水性漆喷涂系统在我国汽车涂装中的实际应用
汽车涂装中水性色漆工艺的应用
车辆工程技术8车辆技术 在汽车涂装工艺过程中,一般会采用溶剂型油榉进行涂装作业,这也导致整个涂装工艺中三废排放量较大。
汽车通过涂装能够起到保护、美观和识别等作用,特别是随着油漆品质的多样性,通过对涂装工艺进行优化,这对于汽车整体价值的增加也具有极为重要的意义。
将水性色漆在汽车涂装使用,主要是将水性色漆用于面漆工艺中,可以使涂装工艺能够达到国家环保法规要求。
这也使水性漆工艺受到越来越多汽车生产厂家的青睐,成为面漆工艺技术发展的必然趋势。
1 水性漆特点及使用要求 水性漆中有机溶剂含量较少,相较于溶剂型涂料,水色漆中VOC 较少,其以水作为载体,具有较好的环保性和安全性。
水性漆的使用,其比金属漆在视觉上具有更好的效果,相容性也好于溶剂性油漆,而且金属颗粒排列性较好,在具体应用过程中,水性漆生产工艺更易于控制。
近年来水性漆技术不断完善,这也使其在实际使用过程中有取代溶剂型色材料的趋势,特别是随着技术的不断发展,水溶型漆加快了与国际接轨的步伐,这也使其在行业发展过程中的优势越来越突出。
2 水性色漆应用要求2.1 涂装方式 随着水溶性色漆技术的发展,在当前具体应用过程中,其施工设备也可以选外部加电方式,因此在初期设计时,需要对水性漆空间进行考虑,以此来节约改造成本。
在具体涂装作业过程中,外置的加电手是难点问题,油漆易于积到手指里,造成清洁难度的增加。
近年来水性漆内部加电方式在技术水平了提升速度较快,而且应用十分广泛。
当采用步进式生产过程中,一般会在内部加电前,针对每一次喷涂开始之前则在机器人手臂上的漆罐里加入水溶性油漆。
当采用连续生产方式时,具体可以采用二套漆罐安放在喷房的外部,使用一套喷涂时,可以同时清洗另一套,以此来保证生产的连续性。
2.2 快速闪干 基于工艺要求,在具体作业开始之前色漆需要以湿碰湿的方式进行,当色漆水分与溶剂挥发至一定程度时,这时其质量才更具稳定性,能够更好的满足外观要求。
水性色漆下溶剂型材料相比,水性闪干时间较民,需要依靠外部加热才能保证表面水分干透。
浅谈车身涂装中水性汽车漆的应用与设备改造
浅谈车身涂装中水性汽车漆的应用与设备改造车身涂装是车辆制造中一个关键的环节,涂装的质量和效果直接影响到车辆的外观和使用寿命。
在过去,涂装常常使用有机溶剂型涂料,但由于其不环保、有害人体健康等缺点,越来越多的车身涂装厂开始采用水性汽车漆代替有机溶剂型涂料。
本文将从应用和设备改造两个方面,浅谈水性汽车漆在车身涂装中的优势和具体实践。
一、水性汽车漆应用1. 环保安全水性汽车漆是一种低挥发性有机物(VOC)的涂料,与有机溶剂型涂料相比,其挥发性低,对环境和人体健康影响小。
因此对于现在的生态环境保护要求,水性汽车漆是很好的选择。
2. 减少损耗水性汽车漆在制备过程中不需要稀释剂,使用量随着施工厚度而减少,相比于有机溶剂型涂料可以减少涂料的浪费和损耗。
3. 色彩保真度水性汽车漆颜色稳定,不会因为受光照,氧化等因素而发生变化,可以保证车身颜色的一致性与稳定性。
4. 不易漏光水性汽车漆粘附力强,可以有效地避免漏光或涂料掉落等情况,与有机溶剂型涂料相比,更容易施工过程中达到良好的涂覆效果。
二、设备改造在涂装中使用水性汽车漆,需要对现有设备进行改造,以符合水性涂料的特性。
具体的设备改造可以从以下几个方面入手实施。
1. 涂料供应系统水性涂料供应系统需要采用水性涂料泵和水性涂料储罐,水性涂料泵和水性涂料储罐之间还需要安装配料系统,以确保涂料的供应比例准确、匀称。
2. 喷漆系统在车身涂装中,喷漆系统是非常重要的一部分。
涂料嘴需要使用专门的水性涂料嘴,喷泵也需要针对水性涂料特性进行选择与更换,以达到精准切喷和控制涂料。
此外,还需要根据水性汽车漆粘度的特点,调整喷枪的压力和喷漆的距离等参数,以达到良好的涂覆效果。
3. 沉积区涂料喷涂之后,需要在沉积区平衡涂料,而在水性汽车漆的使用中,由于其挥发性低,沉积速度较慢,需要通过延长沉积时间来确保涂料的平衡性。
4. 通风系统在涂装过程中,需要配置高效的通风系统,以保证车间空气流通,排出逸出的水性汽车漆,对工厂内的环境和人体健康影响小。
简谈水性漆涂装在汽车维修中应用

简谈水性漆涂装在汽车维修中应用摘要:随着社会和经济的快速发展,汽车的持有量不断增加,而汽车涂装工艺在汽车维修中具有重要的作用,传统的涂装工艺中是使用油性漆进行施工的,这种施工工艺会给环境带来严重污染,而水性漆的出现改变了这种情况。
因此需要加强水性漆的研究,才可以更好的实际应用。
关键词:水性漆;涂装工艺;汽车维修;应用我国汽车工业发展迅速,促进了汽车维修技术的发展,在汽车维修中涂装技术受到了广泛重视,因为会给环境造成污染,所以应当进行深入地研究。
为了有效地解决这种实际问题,研制出了水性漆,这种漆具有明显的优势,将其应用到汽车维修当中,具有很好的实际效果。
1相关背景分析随着汽车产业的快速发展,不仅相关技术不断成熟,同时也促进了相关产业发展。
尤其在汽车保有量不断增大的情况下,整车销售市场的竞争越来越激烈,而利润空间却在不断萎缩,这种情况给汽车维修行业带来了巨大改变,当前汽车维修已经成为了产业链上利润最大的行业,并且具有非常好的发展前景。
因此国外的汽车服务巨头,也纷纷地涌入到中国的汽车后市场当中,开始了多方力量角逐,这种情况导致了汽车后市场竞争非常激烈。
汽车涂装在整个维修工艺当中是利润较大的部分,由于原有涂装工艺中主要以汽车喷漆,还有油性漆施工为主,而油性漆当中存在了大量的VOC,这些有机挥发物不仅会给环境造成污染,还会给施工人员身体带来一定负面影响。
从人类的生存环境角度考虑,选用低公害、无公害化的水性漆进行施工,已经成为了汽车涂装发展的重要趋势,由于水性漆的涂装工艺和涂层质量与传统的溶剂型漆相当,而且VOC排放量比较小,所以广泛地受到了人们的青睐。
水性漆是以水作为稀释剂的,其中含有较少的有机溶剂涂料,因此具有很好的实际使用效果。
2行业现状分析2.1品牌的差异化分析当前的情况是高端品牌的漆,主要是以水性漆工艺为主,这也是目前国内的实际情况。
随着汽车保有量的增加,给汽车维修服务行业带来了巨大改变,相关技术也随之发生了变化,一些比较落后的工艺正在慢慢地推出,而新的工艺技术也在不断涌现。
水性涂料在汽车漆领域的运用
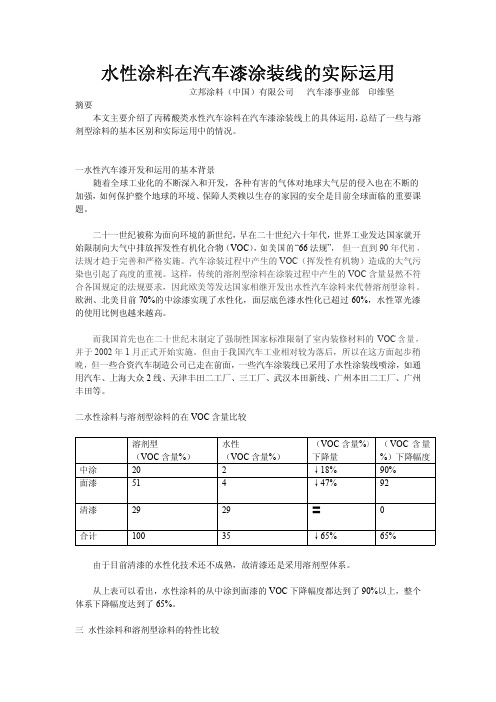
二水性涂料与溶剂型涂料的在 VOC 含量比较
中涂 面漆
溶剂型 (VOC 含量%) 20 51
水性 (VOC 含量%) 2 4
(VOC 含量%) 下降量 ↓18% ↓47%
( VOC 含量 %)下降幅度 90% 92
清漆
29
29
〓
0
合计
100
35
↓65%
65%
由于目前清漆的水性化技术还不成熟,故清漆还是采用溶剂型体系。
加强,如何保护整个地球的环境、保障人类赖以生存的家园的安全是目前全球面临的重要课 题。
二十一世纪被称为面向环境的新世纪,早在二十世纪六十年代,世界工业发达国家就开 始限制向大气中排放挥发性有机化合物(VOC),如 美 国 的 “66 法规”, 但一直到 90 年代初 , 法规才趋于完善和严格实施。汽车涂装过程中产生的 VOC(挥发性有机物)造成的大气污 染也引起了高度的重视。这样,传统的溶剂型涂料在涂装过程中产生的 VOC 含量显然不符 合各国规定的法规要求,因此欧美等发达国家相继开发出水性汽车涂料来代替溶剂型 涂 料 。 欧洲、北美目前 70%的中涂漆实现了水性化,面层底色漆水性化已超过 60%,水性罩光漆 的使用比例也越来越高。
十一 现行溶剂型涂装工序与水性涂装工序的区别
1 现行溶剂型的涂装工序
烘 烤 溶剂中涂
中涂喷房
中涂炉
溶剂色漆→溶剂清漆 上涂喷房
烘 烤
上涂炉
2 现行水性涂装工序
预
烘
预
烘
热
烤
热
烤
水性中涂
水性色漆→
→溶剂清漆
中涂喷房
预加热中涂炉
上涂喷房
上涂炉
水性涂料主要是在涂装完成后,有一个预热的阶段,而溶剂型涂料就没有。同时,水性 涂料容易导电,需设置水性专用喷涂机。
水性涂料在汽车涂装中的应用研究.

水性涂料在汽车涂装中的应用研究(中国表面工程协会涂装分会秘书处,上海200001)摘要:概述了国内外水性涂料的发展、应用概况。
介绍了水性涂料的施工设备、施工条件和施工实例。
认为在水性涂料推广应用的同时,对涂料价格、施工工艺、设备投资等方面应有创新和突破。
关键词:水性涂料;汽车涂料;汽车涂装0 引言溶剂型涂料中含有溶剂,在生产和施工过程中排放大量的VOC(挥发性有机化合物),危害人类健康,造成环境污染。
据统计,目前全球每年向大气排放的VOC为500~600万t。
自20世纪60年代初,美国率先开发成功水性涂料,采用电泳涂装用于汽车车身以来,在工业发达国家逐渐推广。
我国在60年代中期由上海市涂料研究所开发,随后由振华造漆厂研制成醇酸、环氧酯以及浅色丙烯酸阳极电泳涂料投入工业化生产;80年代初上海造漆厂又相继研制成功水性丙烯酸清漆,用于硅钢片的表面防腐防锈;90年代开发出双组分环氧类和无机富锌类防锈底漆,但水性面漆的应用因受限于当时的施工条件,进展缓慢。
相比西欧、北美汽车制造发达国家,在90年代已在汽车车身成功采用水性底色漆和水性中涂漆而言,我国仍存在较大差距。
1 涂料水性化的驱动随着人类环保意识的增强,工业发达国家相继制订保护环境的法规,限制VOC排入大气。
我国在2002年6月公布了《中华人民共和国清洁生产促进法》,并于2003年1月1日起实施。
国家环保局于2006年8月发布了《HJ/T293—2006清洁生产标准汽车制造业(涂装)》标准,规定了汽车涂装中有机废气产生量排放指标,并于2006年12月1日起实施。
在该标准中按不同涂装层数规定了VOC排放量指标:1级,国际清洁生产先进水平30~60g/m2;2级,国内清洁生产先进水平50~80g/m2;3级,国内清洁生产基本水平70~100g/m2。
当前,发达国家轿车车身制造新生产线VOC排放量的限值为:美国、欧盟经委会35g/m2;日本45g/m2;加拿大(2005年)55g/m2;英国60g/m2;世界先进水平15~20g/m2。
《水性漆在涂装中的应用》

为了避免高压静电对人员造成的伤害,这两种技术都采用喷涂作业时循环管路与自动化设备 分离作业的形式,外加静电喷涂的代表设备为德国杜尔公司的喷涂机械人,内加静电喷涂的 代表设备为日本丰田公司和川崎重工联合开发的单罐充填式喷涂机器人。所有自动喷涂设备 必须与工件保持一定的作业距离,否则距离大了会影响喷涂的效率,距离接近了会产生高压 报警,一般旋杯与工件的距离保持在 300mm 左右。
9. 结语
通过对水性漆的特性介绍,可以看出水性漆由于采用水做溶剂,可以大大降低有机挥发 份的产生,从而在根本上解决了 VOC 排放量大的问题;但是由于水性漆的特点对施工工艺和 施工设备提出了特殊的要求,造成水性漆涂装设备的投资和水性漆本身的成本相对溶剂型油 漆而言价格要高很多,故国内水性漆涂装线还比较少。随着国内汽车厂商的环保意识的增强, 越来越多的供应商将参与进来,水性漆的成本将逐渐降低。而且溶剂涂料用的溶剂都是石油 加工的产物,石油是不可再生资源,必将影响到溶剂的长远发展,而在水溶性油漆中引人水 替代大部分有机溶剂对缓和成本的增加将大有益处,长远的发展来看,水性漆必将代替溶剂 型漆。
有机废气 (VOC)产生量
(g/m2)
涂层形式
2C2B 3C3B 4C4B
一级(国际 先进水平)
≤30 ≤40 ≤50
二级(国内 三级(国内 先进水平) 基本水平)
≤50
≤70
≤60
≤80
≤70
≤90
5C5B
≤60
≤80
≤100
由于采用现有的溶剂型涂料无法从根本上减少 VOC 的排放量,而水性漆由于主要的溶剂 是水,不会产生大量的溶剂挥发,能从源头上对污染物进行控制,大幅减少涂装过程中的 VOC 排放量,因此水性漆涂装工艺是目前发展最快的环保型涂装工艺。
水性涂料在汽车修补涂装中的设计以及应用

水性涂料在汽车修补涂装中的设计以及应用随着人们环保意识的提高,国家法律法规在环境保护上的力度逐步加大,汽车涂装也要跟上时代发展的步伐,逐步向环境友好、资源节约的方向发展,在我国汽车工业发展的五十多年历史中,伴随科学技术的进步和汽车涂层质量要求的提升,汽车涂料已经实现了四次大的更新换代,这不仅有利于实现我国可持续发展的目标,还能为员工的生命安全保驾护航。
本文从水性涂料的现状着手,介绍了水性涂料的特点和水性涂料的应用问题,并对水性涂料在汽车修补涂装中的应用做了一些探讨,以期望拓展水性涂料的应用范围。
标签:水性涂料;汽车修补涂装;应用0 引言随着我国经济的不断快速发展,涂料工业也得到了迅速的发展,不同涂料的功能越来越多,品种也越分越细,在涂料的制造和施工过程中会产生大量的有机挥发物(VOC),这种有机挥发物不仅会污染环境,还会威胁人们的生命健康,所以低污染的水性涂料已经成为涂料的发展方向[1],水性涂料相对于其他涂料而言,在降低火灾危险性等级的同时,在一定程度上减少了VOC的排放,不仅施工相对简单,而且应用范围极广,已经成为广大涂料科技人员的首选品种,被市场广泛接受[2]。
1 水性涂料的现状近年来我国出现了较多重大污染事件,国家定制了一系列的法律法规,并且随着社会的进步,人们的生活水平不断提高,能源需求不断加大,使得我国化工原材料价格不断上升[3],这就使得水性涂料这种无污染又节能的涂料得到了人们的广泛关注,成为了我国涂料行业发展的重点,水性涂料具有其他涂料无法比拟的优势,不仅光泽度高、附着力强,而且抗冲击性能优良,已经成为了涂料行业的主攻发展方向[4]。
2 水性涂料的性能特点水性涂料的具体物理性质见表1所示。
凡是以水为溶剂或者稀释介质的涂料,都可以称为水性涂料,水性涂料与溶剂涂料相比,挥发速率较低,导电性较高,表面张力较高,由于水性涂料与溶剂涂料性能不同,所以在施工工艺上也会有所不同。
2.1 水性涂料的优点水性涂料是以水为溶剂或者稀释介质的,相对于其他有机溶剂而言,不仅减少了能源的消耗还节省了大量的资金,在降低火灾危险性等级的同时,在一定程度上减少了VOC的排放,减少了施工人员职业病发生的几率,确保施工人员的身体健康,研究表明,目前水性涂料里面的有机溶剂含量大约为百分之十到百分之十五,并且阴极电泳涂料更为明显,有机溶剂含量已经降低到 1.2%以下,大大降低了对周围环境的污染,节省了成本。
水性漆在汽车行业的应用分析

水性漆在汽车行业的应用分析作者:周建国来源:《中国科技博览》2019年第05期[摘要]随着社会对环保的重视,水性漆的优势得到了社会的广泛认可,已成为现代化汽车涂装生产的必然趋势。
本文介绍了水性漆的发展优势及其在汽车行业的应用。
[关键词]水性漆;汽车涂装;涂装工艺中图分类号:C61 文献标识码:A 文章编号:1009-914X(2019)05-0387-01在汽车行业,溶剂型涂料因含大量的挥发性有机物(VOC),其应用过程中废气的排放对环境的影响相当严重。
汽车行业涂装工艺与材料的不断进步的过程中,环保化亦取得了长足的进步和发展,主要表现为水性涂料、粉末涂料在行业中的应用。
因此,涂装材料向水性涂料、粉末涂料方向的发展是必然趋势,下面就水性涂料的发展优势及其在汽车行业的应用做一个介绍。
1、水性漆的发展优势水性漆在汽车涂装的合理应用,可以有效地改善汽车制造业的污染,极大地降低使用风险,显著地减少制造成本。
1.1资源节约,环境友好,绿色无污染水性漆从原料来源到生产及使用的全生命周期内,均有利于环境的健康可持续发展。
水性漆在生产过程中将易挥发的有机溶剂进行了替代,且在使用时涂装工具用易于获取的水进行清洗,减少了有机清洗溶剂的消耗。
有机溶剂的生产需要消耗大量的化石资源,在当下资源日益减少的情况下对有限资源的巨大负担,水性涂料的出现,正好解决了这一严峻的问题。
同时,有机溶剂的使用消耗量的削减,大大减少了生产及使用过程中挥发性有机化合物的排放,为改善大气环境作出了积极的贡献。
另一方面,水性涂料中仅含有少量低毒性醇醚类有机溶剂,有机溶剂挥发量减少,显著改善了作业场所的施工环境,有利于操作工人的身体健康。
一般的水性涂料中有机溶剂占涂料比重为10%~15%之间,阴极电泳涂料已降至1.2%以下,对降低污染节省资源效果显著。
1.2减少使用风险有机溶剂常温下极易产生气化,其气化蒸气能与空气形成爆炸性混合物,以作为有机溶剂最为常见的甲苯和二甲苯为例:甲苯的闪点为4℃,爆炸极限体积比为1.2%~7.0%;二甲苯闪点29℃,爆炸极限体积比约为1%~7%。
水性漆喷涂系统在我国汽车涂装中的实际应用

中,水性漆 的喷涂都会 使用专用 的喷枪 , 以确保 喷涂 的效
果。第 四,受水的影 响,水性漆 的粘度 会有所下 降,这对
涂过程 中喷涂 技师 需要被 “ 全副武装 ”,避 免水性漆通过
呼吸、皮肤侵入等 方式对人体造 成伤害 。第五 ,注重水性
水性漆 的输 调系统造成 了很大影响 。此 外 ,水性漆 的腐蚀 性较强 ,例如 水对铁 的腐蚀 , 因此在 施工过程 中对其 工艺 要求 更加严格 。一般输调过 程中 ,水性漆 的储存 、运 输都
之 ,水性漆 的使用必须克服 这些 困难 ,才 能实现汽车 涂装
的保质 、保量 。
3 水性漆喷涂系统的设备组成及工艺技术
3 . 1 水性漆喷涂系统设备简介
按其涂装 施工功能划分 ,水性漆 喷涂 系统可分为喷漆
5 5
2 水性 漆喷涂系统 的应用要 点分析
水性漆 喷涂系统化 的使用过 程中 ,第一 ,油和水 的分
国汽车涂装 中的 实际应用 ,分析 了这 一技术 的应用技 巧和应用难 点 。 关键 词 :水性漆 ;喷 涂 系统 ;汽车涂 装 中图分类号 :T Q 6 3 9 文献标识码:A 文章编号:1 0 0 9 — 2 3 7 4( 2 O 1 3 )3 2 ~ 0 0 5 5 — 0 2
室 、调漆室和输漆系统 。喷漆 室主要进行喷漆操作 ,对 于
工艺技术的要求 比较高 ,易受潮部位会采用不锈钢 制作。
环管道 。第二 ,输漆 管道 无死 角,避免水性漆积 累、干结 形成管道堵塞 ,影响水性漆的输调 。第三 ,管道 需采 用防 腐蚀材料制作 ,如不 锈钢 、塑料等 ,系统其他 易受潮 部分 也应采用不锈钢制 作。第 四,注意管道焊接 口的钝化处理
浅谈车身涂装中水性汽车漆的应用与设备改造

安徽华菱汽车有限公司
c.中面涂喷漆室壁板上粘附的残漆要彻底清理, 所有能移动的格栅板 清理出车间,固定的格栅网和滑 撬输送系统要彻底清理粘附在上面的残漆,待固定格 栅网拆除后,用事先备好的防火板铺在滑撬输送系统 上。 中面涂送排风系统的风管内外壁要彻底清 理,清理后要对其外部进行防护,防止改造时火花飞 入。 停产时,立即捞净漆泥排放漆泥处理槽内的污 水 ,然后放入新鲜的自来水来反复循环清洗,至中涂 面漆喷漆室内水面无浮漆后将清洗水放干净,再用挡 板或其它方式封住水旋筒上口,最后放入新鲜自来水 覆盖整个循环水槽。
安徽华菱汽车有限公司
5. 汽车车身涂装生产线老线改造的注意 事项 老涂装线改造有着安全风险高、 工期紧的特点,为了达到适用 、经济 、 合理 ,满足生产纲领的技改目的,也为 了便于各项工作按质按量地准时圆满的完 成,一般要成立一个老涂装线改造的技改 项目组。
安徽华菱汽车有限公司
项目组人员要分工明确,所有人 员 的联系方式要公开到位。 技改项目组要对技改的目的、技 改的依据、技改的原则、技改的保证、 安全的保证、阶段性的工作计划、老涂 装线的区域划分、参战人员的安排、后 勤安全的保证、环保的指导等等负责。 不仅要写出书面的方案报批,还 要贯彻、宣传。
•
安徽华菱汽车有限公司
二是机器人系统的改造 将机器人的溶剂型旋杯更换成水性旋杯 ,将原连接到旋杯的管路更换成水性旋杯的管 路并与原来齿轮泵、换色阀等部件连接; 安装新的高压发生器并连接高压电缆、 低压电缆; 更换高压控制卡,重新调校机器人内部 参数以适应新的旋杯重量、零点等; 重新进行轨迹及喷涂工艺参数仿形,最 后进行喷涂测试。
安徽华菱汽车有限公司
在系统输送和使用时不得混入空 气; 手工喷涂的,工具中的静电枪必须 更换成水性漆专用静静电枪; 若溶剂选用纯水并加热至50℃左 右,溶剂桶必须更改为夹套水浴加热桶,并 追加一套加热装置。同时调漆间增加纯水出 口一个。 输送水性涂料回流时不允许有“自 由落体”到桶内; 不能用移动式供料系统; 在系统加料、换过滤袋、搅拌和
水性色漆工艺在汽车涂装的应用与问题解决

水性色漆工艺在汽车涂装的应用与问题解决作者:陈兆波来源:《时代汽车》 2017年第9期陈兆波上汽通用五菱汽车股份有限公司广西柳州市545007摘要:介绍了水性色漆的特性、工艺特点以及对应的设备要求,结合具体的工艺调试,阐述了水性色漆在实际应用中的一些问题解决。
关键词:汽车涂装;水性漆;水性工艺应用问题1引言在汽车整车工厂工艺中,涂装是设备投资成本最高,生产工艺最多,同时也是三废排放最多的。
目前在涂装面漆工艺段,通常采用的是3C2B工艺体系,即3个涂层2次烘烤,较为经典的即是采用溶剂型油漆(溶剂型中涂、色漆及清漆),其VOC排放一般大于120g/m2。
随着社会环保意识的提高,国家环保法规越来越严格,水性色漆等新材料技术等开始在汽车涂装使用,通过在面漆工艺中采用水性色漆,可将vOc的排放降低到40g/m2,达到国家环保法规要求,因此国内汽车厂家越来越多开始采用水性漆工艺,成为了面漆工艺技术的必然趋势。
2水性色漆工艺流程宝骏基地作为SGMW乘用车基地,追求成为绿色、节能、环保汽车工厂的标杆,涂装车间即是以水性色漆工艺进行规划、设计和建设。
工艺流程为:前处理→电泳→电泳烘干→电泳打磨→焊缝密封→UBC→裙边喷涂→擦净→中涂(溶剂型)→中涂烘干→中涂打磨→擦净→色漆(水性)→色漆热闪干→清漆(溶剂)→面漆烘干,与溶剂型色漆相比,增加了“色漆闪干”工艺。
3水性色漆喷漆室要求宝骏涂装采用的是关西公司,型号为L2-08的水性色漆,结合色漆水性涂料与溶剂型涂料的组成对比(如下图所示),可以看出水性色漆对喷房的温湿度控制稳定性要求较高,一般控制在温度:25℃±1℃,湿度:夏季,75%±5%;冬季,65%±5%以便获得较好的外观质量。
4水性色漆热闪干要求4.1 热闪干工艺色漆与清漆仍然是湿碰湿工艺,在进行清漆喷涂之前,色漆表面的溶剂或者水含量要挥发降低到一定的程度,以便得到好的性能和外观质量。
浅谈水性漆喷涂系统在我国汽车涂装中的实际应用论文

浅谈水性漆喷涂系统在我国汽车涂装中的实际应用论文浅谈水性漆喷涂系统在我国汽车涂装中的实际应用论文1水性漆的优势水性漆,又称水性涂料,是指以水作为涂料的漆,基本成分包括溶剂、树脂、颜料和添加剂等。
水性中涂漆主要有聚醋和聚氨醋漆,其施工固体分较高,一般为50%-60%。
水性中涂漆的抗石击性能优于传统溶剂型中涂漆。
水性面漆的底色漆主要有丙烯酸和聚氨醋漆。
同油性漆相比,水性漆有如下优势:①环保性方面:油性漆以香蕉水、天拿水作为稀释剂,其中含有苯、二甲苯等有害致癌物质;水性漆只是以清水作为稀释剂,在生产过程中无废渣、废气、废水排放,在使用中无毒无味,无苯系物,重金属含量大大低于国家环保限量标准,对人体无危害。
②气味方面:油性漆喷涂时有强烈的刺激性气味,1-2个月刺激性气味才能挥发干净,但其中蕴含的有害气体仍存留于空气中,10-15年才能彻底挥发;水性漆无毒无味,涂刷后即可使用。
③外观方面:油性漆容易变黄,持戒性不强,水性漆持久性更长。
④运输储存方面:油性漆很容易燃烧,储存要求高;水性漆是以水为介质,不易燃,有利于降低储存、运输和保险费用,安全性极高。
⑤施工工艺方面:水性漆在使用时直接用自来水稀释即可,施工方便、安全,漆涂刷面积是一般油漆的两倍以上,漆膜干燥速度快,施工后的工具、设备清洗极为方便。
由于水性漆的种种优势,使其在市场上大受欢迎,在很多行业有着广泛的应用,如家居装饰行业和汽车行业等。
特别是环保观念的普及,环保新政策频频出台,绿色低碳环保的理念深入人心,消费者对环保涂料越来越青睐。
在欧美发达国家,传统油漆生产已经被禁止或者受到限制,传统油漆中排放产生的VOC极易造成环境污染,国际上对VOC排放量有着严格的规定,使用“水性漆”代替“油性漆”是汽车涂装行业向清洁节约方向发展的有效途径,相比油性涂料,水性涂料VOC排放比油性涂料最高可降低60%-70%,不仅如此,水性漆的使用还能降低能源消耗,以德国巴斯夫企业为例,过去25年中它的使用就已节约了15万吨溶剂,水性漆在汽车涂装中的使用将成为主流趋势。
汽车涂装水性漆应用

水性漆喷涂系统在我国汽车涂装中的实际应用

水性漆喷涂系统在我国汽车涂装中的实际应用摘要:随着国内汽车市场竞争的日益激烈,中国对清洁生产越来越重视,汽车涂装不仅要保证装饰性和防腐蚀性能,还要简化处理工序、减少设备投资和运行费用、降低生产成本,因此就要采用环保性能良好的材料和工艺来实现这些要求。
本文简要阐述了汽车涂装中水性漆喷涂系统的工艺流程和喷涂工艺以及与溶剂型漆的区别等,希望能对日后的工作提供一定帮助。
关键词:水性漆;溶剂型漆;汽车涂装;应用分析Abstract:automobile coating is not only to guarantee the decorative and corrosion-proof but also simplify the processes and reduce the equipment investment,operation charge and the cost of production.Therefore,it shall accomplish the requirement by the well-environmental material and processes.This article is briefly describing the difference between the processes of water paint spraying system andthe coating process;it shall be helpful to the further work.Keywords:water paint;solvent type paint;automobile;application analysis一、水性漆与溶剂型漆的区别水性漆与溶剂型漆相比最大的优点是VOC排放量低。
相对于溶剂型漆,水性漆挥发速率更低、表面张力更高、导电性能更好,同时腐蚀性也更强,更容易产生气泡,因此水性漆与溶剂型漆相比在设备和施工工艺方面都有所不同。
水性涂料在我国汽车工业中的应用及其发展前景

水性涂料在我国汽车工业中的应用及其发展前景摘要:水性涂料在我国的研究与推广使用起步较晚,但发展势头却十分强劲。
在汽车工业中推广与普及水性涂料可以减少工业技术对生态环境的破坏与不利影响,也是倡导低碳生活和推动可持续发展的重要趋势。
本文分析了水性涂料的基本特性与缺陷,探究了水性涂料应用于我国汽车工业的具体表现和今后的发展前景,为我国的汽车水性涂料研究与发展提供了参考。
关键词:水性涂料;汽车工业;发展前景我国社会经济的飞速发展也带动了汽车工业和涂料工业的转型发展,水性涂料开始广泛应用于汽车工业的各个方面并体现出绿色环保、节能减排等显著优势。
水性涂料相比于其它的涂料还具备降低火灾发生风险的功效,施工过程相对简单,应用范围也更广泛,已经成为汽车工业所不可或缺的重要资源。
一、水性涂料的基本特性(一)表面张力较强一般来说,水性涂料具备较高的表面张力,这也是水性涂料最重要、最突出的特性之一。
水是水性涂料最主要的组成成分,这就导致水性涂料的表明张力会远远大于其它的溶剂涂料。
相关数据表明,在条件相同的情况下,有机溶剂涂料的表面张力仅仅为水性涂料表面张力的30%。
(二)汽化的湿度适宜在喷涂水性涂料时需要控制喷漆室的工作湿度,水性涂料在相对湿度达到85%以上的环境中会存在表面干燥缓慢的问题,水溶剂会在饱和的湿度中无法进行正常的挥发,当湿度超过90%时,涂抹会从被涂物的表面流下来。
因此,在喷涂水性涂料时需要控制好喷涂时的合理适度,以保证汽化效率和质量。
(三)触变性水性涂料具有触变性。
水性涂料的触变性是因为存在外力的作用而使水性涂料的自身黏度发生了一定的改变,这就被称为水性涂料的触变性。
例如如果持续搅拌水性涂料,就会降低其黏度。
二、水性涂料的缺陷温度与湿度环境会在一定程度上影响水性涂料挥发的效果与速率。
具体而言,在温度保持不变时,湿度过大,水分的挥发速度就会变慢,这就导致作业过程容易发生流挂。
相比于有机溶剂的涂料,水性涂料的表面张力更大,对材质外表的整洁度要求也就相对较高。
浅析水性涂料在汽车上的应用现状及研究进展

浅析水性涂料在汽车上的应用现状及研究进展作者:张志琴林媛媛来源:《科学与技术》2018年第22期摘要:随着我国经济的不断进步,以及我国社会的不断发展,涂料在我国的应用越来越广泛。
但是,要知道大部分的涂料会挥发出部分有毒的有机物,会对人体的健康造成一定的影响。
水性涂料的出现很好的解决了这一问题,其代替了传统的溶剂型涂料。
文章将主要讨论水性涂料在汽车上的应用现状以及研究进展,促进我国汽车行业的发展以及水性涂料的发展。
关键词:水性汽车涂料;应用现状;研究进展引言随着我国经济水平的不断提升,我国逐渐开始重视对生态环境的保护,提倡绿色环保的发展理念。
如今,人们的环保意识逐渐增强,同时我国也完善了在这一方面的相关政策和法规,大力倡导在建设过程中使用绿色环保型的涂料。
在我国汽车行业中水性涂料得到了广泛的应用,在其中,水性涂料以对人体危害小、不污染环境的特点成为人们重视对象。
1 水性涂料的分类和特点对于水性涂料来说,根据其涂料的形态可以分为水溶性涂料、水稀释涂料以及水分散性涂料三种。
涂料不同也就导致其使用到的作用机理存在着一定的差距,最终导致产品的性能上不同。
但是,其中还是存在着一个共同点,也就是其溶剂或者是分散物质都可以使用水。
有根据涂料材料的不同,还可以将水性涂料分成水性丙烯酸涂料、水性聚氨酯涂料、水性环氧涂料等几种,随着相关技术的发展,混合改性逐渐成为我国水性涂料的主要发展方向。
水性涂料的制作主要是利用水代替其他有机溶剂作为溶剂或分散剂,这在很大程度上避免了有机材料的使用,也就降低了制造的成本,同时在后期的使用过程中还不会过多的挥发出有机物,降低了对环境的污染以及对人体健康的危害,这也就是水性涂料在近年来发展迅速的原因之一。
除此之外,在利用水性涂料对金属材料进行涂装时,当完成除锈工作后不需要展开干燥工作,可以直接涂抹水性涂料,这在一定程度上降低了涂装的花费的时间,提高了涂装的效率[1]。
2 水性涂料在汽车涂装中的应用2.1对涂装设备的相关要求将水性涂料用于汽车涂装时,必须对涂装设备进行严格的要求,具体的要求如下:(1)水性涂料最值得人们思考的一个问题就是,它的主要成分是水,在这一个过程中如果用于装运的是金属容器,那么结果将不言自明,金属将会遭到腐蚀,同时这还可能会引起设备也遭到损坏,从而影响到漆膜的防腐蚀的作用。
水性漆在汽车车身涂装上的应用

第 40 卷第 4 期 2010 年 4 月
涂料工业 PA I NT & COAT I NG S I N DU STRY
Abstract : Base on the difference o f w aterborne pa in t and so lventborne pa in , t the spec ial process requ ire m ent for w aterborne pa in ts, such as intercoa, t spray ing booth , pri m er coa t oven, base coat flash oven, paint supply system and painting robo , t etc. w ere in troduced . Especia lly , the pract ical applicat io n of w aterborne pa in t in a new pa in ting p lant pro ject w as describ ed , to prov ide in for m ation about layou, t launch , and m an agem ent of w aterborne paintin g lin e . K ey W ords : w aterborne pain; t solventborne pa in ; t spray in g
汽车行业用于初装涂装的水性涂料研究
汽车行业用于初装涂装的水性涂料研究随着环保意识的不断提高,汽车制造业也在不断努力寻找更加环保的涂料材料。
目前,使用水性涂料作为汽车初装涂层已经成为一种趋势,为此,国内外许多科研机构和企业纷纷开始了水性涂料的研究,以期提高其质量和性能。
1. 水性涂料的优势在传统的有机溶剂型涂料中,溶剂通常包含大量的有机物,化学反应后会产生大量的废气和废水,对环境影响较大。
而使用水性涂料则可以大幅度减少这些有害排放物的产生,从而降低对环境的影响。
此外,水性涂料所含有的挥发性有机物(VOC)也大大低于传统溶剂型涂料。
另外,水性涂料还具有易于清洗、无毒害、利于生产操作等优点,已经成为制造企业的首选。
2. 水性涂料的种类水性涂料可以分为亲水性和疏水性两类。
亲水性涂料会在水中形成透明的浑浊溶液,而疏水性涂料则会在水中形成不透明的微悬浮液。
虽然两种涂料的性质和用途不同,但都有可能用于汽车行业初装涂装。
亲水性涂料适用于汽车厂的部件和外壳的涂装,如发动机盖、前泥板、车顶等。
这种涂料使用方便,因为它们在水中易于分散和混合。
与溶剂型涂料相比,使用这种涂料的成本也更低。
疏水性涂料适用于涂抹在车内部件等处,如汽车座椅的塑料外壳和塑料装饰件等。
这种涂料可以形成坚硬的表面膜,能够防止塑料件表面被划伤。
3. 水性涂料的性能水性涂料能够在很短的时间内干燥,粘度和流动性也都很好,能够做到较高的喷涂效率。
同时,它们还能发挥很好的防腐蚀和防腐蚀能力。
在颜色、强度、硬度、亮度和附着力方面,水性涂料与传统溶剂型涂料无明显差别。
在某些方面,如韧性、耐磨损性方面,更是超出。
总之,水性涂料在汽车初装涂装中将会有越来越广泛的青睐。
在中国汽车行业中,应该加快发展和引入水性涂料的生产线,优化产品性能和降低涂装成本,逐步取代溶剂型涂料,从而为环保事业做出自己的贡献。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
水性漆喷涂系统在我国汽车涂装中的实际应用
发表时间:2016-01-11T15:32:09.610Z 来源:《基层建设》2015年14期供稿作者:韩现增
[导读] 长城汽车股份有限公司技术中心河北省汽车技术研究中心河北对于车身外表面的机器人喷涂,机器人均采用高速旋杯自动静电喷涂工艺,大大节省了喷涂时间。
韩现增
长城汽车股份有限公司技术中心河北省汽车技术研究中心河北 071000
摘要:随着国内汽车市场竞争的日益激烈,中国对清洁生产越来越重视,汽车涂装不仅要保证装饰性和防腐蚀性能,还要简化处理工序、减少设备投资和运行费用、降低生产成本,因此就要采用环保性能良好的材料和工艺来实现这些要求。
本文简要阐述了汽车涂装中水性漆喷涂系统的工艺流程和喷涂工艺以及与溶剂型漆的区别等,希望能对日后的工作提供一定帮助。
关键词:水性漆;溶剂型漆;汽车涂装;应用分析
Abstract:automobile coating is not only to guarantee the decorative and corrosion-proof but also simplify the processes and reduce the equipment investment,operation charge and the cost of production.Therefore,it shall accomplish the requirement by the well-environmental material and processes.This article is briefly describing the difference between the processes of water paint spraying system and the coating process;it shall be helpful to the further work.
Keywords:water paint;solvent type paint;automobile;application analysis
一、水性漆与溶剂型漆的区别
水性漆与溶剂型漆相比最大的优点是VOC排放量低。
相对于溶剂型漆,水性漆挥发速率更低、表面张力更高、导电性能更好,同时腐蚀性也更强,更容易产生气泡,因此水性漆与溶剂型漆相比在设备和施工工艺方面都有所不同。
水的表面张力是一般溶剂的2.5倍,因而难以浸润底材,易产生缩孔,必须通过添加表面活性剂来降低表面张力,提高浸润性能,防止缩孔产生。
水性漆中水的挥发主要是通过控制喷漆室内的温度和湿度来进行调节的,而溶剂型漆则通过调整稀释剂的蒸发速率从而来调整涂着固体分。
溶剂型色漆的涂着固体分高达60%~70%,而水性色漆通常为20%~30%,因此水性色漆的平滑性更好,但需要增加闪干区,否则容易出现流挂、气泡等质量问题。
二、水性漆工艺流程
结合水性漆自身特点,一般涂装工艺流程为:前处理→电泳→烘烤→打磨→擦净→密封→擦净→喷涂水性中涂→低温预烘干→烘干→打磨→擦净→喷涂水性底色漆→色漆闪干→喷涂罩光清漆→烘干。
相对于传统的溶剂型油漆涂装工艺,水性漆涂装中需要严格控制喷漆室的温度与湿度,调整了中涂烘干的工序,增加了色漆闪干的工序,其他工序基本不变。
三、水性漆喷涂工艺
水性中涂、水性色漆采用的主要是机器人喷涂。
车身外表面中涂和外表面色漆均由机器人进行喷涂,车身内表面中涂和色漆均由人工采用手工喷涂,然后进入闪干烘房进行烘干,最后再由手工和机器人分别进行车身内外表面清漆喷涂。
对于车身外表面的机器人喷涂,机器人均采用高速旋杯自动静电喷涂工艺,大大节省了喷涂时间。
使用静电喷涂工艺,涂膜中的铝粉片在电场的作用下,会在车身表面呈现出垂直排列的状态,影响铝粉反射光的强度,使漆膜发暗,明亮度下降。
通常情况下,金属色漆的喷涂采用静电喷枪进行第一道喷涂,用自动空气喷枪喷涂第二道。
因为第二道采用自动空气喷枪,能改善铝粉的排列状态,提高闪光效果。
四、水性漆施工常见问题
(一)设备技术中的常见问题
1.喷漆室和烘干室
由于水的腐蚀性比溶剂大,因此喷漆室尤其是循环水处理系统均需采用不锈钢材料。
由于烘干室中空气中水分含量较高也会腐蚀设备,所以烘房内壁同样也要用不锈钢材料。
2.自动喷涂系统
水性漆的溶剂是水,导电性较高,在应用时一般使用外部加电式旋杯。
但是由于外部加电式旋杯系统中外置的加电手指容易积攒油漆,导致清洁频率增加。
另外加电手指对旋杯移动速度和环境湿度较为敏感,会降低油漆利用率,影响油漆外观质量。
如果采用内部加电式旋杯,高压静电会又从输漆系统中泄漏出去,影响生产和造成危险。
随着技术的发展,目前已对内部加电式旋杯进行改良,并且已使用开始在水性漆喷涂线上,在喷涂前,先将油漆从调漆桶中吸到储存器中,然后将其与主循环回路断开,这样可有效防止高压静电漏到调漆间。
3.输调漆系统
由于水会使金属生锈进而腐蚀容器或管道,因此水性漆的输调漆系统需采用不锈钢材料制成。
水性色漆的输调漆系统应避免高压系统、高流量和高剪切力,因为这些因素都会加速水性色漆的老化速度或破坏其使用性能,从而影响喷涂效果和质量。
(二)工艺技术中的常见问题
1.喷漆室温度和湿度
水性漆中主要的稀释剂是水,水的挥发性与喷漆室的温度和湿度有直接关系。
当湿度不变,温度越高,水的挥发性越高;当温度不变,湿度增加,水挥发时受到的阻力越大;当相对湿度太大时,水分挥发的很慢,施工时易产生流挂现象。
因此,水性漆施工喷漆室内应控制在最佳的温湿度内,最佳温度为20~26℃,最佳相对湿度为60%~75%;允许温度为20~32℃,允许相对湿度为50%~80%。
2.水性中涂的烘干处理
由于水的沸点是100℃,而工艺要求的烘干温度约为140℃左右,那么在进行水性中涂烘干时容易引起水性涂膜起泡。
因此水性中涂烘干要先采用低温预烘干,待水分蒸发后,再升至工艺要求的烘干温度进行烘干。
具体的水性中涂烘干要求为:红外加热5min至80℃;在80℃条件下保温5min;然后从80℃升至140℃,升温时间为5min;在140℃条件下保温20min,从而确保树脂的交联固化。
3.水性色漆的闪干
水性色漆存在预烘干的环节,将色漆涂层中的绝大部分水分、助溶剂挥发掉。
若水性色漆涂层的主要溶剂水的含量达不到10%以下,喷涂的罩光清漆将会再次溶起色漆层并产生水泡,影响外观质量。
但在通常的条件下闪干,水性色漆的溶剂含量不可能达到10%以下。
因此在水性色漆上喷涂罩光清漆之前必须进行适当的强制干燥。
结语
虽然水性漆存在设备投资大和能耗大的缺点,但相信随着环保呼声的日益提高以及中国对清洁生产的日渐重视,在建设和谐社会的进程中水性漆在中国汽车涂装线的应用将越来越广泛。
参考文献:
[1]宋纬.水性漆喷涂系统在我国汽车涂装中的实际应用[J].中国高新技术企业(中旬刊),2013,(11):55-56.DOI:10.3969/j.issn.1009-2374.2013.11.029.
[2]杨鑫,章军,陈慕祖等.水性漆喷涂系统在我国汽车涂装中的实际应用[J].上海涂料,2009,47(3):12-15.DOI:10.3969/j.issn.1009-1696.2009.03.004.。