轧辊专业术语
焊管轧辊生产基本理论知识概述

焊管轧辊生产基本理论知识概述一:轧制底线轧制底线也就是机组中心线与平辊喉径(最细处)靠合时,此线与工作台面的直线距离,也就是轧辊喉径与底板的距离。
轧制底线高在机组出厂时就已经确定的,比如50机组的轧制底线高为235MM,76机组的轧制底线高为265MM,89机组的轧制底线高为280MM。
厂家不同,此数据会有变化。
立辊的下辊环的上沿到底板的距离也是轧制底线高(立辊轴高低不可调的机组)。
二:起始底径与底径递增每台机组的起始(成型第一架如是W变型,底径在最粗与最细的中间)底径(平辊喉径)也是固定不变的,每架次递增0.6MM-0.8MM,递增的目的是为了让每架次比前一架次转速稍快,属于后面拉着前面走,对于管材成型有利。
三:保险垫的高度保险垫也就是放在下滑块与牌坊底梁中间的一个铸铁的垫子,受到比较大的冲击时此垫中间会被压入底部,使轴等不受损伤。
保险垫的高度也是固定的,每架次递减0.3MM-0.4MM(因轧辊每架次递增0.6MM-0.8MM,保险垫每架次递减0.3MM-0.4MM,所以轧制底线还是处在水平上)。
四:圆变方时定径轧制底线的变化在圆变方时,尤其是圆变矩形管时(平出),定径应调成中心线不变,底线则是逐渐升高。
此调整目的是使管材均匀变型,角部均等,减少对机组的冲击力。
例:50*100的矩形管(定径为五平五立,四五架次平辊孔型一样),挤压辊出来为直径94的圆,到定径第四架次时变型量为94-50=44MM(底线不变为水平时等于管材的上部压下44MM,壁厚较厚时对机组的冲击力非常大,而且下部的外R角会比上部的外R角圆),所以应采用中心线不变,即是将下平辊逐渐垫高(轧制底线逐渐升高),到定径第四架次时垫起22MM,将22MM四架平分垫起即可(此为概率算法,精确垫起的数据应为轧辊设计的变型量)。
轧辊知识
1-什么是轧辊,轧辊的种类有哪些?轧辊是使(轧材)金属产生塑性变形的工具,是决定轧机效率和轧材质量的重要消耗部件。
轧辊种类按成型方法可分为铸造轧辊和锻造轧辊;按工艺方法分为整体轧辊、冶金复合轧辊和组合轧辊。
整体轧辊分为整体铸造和整体锻造轧辊两种。
冶金复合铸造轧辊主要有半冲洗复合铸造、溢流(全冲洗法)复合铸造、离心复合铸造三种,此外还有连续浇铸包覆(CPC-Continuous PouringProcess for Cladding)、喷射沉积法、热等静压(HIP-Hot Isostatically Pressed)、电渣熔焊等特殊复合方法制造的复合轧辊种类。
组合轧辊主要是镶套组合轧辊。
2-什么是整体轧辊?整体轧辊是相对于复合轧辊而言的,整体轧辊的辊身外层与心部以及辊颈采用单一材质铸造或锻造而成,辊身外层和辊颈不同的组织、性能通过铸造或锻造工艺以及热处理工艺过程来控制和调整。
锻造轧辊和静态铸造的轧辊均属于整体轧辊。
3-轧辊按材质主要分为哪几种类别?轧辊按制造材料主要划分为铸钢系列轧辊、铸铁系列轧辊和锻造系列轧辊三大类别。
其中碳含量小于2.2%的铸造铁基材料称为铸钢系列;碳含量大于2.2%的铸造铁基材料称为铸铁系列;锻造铁基材料称为锻造系列。
4-什么是铸造轧辊,铸造轧辊主要有哪些种类?铸造轧辊是指将冶炼钢水或熔炼铁水直接浇注成型这一生产方式制造的轧辊种类。
铸造轧辊按材质又可分为铸钢轧辊和铸铁轧辊两类;按制造方法又可分为整体铸造轧辊和复合铸造轧辊两类。
关于锻钢轧辊的软点关于锻钢轧辊的软点锻钢轧辊的软点产生主要是看它在何时产生的,是在轧辊淬火中还是在轧辊轧制过程中。
1、在淬火过程中产生的软点轧辊淬火时产生软点,是淬火时轧辊表面某些区域长时间被稳定的油蒸汽膜或盐壳覆盖,使这些区域的冷却速度低于钢的临界冷却速度而发生的中温转变,析出屈氏体而造成的。
为了防止淬火软点一定要控制淬火油的特性温度,定期检验,更换老化的淬火油。
轧辊种类的划分
轧辊种类的划分
轧辊是用于金属轧制的设备,根据其用途和材质不同,可以分为以下几种类型:
1. 热轧辊:适用于热轧工艺,一般由合金钢制成,具有较高的热强度和磨损耐受能力。
2. 冷轧辊:主要用于冷轧工艺,一般由高速钢或工具钢制成,具有较高的硬度和表面光滑度。
3. 镀膜轧辊:表面经过涂层处理,如镀铬、镀钛、镀钨等,以增加轧辊的耐磨性和耐腐蚀性。
4. 粗轧辊:主要用于对厚板坯进行初轧的辊子,通常由铸铁或钢制成。
5. 精轧辊:用于对轧制薄板或带材进行精密轧制的辊子,一般由合金钢或特殊钢制成。
6. 工艺轧辊:用于特殊工艺要求的轧制过程,如钢管轧辊、轧辊修磨辊等。
7. 形状轧辊:具有特殊形状的辊子,如花纹辊、包覆辊等,用于定制特殊形状的轧制产品。
8. 支撑辊:用于支撑轧辊运转的辅助辊子,常见的有支撑辊、导向辊等。
以上为一些常见的轧辊种类划分,根据具体的工艺需求和被轧制材料的特性,还可以有更细分的分类。
轧辊专业术语

耐磨性直接影响轧 辊的使用寿命和生 产效率
耐磨性可以通过材 料选择、热处理、 表面处理等方式提 高
耐磨性是衡量轧辊 质量的重要指标之 一
轧辊的抗疲劳性能
抗疲劳性能是轧辊 的重要指标之一
抗疲劳性能直接影 响轧辊的使用寿命 和生产效率
抗疲劳性能可以通 过材料选择、热处 理工艺等方法提高
抗疲劳性能的测试 方法包括疲劳试验 、冲击试验等
有色金属加工领域的应用
轧辊在铝 材加工中 的应用
轧辊在铜 材加工中 的应用
轧辊在锌 材加工中 的应用
轧辊在镁 材加工中 的应用
轧辊在钛 材加工中 的应用
轧辊在稀 有金属加 工中的应 用
其他领域的应用
钢铁行业:用于轧制 各种钢材
铝材行业:用于轧制 各种铝材
铜材行业:用于轧制 各种铜材
塑料行业:用于轧制 各种塑料制品
数字化:轧辊技术将更加数字化,实现 数据的采集、分析和应用
轧辊材料的研究进展
新型轧辊材料的研发:如陶瓷、复合材料等 轧辊材料的性能优化:提高耐磨性、耐热性等 轧辊材料的环保要求:减少污染、降低能耗 轧辊材料的智能化:实现轧辊的自动控制和监测
轧辊是钢 铁工业中不可或缺 的部件,未来将继 续发挥重要作用。
06
轧辊的发展趋势与未来 展望
轧辊技术的发展趋势
智能化:轧辊技术将更加智能化,实现 自动控制和优化
环保化:轧辊技术将更加注重环保,减 少污染和能耗
高效化:轧辊技术将更加高效,提高生 产效率和产量
定制化:轧辊技术将更加定制化,满足 不同客户的需求
集成化:轧辊技术将更加集成化,实现 与其他技术的融合和协同
轧辊分为工作辊 和支撑辊,工作 辊直接接触钢坯, 支撑辊用于支撑 工作辊。
轧辊

1-什么是轧辊,轧辊的种类有哪些?轧辊是使(轧材)金属产生塑性变形的工具,是决定轧机效率和轧材质量的重要消耗部件。
轧辊种类按成型方法可分为铸造轧辊和锻造轧辊;按工艺方法分为整体轧辊、冶金复合轧辊和组合轧辊。
整体轧辊分为整体铸造和整体锻造轧辊两种。
冶金复合铸造轧辊主要有半冲洗复合铸造、溢流(全冲洗法)复合铸造、离心复合铸造三种,此外还有连续浇铸包覆(CPC-Continuous PouringProcess for Cladding)、喷射沉积法、热等静压(HIP-Hot Isostatically Pressed)、电渣熔焊等特殊复合方法制造的复合轧辊种类。
组合轧辊主要是镶套组合轧辊。
2-什么是整体轧辊?整体轧辊是相对于复合轧辊而言的,整体轧辊的辊身外层与心部以及辊颈采用单一材质铸造或锻造而成,辊身外层和辊颈不同的组织、性能通过铸造或锻造工艺以及热处理工艺过程来控制和调整。
锻造轧辊和静态铸造的轧辊均属于整体轧辊。
3-轧辊按材质主要分为哪几种类别?轧辊按制造材料主要划分为铸钢系列轧辊、铸铁系列轧辊和锻造系列轧辊三大类别。
4-什么是铸造轧辊,铸造轧辊主要有哪些种类?铸造轧辊是指将冶炼钢水或熔炼铁水直接浇注成型这一生产方式制造的轧辊种类。
铸造轧辊按材质又可分为铸钢轧辊和铸铁轧辊两类;按制造方法又可分为整体铸造轧辊和复合铸造轧辊两类。
5-哪些轧辊适合于整体铸造生产?初轧机、钢坯连轧机、大型型钢和轨梁轧机、热轧板带钢轧机破鳞和轧边机、型钢万能轧机的轧边机,还有小型型钢、线棒材轧机的粗轧机架等轧机使用的轧辊,大多采用整体铸造方法生产,这类轧辊使用层较厚,孔型较深。
另外,热轧板带轧机的二辊粗轧辊也适合于整体铸造生产。
整体铸造轧辊的工艺方法相对简单,制造成本低。
6-什么是复合铸造轧辊?复合铸造轧辊指轧辊辊身外层与心部以及辊颈采用两种或两种以上材质复合铸造而成,辊身外层和辊颈分别通过不同材质的成分设计和热处理工艺获得要求的组织和性能。
钢铁厂轧机术语外语
轧辊专业术语

轧辊专业术语一. 基础术语1冶金轧辊mill rolls在轧机上使金属产生塑性变形的轧制工具。
2辊身roll b ody轧辊参与轧制过程的主体部位。
3辊颈roll n eck从辊身面延伸到轧辊同侧最末端,包括辊颈、轴头和其他延伸部位。
4轴颈journal轧辊轴颈向外延伸的部位。
5轴头wabbler轧辊轴颈向外延伸的部位。
6传动侧drive side轧辊与驱动机构联接的一侧。
7操作侧work side与传动侧相对应的另一侧。
8冒口端top铸造轧棍相应冒口部位或锻造轧辊相应钢锭上部的辊颈部位。
9底座端bo t om铸造轧辊相应轧辊下部或锻造轧辊相应钢锭下部的辊颈部位。
10工作层work layer辊身允许使用的表层。
11复合层shell复合轧辊辊身不同于芯部材质的外层。
12白口层clear chill layer冷硬铸铁轧辊辊身不含石墨的白亮色表层。
13软带soft zone从辊身端面沿母线测量至硬度达到图样要求处的部位。
14中心线axis轧辊工作时围绕其旋转的轴线。
15母线generatrix包含轧辊中心线的平面与轧辊表面的相贯线。
16公称尺才nominal size表征轧辊规格的主要尺寸,以辊身直径和辊身长度表示。
17硬度落差hardne s drop从辊身表面至指定层沿径向硬度下降的差值。
18硬度梯度bardness gradient辊身径向单位长度上的硬度变化。
19辊身淬硬层深度hardened从辊身最大直径表面沿径向至硬度低于图样要求下限5HS 处的厚度。
20辊身硬度均匀度hardness homogeneity of roll body辊身表面除允许软带区外最高硬度与最低硬度的差值。
二. 专业术语按制造工艺分类1铸造轧辊2锻造轧辊a.锻钢轧辊forged s t e l roll用钢锭锻成的轧辊。
b.锻造半钢轧辊forged adamite r oll用半钢铸坯锻成的轧辊。
c.锻造白口铁轧辊nisso toyama roll用高纯度亚共晶白口铸铁锻成的轧辊。
轧辊型号分类

轧辊型号分类轧辊型号及其分类•按材质分类–铁质轧辊:由铸铁、合金钢等铁质材料制成的轧辊。
具有较高的硬度和强度,适用于对硬材料进行轧制。
–合金轧辊:由钢材与其他合金元素(如钴、铬等)合金化制成的轧辊。
具有耐磨性、耐蚀性等优点,适用于对高硬度材料进行轧制。
–陶瓷轧辊:由陶瓷材料制成的轧辊。
具有耐高温、耐磨性好等特点,适用于对高温、脆性材料进行轧制。
•按结构分类–平辊轧辊:由平面辊筒组成的轧辊。
平辊轧辊适用于对宽度较大的材料进行轧制,轧制效果均匀。
–斜辊轧辊:由斜辊筒组成的轧辊。
斜辊轧辊适用于轧制较薄的材料,可实现较好的轧制效果。
–异型辊轧辊:由具有特定形状的辊筒组成的轧辊。
异型辊轧辊通常用于对特殊形状的材料进行轧制,可以定制不同的辊筒形状以满足轧制需求。
•按用途分类–冷轧辊:用于对冷态材料进行轧制的轧辊。
冷轧辊可实现材料的塑性变形和表面质量的提升。
–热轧辊:用于对热态材料进行轧制的轧辊。
热轧辊主要用于大型轧机,能够实现高速、高温下的轧制。
–中间辊:位于轧机两辊之间,起支撑、传递轧制力等作用。
中间辊一般采用合金材料制成,具有较高的硬度和耐磨性。
–支承辊:位于轧机两辊之外,起支撑作用,使轧机稳定运行。
支承辊通常采用铁质材料制成,具有良好的强度和稳定性。
–导入辊:用于将材料导入轧机的轧辊。
导入辊通常采用平辊结构,以保证材料的均匀进入轧机。
–导出辊:位于轧机出料端,用于将轧制后的材料导出。
导出辊的结构通常根据轧制需求进行设计。
以上是对轧辊型号的常见分类及相关说明。
不同的轧辊型号适用于不同的材料和轧制工艺,能够满足不同的生产需求。
如需具体了解某一型号的轧辊,请联系相关专业人员或生产商。
轧辊
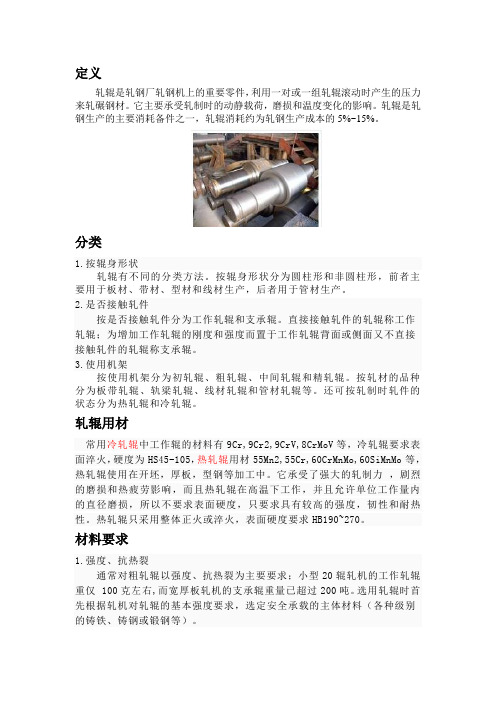
定义轧辊是轧钢厂轧钢机上的重要零件,利用一对或一组轧辊滚动时产生的压力来轧碾钢材。
它主要承受轧制时的动静载荷,磨损和温度变化的影响。
轧辊是轧钢生产的主要消耗备件之一,轧辊消耗约为轧钢生产成本的5%~15%。
分类1.按辊身形状轧辊有不同的分类方法。
按辊身形状分为圆柱形和非圆柱形,前者主要用于板材、带材、型材和线材生产,后者用于管材生产。
2.是否接触轧件按是否接触轧件分为工作轧辊和支承辊。
直接接触轧件的轧辊称工作轧辊;为增加工作轧辊的刚度和强度而置于工作轧辊背面或侧面又不直接接触轧件的轧辊称支承辊。
3.使用机架按使用机架分为初轧辊、粗轧辊、中间轧辊和精轧辊。
按轧材的品种分为板带轧辊、轨梁轧辊、线材轧辊和管材轧辊等。
还可按轧制时轧件的状态分为热轧辊和冷轧辊。
轧辊用材常用冷轧辊中工作辊的材料有9Cr,9Cr2,9CrV,8CrMoV等,冷轧辊要求表面淬火,硬度为HS45-105,热轧辊用材55Mn2,55Cr,60CrMnMo,60SiMnMo等,热轧辊使用在开坯,厚板,型钢等加工中。
它承受了强大的轧制力,剧烈的磨损和热疲劳影响,而且热轧辊在高温下工作,并且允许单位工作量内的直径磨损,所以不要求表面硬度,只要求具有较高的强度,韧性和耐热性。
热轧辊只采用整体正火或淬火,表面硬度要求HB190~270。
材料要求1.强度、抗热裂通常对粗轧辊以强度、抗热裂为主要要求;小型20辊轧机的工作轧辊重仅 100克左右,而宽厚板轧机的支承辊重量已超过200吨。
选用轧辊时首先根据轧机对轧辊的基本强度要求,选定安全承载的主体材料(各种级别的铸铁、铸钢或锻钢等)。
2.硬度、耐磨而精轧辊速度较高,轧制最终产品要有一定的表面质量,对它以硬度、耐磨等为主要要求。
然后考虑轧辊使用时所应有的耐磨性。
由于轧辊的磨损机理很复杂,包括机械应力作用、轧制时的热作用、冷却作用、润滑介质的化学作用以及其他作用,目前还没有一项综合评定轧辊抗磨性的统一指标。
轧辊磨床专业术语
轧*昆磨床专业术语Accompying element:伴生元素ACtUallOad有效负载Accuracy norms:精度标准ACiCLlar 针状Actuating element:执彳亍元彳牛Adamite roll:半钢轧馄Agglomerant Cake:烧结块AIC roll :针状无限冷硬Air atomization :气压雾化AnChOr tie:锚位杆Angle PrObe:斜探头Anti-crimp A出防褶辐Anti-deflection roll:抗挠辐Anti pockmark :抗麻点性Anti spalling PrOPerty:抗剥落性ArChiteCtUre ContrCd:框架控制Arc transition:圆弧过渡Assessable ValUe:评税值As CaSt:铸态AXia上轴向Auto roll COUPling:平顶尖顶持Babbitt alloy:巴氏合金Back pouring :补浇涛Ball SCreW:滚珠丝杆Bainite :贝氏体Banded carbide :带状碳化物Bank mark:滞料纹Base PermeabiIity:原砂透气度Bar/merchant mill:小型轧机Bar/merchant steel :条钢Batching PIant:分批配料装置Batten:用板条固定Bearing bush:轴瓦bearing power of ground:地而寸力Bed frame:床身Bead welding roH:堆焊轧辐Beam blank:异型胚Beam m川:型钢轧机Bending discharged design:挠曲度补偿设计Bearingjournal : 支撑辑颈Billet m川钢胚轧机Bleeding out rate:漏钢率Blacking scab :涂料疤Block gauge :块规Blank plate:基板、坯板Blooming m川:(方坯)初轧机Botch milling铳螺纹槽Bogie hearth resistance furnace:台式电阻炉Bore CheCk:精密小测定仪器Box SPanner:内六角扳手;套筒扳手Break down miH:开坯轧机Build-up Weld:堆焊Bus COUPler:母线耦合器BUrn-On:焊上Campaign life/Iength:服役周期Casting billet:铸坯Cable drum:电缆盘Cable trench:电缆沟Caliper rule :测径尺Capillary tube th rottie:毛细管节流器CardanShaft:万向联辅器Cast iron and cast steH:铸铁和铸钢Cc duplexed AIC roH:离心复合无限冷硬轧馄Cc duplexed SGA roH:离心复合针状球墨轧辘Cc duplexed SGP roll:离心复合球墨珠光体轧辘Center quill:中央套管Centralized IUbriCatiOn:集中润滑Chain IUbriCatiOlT链润滑Chamfer:倒角Chatter mark: oscillation mark 振纹Chequered plate:网纹钢板Chemical bolt:化学螺栓ChilICrack:激冷裂纹Chilled iron:冷淬钢ChiPPing:修整表面缺陷Chip remova上清除碎屑Chock weight relief SyStem:支顶油缸Chock tilting device:翻箱机构ChrOmiUm:珞Chuckjaw :卡盘爪chrome Plating:渡铭层Circumferential SPeed:线速度Clamping distance:总长Coiler pinch rolls:卷取机夹送辐Cold-redundancy:冷备份冗余Commbo grinding machine:组合磨床COmmiSSiOn:试机Complex ContOUring复合曲线Continuous tandem mill :全连续冷轧Correction grinding and shape CorreCtiorι:修正磨削和馄形修正Constant infeed VelOCity:进刀量Cross SCreWdriVer:十字镖丝刀(Philips screwdriver) Crowning Symmetry:中高对称性:Damp StrUCtUre:阻尼结构DC arc furnaces :直流电弧炉Deflector roH:升降馄De-rating factor:减额因素DireCtiOnalValve:导向阀Dog SWitCh:回参考点减速开关Down Payment:定金DOWntime:停机检查时间;故障检修期间Double pouring cast roH:铸造复合轧辐Driving dog:传动轧头;传动挡块DriVe匚拨盘\拨爪Double pouring roH:复合铸造馄Eccentric SleeVe:静压信心套Eddy current detector:涡流控伤EIeCtriCreaCtOr:电抗器EleCtriCalraCerWay:电滚道Electrical SWitChbOard:酉己电木巨Embedded Parts:预埋件End CIearanCe:端隙Fabricated StnJCtUre:装配式结构FaCePlate:花盘Face run-out :端面跳动False work ( scaffolding ):脚手架FaStener:紧固件FaUltIeVe上短时而寸受电流Feedback IOOP:反馈电路Fiber optic Cable:光纤电缆Filter Cartridge:滤筒Finish all over :全面精加工Finishing mill Stand:精轧机架Finish paints :面漆Floor plate pattern milling铳地板纹路槽Flush mounted:平镶;镶嵌Flat bed paper filter:平床纸过滤器Flattener roll:矫直辐∖压扁机Floating driver in faceplate:柔∣生马区动面板Flow SWitCh:流量开关FIUSh-mounted:嵌装Forging iron锻造铁Forged adamite roH:锻造半钢轧辘Fractional horsepower:分马力型Frame CrOSS:底架Gantry boring-milling machine:龙门键铳床Gear PUmp:齿轮泵Grinding to tolerance:公辅磨削Grinding wheel bed:砂轮床身(carriage bed)Grinding wheel dressing device:砂轮修整装置(金钢笔)Grinding wheel holder:砂轮夹盘Grinding wheel Pore:砂轮气孑LGrove grinding:磨沟槽Hand rail :栏杆Hand WheH:电子手轮Hardened steH:淬火钢HeadStOck:头架(tailstock 尾架)Hex WrenCh:六角扳手High-tensile steH:高强度钢Hinged PIate较接装合板Hoist type:电动葫芦型号(升降式)Holding down bolt锚杆;地脚螺杆H。
轧辊分类——精选推荐
轧辊分类1、按被压延金属种类分类轧制钢铁制品的称为黑色轧辊。
轧制有色金属材料(铜、铝等)制品的称为有色轧辊。
2、按轧材被轧制时的温度分类轧制温度高于轧材再结晶温度的称为热轧,相应的轧辊称为热轧辊。
轧制温度低于轧材再结晶温度的称为冷轧辊,相应的轧辊称为冷轧辊。
3、按轧材成品的形状分类轧制热轧带钢产品的称为热带轧辊,以此类推,有:冷带轧辊、板钢轧辊、型钢轧辊、无缝钢管轧辊、棒线材轧辊等。
4、按轧机在轧线上的功能或所处的位置分类用于开坯轧机的称为开坯辊,以此类推,有粗轧辊、BD辊、中轧辊、预精轧辊、精轧辊、精轧前段辊、精轧后段辊、横切平整辊、纵切平整辊、切分辊、立辊、轧边辊、穿孔辊、轧管辊、脱管辊、张力减径辊、矫直辊等。
5、按轧辊在轧机上的位置分类直接接触轧材的轧辊称为工作辊。
辊轧机起支撑作用的轧辊称为支承辊,多辊轧机处于最远离工作辊位置的轧辊称为支承辊。
多辊轧机处于工作辊和支承辊之间的轧辊,称为中间辊。
6、按轧辊材质分类按材料类别分类,轧辊分为铸钢轧辊、铸铁轧辊、锻钢轧辊和粉末冶金轧辊四大类各大类又依轧辊工作部分的材质和主要合金元素不同进行细分,目前比较通用的分类见表1-1。
表1-1 主要轧辊材质一览表7、按毛坯制造方法分类整体轧辊(也叫常法铸造轧辊)复合轧辊(冲洗复合、离心复合、CPC复合、喷射沉积复合等)。
其中:采用冲洗溢流出芯部液体金属的全冲洗复合方法制造的轧辊,称为全冲洗辊;仅把辊身芯部液体金属冲洗到上辊颈的称为半冲洗辊;采用离心复合铸造方法制造的复合轧辊称为离心复合辊;采用CPC(连续复合熔铸)法制造的复合轧辊称为CPC复合辊。
机械组合轧辊采用机械组合方式制造的轧辊,称为组合辊。
采用机械组合方式并沿轴向施加一定压力制造的轧辊,称为预应力辊。
8、按辊身尺寸分类轧辊按辊身尺寸分为大轧辊和小轧辊。
我公司的分类尺寸:铸钢轧辊——辊身直径≤500mm的称为小钢辊铸铁轧辊——辊身直径≤540mm的称为小铁辊锻钢轧辊——辊身直径≤300mm的称为小冷辊辊环——净重≤1吨,最大直径≤1150mm的称为铸造小辊环。
轧辊基础知识

轧辊与轧辊轴承知识讲座1、什么是轧辊,轧辊的种类有哪些?轧辊是使(轧材)金属产生塑性变形的工具,是决定轧机效率和轧材质量的重要消耗部件。
轧辊种类按成型方法可分为铸造轧辊和锻造轧辊;按工艺方法分为整体轧辊、冶金复合轧辊和组合轧辊。
整体轧辊分为整体铸造和整体锻造轧辊两种。
冶金复合铸造轧辊主要有半冲洗复合铸造、溢流(全冲洗法)复合铸造、离心复合铸造三种,此外还有连续浇铸包覆(CPC-Continuous PouringProcess for Cladding)、喷射沉积法、热静压(HIP-Hot Isostatically Pressed)、电渣熔焊等特殊复合方法制造的复合轧辊种类。
组合轧辊主要是镶套组合轧辊。
2、什么是整体轧辊?整体轧辊是相对于复合轧辊而言的,整体轧辊的辊身外层与心部以及辊颈采用单一材质铸造或锻造而成,辊身外层和辊颈不同的组织、性能通过铸造或锻造工艺以及热处理工艺过程来控制和调整。
锻造轧辊和静态铸造的轧辊均属于整体轧辊。
3、轧辊按材质主要分为哪几种类别?轧辊按制造材料主要划分为铸钢系列轧辊、铸铁系列轧辊和锻造系列轧辊三大类别。
4、什么是铸造轧辊,铸造轧辊主要有哪些种类?铸造轧辊是指将冶炼钢水或熔炼铁水直接浇注成型这一生产方式制造的轧辊种类。
铸造轧辊按材质又可分为铸钢轧辊和铸铁轧辊两类;按制造方法又可分为整体铸造轧辊和复合铸造轧辊两类。
5、哪些轧辊适合于整体铸造生产?初轧机、钢坯连轧机、大型型钢和轨梁轧机、热轧板带钢轧机破鳞和轧边机、型钢万能轧机的轧边机,还有小型型钢、线棒材轧机的粗轧机架等轧机使用的轧辊,大多采用整体铸造方法生产,这类轧辊使用层较厚,孔型较深。
另外,热轧板带轧机的二辊粗轧辊也适合于整体铸造生产。
整体铸造轧辊的工艺方法相对简单,制造成本低。
6、什么是复合铸造轧辊?复合铸造轧辊指轧辊辊身外层与心部以及辊颈采用两种或两种以上材质复合铸造而成,辊身外层和辊颈分别通过不同材质的成分设计和热处理工艺获得要求的组织和性能。
轧辊
1.[2] 一般,工作辊每轧制1500-2500吨带钢后要进行换辊,前后两次换辊的时间间隔称为轧制周期或者轧辊单耗。
(热轧)2. [3] 影响工作辊(冷轧)寿命的因素:抗裂性能(耐过烧性能)、淬火层深度、抗剥落性。
调查(调查的轧辊以轧制板后2.0-3.0毫米、含碳量为0.05%-1.2%,并使板厚减少65-90%的极软卷材钢的冷轧工作辊为主)结果:(1)轧辊产生小鳞片的次数达到换辊总次数的13.5%及轧辊产生小鳞状碎片量约占总磨损厚度的70%时,轧制出来的带钢就要产生裂纹。
(2)改进工作辊的化学成分和热处理来提高工作辊的质量,使平均磨损量减少到60%,轧辊的轧制能力提高了一倍。
(3)工作辊淬火层较深时,有较高的轧制能力。
轧制出的带钢表面质量好,能使金属小球状印痕、非金属夹杂、枝晶组织等减小到最小值。
(4)工作辊的剥落现象随轧机型式的不同而不同,在冷轧和辊径较大的情况下,容易产生带状疲劳裂纹;在平整轧制和辊径较小时,容易产生贝壳状疲劳裂纹。
在冬季,尤其是当工作辊被加温至运转和运转后冷却时,在受热不均的情况下最容易产生剥落(剥落现象与轧机型式和季节(使轧辊受热不均匀)等有关)。
3.[3] 轧辊在轧制过程中,是由于卡钢引起的轧辊过烧,其产生的热量能使轧辊表面产生局部回火。
抗裂性措施:(1)使用膨胀系数小的材料。
(2)使用高温屈服强度高的材料。
(3)回火收缩小(组织均匀)。
(4)轧辊表层的残余应力小。
4.[3] 轧辊表面硬度越低抗裂化性能越好,但是轧辊的耐磨性差。
可以用改善轧辊的化学元素和热处理的方式来解决这一问题。
5. 冷轧辊要求表面淬火,热轧辊常用在开坯、厚板、型钢等的加工中。
热轧辊承受强大的轧制力,剧烈的磨损和热疲劳影响,热轧辊工作在高温环境下,允许单位工作量内的直径磨损,热轧辊不要求表面硬度,只要求具有较高的强度、韧性和耐热性。
6. 轧辊的加工周期:将旧轧辊改小需要6到8周,修理辊颈和辊身后淬硬到所需硬度需要4到6周,锻造新轧辊需要12周。
轧辊知识简介
轧辊知识简介一、铸铁系轧辊铸铁系轧辊的含碳量在2.5%—3.5%左右,按主要材质可分为普通铸铁轧辊、高镍铬无限冷硬复合铸铁轧辊、高铬复合铸铁轧辊和合金球墨铸铁轧辊四大类。
铸铁轧辊中常见的组织可分为基体、渗碳体、石墨三大类,基体组织主要氏体、铁素体、珠光体、贝氏体和马氏体,石墨在铸铁中的形态一般有片状和球状两种.1、普通铸铁轧辊普通铸铁轧辊可分为冷硬铸铁轧辊,中、低合金无限冷硬铸铁轧辊,中低合金球墨铸铁轧辊,冷硬铸铁是利用铁水自身过冷度和模具表面激冷的办法获得的一种铸铁其辊身表面激冷而生成白口层,硬度高、耐磨性好。
冷硬铸铁轧辊按制造工艺和芯部材质可分为非球铁、球墨复合、和球芯三大类。
无限冷硬铸铁轧辊是介于冷硬铸铁和灰口铸铁之间的一种材质,其辊身工作层基体组织中存在着石墨,并且辊身工作层与芯部没有明显的分界线。
普通铸铁轧辊主要用于叠轧薄板轧机、三辊劳特式中板轧机、线材轧机、棒材轧机及型钢轧机用辊。
2、高镍铬无限冷硬铸复合铁轧辊无限冷硬铸铁是界于冷硬铸铁和灰口铸铁之间的一种材质,无限冷硬铸铁轧辊辊身工作层集基体组织中存在着均匀分布的石墨,石墨的含量从辊身表面往里随深度的增加而提高,硬度随之降低,因此,辊身工作层与芯部没有明显的分界线,也称无界冷硬铸铁轧辊无限冷硬铸铁轧辊材质中含有较高的铬、镍、钼合金元素时为高镍铬无限冷硬铸铁轧辊,采用全冲洗(溢流法)或离心复合浇注工艺生产。
高镍铬无限冷硬铸铁轧辊辊身工作层基体组织中存在较大数量的碳化物,因此有较高的耐磨性,基体组织中石墨的存在,使其具有良好的抗热烈性,被广泛应用做宽、中、厚板轧机和带钢轧机精轧用辊。
3、高铬复合铸铁轧辊高铬复合铸铁轧辊是以含铬12-22%的高铬白口耐磨铸铁为轧辊辊身外层材质,一般以球墨铸铁为轧辊芯部和辊颈材质,采用离心复合浇注工艺而生产的高合金复合铸铁轧。
由于基体中存在板条状的Cr7C3型共晶碳化物、菊花状的Mo2C型共晶碳化物和颗粒状的Cr23C6型二次碳化物,高铬铸铁轧辊具有优异的抗耐磨性能,被广泛应用做热轧带钢连轧机粗轧和精轧前段工作辊、宽中厚板轧机粗轧和精轧工作辊及小型型钢和板材轧机精轧4、合金球墨铸铁轧辊合金球墨铸铁轧辊由于石墨从辊身到芯部呈球状均匀分布,所以抗拉强度大,可经受重载荷,耐磨损性很好。
棒线材轧机术语

棒线材轧机术语1. 咬入咬入就像是齿轮的完美啮合,是棒线材轧机里很关键的一环。
你想啊,就像火车的车轮必须稳稳地卡在铁轨上才能前行一样,轧辊要顺利咬住钢坯才能开始轧制呢。
我有个朋友在轧钢厂工作,他说要是咬入没弄好,整个轧制过程就像没头的苍蝇,乱套了。
2. 孔型孔型可是棒线材轧机里的魔法形状。
这就好比是一个个独特的模具,钢坯就像软泥一样,经过这些孔型就被塑造成各种想要的形状。
我记得我第一次看到那些孔型的时候,就惊叹:“这简直就是钢铁的变形魔法啊!”你要是看到那些复杂又有序的孔型,肯定也会觉得神奇无比。
3. 轧制力轧制力是个大力士呢!它就像一双无形的大手,使劲地挤压着钢坯。
这力量要是控制不好,就像你捏泥巴的时候用力过猛,要么捏坏了,要么形状不对。
我听轧机师傅说过,调整轧制力就像走钢丝,得小心翼翼的。
4. 导卫装置导卫装置就是棒线材轧机里的小向导。
它就像个热情的导游,引导着钢坯准确无误地进入轧辊。
要是没有导卫装置,钢坯就像迷路的小孩,到处乱撞,那还怎么能轧出好的棒线材呢?我问过一个老工人,他说导卫装置虽然不起眼,但没它可不行,就像航海没有罗盘。
5. 堆钢堆钢可就是个大麻烦,就像堵车一样让人头疼。
钢坯在轧机里突然堆积起来,那场面就像多米诺骨牌倒了一样,一片混乱。
我在轧钢厂见过一次堆钢事故,那真是惨不忍睹啊,大家都急得像热锅上的蚂蚁。
6. 张力张力就像一条无形的绳子,拉扯着棒线材。
它的作用可不小呢。
你可以把它想象成放风筝的时候,风筝线对风筝的拉力,能让风筝保持稳定的形状。
在轧机里,合适的张力能让棒线材的尺寸更精准,要是张力不对,就像风筝断了线,乱飘了。
7. 轧辊磨损轧辊磨损就像人的牙齿慢慢被磨平一样。
轧辊一直在辛勤工作,不停地和钢坯摩擦,时间长了就会磨损。
这就像汽车的轮胎,跑的路多了,就会磨损,得及时更换或者修理。
我跟一个轧机维修师傅聊天,他说看着轧辊磨损就心疼,那可是轧制的关键部件啊。
8. 轧制速度轧制速度可是个急性子还是慢性子的问题。
冶金轧辊术语

冶金轧辊术语1. 嘿,你知道啥是轧辊的“辊身”吗?这就好比是轧辊的脊梁骨呢!比如说咱看到那种大型的轧钢厂,那轧辊在轧制钢材的时候,辊身可是直接和钢材接触的部分,它要是出了问题,整个轧制过程就像断了脊梁的人,根本没法好好工作啦。
2. “辊颈”这个词可不能小瞧。
这就像是轧辊的脖子呀。
我曾经听一位老师傅说,他见过一次因为辊颈磨损严重,就像人的脖子扭伤了一样,结果导致整个轧辊运转起来摇摇晃晃的,那生产出来的钢材质量能好吗?简直就是一塌糊涂。
3. 再来说说“辊面”吧。
这可是轧辊的脸啊,是最重要的部分之一。
想象一下,你要是脸上长满了痘痘或者划痕,那得多难看呀。
轧辊也是一样,如果辊面不平整,就像人脸坑坑洼洼的,那轧出来的材料表面肯定也是毛毛糙糙的,根本不符合标准嘛。
4. 你听说过“轧辊硬度”没?这就如同人的力气大小一样重要。
我有个朋友在小轧钢厂工作,他们有一次用了硬度不够的轧辊,那就像是一个软弱无力的人去搬重物,根本无法把钢材轧到合适的厚度,真是愁死人了。
5. “轧辊磨损”这事儿可麻烦了。
就像是人穿鞋子,穿久了鞋底会磨平一样。
轧辊每天不停地工作,时间长了肯定会磨损的。
我记得有个轧钢厂,没有及时发现轧辊的磨损,就继续让它工作,结果生产出来的钢材粗细不均,这不是自找麻烦吗?6. “轧辊直径”也很关键哦。
这就像是车轮子的大小一样,不同的直径适合不同的轧制任务。
我遇到过一个工程师,他在选择轧辊的时候,没有考虑好直径的问题,就像给小汽车装上了大卡车的轮子,完全不匹配,最后导致整个轧制系统效率极低。
8. 咱聊聊“轧辊转速”吧。
这就好比人跑步的速度。
如果轧辊转速太快,就像一个人跑步太快容易摔倒一样,容易出现各种问题,比如钢材可能会过热变形。
我见过一个新员工不懂这个道理,乱调轧辊转速,结果造成了一堆废品,哎真是让人哭笑不得。
9. “轧辊冷却”是个容易被忽视但极其重要的环节。
这就像人在炎热的天气里需要喝水降温一样。
有个轧钢厂曾经忽略了轧辊冷却,那轧辊就像一个中暑的人,工作起来没力气,而且寿命也大大缩短了,多可惜呀。
轧钢原理公式及名词解释
轧钢原理公式及名词解释Δn:压下量ΔB:展宽量ΔL:延伸量F:接触面积 P:平均单位压力 K:变形抗力H:轧前高度h:轧后高度B:轧前宽度b:轧后宽度L:轧前长度l:轧后长度R:轧辊半径D:轧辊直径S0:原始辊缝S:实际辊缝t:弹跳量y:预压值M:刚性系数C:力臂系数T:张力f:摩擦系数Mˊ:轧制力矩F1:断面积f n:前滑值f H:后滑值α:咬入角β:摩擦角γ:中性角δs:屈服极限n:轧辊转数V:速度ε:累计压下率N:电机功率U:电压A:电流℃:温度i:减速比S:秒min:分KN:千牛Kg:公斤T:吨mm:毫米M:米Σ:总和C:碳M n:锰Si:硅P:磷S:硫Cr:铬Mo:钼V:钒KW:千瓦Pa:帕mm2:平方Max:最大原理计算公式及应用:压下量:轧前高度减去轧后的高度 Δn=H -h宽展量:轧后的宽度减去轧前的宽度 ΔB :b -B延伸量:轧后的长度减去轧前的长度 ΔL :l -L压下率:轧前高度减去轧后高度与轧前高度之比乘百分之百 ε= .%展宽率:轧后宽度减去轧前宽度与轧前宽度之比乘百分之百 ε= .%断面积:轧前高度乘轧前宽度 F= H.B轧件长度:原料高度除辊缝高度乘原料长度 l= .%延伸系数:本架轧件长度除前一架轧件长度延伸系数=轧机秒速度:断面积乘轧制速度(设定速度),除前一架断面积=H -h HHS 0VL秒速度×60=分速度 V/F 1=前滑:变形区出口处,轧件速度大于轧辊线速度 fn=.%后滑:轧件入口速度低于轧辊线速度 fH = .%VCoS α:轧辊线速度水平分量 V H :入口处轧件速度出口厚度:空载辊缝加弹跳预压值 S=S 0+t+y空载辊缝:出口厚度减弹跳 S 0=S -t弹跳量:出口厚度减空载辊缝 t=S -S 0体积不变定律:变形前后金属体积不变 H .B .L=h.b.l 轧辊转数公式: n= minF.V/SF1Vn -VV VCoS α3.14×D秒速度公式: V ≠S温度计算公式:t=ir -C=( -1)C=式中:t ——该道次轧件厚度的温度℃ ir ——进入精轧机前轧件的温度℃ tch ——精轧末架轧机出口带钢温度℃ hr ——进入精轧机前钢板的厚度MM hch ——精轧末架出口带钢厚度MM轧制压力:轧件作用于轧辊通过辊承箱,压下螺丝传递给机架的总的力爱克龙德公式计算轧制力 (1)R=轧辊半径R=1/2(直径-电字+弹跳) (2)Δn=压下量Δh=上架电字-本架电字 (3)l=变形高度3.14×D ×n60 nrn (ir -tch )hch nr -hchl=∨ (4)F=变形面积×变形高度(5)f=摩擦系数f=(1.05-0.0005×开轧温度) (6)V=轧辊圆周速度 V= =米/秒(7)m=外摩擦对单位压力影响系数 m=(8)K=单位变形抗力K=(14-0.01×温度).(1.4+碳0.55+锰0.8+铬0.3) (9)n=粘性系数 公斤/mm 2n=0.01(14-0.01×温度)×1(>6米取0.8、<6米取1) (10)u=平均变形速度1/秒 u= ×103(11)P 平=(1+M) (K+h ×u) Kg/MM 2 (12)轧制力=P 平×F半径×压下量 23.14×辊径×转数601.6×f ×2-1.2×ΔnH + nR H+h轧制力矩公式:Mˊ=∨×轧制力R×Δh电机功率公式:N= Mˊ×n×1.03Mˊ——轧制力矩n——轧辊转数1.03——系数轧制力矩:轧辊一面转数,一面在轧件变形区内变形,若使轧辊在这种情况下维持转动,就要给轧辊一个转动的力量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
轧辊专业术语
一. 基础术语
1 冶金轧辊mill rolls
在轧机上使金属产生塑性变形的轧制工具。
2 辊身roll body
轧辊参与轧制过程的主体部位。
3 辊颈roll neck
从辊身面延伸到轧辊同侧最末端,包括辊颈、轴头和其他延伸部位。
4 轴颈journal
轧辊轴颈向外延伸的部位。
5 轴头wabbler
轧辊轴颈向外延伸的部位。
6 传动侧drive side
轧辊与驱动机构联接的一侧。
7 操作侧work side
与传动侧相对应的另一侧。
8 冒口端top
铸造轧棍相应冒口部位或锻造轧辊相应钢锭上部的辊颈部位。
9 底座端bottom
铸造轧辊相应轧辊下部或锻造轧辊相应钢锭下部的辊颈部位。
10 工作层work layer
辊身允许使用的表层。
11 复合层shell
复合轧辊辊身不同于芯部材质的外层。
12 白口层clear chill layer
冷硬铸铁轧辊辊身不含石墨的白亮色表层。
13 软带soft zone
从辊身端面沿母线测量至硬度达到图样要求处的部位。
14 中心线axis
轧辊工作时围绕其旋转的轴线。
15 母线generatrix
包含轧辊中心线的平面与轧辊表面的相贯线。
16 公称尺才nominal size
表征轧辊规格的主要尺寸,以辊身直径和辊身长度表示。
17 硬度落差hardness drop
从辊身表面至指定层沿径向硬度下降的差值。
18 硬度梯度bardness gradient
辊身径向单位长度上的硬度变化。
19 辊身淬硬层深度hardened
从辊身最大直径表面沿径向至硬度低于图样要求下限5HS处的厚度。
20 辊身硬度均匀度hardness homogeneity of roll body
辊身表面除允许软带区外最高硬度与最低硬度的差值。
二. 专业术语
按制造工艺分类
1 铸造轧辊
2 锻造轧辊
a. 锻钢轧辊forged steel roll
用钢锭锻成的轧辊。
b. 锻造半钢轧辊forged adamite roll
用半钢铸坯锻成的轧辊。
c. 锻造白口铁轧辊nisso toyama roll
用高纯度亚共晶白口铸铁锻成的轧辊。
简称“NT”轧辊。
3 粉末冶金轧辊powder metallurgical roll
以碳化钨或其他为基体原料,用粉末冶金方法制成的轧辊。
4 连续浇注复合轧辊roll by continuous pouring process for cladding
在实心的金属棒周围,连续地浇入高合金外层熔合而成的轧辊。
简称“CPC”轧辊。
5 喷射沉积复合轧辊spraying precipitation composition roll
采用液态高合金雾化沉积工艺方法制成的轧辊。
6 堆焊轧辊bead welding roll
在辊身表面堆焊一层耐磨合金的轧辊。
按结构分类
1 整体轧辊single roll
由单一材质铸造或锻造的轧辊。
2 复合轧辊
a. 铸造复合轧辊double pouring cast roll
用不同铸造方法由两种或两种以上材质制成的轧辊。
b. 镶套轧辊compound sleeve roll
由不同材质辊套和芯轴组装的轧辊。
按轧制工序及配制分类
1 初轧辊blooming/stabbing mill roll
在初轧机上将钢锭轧制成钢还的轧辊。
2 粗轧辊roughing roll
在粗轧机上轧制坯料的轧辊。
3 中间机架轧辊intermediate stand roll
在粗轧机架后的中间机架上使用的轧辊。
4 精轧辊finishing roll
在精轧机架广使轧件最终轧制成材的轧辊。
5 平整辊temper mill roll
平整板、带材使其有较好的板型和改善机械性能的轧辊。
6 光亮平整辊skin pass roll。