中频焊机与工频焊机的区别
高频机和工频机的对比

高频机和工频机的概述一、工频机UPS和高频机UPS的发展对于UPS的发展历史,最开始的UPS类型有旋转发电机式和静止变换式。
静止变换式工频机结构UPS技术出现在上个世纪70年代,比旋转发电机式晚一些,随着几十年间电力电子学的发展以及电力电子功率元器件的技术不断革新。
UPS 的无论从控制技术,成本控制,功率容量大小,拓扑技术等都有翻天覆地的变化。
一般说任何技术的先进性是相对而言,任何先进的产品也有其一定的适用期。
以UPS服务的IT服务器为例,随着IT新技术的涌现,包括目前主流IT厂商提到的服务器、存储虚拟化技术,云计算等,IT产品的新旧替换代表着技术发展的方向。
对于UPS行业,近年工频机UPS逐渐暴露出它的缺点,比如体积大、重量大、功耗大和输入功率因数低等不利因素大大影响了建设和改造数据中心的灵活性,可用性。
目前UPS发展的方向朝高频化、小型化、智能化和环保化。
因为小型化有节省投资、提高效率、节约空间等优点。
小型化的前提是高频化,只有高频化才可以实现小型化。
小型化的第一个目标就是取消输入/输出隔离变压器。
以前由于技术、器件和材料的原因,UPS配有输入/输出隔离变压器,如此导致产品笨重、性能差、耗能大和价格贵。
后来由于新器件的问世,在1980年由美国IPM公司首先推出的新方案成功地取消了输入隔离变压器,近几年又由于技术的进一步发展和成熟,推出了新的逆变器变换方案,又成功地取消了输出隔离变压器,使UPS的性能有了很大程度的提高,这就是人们所说的高频型UPS。
这种UPS的整流器工作采用IGBT整流,开关频率不再是市电工频50Hz,而是高频5kHz-20kHz,并且功率因数高达0.99以上,输入不需要增加滤波器。
高频机进一步使UPS缩小了体积、改善了性能、减轻了重量、提高了效率、降低了成本和提高了可靠性。
所以国际上的多数UPS厂商放弃了带有输出隔离变压器UPS的生产,改为生产高频型UPS。
目前市场上所谓的工频整流型UPS已逐渐减少。
中频逆变直流点焊与工频交流电阻点焊技术优势比较
19510.16638/ki.1671-7988.2019.17.071中频逆变直流点焊与工频交流电阻点焊技术优势比较刘芯娟,邵刚(安徽江淮汽车集团股份有限公司,安徽 合肥 230022)摘 要:文章介绍了工频交流电阻点焊电源和中频逆变直流电阻点焊电源电路的原理,并对二者的系统进行了比较。
中频逆变直流电阻点焊具有更好的焊接表现、焊接合格率、更轻巧的重量和体积。
此先进技术增加了电阻焊的应用、减少了投入资金并且节省了能源。
从而知道未来电阻焊的发展趋势为中频逆变电阻焊。
关键词:电阻焊;中频逆变;直流中图分类号:TG44 文献标识码:A 文章编号:1671-7988(2019)17-195-02The Technical Advantage Comparison of MF Inventer DC Resistence Welding and50/60 Hz AC Resistance WeldingLiu Xinjuan, Shao Gang( Anhui Jianghuai Automobile Group Co., Ltd., Anhui Hefei 230022 )Abstract: This paper introduces the circuit principle of MF/DC and 50/60 Hz AC resistance welding power system. Compared with AC system, MF/DC resistance welding system has higher better welding quality, control precision, smaller and lighter transformer. This advanced technology is used widely and will be the trend of resistance welding. Keywords: Resistance welding; MF inverter; DCCLC NO.: TG44 Document Code: A Article ID: 1671-7988(2019)17-195-02前言电阻焊是工件通过电极施加压力,利用电流产生电阻热进行焊接的方法。
中频逆变直流电阻焊机同其他电阻焊机之比较
中频逆变直流电阻焊机同其他电阻焊机之比较等世界各厂提供的原材料配套,性能稳定,质量可靠。
我们致力于研究开发不同材质的焊接工艺,务求客户在焊接工艺中尽善尽美。
深圳市福威特焊机有限公司实力雄厚,重信用、守合同、保证产品质量,以多品种经营特色和薄利多销的原则,赢得了广大客户的信任。
公司一贯坚持“质量第一,用户至上,优质服务,信守合同”的宗旨,凭借着高质量的产品,良好的信誉,优质的服务,产品畅销全国近三十多个省、市、自治区以及远销欧美、意大利等国家。
竭诚与国内外商家双赢合作,共同发展,共创辉煌!中频逆变点焊机型号:FWT-20000机器图片展示:产品描述:◆每分钟最高可输出焊点1500个;◆1KHZ、2KHZ、4Khz、8kHz、10KHZ、20KHZ逆变频率,控制精度高,焊接时间可以精确到0.25毫秒或0.125毫秒;◆LCD显示直观,触摸液晶显示屏,操作方便;◆恒定电流、恒定电压、恒定功率、定脉宽等控制方式,适合多种材料多种产品焊接;◆三段放电加热方式,电流缓升缓降控制;◆设定参数上、下限电流监控;中频逆变电阻点焊机特点:1、电流直流输出,焊接电流为脉动直流(且波纹度小);2、IGBT逆变频率1~8KHZ,通电时间控制周期为0.125ms,放电时间可任意调节控制;3、可实时监控电流、电压、功率;4、具有电流失常、监控值超限、网压超限、过热等故障诊断与报警功能;可极大减少产品焊接不良率。
5、三段放电设定,带电流缓升缓降功能,可有效解决“飞溅”,更加保证了焊接的稳定性。
6、电极寿命能有效延长。
节能50%以上。
适用范围:广泛应用于铜、镍、不锈刚等有色金属和电子器件、精密仪表、低压电器及轻工、家电等行业。
中频逆变直流电阻焊机同其他电阻焊机之比较中频逆变直流电阻焊机优势一、目前国际最先进的电阻焊产品二、具有无可比拟的焊接稳定性;三、低运行成本:1.三相电源平衡输入,功率因数高达95%。
2.次级回路几乎没有感应能量损失。
高频机与工频机对比
高频机和工频机的概念解析现代电力电子技术的发展方向,是从以低频技术处理问题为主的传统电力电子学向以高频技术处理问题为主的现代电力电子学方向转变。
而UPS行业的发展也是从工频机向高频机的转变。
八十年代末期和九十年代初期发展起来的功率MOSFET和IGBT,其集高频、高压和耐大电流于一身,使UPS的数字化不断深化,体积小,容量大,高频化将成为UPS的发展方向,大中型的UPS的主流结构由原来的工频机转向高频机。
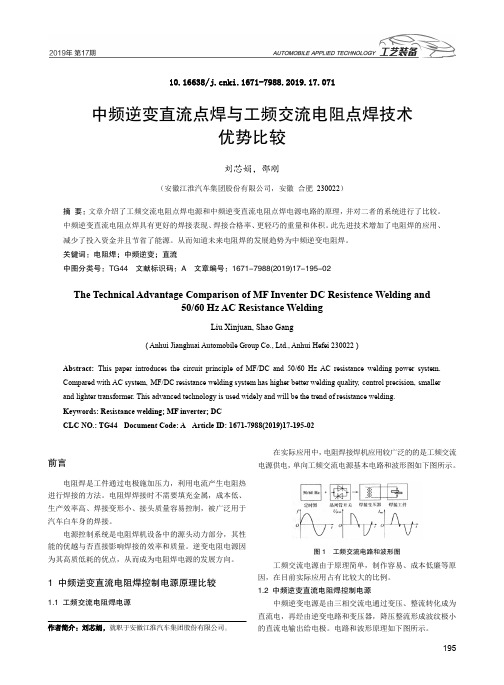
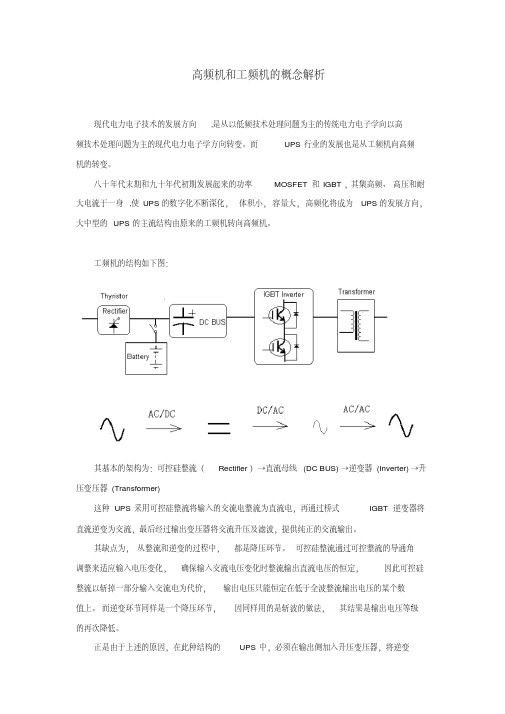
工频机的结构如下图:其基本的架构为:可控硅整流(Rectifier)→直流母线(DC BUS)→逆变器(Inverter)→升压变压器(Transformer)这种UPS采用可控硅整流将输入的交流电整流为直流电,再通过桥式IGBT逆变器将直流逆变为交流,最后经过输出变压器将交流升压及滤波,提供纯正的交流输出。
其缺点为,从整流和逆变的过程中,都是降压环节。
可控硅整流通过可控整流的导通角调整来适应输入电压变化,确保输入交流电压变化时整流输出直流电压的恒定,因此可控硅整流以斩掉一部分输入交流电为代价,输出电压只能恒定在低于全波整流输出电压的某个数值上。
而逆变环节同样是一个降压环节,因同样用的是斩波的做法,其结果是输出电压等级的再次降低。
正是由于上述的原因,在此种结构的UPS中,必须在输出侧加入升压变压器,将逆变输出的较低交流电压升致合理的输出范围,最终提供了恒定的220/380V输出。
新型的高频机的结构则如下图:其基本的架构为:二极管整流(Rectifier)→升压电路(Booster)→直流母线(DC BUS)→逆变器(Inverter)此种的结构为双转换技术,有升压(Booster)和逆变(Inverter)两个高频环节。
因整流部分使用了二极管整流,不需要调整整流的导通角,整流后的DC电压不必控制,所以高频机的输入功率因数将提高,输入的市电范围可变宽。
而升压(Booster)的环节使用了PFC 的调控技术,用IGBT工作在高频下调控,可以使BUS的电压稳定在较高的电位,而且BUS 电压稳定,纹波小。
中频、工频、谐波

中频电炉在现代化铸造生产中的地位及其发展方向现代机械制造技术和冶金技术的飞速发展对铸件提出了优质、精化和节能等要求,高性能的球铁铸件、蠕状石墨铸铁及铝合金铸件等优质铸件的大量应用,使得感应电炉在现代化铸造生产中的地位日益重要。
铸造车间改造和新建铸造车间中,感应电路的改造和添置往往放在首先考虑的位置。
高效、可靠和作业灵活的感应电炉的制造技术的发展,确立感应电炉在铸造生产中的重要地位。
从表1.看出,与工频感应电炉相比,无论从技术性能还是从投资方面来说,中频感应电炉具有无可争议的优势地位。
这使得它自20世纪80年代后期在欧、美等发达国家得到广泛应用,基本上替代了工频感应电炉。
自20世纪90年代起,随着中国电子技术的飞速发展,大功率的国产固态中频电源已得到成功的开发、生产和应用。
因此,工频感应电炉在中国也已逐渐在市场上消失,铸造车间内现存的工频感应电炉也在技术改造中逐步被中频感应电炉替代。
注:1.以批料熔化方法作业的中频炉可以每次将溶液倒空,冷炉起炉时不需起熔块,对块料尺寸和状态限制小,炉料过热时间短。
这些都是以残液熔化法作业的工频炉所缺乏的优势。
、配置高功率密度的电炉的开发和应用电炉功率愈高,其功率密度值愈高。
由于同样容量的电炉配置高功率后,其单位时间内输入到炉料中有效能量增加,熔化时间降低,使得电炉的总效率得以提高,熔化单耗也降低。
此外,具有同样生产能力的此类电炉的容量小,占有空间也小,总投资也有所减少。
这就是为什么近年来国外大力发展中频感应炉的原因。
目前,国外制造的中频感应熔化炉的功率密度通常配置到600 kw~800kw/t,小容量熔化炉的功率密度配置可高达1000 kw/t以上,国内制造中频感应熔化炉的功率密度通常配置到600 kw/t左右,从制造技术来说,配置更高的功率密度并没有什么大的困难。
目前这样受到炉衬的使用寿命和生产管理配套设备2个因素的限制。
因为在高功率密度情况下工作的炉衬受到强烈的溶液搅拌效应的冲刷,对炉衬的要求相应提高,目前国内的炉衬质量尚未能与之相适应。
工频、中频焊枪电能比较

铝焊接枪在铝焊接枪在通用美国的应用
--- 研铝焊接枪在通用美国的应用
枪在通用美国应用 铝 用 M研mM
--MILCO铝焊接
1.与通用美国共同研发,成熟的铝焊接技术在通用美国得到广泛的应用。 2.电导率和热导率较高:必须采用较大电流和较短时间, 35000 到40000安培
的电流既有足够的热量形成熔核;又能减少表面过热、避免电极粘附和 电极铜离子向纯铝包复层扩散、降低接头的抗腐蚀性。 3.塑性温度范围窄、线膨胀系数大:必须采用较大的电极压力,焊枪可提供 600Kg~900Kg的电极压力, 电极随动性好,避免熔核凝固时,因过大的内部拉应力而 引起的裂纹。 4.相比较钢而言,MFDC 非常适应铝的阻抗高的特点。
7.中频焊机适用多种材料及异种金属的焊接,如铝合金、不锈钢、高强度钢板等材料。另 外,对于镀锌板和普通多层板的焊接,其焊接质量也远高于工频焊机的焊接质量。而工 频焊机只适应焊接性能好的材料,如低碳钢板。
8.仅为交流变压器1/3的质量和体积,轻便快捷,当运用于机器人点焊操作时,可使机器人 的负荷减轻。
一体式伺服焊枪的优点
1.一体式,体积小,重量轻,免维护。 。 2.提高焊接质量 整个焊接过程中的电极压力可控,其压力调节速度可达200kgf/cycle(10kgf/ms), 能够很好地避免和抑制飞溅,有效保证和提高焊接质量;在进行管板焊接时,电极压力可调的特性能够减少管的焊
接变形,防止裂纹产生。 3.使用寿命长,1200000次~1500000次。 4.高速化 使电极打开幅度可控,机器人运行轨迹可实现最优化,减少不必要的行程。 3.精准化,安静化 电极运动位置和速度精确可控,实现与工件的软接触,减少冲击噪音,并延长电极寿命。 5.节省成本和投入,提高适应性 采用伺服焊枪电能的消耗成本低于压缩空气的消耗成本,可以达到节能的效果。另外非常适于形状复杂,多处打点
中频炉和工频炉有什么区别

中频炉和工频炉有什么区别?据统计,宁波市神光电炉有限公司生产的中频炉和工频炉中,中频炉比较普遍的应用于铸铁生产中。
据神光电炉工频炉负责人介绍,工频电炉能使金属熔化和升温,且加热均匀烧损少,便于调节铁液的成分、污染小。
但工频电炉熔化冷料速度慢、不利于造渣、冷炉启动需启动块、生产不够灵活、故一般常用于金属和合金的重熔与升温。
另外,工频电炉功率因数低,需配置大量补偿电容器,也增加了占地面积和设备投资。
神光电炉中频炉负责人介绍中频电炉电效率和热效率高、熔炼时间短、省电、占地面积较少、投资较低,易于实现过程自动化和具有生产灵活性。
中频电炉适合熔炼铸铁,特别适合熔炼合金铸铁、球墨铸铁和蠕墨铸铁。
它对炉料的适应性也较强,炉料的品种和块度可在较宽的范围内变动。
应该指出,虽然中频电炉优点较多,发展较快,但工频电炉则在铁液贮存、保温、调整合金成分和过热升温等方面,仍不失为1种良好的设备,尤其是作为高炉、冲天炉等熔炼炉的双联用炉仍然得到广泛应用。
参考资料:神光电炉网冲天炉:优点结构简单;设备费用少;电能消耗低;生产效率高、成本低;操做和维修方便;能连续生产的优点,缺点:铁液质量差;劳动强度高;环境污染大电炉:特点1、能灵活控制掌握冶炼温度,满足钢种冶炼的需要;2、热效率高,炉内气氛可以控制;3、能大量地去除钢中的磷、硫氧和其他杂质,提高钢质量;4、钢的化学成分比较容易控制,合金的收得率高且稳定;5、设备简单,工艺流程短。
可以分为:1、间接加热电弧炉,逐渐淘汰,工作原理:电弧在两电极之间产生,不接触物料,靠热辐射加热物料。
2、直接加热电弧炉,用于普通钢、优质碳素钢、各种合金钢、不锈钢的熔炼。
工作原理:电弧在电极与物料之间产生,直接加热物料3、埋弧电弧炉,用于冰镍、冰铜(见镍、铜),以及生产电石。
工作原理:电极一端埋入料层,在料层内形成电弧并利用料层自身的电阻发热加热物料中频感应炉:工作原理:感应炉的基本部件是用紫铜管绕制的感应圈。
高频与工频对比

工频机与高频机的对比1、工频机与高频机的最大区别就是有工频输出变压器和输入变压器,而高频机则用体积很小的高频电感或高频变压器2、•3、工频机优势:1.输入输出带工频变压器:输入工频变压器可以很好的抗市电冲击和波动,市电适应范围宽,发电机的适应性大大优于高频机,输出工频变压器可以抗负载冲击,当逆变器击穿时,可以保护负载安全2.简单可靠,线路经典成熟:几十年的传统电路,已经非常成熟可靠,电池不在此升压,电路简单,元器件数目较少,故障点少,维护速度快3.功率器件一般采用IGBT大功率模块,功率富余量很大,输出功率因数一般在0.8以上,工作可靠性加强4.逆变器采用桥式逆变电路加输出功率变压器,输出无直流成份,可以在允许的安全范围内带感性负载运行•4、工频机缺点:1.成本较高:采用工频变压器(铜、硅钢),大功率IGBT模块,价格高2.体积大,重量重:工频变压器的体积的重量相对高频机要大很多3.市电输入无PFC校正电路,输入PFC小于0.8 •5、工频机缺点:1.成本较高:采用工频变压器(铜、硅钢),大功率IGBT模块,价格高2.体积大,重量重:工频变压器的体积的重量相对高频机要大很多3.市电输入无PFC校正电路,输入PFC小于0.8 •6、高频机缺点:1.可靠性差:•电路复杂:整机有市电输入PFC校正、电池DC-DC升压、逆变器三大电路,器件多,故障点也多•整机的电压高达800VDC(±400VDC),功率器件的工作应力很大,容易击穿•为减小成本,逆变器一般采用IGBT单管,功率富余量很小,容易损坏•无输出隔离变压器,抗负载冲击能力差,当逆变器击穿时,800VDC直流高压威胁负载安全2.带载能力差:输出无隔离变压器,功率器件富余量小,输出功率因数一般只有0.65~0.73.发电机适应性差:输入采用PFC,导致市电的适应性较差,当市电波形较差时(接发电机),往往出现市电不能接入的情况,UPS的故障率也响应提高4.输出零地电压干扰大,零地电压高,不易滤除不适合带精密设备5.逆变器采用半桥电路,输出含有直流成份,不适合带感性负载•7、工频机适用于:1.电网不稳定2.需要接发电机3.负载冲击较大,有感性负载4.安全性要求较高的工业场合。
工频炉与中频炉详解.

工频感应炉与中频感应炉一、工频感应炉工频感应炉是以工业频率的电流(50或60赫兹)作为电源的感应电炉。
工频感应电炉已发展成一种用途比较广泛的冶炼设备。
它主要作为熔化炉用来冶炼灰口铸铁、可锻铸铁、球墨铸铁和合金铸铁。
此外,还作为保温炉使用,同前,工频感应炉已代替冲灭炉成为铸造生产方面的主要设备,和冲天炉相比,工频感应炉具有铁水成分和温度易于控制、铸件中的气体与夹杂物的合量低、不污染环境、节约能源和改善了劳动条件等许多优点。
因此,近年来工频感应炉得到迅速发展。
工频感应炉全套设备包括四大部分。
1.炉体部分冶炼铸铁的工频感应炉炉体部分由感应炉(两台,一台用于冶炼,另一台备用)、炉盖、炉架、倾炉油缸、炉盖移动启闭装置等组成。
2.电气部分电气部分由电源变压器、主接触器、平衡电抗器、平衡电容器、补偿电容器和电气控制台等组成。
3.水冷系统冷却水系统包括电容器冷却,感应器冷却和软电缆冷却等。
冷却用水系统是由水泵和循环水池或冷却塔以及管道阀门等组成。
4.液压系统液压系统包括油箱、油泵、油泵电机、液压系统管道与阀门和液压操作台等。
GW系列工频炉本系列GW工频无芯感应熔化炉可供熔化各种碳素钢、铸铁和特种铸铁(炼钢脱氧剂等),增加排烟装置还可熔化铜及铜合金。
本系列熔化炉其额定容量从0.25~10T共七个规格。
特点:1、使用可靠,操作简单,停电时机械方式可用手动倾炉2、熔化速度快,节省能源,且无污染3、金属烧损少,劳动条件好4、电路结构简单,节省场地,易于维护组成:(GW-1.5-420)炉体:一台/两台;炉前控制柜:一台;主接触器补偿柜:一台;液压站:一台(液压方式);电器设备:三台,倾炉控制柜:一台(液压方式)水冷电缆:2—4条。
GW-1.5-420工频无芯感应熔化炉(增强型)在脱氧剂生产的应用GW系列工频无芯感应熔化炉,目前已被广泛使用在许多炼钢脱氧剂生产厂家,并得到广泛的好评。
仅,本溪冶炼厂,就购买我厂GW系列工频无芯感应熔化炉达8套,其中GW-1.5吨工频无芯感应熔化炉(增强功率)有7套,3吨工频无芯感应熔化炉有1套,年产值可达3亿多元,因此我厂生产该种型号电炉在同行业中,作为生产脱氧剂的主要设备,在节能,产量等各方面,为同行业领先者,对生产脱氧剂感兴趣的客户,可带领实地考察,提供生产咨询,和技术上指导。
高频机与工频机的区别
高频机与工频机的区别一、高频机与工频机的定义1、高频机:利用高频开关技术,以高频开关元件替代整流器和逆变器中的工频变压器的UPS,俗称高频机,高频机体积小、效率高。
2、工频机:采用工频变压器作为整流器与逆变器部件的UPS俗称工频机,主要特点是主功率部件稳定可靠、过负荷能力和抗冲击抗干扰能力强、带负载能力强。
二、高频机VS工频机高频机不带隔离变压器,其输出零线存在高频电流,主要来自市电电网的谐波干扰、UPS整流器和高频逆变器脉动电流、负载的谐波干扰等,其干扰电压不仅数值高而且难以消除。
而工频机的输出零地电压更低,而且不存在高频分量,对于计算机网络的通信安全来讲,更加重要。
高频机输出没有变压器隔离,如果逆变功率器件发生短路,则直流母线(DC BUS)上的高直流电压直接加到负载上,这是安全隐患,而工频机则不存在此问题。
工频机的抗负载冲击能力较强。
三、高频机与工频机性能比较序号比较的指标、性能高频UPS 工频UPS1 过载能力一般较强2 抗输入浪涌能力一般较强3 输出抗冲击、短路能力一般较强4 输入PF值0.99 0.75 整机效率85~90% 75~85%6 功率密度高小7 零地电压较差相对较好8 输出级元器件多少9 功率器件容量小大10 故障时器件损坏程度高低11 可靠性一般好12 可维护性较复杂简易13 重量轻重14 体积小大15 与发电机适应力较差好从以上的比对中可以清晰的看出工频机在很多的方面优于高频机。
对于可靠性要求较高的一些重要、关键部位的电源保护方案还应以工频机为首选。
四、大功率工频UPS和高频UPS技术对比表:序号高频机工频机1 采用IGBT整流技术,根据统计数据,IGBT整流故障率远高于可控制硅整流采用可控硅整流技术,系统可靠性高2 输出有高次谐波,高频谐波耦合在零线上,可能抬升零地电压,很难满足IBM,HP等服务器厂家对零地电压小于1V的场地需求输出配置隔离变压器,零地电压增量为零,更可靠保证负载运行3 逆变器直接挂接负载,抗负载冲击能力弱,降低逆变器的可靠性输出隔离变压器自身短路阻抗的作用及高频衰减隔离特性,使得工频机具有很好的抗负载冲击能力,降低负载突变和短路对UPS的影响4 逆变器直接带载,带不平衡负载能力弱通过变压器的负载重新分配,提高了UPS带不平衡负载的能力5 负载直挂,带非线性负载的能力弱输出变压器具有3N次谐波电流的隔离能力,带非线性负载的能力强6 无输出隔离变压器,在UPS故障的情况下存在输出直流电压损坏负载的风险即使在UPS故障的情况下也不存在输出直流电压的风险,负载更加安全可靠7 主路旁路N线必须相同,因此无法实现主旁路不同源配置可以实现主旁路不同输入源的配置方案,满足高可靠性场地的配电要求8 某些厂家的高频机输入零线中断时,UPS无法正常工作,当市电和柴油发电机切换时,因零线短时“缺失”可能出现“零偏”故障,造成输出闪断,负载掉电的重大故障隔离变压器重新生成中心点,UPS输入零线中断时可正常工作9 采用专用充电器,充电能力弱。
中频感应加热设备和高频感应加热设备的区别

在使用感应加热设备的时候,很多朋友都会问中频感应加热设备和高频感应加热设备到底有哪些区别?两者的相同之处,即是在对工件进行热处理时,都是采用的感应加热原理,接下来就来给大家说一说这两者的区别具体体现在哪些方面。
中频感应加热设备和高频感应加热设备的区别:
1、使用频率不同:我们通常把频率在1-10Khz的感应加热设备,称之为中频感应加热设备,把频率在50Khz以上的感应加热设备,称为高频感应加热设备。
2、受感应加热设备频率的影响,两者的淬火深度也有所不同,中频感应加热设备的淬火深度,一般为3.5-6mm,而高频感应加热设备则为1.2-1.5mm。
3、透热直径不同:中频感应加热设备,在工件的透热方面具有很大的优势,主要是用来对工件进行透热热处理的,它可以对直径45-90mm的工件进行透热热处理,而高频感应加热设备,则只能透热那些又细又小的工件。
综上所述,中频感应加热设备和高频感应加热设备,它们的加热方式是一样的,只是频率有所不同而已,其使用频率的不同,所以它们在价格、处理的工件等方面也不同,因此我们在工件加热时,要选择适合自己的感应加热设备。
高频机和工频机比较
供电系统设备选用原则
1)对电网环境有很强的适应能力;
2)应向负载提供符合要求的高质量电源;
工频机 常规输出指标:(稳压精度、频率稳定精度、 波形失真度、输出电压三相不平衡度、三相负 载不平衡能力、切换时间、动态响应特性、 输出能力:效率、输出功率因数、输出电流峰 值系数、输出电流浪涌系数、输出过载能力 高频机 不相上下,有些差别,但对负载没影响
不相上下,高频机效率高2%
不相上下 对电网适应能力:容许电网电压变化范围 (±15%)、UPS输入功率因数 、输入电流的谐 高频机:输入功率因数高,谐波小 波成分、频率跟踪范围、频率跟踪速率 工频机需要加无源滤波器 物理环境适应能力:工作温度、湿度、振动冲 击、海拔高度、抗雷击能力 系统配置能力:冗余并机功能、并机负载均流 度、系统可扩展性功能、可修复和可快速修复 功能、对备用电池再充电能力、系统隔离功能 智能管理功能和通信功能 可靠性 产品成熟度(大功率): 相同 不相上下,与UPS电路结构无关
3)有很强的输出适应能力和可靠性; 4)UPS系统配置功能;
5)UPS的智能管理与通信功能;
6)有很高的可用性与可维护性; 7)产品的成熟程度 8)成本 9)交货时间
10)售后服务
可靠性是第一指标
降低输入谐波和提高可靠性要求是UPS 技术发展 的最主要的驱动因素
工频机输出变压器的功能
三相380V 单相220V
三相380V 单相220V
降压
降压
升压
产生输出零线
中频焊接与高频焊接技术的差异点有哪些?

中频焊接与高频焊接技术的差异点有哪些?图文来自网络收索希望能帮到你。
中频逆变式点凸焊机是一套先进的焊接设备。
应用广泛,焊接变压器体积小而输出能量大。
应用于汽车工业中之一体式变压器速焊钳更见其优越处。
而其优越性能乃因其焊接变压器频率由现时之市电50/60Hz提升至1000Hz,极大地减少了铁芯材料的重量,再加上变压器次级回路中的整流二极管把电能转为直流电源供给焊接使用。
这样可以大大的改善次级回路感应系数值,这是一个引致能量损失的重要因素,在直流焊接回路中几乎是可以不予考虑的,从而将生产成本降至最低。
与普通交流电阻焊机比较具有以下优点: l 节省能量:同使用低频比较可减少电能的消耗,同等重量之变压器可输出更多能量,可方便地与大型自动焊钳配套使用。
适用于焊接厚的工件和高传导性的金属。
如铝和所有镀锌钢板等。
一般说来,体积小、重量轻的系统可加速移动,缩短工作周期,是焊接机器/自动机械最好的配套方案。
l 在半自动装置中一个中频焊接变压器可以取代许多低频变压器,减少二次回路并联的情况。
l 如果一体式手动焊钳因需要重量超过80至90公斤,也适合选配此种变压器。
例如:小批量的小轿车/客货两用车的生产及小规模试验性的机器设备的制造。
l 改善功率因数,降低生产成本。
l 在张开面积很大的二次回路中可减少干扰:焊接电流为直流,当二次绕组中有感应/具磁性的材料时,不会影响焊接。
l 使供电设备的负载平衡:中频逆变式点凸焊机采用三相电源并可储存能量。
l 对电网的波动及压降的适应性更强:能量有一部分被逆变器储存再供给负载,取代了直接从电网给负载供电的方式。
l 更为精确、快速的电流控制:与低频系统相比能更多、更准确的分析参数。
l 更快达至设定电流:中频在调节焊接电流时可比传统技术快20倍。
l 过程更为可靠:大部分应用阻焊的金属采用直流焊接效果会更好。
l 中频系统通常较传统技术更为可靠,可以避免导致基于可控硅系统损坏的一些损害。
工频、中频焊枪电能比较
美洲 亚洲 欧洲
60KG轻型焊枪
1.重量轻(60Kg左右),体积小,操作性强。 2.频率高,节能,环保,节省投资。 3.结构紧凑,简约,节省维护。
一体式伺服焊枪的优点
1.一体式,体积小,重量轻,免维护。 。 2.提高焊接质量 整个焊接过程中的电极压力可控,其压力调节速度可达200kgf/cycle(10kgf/ms), 能够很好地避免和抑制飞溅,有效保证和提高焊接质量;在进行管板焊接时,电极压力可调的特性能够减少管的焊
Milco焊枪的时间和节能优势
1.焊接时间:2.3秒,比普通焊接节省6%的时间。
2. 节电:100W/小时= 0.93元/小时
以WAPAC焊接为例,每把枪每年为WAPAC几乎节省一把焊枪,详 细计算:
焊接通电时间பைடு நூலகம்般为0.8秒,
每个焊点节省:0.93元/小时 秒
0.00026元/秒 * 0.8秒=0.0021元/
的操作。
一体式伺服与传统伺服比较
气缸与伺服效率比较
伺服焊枪的优点:
中频直流焊接优势
中频直流焊接优势 如图所示,相比较工频焊接,
1. 更快达至设定电流,中频在调节焊接电流时可比传统技术快20倍 2.与传统电阻焊相比 逆变系统几乎不受供电系统影响,即使在网压波动±15%情况下, 仍可实现焊接电流精度控制在2%;不受工件的形状和工件材料的影响 (无电感损失); 3.由于焊接电流调整是以每秒1000次的中频(相当于毫秒级的响应速度)来精确控制, 是传统SCR型电阻焊机控制精度的20倍以上,从而大大提高焊接质量的稳定
铝焊接枪在铝焊接枪在通用美国的应用
--- 研铝焊接枪在通用美国的应用
枪在通用美国应用 铝 用 M研mM
高频机与工频机区别

高频机与工频机区别大功率UPS工频机和高频机性能对比摘要:本文通过大容量工频UPS和高频UPS进行原理分析、拓扑对比、实测数据分析和性能对比~全面总结了大功率工频UPS和高频UPS的优缺点和选配原则。
一、工频机和高频机的定义和原理分析UPS通常分为工频机和高频机两种。
工频机由可控硅SCR整流器,IGBT逆变器,旁路和工频升压隔离变压器组成。
因其整流器和变压器工作频率均为工频50Hz,顾名思义叫工频UPS。
典型的工频UPS拓扑如下:图1:典型工频UPS拓扑主路三相交流输入经过换相电感接到三个SCR桥臂组成的整流器之后变换成直流电压。
通过控制整流桥SCR的导通角来调节输出直流电压值。
由于SCR属于半控器件,控制系统只能够控制开通点,一旦SCR导通之后,即使门极驱动撤消,也无法关断,只有等到其电流为零之后才能自然关断,所以其开通和关断均是基于一个工频周期,不存在高频的开通和关断控制。
由于SCR整流器属于降压整流,所以直流母线电压经逆变输出的交流电压比输入电压低,要使输出相电压能够得到恒定的220V电压,就必须在逆变输出增加升压隔离变压器。
同时,由于增加了隔离变压器,系统输出零线可以通过变压器与逆变器隔离,显著减少了逆变高频谐波给输出零线带来的干扰。
同时,工频机的降压整流方式使电池直挂母线成为可能。
工频机典型母线电压通常为300V~500V之间,可直接挂接三十几节电池,不需要另外增加电池充电器。
按整流器晶阐管数量的不同,工频机通常分为6脉冲和12脉冲两种类型。
6脉冲指以6个可控硅(晶闸管)组成的全桥整流,由于有6个开关脉冲对6个可控硅分别控制,所以叫6脉冲整流。
6脉冲整流拓扑如下:Uterine within film hyperplasia syndrome, ovarian cyst, and tumor (common type), pelvic inflammatory sex mass uterine within film cancer the 5 cases prostate hyperplasia, prostate inflammatory, prostate cancer, testicular tumor (common type) cryptorchidism, testicular developmentnot full, Deputy testosterone inflammatory, testicular inflammatory,fine SAC cyst, fine cable varicose veins, semen cyst, sheath filmproduct liquid, fine SAC cyst, fine cable reverse the 5 cases cardiovascular system congenital heart (common type), rheumatic valve disease, expansion type, and hypertrophy type myocardial disease... (Four) about nuclear medical Qu Wan ying Editor. nuclear medical Pei Zhuguo Editor. image nuclear medical Chen haozhu Editor, practicalwithin science Chinese medical will Editor. clinical technologyoperation specification nuclear medical fascicles Chinese medical will Editor. clinical clinic guide nuclear medical fascicles Pan Zhongyun Editor, clinical nuclear medical Wang Shizhen Editor, molecular nuclear medical participation revised implementation rules personnel Li Minghua, chenkemin, Geng Daoying, Liu Shiyuan, song Wang, Hu Bing, Xu Zhizhang,Zhao, Sun Xiaoguang amendment date: 2010-2-25 Medical test section physician training rules medical test section (and said test medical section) is to diagnosis, and prevention, and treatment human disease or assessment health provides information for purpose, on from human of material for biology, and microbiology, and Immunology, and biochemistry, and blood Immunology, and blood learn, and biological physics, and cytology, test of clinical two level subject, its laboratory work has to clinical provides test information Advisory (including test results explained and for further appropriate check provides recommends), and participation clinical图二、典型6脉冲拓扑12脉冲是指在原有6脉冲整流的基础上,在输入端增加移相变压器后再增加一组6脉冲整流器,使直流母线由12个可控硅整流完成,因此又称为12脉冲整流。
如何选择中频炉和高频炉的频率
第1000卷(河北恒远电炉制造有限公司技术资料)V ol.1000 2014年2月Hebei Hengyuan Electric Co., Ltd. (TechnicalInformation) Mar.2014 ------------------------------------------------------------------------------------------------------------------------------------------如何选择中频炉和高频炉的频率如何选择中频炉的频率:中频炉(看你用来温锻还是熔炼)一般工作频率为1K-10K.20K--100K段一般称为超音频.100K-500K为高频段,再往上就是超高频了.工作频率就决定了使用的器件不同.中频裂变电路一般用可控硅,高频一般采用开关速度较快的MOS场效应管\电子管. 效果:不同的频率范围有他不同的适应范围.频率越高,及肤效应越强,感应电流流入工件的深度就越浅.所以高频感应广泛的应用于表面淬火\焊接.而中频的工作频率低,电流的透射深度就深.所以广泛用于温锻\熔炼.但某些稀有金属的熔炼由于导磁率的偏低,仍要采用高频熔炼.。
中频炉与高频炉主要是对不同类型的原件进行处理中频炉的振荡频率一般为0.5-20KHZ高频炉的振荡频率一般为20-80KHZ机械工业应用的工业炉有多重类型。
在铸造车间有熔炼金属的平炉、冲天炉、坩埚炉、感应炉、电阻炉、电弧炉、真空炉等;在锻压车间有对钢锭或钢坯进行锻前加热的各种加热炉和消除应力的热处理炉;在热处理车间,有改善工件力学性能的各种退火、正火、淬火和回火的中频炉;在焊接车间有压制前的钢板加热炉和焊后热处理炉;在粉末冶金车间还有烧结金属的加热炉等。
◆2014 Hebei Hengyuan Electric Co., Ltd. all rights reserved.。
高频机与工频机的区别-图文
真正的隔离变压器应加在这里
BYPASS
DYN S.S
负载
AC/DC UPS
DC/AC
输出变压器
DYN BYPASS
S.S
旁路变压器
UPS
AC/DC
DC/AC
主输入变压器
DYN
BYPASS
S.S TO LOAD
AC/DC UPS
DC/AC
UPS发展历程
第一代
第二代
第三代
第四代
可控硅 整流器
可控硅 整流器
抗干扰能力差
开关频率低
谐波污染严重
复杂的关断电路
容量小,只用于 小型UPS
电流驱动复杂
UPS发展趋势
• 高频化
• 小型化
• 模块化 • 智能化 • 取消UPS机内沉重的变压器是UPS的技术大进 步
所谓“工频机”的问题
• • • • • • • 输入电压范围小 频率范围小 输入功率因数低 输入谐波失真大 效率低 体积大 重量重等 15%
工频机特点及原理
• 若保留工频机的一席之地必须要有使用户认可的理由,于是变压 器具有“特殊作用”的理由也就产生了:比如它能够抗干扰、缓 冲负载突变,还能提高UPS的可靠性。因为在宣传者看来高频机 UPS没有变压器,既然高频机没有变压器就无法和有变压器的设备 相比,从而使用户对该变压器留下深刻印象,甚至认为无变压器 的UPS就不能可靠的工作,好像这个变压器是为了这些目的专门加 上的,是不是这样呢?回答是否定的。首先他把变压器误当成了 电抗器,岂不知电抗器和变压器有着本质的区别。再就是这个变 压器是工频机全桥逆变器不可分离的构成部分,而且作用也很简 单,下面进行讨论。
工频机特点及原理
• 从这个公式可以看出,频率越高,容抗就越小,也就是说干扰信 号的频率越高,这个电容通路就越容易被穿过。由于一般干扰信 号的频率是很高的,可以直接穿过变压器而长驱直入去干扰负载 。若是较低频率的干扰到来,它就会按照变压器的变比按比例变 换过去干扰负载。正因为变压器并不抗干扰,所以几乎所有UPS都 在输入和输出端加有输入/输出滤波器,如图5所示。