工序卡表格(竖表)
生产工序报表
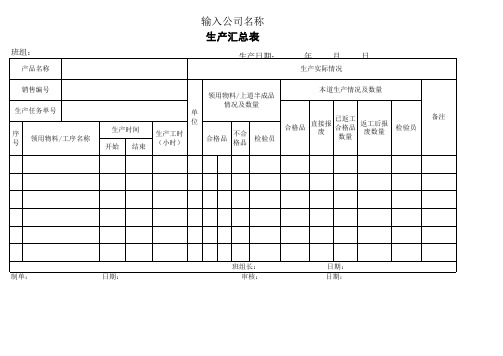
生产日期:
年
月
日
生产实际情况 本道生产情况及数量
领用物料/上道半成品 情况及数量
已返工 直接报 返工后报 合格品 合格品 废 废数量 数量
备注 检验员
制单:
日期:
班组长: 审核:
日期: 日期:
工序卡模板
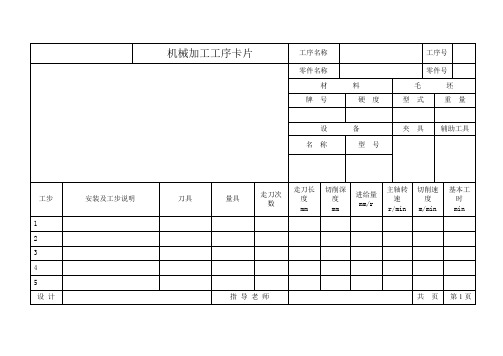
机械加工工序卡片工序名称工序号零件名称零件号材料毛坯牌号硬度型式重量设备夹具辅助工具名称型号工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时min12345设计指导老师共页第1页机械加工工序卡片工序名称工序号零件名称零件号材料毛坯牌号硬度型式重量设备夹具辅助工具名称型号工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时s12345设计指导老师共页第2页机械加工工序卡片工序名称工序号零件名称零件号材料毛坯牌号硬度型式重量设备夹具辅助工具名称型号工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时min12345设计指导老师共页第3页机械加工工序卡片工序名称工序号零件名称零件号材料毛坯牌号硬度型式重量设备夹具辅助工具名称型号工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时S12345设计指导老师共页第4页机械加工工序卡片工序名称工序号零件名称零件号材料毛坯牌号硬度型式重量设备夹具辅助工具名称型号工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时min12345设计指导老师共页第5页机械加工工序卡片工序名称工序号零件名称零件号材料毛坯牌号硬度型式重量设备夹具辅助工具名称型号工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时S12345设计指导老师共页第6页机械加工工序卡片工序名称工序号零件名称零件号材料毛坯牌号硬度型式重量设备夹具辅助工具名称型号工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时min12345设计指导老师共页第7页机械加工工序卡片工序名称工序号零件名称零件号材料毛坯牌号硬度型式重量设备夹具辅助工具名称型号工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时s12345设计指导老师共页第8页机械加工工序卡片工序名称工序号零件名称零件号材料毛坯牌号硬度型式重量设备夹具辅助工具名称型号工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时min12345设计指导老师共页第9页机械加工工序卡片工序名称工序号零件名称零件号材料毛坯牌号硬度型式重量设备夹具辅助工具名称型号工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时s12345设计指导老师共页第10页。
机械加工工序卡(1~10).

武汉大学动机学院机械系工艺实习记录卡片(二工厂名称洛阳第一拖拉机厂第1 页专业机械自动化机械加工工艺过程综合卡分厂或车间齿轮厂第页产品名称圆锥齿轮轴产品型号零件名称齿轮轴零件号材料用两V形块定位,端部用卡盘夹紧产品型号零件名称零件号工序名称铣端面,打中心孔工序号 5 材料名称材料牌号机械性能40CrMnTi HB170-210机床夹具名称型号编号名称代号卧式铣钻床16B029 5028-080 卡盘同时加工件数工人等级准备/终结时间单件时间1工步号工步内容走刀次数切削用量机动时间辅助时间工具名称工具代号切削深度进给量每分转数或双行程数切削速度1 同时铣两端面端面铣刀2 打中心孔钻头武汉大学动机学院机械系工艺实习记录卡片(二工厂名称洛阳第一拖拉机厂第2 页专业机械自动化机械加工工艺过程综合卡分厂或车间齿轮厂第页产品名称圆锥齿轮轴产品型号零件名称齿轮轴零件号材料两顶尖定位,左边端部用卡盘夹紧产品型号零件名称零件号工序名称车外圆、端面工序号10 材料名称材料牌号机械性能40CrMnTi HB170-210机床夹具名称型号编号名称代号仿形车床车1720 卡盘同时加工件数工人等级准备/终结时间单件时间1工步号工步内容走刀次数切削用量机动时间辅助时间工具名称工具代号切削深度进给量每分转数或双行程数切削速度1 粗车外圆面、端面车刀2 精车外圆面、端面车刀武汉大学动机学院机械系工艺实习记录卡片(二工厂名称洛阳第一拖拉机厂第3 页专业机械自动化机械加工工艺过程综合卡分厂或车间齿轮厂第页产品名称圆锥齿轮轴产品型号零件名称齿轮轴零件号材料两顶尖定位,左边端部用卡盘夹紧产品型号零件名称零件号工序名称车锥面工序号15 材料名称材料牌号机械性能40CrMnTi HB170-210机床夹具名称型号编号名称代号仿形车床车1720 卡盘同时加工件数工人等级准备/终结时间单件时间1工步号工步内容走刀次数切削用量机动时间辅助时间工具名称工具代号切削深度进给量每分转数或双行程数切削速度1 粗车圆锥面 1 车刀2 精车圆锥面 1 车刀武汉大学动机学院机械系工艺实习记录卡片(二工厂名称洛阳第一拖拉机厂第4 页专业机械自动化机械加工工艺过程综合卡分厂或车间齿轮厂第页产品名称圆锥齿轮轴产品型号零件名称齿轮轴零件号材料用三角卡盘定位夹紧产品型号零件名称零件号工序名称打油孔工序号20 材料名称材料牌号机械性能40CrMnTi HB170-210机床夹具名称型号编号名称代号摇臂钻床立式三爪卡盘1工步号工步内容走刀次数切削用量机动时间辅助时间工具名称工具代号切削深度进给量每分转数或双行程数切削速度1 钻油孔通孔钻头武汉大学动机学院机械系工艺实习记录卡片(二工厂名称洛阳第一拖拉机厂第5 页专业机械自动化机械加工工艺过程综合卡分厂或车间齿轮厂第页产品名称圆锥齿轮轴产品型号零件名称齿轮轴零件号材料顶尖定位,右半部分用夹具夹紧产品型号零件名称零件号工序名称铣圆柱面上的花键工序号25 材料名称材料牌号机械性能40CrMnTi HB170-210机床夹具名称型号编号名称代号花键铣床Y631K 卡箍同时加工件数工人等级准备/终结时间单件时间1工步号工步内容走刀次数切削用量机动时间辅助时间工具名称工具代号切削深度进给量每分转数或双行程数切削速度1 铣圆柱面上的花键滚齿铣刀091-0056武汉大学动机学院机械系工艺实习记录卡片(二工厂名称洛阳第一拖拉机厂第6 页专业机械自动化机械加工工艺过程综合卡分厂或车间齿轮厂第页产品名称圆锥齿轮轴产品型号零件名称齿轮轴零件号材料齿轮轴用卡盘定位夹紧产品型号零件名称零件号工序名称粗铣圆弧锥齿工序号30 材料名称材料牌号机械性能40CrMnTi HB170-210机床夹具名称型号编号名称代号螺旋伞齿轮铣齿机格里森116卡箍同时加工件数工人等级准备/终结时间单件时间1工步号工步内容走刀次数切削用量机动时间辅助时间工具名称工具代号切削深度进给量每分转数或双行程数切削速度1 粗铣圆弧锥齿铣齿刀5138661/小粗武汉大学动机学院机械系工艺实习记录卡片(二工厂名称洛阳第一拖拉机厂第7 页专业机械自动化机械加工工艺过程综合卡分厂或车间齿轮厂第页产品名称圆锥齿轮轴产品型号零件名称齿轮轴零件号材料齿轮轴用卡盘定位夹紧产品型号零件名称零件号工序名称精切凹面齿工序号35 材料名称材料牌号机械性能40CrMnTi HB170-210机床夹具名称型号编号名称代号螺旋伞齿轮铣齿机格里森116卡箍同时加工件数工人等级准备/终结时间单件时间1工步号工步内容走刀次数切削用量机动时间辅助时间工具名称工具代号切削深度进给量每分转数或双行程数切削速度1 精切凹面齿铣齿刀武汉大学动机学院机械系工艺实习记录卡片(二工厂名称洛阳第一拖拉机厂第页专业机械自动化机械加工工艺过程综合卡分厂或车间齿轮厂第页产品名称圆锥齿轮轴产品型号零件名称齿轮轴零件号材料齿轮轴用卡盘定位夹紧产品型号零件名称零件号工序名称精切凸面齿工序号40 材料名称材料牌号机械性能40CrMnTi HB170-210机床夹具名称型号编号名称代号螺旋伞齿轮铣齿机格里森116卡箍同时加工件数工人等级准备/终结时间单件时间1工步号工步内容走刀次数切削用量机动时间辅助时间工具名称工具代号切削深度进给量每分转数或双行程数切削速度1 精切凸面齿铣齿刀武汉大学动机学院机械系工艺实习记录卡片(二工厂名称洛阳第一拖拉机厂第9 页专业机械自动化机械加工工艺过程综合卡分厂或车间齿轮厂第页产品名称圆锥齿轮轴产品型号零件名称齿轮轴零件号材料产品型号零件名称零件号工序名称热处理工序号45材料名称材料牌号机械性能40CrMnTi HB170-210机床夹具名称型号编号名称代号同时加工件数工人等级准备/终结时间单件时间工步号工步内容走刀次数切削用量机动时间辅助时间工具名称工具代号切削深度进给量每分转数或双行程数切削速度1 加热2 渗碳3 淬火4 回火武汉大学动机学院机械系工艺实习记录卡片(二工厂名称洛阳第一拖拉机厂第10 页专业机械自动化机械加工工艺过程综合卡分厂或车间齿轮厂第页产品名称圆锥齿轮轴产品型号零件名称齿轮轴零件号材料顶尖定位,齿轮锥面用卡盘夹紧产品型号零件名称零件号工序名称磨外圆、端面工序号50 材料名称材料牌号机械性能40CrMnTi HB170-210机床夹具名称型号编号名称代号端面外圆磨床MBA1632卡盘同时加工件数工人等级准备/终结时间单件时间1 工步号工步内容走刀次数切削用量机动时间辅助时间工具名称工具代号切削深度进给量每分转数或双行程数切削速度1 粗磨外圆、端面砂轮2 精磨外圆、端面砂轮卡规。
工序表表格

填表人:
组别: 审核: 年 月 日
数量: 单价 批价
子
组别: : 年 月 日
1 2 3 4 5 6 7 8 9 10 11 平车压袖山 1|4 单线 X2 放订位条 平车拼袖底缝 X2 12 四线拼侧缝 X2 13 14 用手工剪袖口罗纹 X2 比尺寸 15 用手工剪下脚罗纹 X1 比尺寸 16 中烫领扑豆干 X2 代唇 X2 包放扑 平车车下脚豆干块X2 17 平车拼领顶X1订码麦 18 平车上领底X1 19 让下脚罗纹对剪刀口对位 20 让前中拉链对位 21 平车做袖口罗纹订位 22 平车上袖口X2 对位 23 24 套里布下脚X1 上面领X1 车前中拉链位 对豆干块 25 订领位 X1 订袖子位 X4 上袖口 X2 手工翻衫 26 27 压前中拉链 1|4 单线 X2 压领顶 1|4 线 X2 压豆干块 1|4 单线 28 平车封里布口 29 切前侧撞色条 X2 30 用专机拉前侧撞色条 X2 31 用实样点校徽位 32 平车车校徽 X1 33 34 平车拼里内襟 X2 后色背 X1 剪上衣线头 35
工序工价表
客户: 工序 款号: 名称 上衣 平车拼内襟肩缝 X2 四线级全件里布 平车开侧代 X2,订代布点位 四线级前公主骨 X2 压前公主骨 1|16 边线 X2 四线级后公主骨 X2 压后公主骨 1|16 边线 X2 五线拼面肩缝 X2 平车压面肩缝 1|4 单线 X2 五线让面袖 X2 款式: 总价: 单价 批价 工序 名称 裤子 用收工剪丈根比例尺 X1 中烫直眼扑 专机打直眼 X2 切裤侧撞色条 X6 用专机拉裤侧撞色条 x2 开前代 x2 订代位 x2 四线级前代布 X2 数量:
工序卡片(参考)

详图见附图一机械加工工序卡片产品型号零件图号产品名称零件名称传动轴共22 页第 1 页车间工序号工序名称材料牌号1车削毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件11设备名称设备型号设备编号同时加工件数数控车床CK6136S1夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 车端面55°车刀800 163.280.020.5 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)详图见附图二机械加工工序卡片产品型号零件图号产品名称零件名称传动轴共22 页第 2 页车间工序号工序名称材料牌号2 车削毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1 1设备名称设备型号设备编号同时加工件数数控车CK6136S 1夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 车Φ63 55°车刀800 162.5 0.152 12 车Φ62 55°车刀800 161.3 0.15 1 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车间工序号工序名称材料牌号4 车销毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1 1设备名称设备型号设备编号同时加工件数数控车CK6136S 1 夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 精车Φ58.2 53°车刀1200 161.3 0.01 0.3 12 精车Φ58 53°车刀1200 161.3 0.01 0.2 13设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车间工序号工序名称材料牌号3 车削毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1 1设备名称设备型号设备编号同时加工件数数控车CK6136S 1 夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 半精车Φ60 53°车刀1000 161.2 0.01 2 12 半精车Φ59 53°车刀1000 161.1 0.01 1 13 半精车Φ58.553°车刀1000 161.1 0.01 0.5 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车间工序号工序名称材料牌号5 车削毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数数控车CK6136S 1 夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗车Φ54 55°车刀800 161.1 0.012 22 粗车Φ53 55°车刀800 160.8 0.01 1 13设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车间工序号工序名称材料牌号6 车削毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1 1设备名称设备型号设备编号同时加工件数数控车CK6136S 1 夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 半精车Φ49 53°车刀1000 160.5 0.012 22 半精车Φ48 53°车刀1000 160.1 0.01 1 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车间工序号工序名称材料牌号7 车削毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1 1设备名称设备型号设备编号同时加工件数数控车CK6136S 1 夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 半精车Φ46 53°车刀1000 159 0.01 1 2半精车Φ45 53°车刀1000 159 0.01 0.5 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车间工序号工序名称材料牌号8 车削毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数数控车CK6136S 1 夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助粗车Φ43 55°车刀800 158 0.01 2 1粗车Φ41 55°车刀800 158 0.01 2 1粗车Φ40 55°车刀800 158 0.01 1 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车间工序号工序名称材料牌号10 车削毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数数控车CK6136S 1 夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助精车Φ36.6 53°车刀1000 158 0.01 0.6 1精车Φ36 53°车刀1000 158 0.01 0.3 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车间工序号工序名称材料牌号9 车削毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数数控车CK6136S夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助半精车Φ38.2 53°车刀1000 157 0.01 1.8 2半精车Φ37.2 53°车刀1000 155 0.01 1.0 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车间工序号工序名称材料牌号车削毛坯种类毛坯外形尺寸每毛坯可制件数每台件数11设备名称设备型号设备编号数控车CK6136S夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助粗车Φ34 55°车刀800 155 0.01 2 1粗车Φ32 55°车刀800 154 0.01 2 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车间工序号工序名称材料牌号12 车削毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数数控车CK6136S夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助半精车Φ31.5 53°车刀1000 154 0.01 0.5设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车间工序号工序名称材料牌号车削毛坯种类毛坯外形尺寸每毛坯可制件数每台件数13设备名称设备型号设备编号同时加工件数数控车CK6136S夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助半精车Φ30.5 53°车刀1000 152 0.01 1.0 4半精车Φ30 53°车刀1000 152 0.01 0.5 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车间工序号工序名称材料牌号15 切槽毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数数控车CK6136S夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助切Φ24的槽5X30切槽刀800 153 0.01 6 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车间工序号工序名称材料牌号切槽毛坯种类毛坯外形尺寸每毛坯可制件数每台件数16设备名称设备型号设备编号同时加工件数数控车CK6136S夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助切Φ53的槽5X30切槽刀800 141 0.01 5 1车间工序号工序名称材料牌号14 车削毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数数控车CK6136S夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助加工圆弧53°车刀1000 140 0.01 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称传动轴共22 页第17 页车间工序号工序名称材料牌号17 车螺纹毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数数控车CK6136S夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助粗加工M30X1.5的螺纹60°螺纹车刀80 7.5 1 1机械加工工序卡片产品名称零件名称传动轴共22 页第18 页车间工序号工序名称材料牌号18 车螺纹毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数数控车CK6136S夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助半精加工M30X1.5的螺纹60°螺纹车刀80 0.7 0.7 1机械加工工序卡片产品名称零件名称传动轴共22 页第19 页车间工序号工序名称材料牌号19 车螺纹毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数数控车CK6136S夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助精加工M30X1.5的螺纹60°螺纹车刀80 7.5 0.9 3机械加工工序卡片产品型号零件图号产品名称零件名称传动轴共22 页第20 页车间工序号工序名称材料牌号20 车端面毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助粗车至125 55°车刀800 145 0.01 5 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)产品名称零件名称传动轴共22 页第21 页车间工序号工序名称材料牌号21 车端面毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助半精车至120.5 53°车刀800 145 0.01 4.5 3设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)产品名称零件名称传动轴共22 页第22 页车间工序号工序名称材料牌号22 车端面毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助精车至120 53°车刀1000 145 0.01 0.5 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)。
工艺过程卡与工序卡
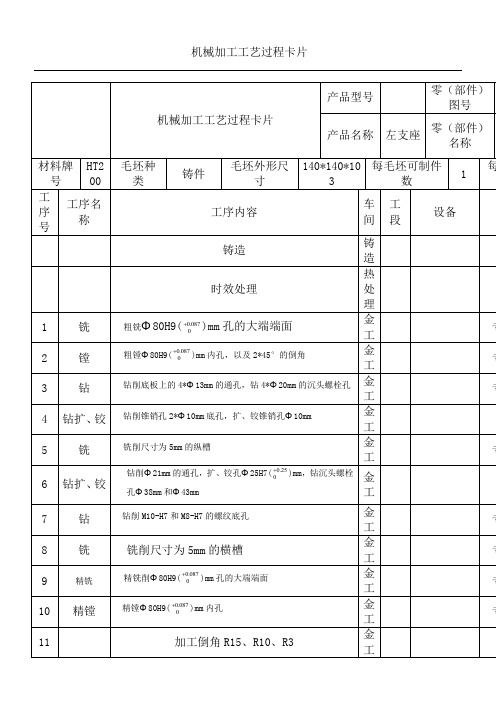
机械加工工艺过程卡片机械加工工艺过程卡片产品型号零(部件)图号 产品名称 左支座零(部件)名称材料牌号 HT200 毛坯种类铸件毛坯外形尺寸140*140*103 每毛坯可制件数1每工序号 工序名称工序内容 车间 工段 设备铸造 铸造 时效处理热处理1 铣 粗铣Φ80H9(087.00+)mm 孔的大端端面 金工 专2 镗 粗镗Φ80H9(087.00+)mm 内孔,以及2*45°的倒角 金工 专3钻钻削底板上的4*Φ13mm 的通孔,钻4*Φ20mm 的沉头螺栓孔 金工 专4 钻扩、铰 钻削锥销孔2*Φ10mm 底孔,扩、铰锥销孔Φ10mm 金工 5铣铣削尺寸为5mm 的纵槽金工专6 钻扩、铰 钻削Φ21mm 的通孔,扩、铰孔Φ25H7(25.00+)mm ,钻沉头螺栓孔Φ38mm 和Φ43mm金工 7 钻 钻削M10-H7和M8-H7的螺纹底孔金工 专8 铣铣削尺寸为5mm 的横槽金工 专9 精铣精铣削Φ80H9(087.00+)mm 孔的大端端面 金工 专10 精镗精镗Φ80H9(087.00+)mm 内孔 金工 专11加工倒角R15、R10、R3金工12 终检检验设计(日期)审核(日期)标准(期标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零(部件)图号产品名称左支座零(部件)名称左支座车间工序号工序名金工 1粗铣Φ80孔的大端面毛坯种类毛坯外形尺寸每毛坯可件数铸件140*140*103 1设备名称设备型号设备编立式铣床X61型铣床夹具编号夹具名称专用夹具工位器具编号工位器具名工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm1 粗铣Φ80H9mm孔的大端端面镶齿套式面铣刀1.97 0.99 3.2设计(日审核(日标准化(日期)期)期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部件)图号产品名称左支座零(部件)名称左车间工序号工金工 2粗镗内孔2*45毛坯种类毛坯外形尺寸每毛件铸件140*140*103设备名称设备型号设备卧式镗床T611卧式镗床夹具编号夹具专用工位器具编号工位器工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm1 粗镗Φ80H9内孔到Φ77 镶焊硬质合金的双刃镗刀1.33 0.33 0.52 2*45°倒角YG8硬质合金镗刀6.67 1.72 0.2设计(日期)审核(日期)标准化(日期)标处更签日标处更改签字日记数改文件号字期记数文件号期机械加工工序卡片产品型号零(部件)图号产品名称左支座零(部件)名称车间工序号金工3毛坯种类毛坯外形尺寸铸件140*140*103设备名称设备型号立式钻床Z5150夹具编号工位器具编号工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1刀1 钻削底板上的4*Φ13mm的通孔Φ13mm的硬质合金钻头11.67 0.48 0.32 钻削4*Φ20mm的沉头螺栓孔Φ20mm的高速钢孔钻6.67 0.42 0.25设审计(日期)核(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部件)图号产品名称左支座零(部件)名称车间工序号金工 4 2毛坯种类毛坯外形尺寸铸件140*140*103设备名称设备型号立式钻床Z5150夹具编号夹专工位器具编号工位工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀度/m1 钻削锥销孔2*Φ10mm底孔Φ9mm高速钢麻花钻6.67 0.19 0.252 扩锥销孔Φ10mm Φ9.7mm高速钢扩孔钻10 0.3 0.63 铰锥销孔Φ10mm Φ10mm高速钢铰刀5 0.16 1.5设计(日期)审核(日期)标准化标记处更改文签日标处更改文签日数件号字期记数件号字期机械加工工序卡片产品型号零(部件)图号产品名称左支座零(部件)名称车间工序号金工 5铣5毛坯种类毛坯外形尺寸每铸件140*140*103设备名称设备型号铣床X61夹具编号夹专工位器具编号工位工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀度/m1 铣削尺寸为5mm的纵槽锯片铣刀 1.97 0.99 3设计(日期)审核(日期)标准化(日期标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部件)图号产品名称左支座零(部件)名称车间工序号金工 6毛坯种毛坯外形尺类寸铸件140*140*103 设备名称设备型号立式钻床Z5150夹具编号工位器具编号工工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走长/1 钻削Φ21通孔Φ21mm的高速钢钻头6.67 0.43 0.22 扩孔Φ25H7 Φ24.7mm高速钢扩孔钻5 0.39 0.23 铰孔Φ25H7 Φ25mm的高速钢铰刀13.33 1.05 0.24 钻沉头螺栓孔Φ38mm Φ38mm的高速钢孔钻3.33 0.4 0.25 钻沉头螺栓孔Φ43mm Φ43mm的高速钢孔钻3.33 0.45 0.2设计(日期)审核(日期)标准化(期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部件)图号产品名称左支座零(部件)名称车间工序号金工7钻和毛坯种类毛坯外形尺寸每铸件140*140*103设备名称设备型号立式钻床525夹具编号夹专工位器具编号工位工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀度/m1 钻削M10-H7螺纹底孔莫氏锥柄麻花钻3.25 0.10 0.952 钻削M8-H7的螺纹底孔莫氏锥柄麻花钻4.53 0.09 0.95设计(日期)审核(日期)标准化(日期标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部件)图号产品名称左支座零(部件)名称车间工序号金工8铣5毛坯种类毛坯外形尺寸每铸件140*140*103设备名称设备型号铣床X61型夹具编号夹专工位器具编号工位工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀度/m1 铣削尺寸为5mm的横槽锯片铣刀 1.97 0.99 3设计(日期)审核(日期)标准化(日期标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部件)图号产品名称左支座零(部件)名称车间工序号金工9 80毛坯种类毛坯外形尺寸每铸件140*140*103设备名称设备型号铣床X61型夹具编号夹专工位器具编号工位工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀度/m1 精铣削Φ80H9(087.00 )mm孔的大端端面镶齿套式面铣刀5 2.51 3.2设计(日期)审核(日期)标准化(日期标记 处数 更改文件号签字 日期 标记 处数 更改文件号 签字日期机械加工工序卡片产品型号零(部件)图号产品名称左支座零(部件)名称车间 工序号 金工10精毛坯种类 毛坯外形尺寸每铸件 140*140*103 设备名称 设备型号卧式镗床 T611夹具编号 夹专工位器具编号工位工步号工步内容工艺设备主轴转速/r ﹒s -1 切削速度 /m ﹒s -1 进给量/mm ﹒r -1走刀度/m 1精镗Φ80H9(087.00)mm 内孔 YG8硬质合金镗刀8.332.090.2设计(日期) 审核(日期) 标准化(日期标记处数 更改文件号 签字 日期 标记 处数 更改文件号 签字日期。
机械加工工序卡

产品型号
零件图号
产品名称
零件名称
变速器齿轮
共
12
页
第
1
页
车间
工序号
工序名称
材料牌号
锻工
1
锻坯
20Mn2TiB
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
模锻
1
1
设备名称
设备型号
设备编号
同时加பைடு நூலகம்件数
曲柄压力机
MP-630
S001
1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
被吃刀量
进给次数
工时/min
r/min
m/min
mm/r
mm
机动
辅助
1
模锻毛坯
锻造模具;钢尺
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
通用工序流转卡(拼点-出货)
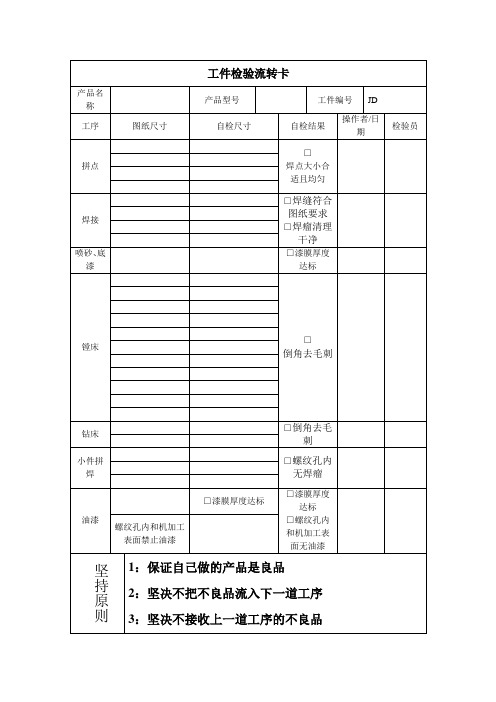
1:保证自己做的产品是良品
2:坚决不把不良品流入下一道工序
3:坚决不接收上一道工序的不良品
工件检验流转卡
产品名称
产品型号
工件编号
JD
工序
图纸尺寸
自检尺寸
自检结果
操作者/日期
检验员
拼点
□
焊点大小合适且均匀
焊接
□焊缝符合图纸要求
□焊瘤清理干净
喷砂、底漆Biblioteka □漆膜厚度达标镗床□
倒角去毛刺
钻床
□倒角去毛刺
小件拼焊
□螺纹孔内无焊瘤
油漆
□漆膜厚度达标
□漆膜厚度达标
□螺纹孔内和机加工表面无油漆
螺纹孔内和机加工表面禁止油漆
工序表表格教学教材

34 平车拼里内襟 X2 后色背 X1
35
剪上衣线头
填表人:
组别:
审核:
年月 日
数量:
单价 批价 子
组别: :
年月 日
11
平车拼前侧缝 X2
12
平车拼袖底缝 X2
12
四线级侧缝 X4
13
四线拼侧缝 X2
13
平车压侧缝边线 X4
14 用手工剪袖口罗纹 X2 比尺寸
14 四线级前狼 X1 后浪 X1 底浪 X2
15 用手工剪下脚罗纹 X1 比尺寸
15
冚下脚 X2 修剪子口
16 中烫领扑豆干 X2 代唇 X2 包放扑
16
24
手工剪绳子尺寸
25 订领位 X1 订袖子位子
26
手工翻衫
26
剪裤子线头
27 压前中拉链 1|4 单线 X2 压领顶 1|4 线 X2
28
压豆干块 1|4 单线
29
平车封里布口
30
切前侧撞色条 X2
31 用专机拉前侧撞色条 X2
32
用实样点校徽位
33
平车车校徽 X1
6
四线级后公主骨 X2
6
开前代 x2 订代位 x2
7 压后公主骨 1|16 边线 X2
7
四线级前代布 X2
8
五线拼面肩缝 X2
8 平车走白色撞色条 1|8 宽 X4条
9 平车压面肩缝 1|4 单线 X2
9 平车让撞色条(白色) 1|8 宽 X4条
10
五线让面袖 X2
10
平车拼后侧缝 X2
11 平车压袖山 1|4 单线 X2 放订位条
平车订丈根 X1
17
机械加工工序卡片 工艺过程卡片表格

设备
工艺装备
工时
准终
单件
设计
(日期)
审核
(日期)
标准化(日期)
会签
(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工艺过程卡片
进给量mm/r
背吃刀量mm
进给次数
工步工时
机动
辅助
设计
(日期)
审核
(日期)
标准化(日期)
会签
(日期)
标记
处数
更改文
件号
签字
日期
标记
处数
更改文
件号
签字
日期
机电学院
机械加工工艺过程卡片
产品型号
零件图号
产品名称
零件名称
共页
第页
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
备注
工序号
工序
名称
工序内容
车间
机械加工工序卡片
机电学院
机械加工工艺卡片
产品型号
零部件图号
产品名称
零部件名称
共页
第页
车间
工序号
工序名
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴速度r/min
切削速度m/min
工序表格制作方法
工序表格制作方法要制作工序表格,您可以按照以下步骤进行操作:1. 确定表格的目的和结构:首先,明确您需要制作工序表格的目的是什么,以及您希望表格包含哪些信息。
确定每个列的标题和内容。
2. 选择合适的软件:使用电子表格软件(如Microsoft Excel、Google Sheets或Apple Numbers)或专业的项目管理软件(如Microsoft Project或Trello)来创建表格。
3. 创建表头:在第一行中创建表格的标题行。
每个列的标题应该清楚地描述该列所表示的内容。
例如,可以包括"工序编号"、"工序名称"、"开始日期"、"完成日期"等列标题。
4. 添加列:在表头下方的行中,为每个列添加相应的数据。
例如,在"工序编号"列下方的行中,输入每个工序的编号;在"工序名称"列下方的行中,输入每个工序的名称。
5. 填写数据:继续在每个列下方的行中填写相应的数据。
根据您的需求,可以输入工序的开始日期、完成日期、负责人、所需资源等信息。
6. 格式化表格:对表格进行适当的格式化,使其更易于阅读和理解。
您可以设置列的宽度,对数据进行对齐,添加背景颜色或边框等。
7. 排序和筛选:根据需要,您可以对表格进行排序和筛选,以便根据不同的列进行排序或筛选出特定的数据。
8. 添加公式和计算:如果需要,在表格中添加公式和计算,以便自动计算工序的持续时间、总数等。
电子表格软件提供了各种函数和公式,可以根据需要进行计算。
9. 调整和优化:根据实际使用中的反馈和需求,进行必要的调整和优化。
您可以添加其他功能或自定义表格的外观,使其更符合您的要求。
10. 保存和分享:保存您的工序表格,并根据需要分享给相关人员。
您可以将表格保存为电子文件(如Excel文件)或导出为其他格式(如PDF),以便方便共享和打印。
机械加工工序卡

切削液
三爪卡盘
检具编号
检具名称
工序工时(分)
准终
单件
游标卡尺卡规
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
基本
辅助
1
粗车轮缘 保证尺寸Ф
45度刀
110
20
3
2
半精车轮缘 保证尺寸Ф173
126
25
4
设计(日期)
校对(日期)
审核(日期)
签字
日期
机械加工工序卡片
产品型号
零件图号
产品名称
滑轮
零件名称
滑轮
共
4
页
第
3
页
车间
工序号
工序名称
材料牌号
30
钻镗中心孔Ф30H8
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
Ф173×20
1
设备名称
设备型号
设备编号
同时加工件数
立式钻床
Z535
1
夹具编号
夹具名称
切削液
专用夹具
检具编号
检具名称
工序工时(分)
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
基本
辅助
1
粗铣AB端面 保证尺寸Ф
铣刀
720
1
90
18
工序卡片

机械加工工序卡片产品型号CA10B 零(部)件图号831013 设计者:杨贤德产品名称中间轴轴承支架零(部)件名称共7页第1页车间工序号工序名称材料牌号金工20 铣HT200毛坯种类毛坯外型尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数普通铣床YG6 1 夹具编号夹具名称切削液粗铣φ140孔端面普通乳化液(三乙醇胺)工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备(含:刀具、量具、专用工具)主轴转速r/min切削速度m/min进给量mm/z切削深度mm进给次数工步工时min1 铣φ140孔两端面专用铣夹具130 94.2 0.125 1 1 0.56X52K立铣刀机械加工工序卡片产品型号CA10B 零(部)件图号831013 设计者:杨贤德产品名称中间轴轴承支架零(部)件名称共7 页第2页车间工序号工序名称材料牌号金工30 钻HT200毛坯种类毛坯外型尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数卧式镗床T611 1 夹具编号夹具名称切削液专用镗夹具普通乳化液(三乙醇胺)工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备(含:刀具、量具、专用工具)主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时min1 粗镗φ140孔专用镗夹具212 78.2 0.52 0.2 1 0.15精镗φ140孔通空镗刀315 94.3 0.26 0.05 1 0.3机械加工工序卡片产品型号CA10B 零(部)件图号831013 设计者:杨贤德产品名称中间轴轴承支架零(部)件名称共7页第 3 页车间工序号工序名称材料牌号金工40 铣HT200毛坯种类毛坯外型尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数立式铣床YG6 1 夹具编号夹具名称切削液粗铣φ140孔端面夹具普通乳化液(三乙醇胺)工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备(含:刀具、量具、专用工具)主轴转速r/min切削速度m/min进给量mm/z切削深度mm进给次数工步工时min1 粗铣φ13孔端面专用铣夹具300 94.2 0.125 0.5 1 0.22X52K立铣刀机械加工工序卡片产品型号CA10B 零(部)件图号831013 设计者:杨贤德产品名称中间轴轴承支架零(部)件名称共7页第4页车间工序号工序名称材料牌号金工40 钻HT200毛坯种类毛坯外型尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数立式钻床Z3025 1 夹具编号夹具名称切削液专用钻夹具普通乳化液(三乙醇胺)工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备(含:刀具、量具、专用工具)主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时min1 钻φ13孔专用钻夹具400 22 0.9 1 0.17Ø13mm标准高速钢麻花钻机械加工工序卡片产品型号CA10B 零(部)件图号831013 设计者:杨贤德产品名称中间轴轴承支架零(部)件名称共7页第5页车间工序号工序名称材料牌号金工50 铣HT200毛坯种类毛坯外型尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数立式铣床YG6 1 夹具编号夹具名称切削液专用铣夹具普通乳化液(三乙醇胺)工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备(含:刀具、量具、专用工具)主轴转速r/min切削速度m/min进给量mm/z切削深度mm进给次数工步工时min1 粗铣两侧φ13孔端面,保证尺寸12. 专用铣夹具300 94.2 0.125 2 1 0.17X52K立铣刀机械加工工序卡片产品型号CA10B 零(部)件图号831013 设计者:杨贤德产品名称中间轴轴承支架零(部)件名称共7页第6 页车间工序号工序名称材料牌号金工40 钻HT200毛坯种类毛坯外型尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数立式钻床Z3025 1 夹具编号夹具名称切削液专用钻夹具普通乳化液(三乙醇胺)工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备(含:刀具、量具、专用工具)主轴转速r/min切削速度m/min进给量mm/z切削深度mm进给次数工步工时min1 钻两侧φ13孔专用钻夹具400 22 0.9 1 0.14Ø13mm标准高速钢麻花钻机械加工工序卡片产品型号CA10B 零(部)件图号831013 设计者:杨贤德产品名称中间轴轴承支架零(部)件名称共7 页第7页车间工序号工序名称材料牌号金工40 钻HT200毛坯种类毛坯外型尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数立式钻床Z3025 1 夹具编号夹具名称切削液专用钻夹具普通乳化液(三乙醇胺)工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备(含:刀具、量具、专用工具)主轴转速r/min切削速度m/min进给量mm/z切削深度mm进给次数工步工时min1 钻两侧φ7.2孔专用钻夹具400 22 0.8 1 0.11Ø7.2mm标准高速钢麻花钻。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
完成工作量
368.00米/8孔
单位负责人
3
实验分析
收样时间
样品内容及数量
完成时间
单位负责人
4
审查单位
收到资料时间
审查人
审查时间
单位负责人
5
审
定
人
批示
6
复制单位
收件时间
资料内容及工作量
完成时间
单位负责人
7
档
案
室
收到复制本时间
外送份数
归档份数
收到原始资料时间
收件人
档案室签章
8
办公室
复制本签章时间
办公室
签章
备注
1.本工序卡一式两份,最后一道工序登记完毕后,一份送总工办归档,另一份交经营开发部归档.
2.本登记卡没有上一道工序管理单位签字或盖章,不得转入下一道工序,如遇特殊情况,可由有关管理单位变通处理,但事后必须由该管理单位责成相关单位补办手续,作出变通处理的单位,对变通处理结果负责.
文件号:JL 7.2-07 NO.
经营项目管理程序登记卡
合同编号:
1
经
营
开
发
部
工程(项目)名称
************区工程地质勘察工程地质勘察
建设单位
分局ቤተ መጻሕፍቲ ባይዱ
合同承办单位
合同履行期限
2018.6-2018.9
施工单位
外送资料时间
2018.9
经办人
2
施工单位
施工时间
2018.6.9-2018.6.22
提交资料时间