SMT 质量日报表
合集下载
IPQC巡检日报表(SMT)

烙铁温度及其接地电阻能否满足产品修理
回流焊
QC
检查时间: : 修理 每两小时抽检10PCS 修理品及本时间段总 体修理品质状况 : : : : : 相关工位人员是否佩戴静电手环,并测试合 格? RoHS产品是否都用了RoHS物料及专用工具? 其它 生产前是否有检测炉温条件且合符要求?
注:检查标准依客户要求,IPC-A-610标准及我司品质要求
F279-1A
IPQC巡检日报表(SMT)
班别:
白班
夜班
客户
检查站点 检查项目
产品
检查结果 锡膏是否失效?搅拌是否为3-5分钟?解冻时间 是否≥4H?锡膏储存温度是否都在0-10℃。锡 膏在钢网上的使用时间有无超过12小时。 钢网及刮刀是否满足品质要求? 印锡员工是否进行自检,并将真实不良状况进 行登记? 检查时间: : 每两小时抽检10PCS 印锡完成品及本时间 段的品质状况 : : : : : SMT上料、换料确认是否符合规定? 检查时间: : 每两小时抽检10PCS 贴装完成品及本时间 段总体贴装品质状况 : : : : : 回流条件能否满足品质要求? 检查时间: : 每两小时抽检10PCS 回流焊完成品及本时 间段总体回流焊品质 状况? : : : : : QC人员对标准是否明确?有无合格证? QC检查不良率是否满足规定要求?
回流焊
QC
检查时间: : 修理 每两小时抽检10PCS 修理品及本时间段总 体修理品质状况 : : : : : 相关工位人员是否佩戴静电手环,并测试合 格? RoHS产品是否都用了RoHS物料及专用工具? 其它 生产前是否有检测炉温条件且合符要求?
注:检查标准依客户要求,IPC-A-610标准及我司品质要求
F279-1A
IPQC巡检日报表(SMT)
班别:
白班
夜班
客户
检查站点 检查项目
产品
检查结果 锡膏是否失效?搅拌是否为3-5分钟?解冻时间 是否≥4H?锡膏储存温度是否都在0-10℃。锡 膏在钢网上的使用时间有无超过12小时。 钢网及刮刀是否满足品质要求? 印锡员工是否进行自检,并将真实不良状况进 行登记? 检查时间: : 每两小时抽检10PCS 印锡完成品及本时间 段的品质状况 : : : : : SMT上料、换料确认是否符合规定? 检查时间: : 每两小时抽检10PCS 贴装完成品及本时间 段总体贴装品质状况 : : : : : 回流条件能否满足品质要求? 检查时间: : 每两小时抽检10PCS 回流焊完成品及本时 间段总体回流焊品质 状况? : : : : : QC人员对标准是否明确?有无合格证? QC检查不良率是否满足规定要求?
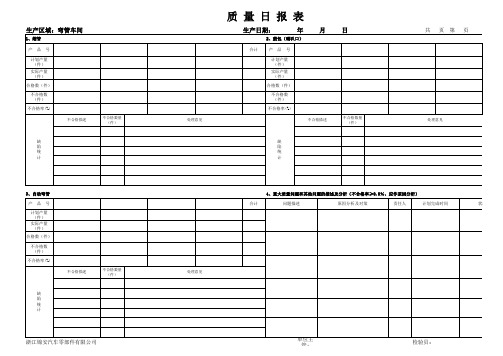
质量日报表
管:
检验员:
4、重大质量问题和其他问题的描述及分析(不合格率≥0.5%、应作原因分析)
质 量 日 报 表
3、自动弯管浙江锦安汽车零部件有限公司
管:检验员:
质 量 日 报 表
6、下料(切口)4、重大质量问题和其他问题的描述及分析(不合格率≥0.5%、应作原因分析)浙江锦安汽车零部件有限公司
管:检验员:
质 量 日 报 表
9、倒角、平头4、重大质量问题和其他问题的描述及分析(不合格率≥0.5%、应作原因分析)浙江锦安汽车零部件有限公司
管:检验员:
质 量 日 报 表
3、抛丸(喷砂)
4、重大质量问题和其他问题的描述及分析(不合格率≥0.5%、应作原因分析)浙江锦安汽车零部件有限公司
管:检验员:
质 量 日 报 表
3、铣床
4、重大质量问题和其他问题的描述及分析(不合格率≥0.5%、应作原因分析)浙江锦安汽车零部件有限公司
管:检验员:
质 量 日 报 表
6、加工中心4、重大质量问题和其他问题的描述及分析(不合格率≥0.5%、应作原因分析)浙江锦安汽车零部件有限公司
管:检验员:
质 量 日 报 表
3、全检
4、重大质量问题和其他问题的描述及分析(不合格率≥0.5%、应作原因分析)浙江锦安汽车零部件有限公司
管:检验员:
质 量 日 报 表
3、装箱(打包)
4、重大质量问题和其他问题的描述及分析(不合格率≥0.5%、应作原因分析)浙江锦安汽车零部件有限公司。
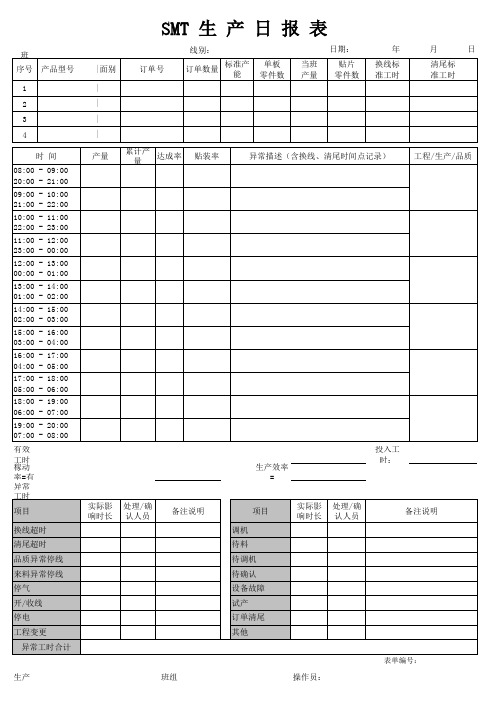
SMT生产日报表

实结存差数备注Fra bibliotek出勤状况
应到
人
H 请假
人
H 加班
实到
人
H 旷工
异常记 录及处 理记 录:
人
H 备注
人
H
说明:
1、生产效 率=产出数 /标准产能 *实用工时 *100%
拉长:
审核:
2、稼动率 =实用工时 /投入工时 *100% 3、本表中 计时单位 为“H”
核准:
SMT生产日报表
线别: 序号
客户
机型
订单
批量
班别: 标准产能 投入工时 损失工时 实用工时 产出数
日期: 不良数 生产效率 稼动率 良率
累计产出
备注
机型 不良数 假焊
连锡
不良统计
少件
侧立
立碑
偏位
其他
机型
抛料统计 料号 抛料数
损失工时明细 抛料率 损失原因 损失工时 确认人
产线结存 机型 前班结存 本班产出 本班转出 累计转出 应结存
SMT生产日报表
备注说明
班组
生产效率 =
投入工 时:
项目
调机 待料 待调机 待确认 设备故障 试产 订单清尾 其他
实际影 处理/确 响时长 认人员
备注说明
操作员:
表单编号:
换线超时 清尾超时 品质异常停线 来料异常停线 停气 开/收线 停电 工程变更
异常工时合计
生产
|面别 |
订单号
线别:
订单数量
标准产 能
单板 零件数
当班 产量
日期:
贴片 零件数
Hale Waihona Puke 年换线标 准工时|
|
|
产量
累计产 量
达成率
贴装率
异常描述(含换线、清尾时间点记录)
月
日
清尾标 准工时
工程/生产/品质
实际影 处理/确 响时长 认人员
SMT 生 产 日 报 表
班 序号 产品型号
1
2
3
4
时间
08:00 - 09:00 20:00 - 21:00 09:00 - 10:00 21:00 - 22:00 10:00 - 11:00 22:00 - 23:00 11:00 - 12:00 23:00 - 00:00 12:00 - 13:00 00:00 - 01:00 13:00 - 14:00 01:00 - 02:00 14:00 - 15:00 02:00 - 03:00 15:00 - 16:00 03:00 - 04:00 16:00 - 17:00 04:00 - 05:00 17:00 - 18:00 05:00 - 06:00 18:00 - 19:00 06:00 - 07:00 19:00 - 20:00 07:00 - 08:00 有效 工时 稼动 率=有 异常 工时 项目
SMT日常生产巡检表

在料盘上做记录;30分钟内QC确认,并在料 换料记录表填写完整、及时、真实
盘上做记录
快要耗尽的材料提前准备完毕
IC材料剩余1-2米时可以接料,CHIP材料接料后以 不超料盘为准
新产品 随时 随时 随时
随时
随时
随时
技术员 技术员 操作员 操作员
操作员
操作员
操作员
材料更换
材料盘与实物不一致时,使用标签覆盖原 有标识标签,标签上记录料号,规格,贴标 签人,时间,确认人(LCR检测)
随时
改任何参数及数字
样板核对 操作员每隔一小时核对一遍样板
1次/时
设备点检 检查设备气压、动作无异常、表面无污染 急停按钮、设备气压无异常
1次/班
程序
程序名称使用正确
与《程序列表》,产品名称、版本号一致
新产品
确认炉温正常达标后才可放板进入回流焊
推板入回流焊
放板进入前确认回流焊链条宽度合适,入 口和出口处宽度一致,设备间轨道水平一 致
使用前确认无凹凸痕,无破损,PIN孔内无 锡膏
有问题及时报告线长或主管
换线时 操作员
定时检查钢网,防止未清洁、堵孔、损坏 等现象
避免在生产时才发现,影响生产效率
2次/班 班组长
MASK清洗后使用气枪吹干净开孔内锡膏
尤其关注IC PIN部位孔内残留锡膏会导致印刷不 良
随时
操作员
刮刀安装在MASK安装之前进行
部分元件规格一样,但是元件尺寸可能不相同, 可能会发生混用,导致抛料
对于SM411正确了解机器的前后TABLE以及
相应的F/R标示
安装FEEDER前用毛刷清洁TABLE上的异物
避免Feeder晃动,造成抛料,用手轻微摇晃 Feeder末端试验
18 SMT生产日报表

SMT生产日报表表单编号:SBD-SMT-18
日期:
A班( )B班( )组别: A( ) B( )制表:审核:
线别
出勤时间
机型
单号
单片
点数
贴装时间
时段产能(目标/实际)
生产总数(枚)
效率
贴装总数(点)
抛料率
调机时间
待机时间
1节
2节
3节
4节
5节
6节
设
备
状
态
调机开始时间
程序转换\故障情况
故障原因
耗时
责任人
调机开始时间
程序转换/故障情况
故障原因
耗时
责任人
项目
时间
项目
时间
特记事项
备注
外
因
停电时间
生产/效率状况:Βιβλιοθήκη 品质状况5S状况停气时间
其他时间
计
划
换线时间
待料时间
品
质
首件时间
异常停机时间
总时间
1)贴装时间+调机时间+待机时间=出勤时间;2)效率=贴装总数(点)/(出勤时间-待机时间)*55000*100%
日期:
A班( )B班( )组别: A( ) B( )制表:审核:
线别
出勤时间
机型
单号
单片
点数
贴装时间
时段产能(目标/实际)
生产总数(枚)
效率
贴装总数(点)
抛料率
调机时间
待机时间
1节
2节
3节
4节
5节
6节
设
备
状
态
调机开始时间
程序转换\故障情况
故障原因
耗时
责任人
调机开始时间
程序转换/故障情况
故障原因
耗时
责任人
项目
时间
项目
时间
特记事项
备注
外
因
停电时间
生产/效率状况:Βιβλιοθήκη 品质状况5S状况停气时间
其他时间
计
划
换线时间
待料时间
品
质
首件时间
异常停机时间
总时间
1)贴装时间+调机时间+待机时间=出勤时间;2)效率=贴装总数(点)/(出勤时间-待机时间)*55000*100%