松下等离子P50X10C:P板原理及故障精解
等离子电视原理与维修
等离子电视原理与维修(PDP维修)2010-11-04 14:01等离子电视原理与维修(PDP维修)等离子体显示器又称电浆显示器,是继CRT(阴极射线管)、LCD(液晶显示器)后的最新一代显示器,其特点是厚度极薄,分辨率佳。
从工作原理上讲,等离子体技术同其它显示方式相比存在明显的差别,在结构和组成方面领先一步。
其工作原理类似普通日光灯和电视彩色图像,由各个独立的荧光粉像素发光组合而成,因此图像鲜艳、明亮、干净而清晰。
另外,等离子体显示设备最突出的特点是可做到超薄,可轻易做到40英寸以上的完全平面大屏幕,而厚度不到100毫米(实际上这也是它的一个弱点:即不能做得较小。
目前成品最小只有42英寸,只能面向大屏幕需求的用户,和家庭影院等方面)。
等离子显示器(PDP,Plasma Display Panel)从上世纪90年代开始进入商业化生产以来,其性能指标、良品率等不断提高,而价格却不断下降。
特别是2005年以来,其性价比进一步提高,从前期以商用为主转变成以家用为主。
PDP大多是为大屏幕、多媒体显示器件而开发的,它能节省空间。
本文介绍的PDP使用了目前PDP器件上大量采用的AC型子场驱动和双扫描电路系统;它还使用了Real Black驱动技术和等离子AI技术。
PDP基本原理PDP是利用气体放电产生发光现象的平板显示器件。
彩色PDP则通过惰性气体在一定电压作用下,产生气体放电所发射的真空紫外线激发R、G、B光致荧光粉而间接发光实现彩色显示。
表面放电式AC-PDP由于结构简单、易于制作、且放电效率高,是目前批量生产的主流技术。
表1是CRT显示方式与PDP 显示方式的比较。
CRT和PDP显示方式的比较新型PDP技术PDP基本结构PDP由前玻璃板、后玻璃板和铝基板组成。
对于具有VGA显示水平的PDP,其前玻璃板上分别有480行扫描和维持透明电极,后玻璃板表面里有2556(852×3)行数据电极,这些电极直接与数据驱动电路板相连。
松下机器人故障手册

①确认2次侧主回路和电机电源线的地线。 ②确认焊接控制板和焊接电源板之间的带状 电缆(误检测)
①确认地线位置 ②更换带状电缆 ③更换焊接控制板(ZUEP5750*) ④更换控制装置
0.5 0.5 1.0 2.0~
1/20
故障手册
编号
故障信息
字代码 (RISC系)
原因
调查
A3500 送丝机放大器预备异常 -
状电缆
③更换DC电源、DC电源到主CPU板之间的线扎(线扎
③确认主CPU板上的±12V、5V
34:)
④更换送丝机放大器(AED01227)
送丝机放大器的电源电压超过430V(正 常为290V)时。
①确认输入电压(应该在AC220V以下)
基本上是电机或伺服放大器的故障。
①改善电源设备 (请注意有无瞬间动作!) ②更换送丝机放大器(AED01227) ③更换送丝单元(APU01060) ④更换焊接控制板(ZUEP5750*)
①更换焊接控制板(ZUEP5750*) ②更换主CPU板(ZUEP5585*) ①更换焊接控制板(ZUEP5750*) ②更换主CPU板(ZUEP5585*) ①更换焊接控制板(ZUEP5750*) ②更换主CPU板(ZUEP5585*) ①更换焊接控制板(ZUEP5750*) ②更换主CPU板(ZUEP5585*) ①更换焊接控制板(ZUEP5750*) ②更换主CPU板(ZUEP5585*)
FDAMP的1号、2号针脚中有无瞬间DC24V电压。
-4.如果有瞬间DC24V电压的话,请更换送丝机放大
器。如果没有DC24V电压的话,请更换焊接控制板 2.0
(ZUEP5750*)。
-5.如果仍然有异常的话,请更换焊接电源部(电源 ~
松下机器人故障手册

话,请确认送丝机放大器的PWM信号带状电缆(线扎
G21:25E020080GH)的连接。
-3.连接无问题的话,确认送丝机放大器上的端子: FDAMP的1号、2号针脚中有无瞬间DC24V电压。
2.0
-4.如果有瞬间DC24V电压的话,请更换送丝机放大 器。如果没有DC24V电压的话,请更换焊接控制板
的话,请确认送丝机放大器上的放大器电源板
(ZUEP5740*)的端子相连的位置,如果没有问题的
话,请更换送丝机放大器。
-2.送丝机放大器(AED01227)的LED2(SV)灭掉的
话,请确认送丝机放大器的PWM信号带状电缆(线扎
G21:25E020080GH)的连接。
-3.连接无问题的话,确认送丝机放大器上的端子:
无
主CPU板和焊接控制板不能通讯
无
主CPU板和焊接控制板不能通讯
无
主CPU板和焊接控制板不能通讯
无
焊接控制板的动作异常
无
焊接控制板的动作异常
无
焊接控制板的动作异常
无
检测出TAWERS电源单元1次侧过电压。 输入电压高于AC225V时会被检测出过电 ①确认输入电压(应该在AC220V以下) 压。输入为220V时也不排除会发生这种 情况!
对策
①更换焊接控制板(ZUEP5750*) ②更换主CPU板(ZUEP5585*) ①更换焊接控制板(ZUEP5750*) ②更换传感器CPU板 ③更换主CPU板(ZUEP5585*) 更换主CPU板(ZUEP5585*)
更换焊接控制板(ZUEP5750*)
更换焊接控制板(ZUEP5750*)
更换焊接控制板(ZUEP5750*)
检测出TAWERS电源单元的2次侧主回路
松下等离子电视机故障快速判断经验

等离子故障大致板级修理判断以TH-50PZ80C为例
第一步首先参照维修手册中的故障闪烁表,看灯闪几下故障大致在什么板.
1下:一般为A板问题,电压或数据交换错误,判断方法是把A板所有排线全部断掉,看是否可以开机,可以开机A板问题。
2下:P板-D板15V问题,第一种情况是P板无15V输出,第二种情况是D板15V短路或15V断路,没有得到供电,判断方法是把P板单独维修测试(测试方法学习都学过),看P板正常否,不正常P板问题,正常D板问题。
6下与7下:一般SC板与电源之间问题,快速判断方法是把排线SC20断下,看是否开机,开机,SC板问题,不开机,P板单独测试下,P 板正常,SC SU SD 问题,检查SU SD IC屏驱动输出是否对地短路,不短路,SC板问题,SC板也可单独维修。
8下:把SS33直接断开,看是否开机,开机,SS问题,不开机P板单独维修,正常SS问题,P板不正常,P板问题。
10下:开机听继电器吸合断开时间,吸合瞬间马上断开,P板检测电路或短路,P板问题,再单独检测下,进行确认,一般为15V或STB5V 短路或无输出。
2.板级修理方法,一般故障大部分都是由于电压不正常所引起,D板A板SC板P板可以接直流电源或P板辅助进行单独取下修理。
等离子焊接理论、操作与故障处理
一、等离子弧焊接方法及工艺特点1.等离子焊接原理等离子态是除固态、液态、气态之外的第四种物质存在形态。
等离子焊接是从钨级氩弧焊的基础上发展起来的一种高能焊接方法。
钨级氩弧焊是自由电弧,而等离子电弧是压缩电弧。
等离子弧是离子气被电离产生高温离子化气体,并经过水冷喷嘴,受到压缩,从而导致电弧的截面积变小,电流密度增大,电弧温度增高。
等离子电弧能量密度可达105-106W/cm2,比自由电弧(约105W/cm2以下)高,其温度可达18000-24000K,也高于自由电弧(5000-8000K)很多。
因此,等离子电弧挺度比自由电弧好,指向性好,喷射有力,熔透能力强,可比自由电弧一次焊透更厚的金属。
因此,等离子电弧焊接与电子束(能量密度105W/mm2)、激光束(能量密度105W/mm2)焊接一同被称为高能密度焊接。
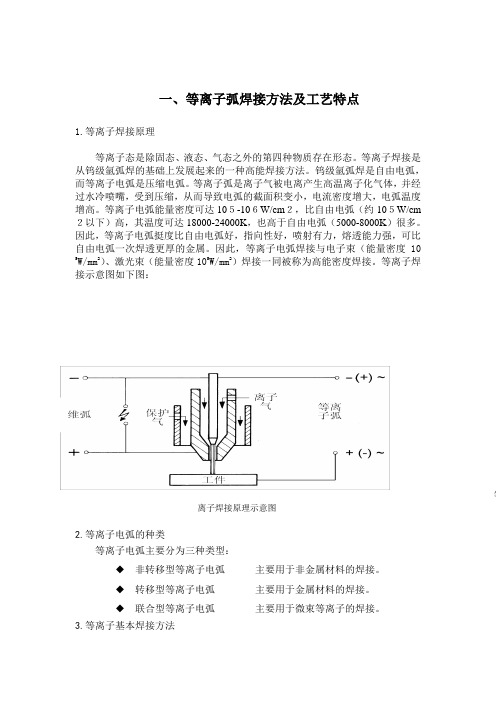
等离子焊接示意图如下图:等离子焊接原理示意图2.等离子电弧的种类等离子电弧主要分为三种类型:◆非转移型等离子电弧主要用于非金属材料的焊接。
◆转移型等离子电弧主要用于金属材料的焊接。
◆联合型等离子电弧主要用于微束等离子的焊接。
3.等离子基本焊接方法按焊缝成型原理,等离子焊接有两种基本的焊接方法:熔透型和小孔型等离子焊接。
◆熔透型等离子焊接在焊接过程中离子气较小,弧柱的压缩程度较弱,只熔透工件,但不产生小孔效应的等离子焊接方法。
其焊缝成型原理与氩弧焊类似,主要用于薄板焊接及厚板多层焊。
◆小孔型等离子焊接利用小孔效应实现等离子弧焊接的方法称为小孔型等离子焊接。
由于等离子具有能量集中﹑电弧力强的特点,在适当的参数条件下,等离子弧可以直接穿透被焊工件,形成一个贯穿工件厚度方向的小孔,小孔周围的液体金属在电弧力﹑液态金属表面张力以及重力下保持平衡,随着等离子弧在焊接方向移动,熔化金属沿着等离子弧周围熔池壁向熔池后方流动,并逐渐凝固形成焊逢,小孔也跟着等离子弧向前移动,如下图所示。
小孔效应示意图小孔效应的优点在于可以单道焊接厚板,一次焊透双面成型。
松下等离子电视机电源板的单独通电维修

松下等离子电视机电源板的单独通电维修主题:松下等离子电视机P板独立工作模式产品型号:PDP各种机型P板独立工作模式的作用:1、使P板独立工作,测试机器故障是否P板不良引起的;2、将P板从机器拆下,经过简单的连接,使P板能够独立工作,便于维修P板;3、如果经过简单的连接后,P板不能正常独立工作,则应重点检修待机电源(STB_5V)、电源开关的供电、以及AC检测电路。
P板独立工作的条件:1、在P板交流输入端接上220V,并在电源开关回路(STB.PS)接上电源开关【尽量不要以短路的方式来代替电源开关,以免P板CPU复位不良】;2、给P板的CPU提供一个开机信号【PANEL MAIN ON,高电平、左右】,在待机电源(一般是STB.5V)与开机控制信号引脚之间接一个1K-5KQ的电阻,模拟作为开机信号【PANEL MAIN ON,高电平、左右】;3、在VSUS电压输出端(一般是P2或P11)接一个60W-100W灯泡作为“假负载”,这样可以避免P板“空载保护”、以及测试P板的“带载能力";4、同年度上市机型的连接方法基本上是一样,同系列机型可以相互借鉴。
常见机型的操作方法:I、TH-42PA50C :把P板从整机上拆下来,在VSUS电压输出端P2的1、2脚接上100W灯泡。
在P25的10脚与17脚之间接1KQ电阻。
在P12的4脚和5脚之间接一个小开关,单独给P板加上交流220V电源。
闭合小开关,P板就可以单独开机并且工作,P 板正常时,就会输出各路电源电压。
2、TH-42PV70C :把P板从整机上拆下来,在P2或Pl 1的1、3脚接上100W灯泡。
在P25的⑨脚与11脚之间接1KQ电阻。
在P12的8脚和10脚之间接一个小开关,单独给P板加上交流220V电源。
3、TH-50PZ80C :在P2或Pl 1接上100W灯泡,在P25的⑨脚与11脚之间接1K Q电阻。
在P12的⑧脚和10脚之间接开关,再给P板加上交流220V电源。
等离子电视维修技术丨快速判断Y板与X板故障的简便方法

等离子电视维修技术丨快速判断Y板与X板故障的简便方法快速判断Y板与X板故障的简便方法等离子组成框图一、基本术语解释不同品牌的产品,因为电路结构不同,设计不同,检修故障的方法和步骤也不同。
以松下为例:SC板就是Y板,SS板就是X板,SU、SD就是上缓存板和下缓存板,C板就是选址板。
SC、SU、SD板三块板位于屏幕的左边(后视图),SS板位于屏幕的右边,C板位于屏幕的下边缘。
SC板的输出,加到SU、SD板,SU板与、SD板与屏幕直接相连,驱动屏幕。
SU板负责上半屏的扫描,SD板负责下半屏的扫描。
SC板产生驱动屏发光的交流电压,这个交流电压的周期是5US。
幅度是180VP-P。
SC板输出的这个放电交流电压,同时加到SU、SD 板,SU、SD板在逻辑板送来的时序脉冲的作用下,把这个交流电压加到屏幕上。
二、保护电路设定松下PDP电视机保护电路设计的非常完善,有故障自诊断功能,利用面板上红灯闪烁次数来提示故障所在的板件及电路单元。
灯闪7下,说明故障在SU、SD、SC板内有电压不正常。
灯闪6下,说明故障在SC板内的能量回收电路。
灯闪8下说明故障在SS板。
如果屏幕坏,也会引起SU、SD板的损坏。
这时需要把屏幕拆出来,在明亮的光线下即可看到某一个像素点上有打黑的黑点。
三、典型工作电压SC板上常有以下电源电压:VSUS:180V; VSET:320V VAD:-90V; VSCN:145V。
SS板上有以下电压:VSUS:180V ; VDA:65V; VE:140V。
因为厂家不断的改进屏幕的参数,以提高发光效果并省电,上述电压在不同的屏幕上差距较大。
还要以维修手册为准。
四、故障部位判断SC和SS板内都有能量回收电容,如果电路工作正常,这个电容上的电压应当等于VSUS电压的一半:即:90V。
如果这个电压偏离这个数值,就说明这个电路板工作不正常。
在SC、SS板上都有一个发光管,如果这个发光管正常发光,就说明这个电路板工作基本正常。
等离子切割机的原理及维修

等离子切割机的原理及维修
等离子切割机(Plasma cutter)是一种利用高温等离子体切割金属材料的设备。
其原理主要包括两个部分:等离子弧原理和切割原理。
1. 等离子弧原理:在等离子切割机中,通过直流电弧作为能量源,产生高温的等离子体。
“等离子体”是指当气体中的电子从原子或分子中释放出来,形成带有电荷的气体。
在等离子体中,正电荷的离子和自由电子共存,形成高温的等离子弧。
2. 切割原理:当等离子弧接触到金属工件时,由于弧温极高,金属迅速融化和汽化,形成金属熔池。
弧束同时喷出氧化氮、氧化碳和其他气体,将金属融池中的熔化金属吹散,实现切割。
维修等离子切割机时应注意以下几点:
1. 确保安全:在进行维修操作前,切断电源并等待机器完全冷却。
注意使用个人防护装备,如手套和护目镜,以防止受伤。
2. 清洁和清理:定期清洁等离子切割机,清除尘土、油脂和金属屑等杂物。
特别注意喷嘴和电极是否干净,如有必要,更换损坏或磨损的零件。
3. 观察和调整:检查等离子切割机的电弧稳定性和气体流量。
如果发现电弧不稳定或气体流量异常,可能需要更换电极、喷嘴或调整气体流量。
4. 检查电源:检查电源供应是否正常,包括输入电压和电源电缆的连接情况。
如果发现电源故障,应尽快修复或更换。
5. 养护维护:定期更换滤清器和气动元件,保持等离子切割机的正常工作状态。
注意保持润滑部件的润滑状态和检查气体管道是否有漏气。
请注意,在进行维修等离子切割机时,最好遵循制造商的操作手册,并在需要的情况下寻求专业人员的帮助。
松下42PA50C电源板电路分析与维修要点

42PA50C电源板电路分析与维修要点42PA50C是松下公司2005年推出的等离子电视机,现在已经使用6年了,已经进入维修的高峰期了。
该机型的电源板故障率较高,电源板的电路设计的很复杂,保护电路很多,因此,维修人员在走电路图和分析电路时,很难分析清楚,那么对于维修就更难了。
因此,笔者实测了该电源板的正常工作电压,总结了该电源板的故障规律和特点,写成此文稿,脂在为维修人员提供技术上的方便。
电源板由于工作在高电压大电流条件下,为全机提供电源,为此,故障率肯定高于其他电路板。
一、电源板电路的组成:电源板也称为P板。
主要由待机电源电路、PFC电路、主开关电源电路(也叫VLOW电源、低压电源)、VSUS电源电路、电源板微控制器电路(P板CPU)、保护电路组成。
待机电源电路产生STB5V和STB12V(实测是14V)两路电源电压,用于给P板CPU、DG板CPU、D板CPU供电。
待机电源如果没有输出,面板上的电源灯就会不亮,开机后全机没有任何动作。
PFC电路也叫功率因数校正电路,实际上它就是一个开关电源,与普通开关电源不同的是220V交流电经过全桥整流后,不经过几百微法的大电解电容滤波,而是只用一个1微法的小容量电容滤掉高频干扰,此时整流电路输出的是一个单向脉动的直流电压(正半周正弦波),其形状像是一个馒头状的波形,因此也称为馒头波,把馒头波加给PFC电路的输入端,PFC电路输出端输出390V的直流电压。
加到后级的主开关电源的输入端。
普通开关电源中的的整流电路,在整流桥后接一个几百微法的大电解,大电解电容上储存的电压接近交流电的峰值。
因此,整流桥仅在220V交流电的波峰时导通,从电网吸取电能给电视机整机供电,交流电不在波峰时,整流桥截止,不从电网吸取电能,这就造成对电网电源质量的破坏。
为此,增设了PFC电路。
在交流电的一个周期内,PFC电路,可从电网均匀的吸取电能,为电视机整机供电。
不破坏交流电的波形质量。
松下等离子PZC电源板电路分析与维修(精品)

松下等离子PZC电源板电路分析与维修(精品)42PZ700C电源板电路分析与精解吴善龙标题中的6种机型P板电路是基本相同的。
因此检修中可以按同一电路分析、检测。
为了下面的叙述方便,称这种类型的P板为42PZ700C机P板。
而在42PA7C、42PV70C、42PV700C、42PV80C、50PV80CA这5种机型中,P板电路是相同的,已在以前的文稿中讲解过。
为了下面的叙述方便,称这种类型的P板为42PV70C P板。
上述两种类型的P板电路,差别较大,差别在于42PV70C的P板中,采用的是集成电路为主,而集成电路的电路位号是以IC为开关的。
在42PZ700C机中,P板电路是以厚膜集成电路为主构成的,电路位号是以MC为开头的,简称为厚膜电路,也叫厚膜块。
厚膜块是把IC及外接的R、C、L、三极管、二极管等小的元器件封装在有铜铂走线的陶瓷基板上,也叫二次集成电路。
实践证明:厚膜块在各种电器中的故障率是比较高的。
P板电路由以下电路部分组成:1、 CPU控制电路:用于接收来自DG板、D板内CPU的开关机控制、保护信息,控制P板内电源电路的开启与关闭。
对P板内各个电路进行故障检测,若发现有故障,自动进行关机保护,并报知DG板CPU进行保护关机、并进行灯闪指示故障部位。
CPU的位号是MC701,这是一个厚膜块。
2、 PFC电路:把输入的220V交流电变为390V的直流电,为VSUS电源电路、VDA电源电路供电。
由MC601、MC603、储能电感L603组成。
3、 VSUS电源电路:由MC201、MC202、MC203、T201组成。
4、 VDA/15V电源电路:由MC301、T301、MC401组成。
5、待机电源电路:由IC501、T501组成,产生STB+5V电源。
6、 MC501是市电检测电路:当市电异常时,通知MC701进入保护状态,不开机。
一、待机电源电路的工作原理:1、待机电源的启动:当把电视机的电源插头插入220V电源插座时,220V交流电通过保险电阻RF601加到单相整流桥D501的输入端,整流输出的脉动电压经C503滤波得到290V的直流电压,加到待机电源变压器T501初级线圈P2—P1端,P1端与待机电源振荡块5脚相连。
等离子电视原理与维修

2012国家级骨干教师“电子电器应用与维修”专业培训班
2、彩色等离子体显示单元的内部结构
彩色等离子体显示单元将一个像素单元分割为三个小 单元,在相邻的三个单元内分别涂上R、G、B三色荧光粉 构成一个像素单元。
3、2等012离国子家级体骨显干教示师单“元电子的电发器应电用发与维光修过”程专业培训班
2012国家级骨干教师“电子电器应用与维修”专业培训班
二、等离子体显示板的驱动电路
3、面驱动方式:视频信号经 处理后送到存储器形成整个画面 的驱动信号,一次将驱动信号送 到显示板上所有的像素单元上, 它所需要的电路比较复杂,但由 于第个像素单元的发光时间长,1 场中的显示时间等于一个场周期 25ms,因而亮度也非常高,特别 适合室的大型显示屏。
二、TV处理电路 2、画质增强电路---TDA9178
2012国家级骨干教师“电子电器应用与维修”专业培训班
三、音频信号处理电路
1、多制式音频处理电路---MSP3465G
2012国家级骨干教师“电子电器应用与维修”专业培训班
三、音频信号处理电路
2、音频功率放大器
2012国家级骨干教师“电子电器应用与维修”专业培训班
2012国家级骨干教师“电子电器应用与维修”专业培训班
第四节 康佳PDP4218电视机电路分析 五、视频解码电路---主图像解码电路
2012国家级骨干教师“电子电器应用与维修”专业培训班
第四节 康佳PDP4218电视机电路分析 五、视频解码电路---副图像解码电路
2012国家级骨干教师“电子电器应用与维修”专业培训班
2012国家级骨干教师“电子电器应用与维修”专业培训班
第四节 康佳PDP4218电视机电路分析 八、数字图像信号处理电路—数字视频接口
松下焊机维修资料

波形控制交直流脉冲TIG焊机YC-300WX4HGE维修指南唐山松下产业机器有限公司焊接学校目录程序P板ZUEP1313 或ZUEP1330的检测电压 (3)故障检查及修理 (8)报警指示灯亮时的对策 (11)电路介绍 (12)IGBT 的检测方法 (13)如何检测驱动信号 (14)1-2 次级逆变 (15)次级晶体管的检测 (16)如何检测驱动信号 (17)2-1.时序图(程序板ZEUP1313) (18)2-2. 时序图(无收弧) (19)2-3. 时序图3 (有收弧) (20)2-4. 时序图4 (有收弧) (21)2-5. 焊炬开关电路 (22)2-6. 输出电流电位器选择电路 (23)2-7. 电防电路 (24)2-8. 脉冲电路 (25)2-9. 电源电路,输入过压检测电路 (26)2-10. 电流检测电路 (26)2-11. 收弧(点焊电路) (27)2-12. 提前送气,滞后停气 (28)2-13. 气阀 (28)2-14. 高频继电器,脉冲继电器,起始信号 (28)2-15. 全波整流电路,电流检测电路,电流表补偿电路 (29)2-16. 波形控制电路,误差放大电路 (30)2-17. 清洁电路 (31)2-18. 输出极性转换电路 (32)2-19. 输入过流检测电路,输出过压检测电路 (32)2-20. PWM控制电路 (33)2-21. 焊接方法选择电路 (34)2-22. 灭弧恢复电路 (34)2-23. ROM电路 (1)2-24. 波形读取时钟图 (2)2-25. 一次侧IGBT驱动电路(ZUEP1220) (1)2-26. 次级晶体管驱动电路(ZUEP1119) (2)2-27. 高频PCB(ZUEP0683) (3)2-28. 堆栈电路 (4)程序P板ZUEP1313 或ZUEP1330的检测电压:检测条件:1.以下各点电压值是在直流TIG,无收弧,无脉冲时将焊接电流旋钮从最小旋到最大过程中测得的。
等离子电视故障排查

等离子电视故障排查等离子电视维修故障排查发布日期:2014-06-06一、黑屏1、取下后盖,通电观察逻辑板的信号灯(红色的LED灯)闪烁状态:情况一:闪烁快,无信号:检查逻辑板LVDS线接插好没有,可用内部信号来检查是否有机芯板无输出信号引起的。
2 代之前逻辑板的内部信号:可用一颗螺丝插在图中红色标识处上面四个柱子中间3代逻辑板的内部信号:短接图图中标识处左边的三个插孔。
版本的识别在逻辑上都有,图逻辑板图中的黄色标识处。
情况二:闪烁几秒,灯灭。
原因电源板不能启动,可是驱中的X、Y、SCAN板失效。
a) 断开 X、SCAN板上的负载,通电观察逻辑板灯的闪烁状态,若慢不灭,则可判断 SCAN板失效。
b) 若慢闪灯灭,断开 X板上的逻辑信号输入排线,通电观察灯闪烁状态,若慢闪不灭,则可判断 X板失效,反之就是 Y板失效。
二、花屏在播放白色画面的时候,有红点。
原因:荧光粉老化,放电不足。
a) 增加扫描电压,调节Y板上的V_SCAN电位器。
用万表测试TP_SCAN测试点的电压值(正端测试是负),增大负压值,步进为2V 调整。
b) 增加 VS 电压,调节源板上的VS_Adj 电位器,测试点为VS_TP ,方法同上。
c) 增加寻址电压VA ,调节电源班上的VA_Adj电位器,测试点为VA_TP,方法同上。
d) 增加V_Xshelf电压,2.5代之前的X板都是可调,3代之后的X板V_Xshelf电压都是定值,测试点为TP_Xshelf ,方法同上。
在以上方法没有效果的时候,再采用以下方法,尽量不使用该方法:a) 调节 R/U 电位器,观察白场画面(内部信号有内置白场信号)。
b) 调节 R/D 电位器,观察白场画面。
松下焊机故障处理对策
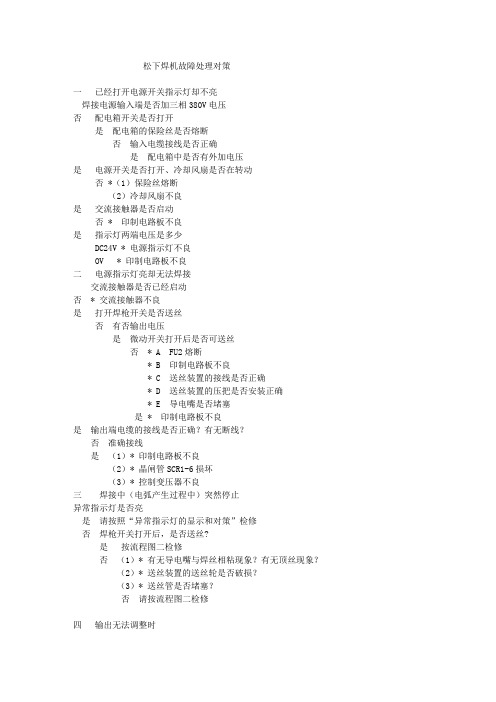
松下焊机故障处理对策一已经打开电源开关指示灯却不亮焊接电源输入端是否加三相380V电压否配电箱开关是否打开是配电箱的保险丝是否熔断否输入电缆接线是否正确是配电箱中是否有外加电压是电源开关是否打开、冷却风扇是否在转动否 *(1)保险丝熔断(2)冷却风扇不良是交流接触器是否启动否 * 印制电路板不良是指示灯两端电压是多少DC24V * 电源指示灯不良OV * 印制电路板不良二电源指示灯亮却无法焊接交流接触器是否已经启动否 * 交流接触器不良是打开焊枪开关是否送丝否有否输出电压是微动开关打开后是否可送丝否 * A FU2熔断* B 印制电路板不良* C 送丝装置的接线是否正确* D 送丝装置的压把是否安装正确* E 导电嘴是否堵塞是 * 印制电路板不良是输出端电缆的接线是否正确?有无断线?否准确接线是(1)* 印制电路板不良(2)* 晶闸管SCR1-6损坏(3)* 控制变压器不良三焊接中(电弧产生过程中)突然停止异常指示灯是否亮是请按照“异常指示灯的显示和对策”检修否焊枪开关打开后,是否送丝?是按流程图二检修否(1)* 有无导电嘴与焊丝相粘现象?有无顶丝现象?(2)* 送丝装置的送丝轮是否破损?(3)* 送丝管是否堵塞?否请按流程图二检修四输出无法调整时打开焊枪开关后,焊接电源的电压表指针是否发生摆动?是“一元/个别”转换开关是否正确设定?否 * 正确设定开关是联系公司否 * 送丝装置的接线是否断线?五焊丝粘在导电嘴上时、焊丝粘在母材上时焊接条件是否合适否 * 粘附在导电嘴上时,可降低焊接电压,粘附在母材上时可升高电压。
是导电嘴是否发生磨损是更换导电嘴否 * 焊接结束时对于焊接粘附现象,可调节电路板上的VR5(回烧时间),粘附在导电嘴上时向左旋,粘附在母材上时向右旋。
松下等离子电视维修

现在很多小伙伴都选择购买松下的等离子电视机,时间久了之后,难免就会出现一些故障问题,这个时候我们应该怎么进行维修处理呢?
1、在打开电视后,只有杂音没有图像,很可能是高频头、中放出了问题。
按照电视机的工作原理,这种原因导致有声音没图像,显像管是可以显示出机器设置菜单,有音、视频接口的,可以播放外接的音视频信号。
2、有正常的电视节目的声音,没有画面。
这说明高频、中频和伴音电路是在正常的工作状态,没有什么行输出电路没有短路性的故障。
如果屏幕可以显示电视机设置菜单,那这种问题是很可能因为伴音分离到视放这一段。
3、声音正常,没有屏幕菜单。
这样的话可以把电视的亮度和对比度开大,留意屏幕的状况,然后关掉电视机。
假如在关掉的那一瞬间看到屏幕上有亮光一闪的现象,并带有轻微的放电声,可以确定显像管没问题。
这时就要看显像管灯丝是否有亮。
4、如果是带有遥控的电视机,由于CPU芯片出现故障,导致亮度失控而失去图像也是有可能的。
快益修以家电、家居生活为主营业务方向,提供小家电、热水器、空调、
燃气灶、油烟机、冰箱、洗衣机、电视、开锁换锁、管道疏通、化粪池清理、家具维修、房屋维修、水电维修、家电拆装等保养维修服务。
(整理)松下焊枪故障及排除方法

KR系列CO2气保焊机典型故障及排除方法来源:发布时间:2008-12-9 13:43:02 浏览点击数:116一.焊机故障原因KR系列CO2气体保护焊机以其先进的控制技术、良好的焊接性能以及高可靠性得到了众多用户的认可。
众所周知,电焊机不同于家电,大多都处在比较差的环境下工作,因此从客观上讲,电焊机在使用过程中出现一些故障是在所难免的。
究其产生故障的原因,从维修的角度看不外乎以下三种:1.内部原因2.外部原因3.人为原因具体来说造成电焊机故障的内部原因主要是:1. P板上的元器件损坏。
2.晶闸管模块损坏。
3.接触器、控变损坏。
4.主变、电抗器等器件损坏。
5.电流互感器损坏。
6.输入组件损坏。
造成电焊机故障的外部原因主要是:1.外电波动较大,其波动范围超过了焊机正常工作所允许电压范围380V±10% 。
2.送丝机控制电缆损伤。
3.输入、输出电缆连接不牢固。
4. CO2气体不纯。
5.环境条件恶劣(露天无防护措施使用,在粉尘、油烟较大或有腐蚀性气体场所使用)。
6.动物(蛇、老鼠等)进入机内。
7.其它金属异物进入机内。
造成电焊机故障的人为原因主要是:1.运输中损坏(特别是流动作业的用户经常搬运电焊机)。
2.使用、保养不当(如操作者或其他人用手拽电缆的方式移动送丝机,导电嘴没拧紧等)。
3.修理中P板上的电位器调乱,或将保险插错位置。
对维修人员来说,在着手检修电焊机时,首先应根据电焊机的故障现象判断故障的起因是在焊机的内部还是外部,然后通过现场观察,向操作者了解和亲自动手检查以便迅速准确地找到故障点。
二.故障检修的程序与注意事项1.故障检修的程序:第一步:调整送丝机遥控盒上的两个电位器,观察焊机的空载电压和送丝机的转速,根据焊机的空载电压和送丝机的转速是否受调确认故障现象。
第二步:根据故障现象推断故障所在的范围。
第三步:通过分析、检查、测试等手段找出故障点。
第四步:用合格的部品更换损坏品或用其它手段排除故障。
松下伺服发生故障报警代码一览及对策之欧阳理创编
按布线图正确连接编码器线缆。
设定Pr5.13(过速度等级设置)为0。
26
1
第2过速度保护
电机的转速超过Pr6.15(第2过速度等级设置)的设定值。
避免过大速度指令。
检查指令脉冲的输入频率及分频,递增比。
因增益调整不良产生过冲时,请对增益进行调整。
按布线图正确连接编码器线缆。
(2)再生放电电阻断线。
(2)为∞则为断线。应更换外置电阻。
(3)外置再生放电电阻不匹配,导致无法吸收再生电能。
(3)改变所定再生放电电阻值,W数。
(4)驱动器故障(回路故障)
(4)更换新的驱动器。
13
0
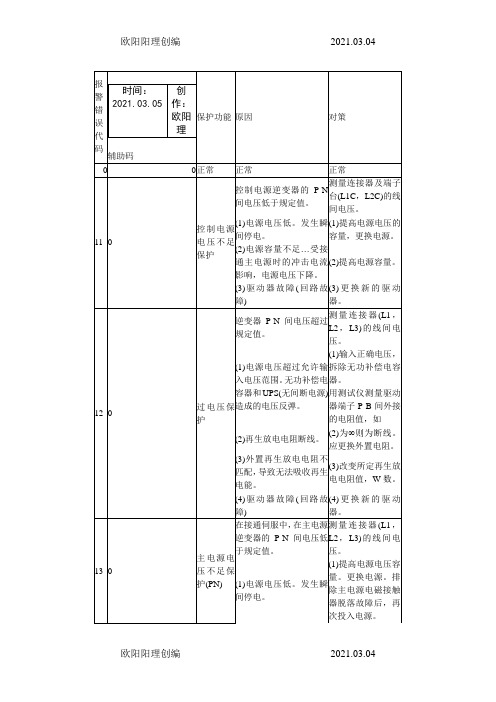
主电源电压不足保护(PN)
在接通伺服中,在主电源逆变器的P-N间电压低于规定值。
测量连接器(L1,L2,L3)的线间电压。
(6)更换驱动器。请勿通过接通,切断伺服进行运转,停止操作。
(7)电机与驱动器不匹配。
(7)检查铭牌所示电机,驱动器型号(容量),更换匹配驱动器的电机。
(8)脉冲输入和接通伺服时序为同步,或脉冲输入过快。
(8)接通伺服100ms以后,再输入脉冲。
(9)动态制动器电路过热。
(9)请勿用伺服On/Off作为运转、停止使用。高速运转时请设置动态制动器动作的停止时间为3分钟左右。
(7)Pr5.12(过载等级设置)低。
(7)设定Pr5.12(过载等级设置)为0。
18
0
再生过载保护
再生能量超过再生放电电阻的容量。
(1)由于负载惯量大形成减速中的再生能量,导致逆变器电压上升,以及再生放电电阻的能量吸收不足导致异常检测值上升。
(1)检查运动图形(速度监控器)。检查再生放电电阻负载率及过再生警告显示。提高电机,驱动器容量,放缓减速时间,降低电机的转速,外附再生放电电阻。
等离子切割机配件故障分析讲解

等离子切割机配件故障分析电弧不稳定的故障分析气压过低。
等离子切割机工作时,如工作气压远远低于说明书所要求的气压,这意味着等离子弧的喷出速度减弱,输入空气流量小于规定值,此时不能形成高能量、高速度的等离子弧,从而造成切口质量差、切不透、切口积瘤的现象。
气压不足的原因有:空压机输入空气不足,切割机空气调节阀调压过低,电磁阀内有油污,气路不通畅等。
解决方法是,使用前注意观察空压机输出压力显示,如不符合要求,可调整压力或检修空压机。
如输入气压已达要求,应检查空气过滤减压阀的调节是否正确,表压显示能否满足切割要求。
否则应对空气过滤减压阀进行日常维护保养,确保输入空气干燥、无油污。
如果输入空气质量差,会造成电磁阀内产生油污,阀芯开启困难,阀口不能完全打开。
另外,割炬喷嘴气压过低,还需更换电磁阀;气路截面变小也会造成气压过低,可按说明书要求更换气管。
气压过高。
若输入空气压力远远超过0.45MPa,则在形成等离子弧后,过大的气流会吹散集中的弧柱,使弧柱能量分散,减弱了等离子弧的切割强度。
造成气压过高的原因有:输入空气调节不当、空气过滤减压阀调节过高或者是空气过滤减压阀失效。
解决方法是,检查空压机压力是否调整合适,空压机和空气过滤减压阀的压力是否失调。
开机后,如旋转空气过滤减压阀调节开关,表压无变化,说明空气过滤减压阀失灵,需更换。
割炬喷嘴和电极烧损因喷嘴安装不当,如丝扣未上紧,设备各挡位调整不当,需用水冷却的割炬在工作时,未按要求通入流动的冷却水以及频繁起弧,都会造成喷嘴过早损坏。
解决方法是,按照切割工件的技术要求,正确调整设备各挡位,检查割炬喷嘴是否安装牢圄,需通冷却水的喷嘴应提前使冷却水循环起来。
切割时,根据工件的厚度调整割炬与工件之间的距离。
输入交流电压过低等离子切割机的使用现场有大型用电设施,切割机内部主回路元件故障等,会使输入交流电压过低。
解决方法是,检查等离子切割机所接入电网是否有足够的承载能力,电源线规格是否符合要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
修理实例Repair Manual现象描述:红灯闪一下的故障,故障部位有两个:一是P板各路电源有的没有输出造成A板总线没有电源。
二是A板故障,通常是因为各IC之间通讯不通造成的。
原因分析:测量P板输出排插,发现有待机5V、待机15V输出,但没有15VcVDA VSUS俞出。
P 板电路原理分析:该机的P板电路比效简单,有三个开关电源电路:1、待机电源电路由IC201、T200组成。
输出待机5V、15V。
2、PFC 电路由IC100、T100组成。
产生390V电源。
3、VSUS VDA 15V电源由同一个开关电源产生:IC301、T301、T300。
上述三个开关电源工作的前后时间顺序是有严格的规定的:通电后待机电源先工作,不论面板上的电源开关是否闭合,只要接通220V市电,待机电源就工作。
产生并输出待机5V、15V电压。
待机电源开始工作后,在待机电源变压器T200: 1 —2绕组间产生的脉冲电压经D209整流C210滤波,产生24V电源电压,经开关管Q100加到两个三端稳压器输入端:经IC101输出20V电源,经IC102输出15V电源。
其中20V电源是给IC301供电的,用于产生VSUS VDA 15V电源,IC102输出的15V电源给IC100供电,用于产生PFC电源。
由此看出:只有待机电源先工作,PFC电源振荡IC才能得电工作。
产生PFC 电源电压后,将此PFC电源加给Q304 Q305 Q306 Q307 VSUS VDA 15V电源才能随后工作。
这是PDP电视机P板工作的重要一环。
待机电源电路:IC201是单片开关电源专用IC,只有三个引脚,外围电路最为简单。
其中2脚是IC内大功率MOS T的S极,接地。
3脚是D极,接开关电源变压器T200初级绕组。
1脚是稳压控制输入端。
电视机电源插头输入220V市电后,经D200整流,C201滤波,产生300V电压,加到T200初级绕组,并经T200: 7、D204加到IC201的D 极,IC201开始振荡,T200初级流过脉冲电流,在次级产生脉冲电压,其中13—10 绕组产生的脉冲电压经整流产生5V待机电源。
次级17端产生的脉冲电压经整流产生18V电源电压。
其中待机5V经R508 R507分压取样后加到误差取样放大IC500 的4脚,放大后从3脚输出误差电压,光耦IC202把误差电压从待机电源的次级冷地隔离传输到初级热地。
IC202的作用主要是隔离冷地和热地同时传送稳压误差电压。
T200: 4产生的脉冲电压经整流作为IC202电源电压,经D206加到4脚作为电源电压。
IC202: 3脚输出的稳压误差电压加到IC201的1脚,控制内部大功率开关管的导通宽度和频率,达到稳压的目的。
Q202实物上没有,其B、E极间用短路线代替。
待机电源电路设置了过压保护:5V、18V待机电压分别加到稳压管D503 D505的负极,当过压时,这两个稳压管导通,产生电流经D504流入光耦IC203内的发光管,内部的光敏管随之导通,D206提供的电源电压产生电流流过IC203内的光敏管,电流从4脚流入3脚流出,加到对管Q201左管的B极,左管导通随之右管导通,控制IC201进入保护状态。
当IC203截止时,Q201内左、右半管都是截止的。
P 板产生的待机5V是否送到A板,受面板上电源开关的控制:当面板上的电源开关处于ON时,STB5V从P34: 1脚---电源开关----P34 : 3 脚----同时加到Q501 Q506基极,两管导通,开关管Q505 Q502和Q5O0 Q503 导通,从此待机5V送到A 板,而Q503输出的18V加到IC502:2脚,经内部稳压成15V后,从4脚输出,送往A板。
220V 市电检测电路:在PDP电视机的P板内,都设置了市电检测电路。
由IC200完成。
市电两个进线,分别经R200 R201、R202和R203 R204R205后,加到市电检测IC200的输入端4脚2.2V,经检测后从3脚输出检测窄脉冲:12VP-P, T:10MS当市电正常时,IC200: 3输出低电平+正向的窄脉冲,光耦IC600内的发光管正端1脚接Q611提供的供电,发光管负端接IC200:3的低电平+正窄脉冲,所以IC600内发光管呈脉冲状导通,光敏管也随之导通,IC600的4脚就会是低电平+正窄脉冲,该脉冲加到P板CPUIC603: 19脚,据此CPU判断市电正常,进入下一步的开机程序。
否则CPU将进入保护状态。
PFC 电路:IC102是15V稳压IC,给PFC振荡IC100: 8提供电源电压,7脚输出12VP-P的驱动脉冲,经Q103放大,推动大功率开关管Q104导通和关闭。
220V市电,经D100进行桥式整流,C109C110滤波,得到300V脉动直流电压,加到PFC变压器T100 的输入端3、4脚。
Q104导通时,300V电源产生电流:D100正端输出电流----T100 初级-----Q104 : D极----S 极----过流取样电阻R125R126---D100 负端。
上述电流流过T100初级绕组,在其内部产生磁场,由此把电能转化成磁能的形式储存在T100内。
当Q104载止时,T100初级产生的感应电流从 1 端流出-----D108、D109----给C125充电----R125、R126----D100 负端----D100正端-----T100 : 4端构成回路,上述过程把T100内的磁能转化成电能储存在C125中向负载供电。
C125上的PFC电压为390V。
如果当测得是300V,则是PFC电路没有工作,C125上的电压仅来自D100的整流电压。
PFC电压的稳压控制:C125正极的PFC电压加到分压网络:R133----R139、R141,分得的取样误差电压加在IC100的1脚,在内部经放大后加到3脚内的乘法器,同时D100正端输出的整流电压经R105 R107、R110 R112也加到IC100:3内的乘法器,上述两个电压经混合相乘,再和4脚输入的电压进行比较,比较器输出的电压在IC内部控制驱动脉冲的宽度和频率,最后从7脚输出驱动脉冲。
Q104 : S极的电阻:R125 R126是过流取样电阻,当Q104的电流过大时,在R125 R126上产生的压降升高,此电压R131、R127加到IC100的4脚,进行保护。
PFC 过压保护:PFC390V6压,加到R147-----R150分压取样网络,当PFC电压过高时,R150上的分压也必然升高,升高的电压将使稳压管D110导通,该电压加到对管Q106左管基极,使左管导通,其C极的低电平经R142 加到右管的基极,PNP右管将导通,其C极输出的高电平一路经R140 D105 加到IC100:4脚,使之进入保护状态。
另一路加到IC301:9过流保护端,关闭VSUS VDA 15V电源电路,以免后级电源受到损坏。
在电路工作正常时,Q106左右管都是截止的。
只有在保护发生时左右管才会同时导通。
PFC开启控制:P板CPU : IC603的14输出低电平,这是PFC启动指令输出端,该低电平加到IC601:2即内部发光管的负极,而发光管的正极接STB5V,因而光耦内的发光管发光,光敏管导通,IC601:4因而是低电平,分2路:第一路加到Q100 G极,Q100因而导通,来自待机电源电路的供电经Q100D极----S 极----加到IC101、C102的1脚输入端。
第二路经R104加到Q101 的G极,Q101因而截止,不影响IC100: 4脚电压,也就不影响PFC电路正常工作。
当P板CPU发出PFC关断指令时,光耦IC601内的光敏管截止,来自待机电源的18V电压,经R108加到Q100 G极,使该管截止,切断IC100、IC301的供电。
同时18V电压又经R103 R104加到Q101: G极,该管导通,其S极输出高电平加到IC100:4脚,使之截止。
VSUS电源工作原理:VSUSfe源由Q304-----Q307、IC301、T300、T301 组成。
IC301 是振荡及稳压控制IC。
IC301 的供电控制电路极为复杂,来自待机电源的23V电压,经Q100---IC101输入端1脚----从输出端2脚输出20V电压----- 经D115----- R305---开关管Q301---加到IC301 : 2脚作为电源电压,由上可以看出,IC301能否得到电源正常工作,只要看Q301是否导通为IC301 提供电源。
P板CPU IC603 : 12脚输出VSUS t源开低电平指令,加到光耦IC302的2脚发光管的负端,发光管的正端1脚接STB5V t源,这样发光管必然发光,光敏管随之导通,PFC电源390V电压经R147 R148 R149稳压管D30Q给开关三极管Q300 G极提供高电平,Q300随之导通,此时:Q301 IC302、Q300同时导通,为IC301: 2脚提供了电源电压。
上述三个器件有任何一个不导通,IC301都会得不到电源,VSUS就不能产生。
IC302: 4、3脚内的光敏管导通为Q301提供了导通的偏置电压,Q300的导通又为IC302内光敏管的导通提供了到地的通路。
PFC 电源输出的电压390V,加到Q304 Q306的D极,当IC301 : 15脚输出高电平脉冲时,加到Q302内两管的B极3、5脚,从两管的E极4脚输出正脉冲加到Q306 Q304 即上管的G极,两管导通,产生电流:PFC正端----Q304、Q306 D极分2 路----- 第 1 路经T300: 4----T300 : 7----给C315 C316充电----地,在C305 C306上充电产生上正下负的电压,第2路经T301: 5脚流入----2 脚流出-----给C313C314 C317充电-----地。
也在电容上产生上正下负的电压,与此同时IC301 : 12脚为低电平,使Q305 Q307截止。
当IC301 : 12输出高电平脉冲而15脚为低电平时,Q304 Q306截止,Q305Q307导通,为上述的充电电容放电提供了回路:放电电流路径也分2路:第一路C313 C314 C317上端----从T301: 2脚流入-----从5脚流出-----Q305、Q307: D极----S 极----从电容的下端返回电容,构成回路。
第二路是C315 C316上端----从T300: 7脚流入变压器-----从4脚流出-----Q305、Q307: D极-----S 极-----返回电容的下端构成回路。
从上述分析看出,当Q304 Q306导通时,电流是从上端流入变压器,从下端流出。