润滑装置工作正常,油 位正常 检查X轴油盒是否已满并及 时清理,内部无异物 检查Y轴油盒是否已满并及 时清理,内部无异物 传输带工作正常,无堆积 、上部无异物 X\Y轴护罩无变形、无异物 开机空运转5-10分钟 部 位№ 操作 操作、目视 目视、听 目视、操作 操作、目视 目视、操作 目视、操作 目视、操作 目视 操作 日 日 日 日 日 日 日 日 日 日 27
龙门剪床日点检表
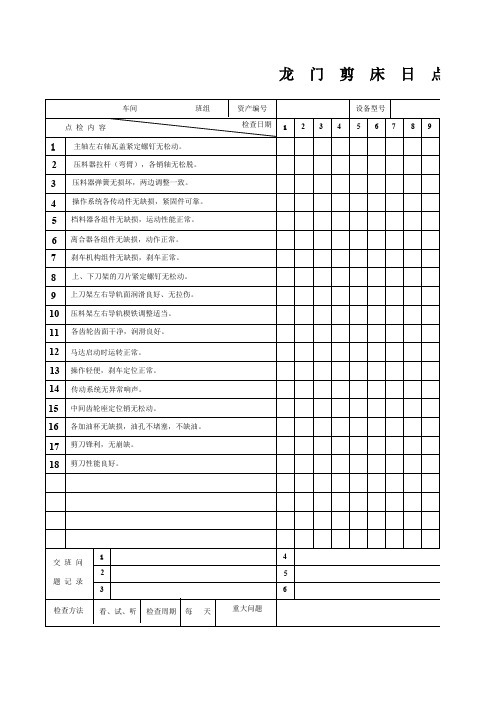
车间
班组
点检内容
1 主轴左右轴瓦盖紧定螺钉无松动。
2 压料器拉杆(弯臂),各销轴无松脱。 3 压料器弹簧无损坏,两边调整一致。 4 操作系统各传动件无缺损,紧固件可靠。 5 档料器各组件无缺损,运动性能正常。 6 离合器各组件无缺损,动作正常。 7 刹车机构组件无缺损,刹车正常。 8 上、下刀架的刀片紧定螺钉无松动。 9 上刀架左右导轨面润滑良好、无拉伤。 10 压料架左右导轨楔铁调整适当。 11 各齿轮齿面干净,润滑良好。
重大问题
日点检表
班组长
操作者A
操作者B
10 11 12 13 14 15 16 17 18 19 20 21 2
7
本月点检发现问题
处
8
本月维修解决问题
处
9
其
他
机 械 员:
记录 符号
正常 年
异常
已修好
月
日
12 马达启动时运转正常。 13 操作轻便,刹车定位正常。 14 传动系统无异常响声。
15 中间齿轮座定位销无松动。 16 各加油杯无缺损,油孔不堵塞,不缺油。 17 剪刀锋利,无崩缺。 18 剪刀性能良好。
资产编号
设备型号
检查日期 1 2 3 4 5 6 7 8 9
145
1
交班问
4
2
5
题记录
3
6
检查方法 看、试、听 检查周期 每 天
龙门铣床日点检表

处
9
其
他
机 械 员:
记录 符号
正常 年
异常
已修好
月
日
龙门铣床日点检表
点检内容
车间
班组
1 主轴箱、进给箱传动正常,无异常响声。
资产编号
设备型号
检查日期 1 2 3 4 5 6 7 8 9
2 各变速手柄操作灵活,定位可靠。
3 电机运转正常,皮带松紧适度,无缺损。
4 床身导轨润滑良好,油孔供油正常。
5 各变速箱油镜清晰,油量在油标刻线以上。
6 各油孔、油杯不堵塞,不缺油。 7 各导轨面、丝杆面无拉伤、研伤。
8 各变速箱无漏油。 9 无缺损零件。
1 交班问
4
2
5
题记录
3
6
检查方法 看、试、听 检查周期 每 天
重大问题
日点检表
班组长
操作者A
操作者B
10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
7
本月点检发现问题
处
8
本月维修解决问题
龙门铣日常点检表

点检部位点检内容
基准
12
3
45
6789#11###################开关按钮无损坏显示正常;电器柜清洁无杂物;2
刀具刀具无灰尘油污;图2横梁液压油池油位正常;横梁液压及工作台浮起压力表指示正常;横梁液压电机及油泵无杂音转向正常;4
主轴立铣头及两侧铣头主轴锥孔清洁;图4两侧铣头及溜板集中润滑单元油位正常;润滑单元压力指示正常;工作台进给箱内油液正常;6
工作台进给箱进给箱无异响、无振动;图6
76S 机床外观、周围环境、机床工装及附件
整理清洁并注意防锈。
记录符号:正常“√”、不正常“×”
常用点检方法:视、听、闻、手感、清扫、加油、紧固序
号
年 月电器系统1
液压系统3
润滑系统5
图5点检内容及基准图1图3部门:
班组:设备编号:设备名称:责任人员:山推工程机械股份有限公司
龙门铣床日常点检表
注:操作人员在上班前按点检内容、标准、周期进行点检,发现问题先自己进行处理,如无法处理请及时上报上级主管人员后通知设备管理部门进行维修,故障未排除前,严禁设备带“病”操作。
此点检表于月底交主管,以旧换新。
主管报设备保障部存档。
图一图二图三图四图五图六
#设备带。
加工中心日常点检表

加工中心日常点检表
加工中心日常点检表
日期:____________
设备名称:_____________
序号 | 检查项目 | 检查内容 | 检查结果 | 备注
---|---|---|---|---
1 | 连接件 | 检查所有的紧固件是否松脱 | |
2 | 润滑系统 | 检查油位是否充足,油管是否有老化、损坏 | |
3 | 电气系统 | 检查电源线、接线是否有老化、损坏 | |
4 | 机床本体 | 检查机床表面是否有明显损伤、变形 | |
5 | 刀库系统 | 检查刀具插座,夹持力是否正常 | |
6 | 四轴系统 | 检查四轴传动带、联轴器是否有老化、损坏 | |
7 | 主轴系统 | 检查主轴是否正常工作,垂直度是否合格 | |
8 | 热交换器 | 检查热交换器是否有腐蚀、冷却液泄漏 | |
9 | 手动操作 | 检查手动操作的灵活性,加工精度是否正常 | |
10 | 自动操作 | 检查自动操作的流程是否正常,加工效果是否理想 | |
备注:
1. 若检查结果为异常,请记录具体异常情况并进行处理;
2. 日常点检表须每周核对一次,并做好记录;
3. 若设备长期未使用,请在重新使用前检查;
4. 点检表应存档备份,以备查阅。
设备点检表CNC加工中心

CNC加工中心点检表
部門:設備名稱:設備編號:
檢查內容日期:年月
檢查
周期
檢查項目指引 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 10 21 22 23 24 25 26 27 28 29 30 31
每天檢查機器各部位是否清潔
檢查開關按鈕是否靈活,鎖緊螺絲是否松脫
檢查操作程序是否正確,參數設置是否准確
檢查刀具是否磨損,刀具是否鎖緊,主軸轉子端螺紋及彈簧套是否完好檢查各軸運行是否靈活,主軸、電機運行是否正常,有無異常噪音及溫升檢查切削液液位是否正常,管路是否堵塞,液箱是否清潔,泵是否正常工作
檢查氣壓是否正常,氣管有無漏氣,空氣過濾器是否排水
檢查冷凝器顯示面板是否正常,散熱口是否正常排風
檢查電箱散熱風扇是否正常
記錄人:檢查方法:看、
試、聽
記錄符號:
正常異常已修好重大問題處理意
見:
V X △。
龙门铣床安全检查表

龙门铣床安全检查表1.设备检查1.1局部照明应采用安全电压。
若采用220V的局部照明,应避免人体触及照明装置,且灯具的金属外壳应保护接地(零)。
1.2工作台两端应设置防护挡板,以防止尘屑划伤床身导轨面。
1.3各工作机构内设置的滚珠式保险离合器应起过载保险装置的作用。
即当工作机构过载时,停止工作机构的传动,防止机件损坏。
1.4平衡装置必须安全可靠,使水平主轴箱在立柱导轨上的任何位置均能处于平衡状态。
1.5横梁夹紧装置应与电气控制配合,使横梁移动时,夹紧装置自动松开;横梁不动时夹紧装置自动夹紧。
1.6主轴套筒夹紧装置应能夹紧主轴套筒,移动主轴套筒时,必须先松开夹紧机构;铣切时,应夹紧主轴套筒。
1.7外露的传动装置均应设防护罩。
1.8应有清理铁屑的专用工具。
1.9操纵平台应有防护拦杆和底护板,拦杆高800mm;底护板边高不低于40mm。
1.10操纵平台应防滑,扶梯应完好。
1.11机床限位开关应齐全,并在适当的位置上固定牢靠。
1.12机床的信号显示装置应完好。
1.13应有专用的梯子和脚踏板,且均应坚固,搁置稳当,且表面防滑。
2.行业检查2.1工作物要用压板、螺丝或专用工具夹紧,使用一般的扳手不准加套管,以免滑脱伤人。
2.2刀具一定要夹牢,否则不准开车工作。
2.3工作前,要检查机床传动部分的运转情况,并将机床的挡板装好,才能运转。
2.4开动主轴时,应先点动数下,确认正常后,才能开动主轴箱进给。
2.5水平主轴箱向上快速移动或向上进给速度超过375mm/min时,两个水平主轴箱不应同时开动。
2.6停车时,应先停止进刀,铣刀退出工件后,再停止主轴旋转。
2.7机床停车后,横梁应移至最低位置,并将两垂直主轴箱对称分布两侧。
工作台应停在床身中间。
2.8铣切各种工件,特别是粗铣时,开始应缓慢切削。
2.9移动工作台或刀架时,应先松开固定螺丝。
2.10装卸刀具时,应使用铜锤或木槌轻打,防止刀具碎片飞出伤人。
2.11在切削中,不准变速和调整刀具,禁止用手摸或测量工件。
2024年龙门刨削安全检查表(三篇)
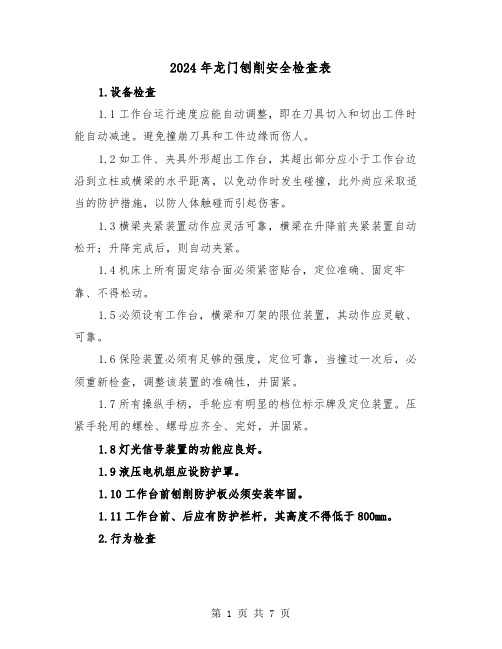
2024年龙门刨削安全检查表1.设备检查1.1工作台运行速度应能自动调整,即在刀具切入和切出工件时能自动减速。
避免撞崩刀具和工件边缘而伤人。
1.2如工件、夹具外形超出工作台,其超出部分应小于工作台边沿到立柱或横梁的水平距离,以免动作时发生碰撞,此外尚应采取适当的防护措施,以防人体触碰而引起伤害。
1.3横梁夹紧装置动作应灵活可靠,横梁在升降前夹紧装置自动松开;升降完成后,则自动夹紧。
1.4机床上所有固定结合面必须紧密贴合,定位准确、固定牢靠、不得松动。
1.5必须设有工作台,横梁和刀架的限位装置,其动作应灵敏、可靠。
1.6保险装置必须有足够的强度,定位可靠,当撞过一次后,必须重新检查,调整该装置的准确性,并固紧。
1.7所有操纵手柄,手轮应有明显的档位标示牌及定位装置。
压紧手轮用的螺栓、螺母应齐全、完好,并固紧。
1.8灯光信号装置的功能应良好。
1.9液压电机组应设防护罩。
1.10工作台前刨削防护板必须安装牢固。
1.11工作台前、后应有防护栏杆,其高度不得低于800mm。
2.行为检查2.1工件装夹要牢固,压板、垫铁要平稳,并注意龙门宽度。
工件装夹好后,开一次慢车,检查工件和夹具是否能安全通过。
2.2正式开车前,须将行程档铁位置调节适当和紧固,并取下台面上杂物。
2.3开车后严禁将头、手伸入龙门及刨刀前面,不准站在台面上,更不准跨越台面严禁有人在两头护栏内通过。
多人操作时需要由一人指挥,动作要协调。
2.4工件装卸及翻身要选择安全地方注意锐边毛刺割手、应和行车工、挂钩工密切配合。
2.5开车后若要重新调节行程挡铁,测量工作、清扫铁屑,都必须停车。
2.6清除铁屑只许用刷子,禁止用压缩机空气吹。
3.作业环境机床周围地坑应用盖板盖好,盖板应坚固,定位可靠,能防滑。
2024年龙门刨削安全检查表(二)一、总则1. 龙门刨削(以下简称龙门)为大型机械设备,使用前须进行安全检查,以确保操作人员和设备的安全。
2. 定期进行安全检查是保障龙门运行安全的基本要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3、系统气压正常
4、照明灯、指示灯正常
5、主轴转动正常
6、检查安全防护装置是否有效 和可靠
7、导轨、刀库、机械手装置运 行正常
8、电机及液压马达声音有无异 常 9、切削液油位、油温正常
10、程序运行正常
点检人签名:确认人签Fra bibliotek:周点检项目 1、清洗热交换器过滤网 2、清洗切削液水槽过滤网
一二三四
月点检项目
点检人签名: 注:在点检过程中,若正常则
打“√”,反之则打“×”。
点检人签名:
点检人签名:
龙门加工中心点检表
版本号:A-0 ;表单编号:
车间名称:模具车间
设备名称:加工中心
设备编号:
年月
内容
日期 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1、润滑油油位、油压正常
2、润滑气压正常
4、检查冷却水、油管、油缸有无漏油
4、清洁切削液水箱(三个月)
4、检查电器零件、清洁控电箱(一年)
5、检查压缩空气系统及各开关、旋钮的作业 情况
5、检查并及时对加工中心各轴行程开关进行 清洁(三个月)
5、更换油压系统液压油并清洁油箱、更换换 刀机构齿轮箱内油品(一年)
点检人签名:
点检人签名:
点检人签名:
1、清洁油压单元滤油网
2、检查润滑油打油是否正常
确认
季 度、半 年 点 检 项 目
1、清洗润滑油箱、排屑机及数控车床油压夹 头分解清洗(三个月) 2、刀库加润滑油脂、换刀机构加齿轮油、打 刀缸添加润滑油(三个月)
确认
3、清洁机床各电机
3、平衡配重块链条加润滑油脂
3、彻底清洁机器、检查机床精度(一年)