激光打标机标准配置表
红外激光打标机参数设置详解文档

红外激光打标机参数设置详解文档【原创版】目录一、红外激光打标机概述二、红外激光打标机参数设置1.打标频率2.打标速度3.激光功率4.焦点位置5.交叉填充方法三、参数设置对打标效果的影响1.激光点密度2.打标线条质量3.效率和成本四、使用注意事项及维护正文红外激光打标机参数设置详解一、红外激光打标机概述红外激光打标机是一种利用红外激光束在各种材料表面进行打标的设备,具有打标速度快、精度高、效率高、操作简便等特点,广泛应用于电子产品、五金制品、塑料制品、食品包装等领域。
二、红外激光打标机参数设置1.打标频率打标频率是指在单位时间内激光束的脉冲次数。
打标频率越高,激光点就越密集,打标效果就越精细;反之,打标频率越低,激光点就越疏松,打标效果就越粗糙。
在设置打标频率时,需要根据打标材料的性质和打标效果要求进行选择。
2.打标速度打标速度是指激光束在材料表面的移动速度。
打标速度越快,工作效率就越高;打标速度越慢,工作效率就越低。
在设置打标速度时,需要根据打标材料的性质和打标效果要求进行选择。
3.激光功率激光功率是指激光打标机的输出功率。
激光功率越大,打标效果就越明显;激光功率越小,打标效果就越模糊。
在设置激光功率时,需要根据打标材料的性质和打标效果要求进行选择。
4.焦点位置焦点位置是指激光束在材料表面的聚焦位置。
焦点位置越靠近材料表面,打标效果就越精细;焦点位置越远离材料表面,打标效果就越粗糙。
在设置焦点位置时,需要根据打标材料的性质和打标效果要求进行选择。
5.交叉填充方法交叉填充方法是指在打标过程中,激光束是否采用交叉填充的方式进行打标。
交叉填充方法可以有效地提高打标效果,使其更加精细。
在设置交叉填充方法时,需要根据打标材料的性质和打标效果要求进行选择。
三、参数设置对打标效果的影响1.激光点密度激光点密度是指单位面积内的激光点数量。
激光点密度越高,打标效果就越精细;激光点密度越低,打标效果就越粗糙。
激光点密度的设置应根据打标材料的性质和打标效果要求进行选择。
激光打标机技术参数

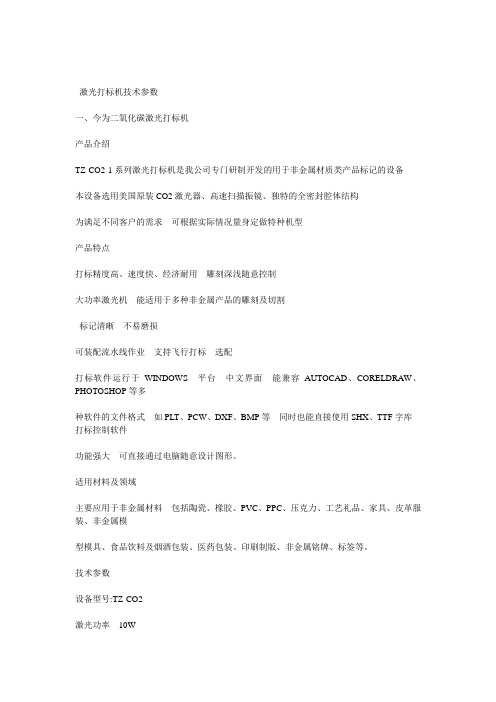
激光打标机技术参数一、今为二氧化碳激光打标机产品介绍TZ-CO2-1系列激光打标机是我公司专门研制开发的用于非金属材质类产品标记的设备本设备选用美国原装CO2激光器、高速扫描振镜、独特的全密封腔体结构为满足不同客户的需求可根据实际情况量身定做特种机型产品特点打标精度高、速度快、经济耐用雕刻深浅随意控制大功率激光机能适用于多种非金属产品的雕刻及切割标记清晰不易磨损可装配流水线作业支持飞行打标选配打标软件运行于WINDOWS 平台中文界面能兼容AUTOCAD、CORELDRAW、PHOTOSHOP等多种软件的文件格式如PLT、PCW、DXF、BMP等同时也能直接使用SHX、TTF字库打标控制软件功能强大可直接通过电脑随意设计图形。
适用材料及领域主要应用于非金属材料包括陶瓷、橡胶、PVC、PPC、压克力、工艺礼品、家具、皮革服装、非金属模型模具、食品饮料及烟酒包装、医药包装、印刷制版、非金属铭牌、标签等。
技术参数设备型号:TZ-CO2激光功率10W激光波长10640nm标准打标范围110×110mm选配打标范围150×150/300×300/500×500mm雕刻深度≤3mm视材料可调标刻速度≤7000mm/s最小线宽0.015mm最小字符0.3mm重复精度±0.001mm整机耗电功率≤0.5KW电力需求220V/50Hz/10A跟随打标效果二TZ-CO2-2小型二氧化碳激光打标机图片技术参数、应用材料及领域参照TZ-CO2-1其产品体积更小更容易携带。
打标样品图片三、TZ-GX图片产品介绍光纤激光打标机是我公司运用现今世界上最先进的激光技术研制而成的新一代激光打标机设备采用光纤激光器输出激光通过高速扫描振镜系统实现打标功能光纤激光打标电光转换率高达70以上与半导体激光打标机相比有更高的光束质量产品特点体积小重量轻完全风冷不需要水冷机打标精度更高性能更加稳定百分百免维护速度快、精度高、无耗材、低耗电、整机功率不足500W不受环境和气温变化影响在停电状态下可使用蓄电池、汽车点烟器加逆变器进行工作应用材料及领域光纤激光打标机广泛用于金银钻石、卫生洁具、食品包装、烟草打标、啤酒打标、饮品打标、药品包装、医疗器械、眼镜钟表、汽车配件、塑料纸料、电子五金。
激光打标机制造标准

激光打标机制造标准激光打标机制造标准1.激光制造标准GB 7247.1-2001 激光产品的辐射安全、设备分类、要求和用户指南GB10320-1995 激光设备和设施的电气安全GB/T15490-1995 固体激光器总规范GB/T13740-1992 激光辐射发散角度测试方法GB/T13741-1992 激光辐射光束直径测试方法GB 8702-1988 电磁辐射防护规定GB/TB360 激光功率能量测试测试仪器规范GB/T13862-92 激光辐射功率测试方法2.激光质量管理体系描述激光拥有整套完善的质量管理体系2001年8月7日,激光通过ISO9001:2000国际质量认证体系;2007年9月18日,激光通过ISO14001:2004环境管理体系认证;公司运用科学的方法对产品的研发、来料、生产过程、出货环节进行严格的质量控制。
主要产品通过了欧盟CE认证和中国环境标志认证。
1)研发样机的质量控制我公司有整套完善的测试规范及测试仪器设备。
其含盖了产品的安全性能测试、稳定性测试及其它各种电气光学性能精密度测试,其中包括:振动测试(振动测试仪)接地电阻测试(接地电阻测试仪)环境试验(环境试验箱)绝缘耐压测试(绝缘耐压测试仪)老化试验(高温老化箱)盐雾试验(盐雾试验箱)光场测试(光场测试仪)激光加工效果测试(影像测量仪、激光能量计、功率计)2)来料质量的控制方面拥有高素质的SQA团队对供应商的供货质量进行控制和监督,按严格的流程来筛选管理供应商队伍。
供应商到货后,专职的检验员按规范的检验规程,利用专业设备(如自动元件分析仪、IC测试仪、LCR仪、水压仪等)进行检测,合格后才可入库。
要求供应商进行严格的质量控制,并延伸到二级供应商的质量控制。
公司还配备了完善的物料质量信息反馈系统。
有专业人员负责收集客户使用信息、生产线使用信息与检验信息,并由专人负责处理,利用各种科学方法进行物料质量的预防与纠正工作。
3)产品生产过程的质量控制公司生产部门在从半成品到成品的生产过程中有一套完整的检验标准,其详细规定了对每一道工序的质量控制方法。
【免费下载】激光打印标准参数

本文由级(层次)复印机≥4≤0.3mm不计0.3mm~0.6mm ≤10个5黑点>0.6mm 个不允许≤0.3mm不计0.3mm~0.8mm ≤8个6白点>0.8mm 个不允许7鬼影――肉眼无明显重影2.2请使用国家规定GB/T22372《激光打印机测试版(A4纸张)》JB/T4591《综合版(A4/80g测试。
2.3 印品质量评价方法按国家GB/T10073执行。
二、用户可参考国家标准、行业标准、环保标准进行正取采购。
GB/T16483化学品安全技术说明书编写规定JB/T10334激光打印机测试版(A4纸张进行)GB/T10073静电复印品图像质量评价方法Sl/T11363电子信息产品中有毒有害物质的限量要求JB/T6152静电复印机用有机光导鼓三、打印产品分两大类1、原装品牌产品2、兼容品牌产品(兼容品牌可包括环保再生,但不允许冒充其它非本企业产品,如原装HP等)四、OPC,经研究对OPC标准数据为下〈建议按此标准进行采购保证质量〉1.基本技术要求1.1 生产企业应承诺或提供物料安全数据表,承诺产品不含有危害健康的有毒有害物质,应符合SJ/T11363-2006标准要求。
1.2 生产企业应承诺产品符合国家环保标准的要求。
1.3 产品使用寿命由企业自定,并应达到标称值(暨最少一个使用周期)。
1.4定型产品型式试验合格后的一年内,企业可将有效的测试报告送交有关部门进行合格验证。
执行。
3.3底灰(灰雾度)≤0.01用光学反射密度计测任意空白区域的密度值,评价方法按GB/T10073的6.3执行。
3.4 层次(灰度等级)≥10目测16级灰度等级数,评价方法按GB/T10073的6.6执行。
3.5 定影牢固度≥90%测量实心黑块,评价方法按GB/T10073的6.13执行。
3.6 密度不均匀性≤10%用光学反射密度计测量各处的密度值。
3.7 图像异常(鬼影、重影等) 目测无明显的重影。
3.8 要求测试无周期性白条。
手持式激光打标打码机技术规范

手持式激光打标、打码机技术规格书一、设备使用条件用于金属产品合格证打标,工作环境温度 -5°C/45°C。
二、设备名称及数量设备名称:手持式激光打标、打码机设备数量:5套。
三、功能描述:能够在各类材料表面进行精确、快速、无损的标记,灼烧和刻划。
能进行二维码、文本、图像等复杂信息的刻印,标记效果清晰、耐久性强。
四、设备技术参数:激光器运行模式:连续激光器功率:20瓦激光波长:1064nm激光频率:20-1500kHz雕刻线速:≤7000mm/s打标范围:70*70mm-110*110mm(中文、英文、二维码、条形吗、数字、日期、符号)光斑直径:0.01-0.03mm定位精度:±0.3mm冷却方式:风冷供电要求:内置锂电12000MA连续工作时间:≥12小时整机重量:5-10kg五、技术要求:1、能满足于钢管表面打标。
2、打标清晰,防日晒雨淋。
3、打标机外壳金属材质。
4、随机配送易损件一套。
六、设计,制造和检验标准1、设备制造符合国家标准及企业标准。
国家企业标准Q/GTD001-2001《大功率全固化固体激光器》2、GB/T15490-1995《固体激光器总规范》3、GB/T10320-1995《激光设备和设施的电气安全》4、GB7247-1995《激光产品的辐射安全、设备分类、要求和用户指南》七、供货范围,供货周期1、手持式光纤激光打标机5整套,其他配件附件。
2、护目镜,配套扳手。
设备安装调试检测技术服务及培训。
3、激光打标机用户使用说明手册一套。
4、软件使用说明书。
5、合格证明书。
6、合同生效后接20个工作日内,发货至指定地点并完成安装。
八、质保产品质量保证期为自到货安装调试验收合格后12个月。
打标机各项参数汇总

激光功 率
11W 11W
10W 10W 11W 11W 20W 20W 18W 18W 8W
以上参数仅提供参考
激光打标机各项参数标准
CO2系列参数 CO2系列参数:
机器型号
CO2-S100 CO2-S100 CO2-S100XP CO2-S100XP 100 CO2-S30XP CO2-S30XP 30 CO2-S50XP CO2-S50XP 50 CO2-CS30A CO2-CS30A 30 CO2-CS10A CO2-CS10A 10 CO2-F55 CO2-F55 CO2-S55 CO2-S55 CO2-CS55A CO2-CS55A 55 CO2-H55 CO2-H55 CO2-H30A CO2-H30A 30 以上参数仅提供参考
激光功率 ≥100W 100W 100 ≥10W 10W 10 ≥55W 55W 55 ≥55W 55W 55 ≥10W 10W 10 ≥10W 10W 10 ≥10W 10W 10 ≥10W 10W 10 ≥8W 8 ≥25W 25W 25 ≥25W 25W 25
激光器电压 30-32V 30 32V 32 30-31 5 30 31.5V 31 47.92 48 47 92-48 5V 92 48.5 47.92 48 47 92-48 5V 92 48.5 30-32V 30 32V 32 29.5 30 30.5 29 5-30 5V 30-32V 30 32V 32 30-32V 30 32V 32 30-32V 30 32V 32 30-32V 30 32V 32 47.5 48 48V 48.48 47 5-48 48V
激光打标机各项参数标准
激光打标机各项参数标准
YAG系列参数 系列参数: 系列参数
激光打标机配件清单
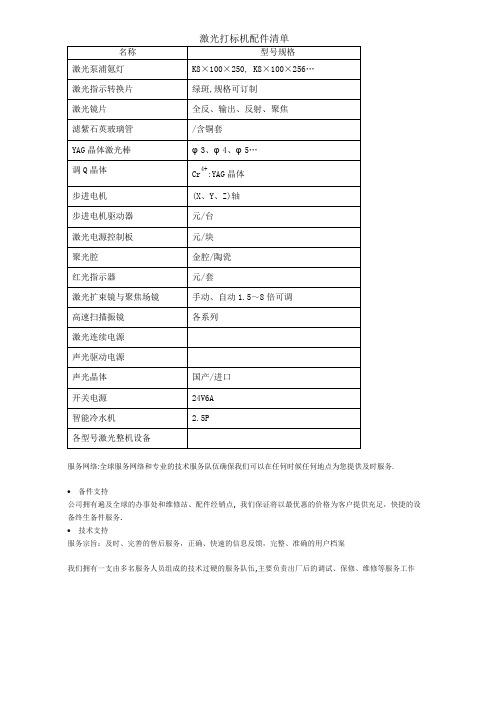
服务宗旨:及时、完善的售后服务,正确、快速的信息反馈,完整、准确的用户档案
我们拥有一支由多名服务人员组成的技术过硬的服务队伍,主要负责出厂后的调试、保修、维修等服务工作
金腔/陶瓷
红光指示器
元/套
激光扩束镜与聚焦场镜
手动、自动1.5~8倍可调
高速扫描振镜
各系列
激光连续电源
声光驱动电源
声光晶体
国产/进口
开关电源
24V6A
智能冷水机
2.5P
各型号激光整机设备
服务网络
备件支持
公司拥有遍及全球的办事处和维修站、配件经销点,我们保证将以最优惠的价格为客户提供充足,快捷的设备终生备件服务.
激光打标机配件清单
名称
型号规格
激光泵浦氪灯
K8×100×250,K8×100×256…
激光指示转换片
绿斑,规格可订/含铜套
YAG晶体激光棒
φ3、φ4、φ5…
调Q晶体
Cr4+:YAG晶体
步进电机
(X、Y、Z)轴
步进电机驱动器
元/台
激光电源控制板
元/块
聚光腔
激光打印标准参数
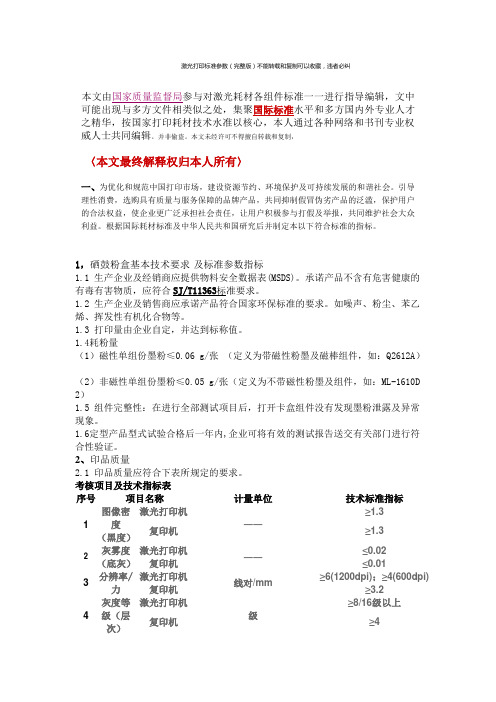
激光打印标准参数(完整版)不能转载和复制可以收藏,违者必纠本文由国家质量监督局参与对激光耗材各组件标准一一进行指导编辑,文中可能出现与多方文件相类似之处,集聚国际标准水平和多方国内外专业人才之精华,按国家打印耗材技术水准以核心,本人通过各种网络和书刊专业权威人士共同编辑。
并非偷盗。
本文未经许可不得擅自转载和复制,〈本文最终解释权归本人所有〉一、为优化和规范中国打印市场,建设资源节约、环境保护及可持续发展的和谐社会。
引导理性消费,选购具有质量与服务保障的品牌产品,共同抑制假冒伪劣产品的泛滥,保护用户的合法权益,使企业更广泛承担社会责任,让用户积极参与打假及举报,共同维护社会大众利益。
根据国际耗材标准及中华人民共和国研究后并制定本以下符合标准的指标。
1,硒鼓粉盒基本技术要求及标准参数指标1.1 生产企业及经销商应提供物料安全数据表(MSDS)。
承诺产品不含有危害健康的有毒有害物质,应符合SJ/T11363标准要求。
1.2 生产企业及销售商应承诺产品符合国家环保标准的要求。
如噪声、粉尘、苯乙烯、挥发性有机化合物等。
1.3 打印量由企业自定,并达到标称值。
1.4耗粉量(1)磁性单组份墨粉≤0.06 g/张(定义为带磁性粉墨及磁棒组件,如:Q2612A)(2)非磁性单组份墨粉≤0.05 g/张(定义为不带磁性粉墨及组件,如:ML-1610D 2)1.5 组件完整性:在进行全部测试项目后,打开卡盒组件没有发现墨粉泄露及异常现象。
1.6定型产品型式试验合格后一年内,企业可将有效的测试报告送交有关部门进行符合性验证。
2、印品质量2.1 印品质量应符合下表所规定的要求。
考核项目及技术指标表序号项目名称计量单位技术标准指标1图像密度(黑度)激光打印机――≥1.3复印机≥1.32灰雾度(底灰)激光打印机――≤0.02复印机≤0.013分辨率/力激光打印机线对/mm≥6(1200dpi);≥4(600dpi)复印机≥3.24灰度等级(层次)激光打印机级≥8/16级以上复印机≥45黑点≤0.3mm个不计0.3mm~0.6mm≤10个>0.6mm不允许6白点≤0.3mm个不计0.3mm~0.8mm≤8个>0.8mm不允许7鬼影――肉眼无明显重影2.2请使用国家规定GB/T22372《激光打印机测试版(A4纸张)》JB/T4591《综合版(A4/80g测试。
激光打标机技术参数
激光打标机技术参数一、今为二氧化碳激光打标机产品介绍TZ-CO2-1系列激光打标机是我公司专门研制开发的用于非金属材质类产品标记的设备本设备选用美国原装CO2激光器、高速扫描振镜、独特的全密封腔体结构为满足不同客户的需求可根据实际情况量身定做特种机型产品特点打标精度高、速度快、经济耐用雕刻深浅随意控制大功率激光机能适用于多种非金属产品的雕刻及切割标记清晰不易磨损可装配流水线作业支持飞行打标选配打标软件运行于WINDOWS 平台中文界面能兼容AUTOCAD、CORELDRAW、PHOTOSHOP等多种软件的文件格式如PLT、PCW、DXF、BMP等同时也能直接使用SHX、TTF字库打标控制软件功能强大可直接通过电脑随意设计图形。
适用材料及领域主要应用于非金属材料包括陶瓷、橡胶、PVC、PPC、压克力、工艺礼品、家具、皮革服装、非金属模型模具、食品饮料及烟酒包装、医药包装、印刷制版、非金属铭牌、标签等。
技术参数设备型号:TZ-CO2激光功率10W激光波长10640nm标准打标范围110×110mm选配打标范围150×150/300×300/500×500mm雕刻深度≤3mm视材料可调标刻速度≤7000mm/s最小线宽0.015mm最小字符0.3mm重复精度±0.001mm整机耗电功率≤0.5KW电力需求220V/50Hz/10A跟随打标效果二TZ-CO2-2小型二氧化碳激光打标机图片技术参数、应用材料及领域参照TZ-CO2-1其产品体积更小更容易携带。
打标样品图片三、TZ-GX图片产品介绍光纤激光打标机是我公司运用现今世界上最先进的激光技术研制而成的新一代激光打标机设备采用光纤激光器输出激光通过高速扫描振镜系统实现打标功能光纤激光打标电光转换率高达70以上与半导体激光打标机相比有更高的光束质量产品特点体积小重量轻完全风冷不需要水冷机打标精度更高性能更加稳定百分百免维护速度快、精度高、无耗材、低耗电、整机功率不足500W不受环境和气温变化影响在停电状态下可使用蓄电池、汽车点烟器加逆变器进行工作应用材料及领域光纤激光打标机广泛用于金银钻石、卫生洁具、食品包装、烟草打标、啤酒打标、饮品打标、药品包装、医疗器械、眼镜钟表、汽车配件、塑料纸料、电子五金。
激光打标机技术参数

激光打标机技术参数一、今为二氧化碳激光打标机产品介绍TZ-CO2-1系列激光打标机是我公司专门研制开发的用于非金属材质类产品标记的设备本设备选用美国原装CO2激光器、高速扫描振镜、独特的全密封腔体结构为满足不同客户的需求可根据实际情况量身定做特种机型产品特点打标精度高、速度快、经济耐用雕刻深浅随意控制大功率激光机能适用于多种非金属产品的雕刻及切割标记清晰不易磨损可装配流水线作业支持飞行打标选配打标软件运行于WINDOWS 平台中文界面能兼容AUTOCAD、CORELDRAW、PHOTOSHOP等多种软件的文件格式如PLT、PCW、DXF、BMP等同时也能直接使用SHX、TTF字库打标控制软件功能强大可直接通过电脑随意设计图形。
适用材料及领域主要应用于非金属材料包括陶瓷、橡胶、PVC、PPC、压克力、工艺礼品、家具、皮革服装、非金属模型模具、食品饮料及烟酒包装、医药包装、印刷制版、非金属铭牌、标签等。
技术参数设备型号:TZ-CO2激光功率激光波长标准打标范围选配打标范围雕刻深度视材料可调标刻速度最小线宽最小字符重复精度整机耗电功率电力需求跟随打标效果二-CO2-2小型二氧化碳激光打标机图片技术参数、应用材料及领域参照TZ-CO2-1其产品体积更小更容易携带。
打标样品图片三、TZ-图片产品介绍光纤激光打标机是我公司运用现今世界上最先进的激光技术研制而成的新一代激光打标机设备采用光纤激光器输出激光通过高速扫描振镜系统实现打标功能光纤激光打标电光转换率高达以上与半导体激光打标机相比有更高的光束质量产品特点体积小重量轻完全风冷不需要水冷机打标精度更高性能更加稳定百分百免维护速度快、精度高、无耗材、低耗电、整机功率不足不受环境和气温变化影响在停电状态下可使用蓄电池、汽车点烟器加逆变器进行工作应用材料及领域光纤激光打标机广泛用于金银钻石、卫生洁具、食品包装、烟草打标、啤酒打标、饮品打标、药品包装、医疗器械、眼镜钟表、汽车配件、塑料纸料、电子五金。
激光打标机选型要点

激光打标机选型要点:1、可加工材料范围:金属和非金属;2、加工精度3、加工速度;4、功耗和运行成本;5、维护和耗材;6、可靠性;7、软件适应度;行业应用可用于金属及多种非金属的标刻。
适合应用于一些对深度和精度要求比较高的产品。
广泛应用于电子元器件、集成电路(IC)、电工电器、手机通讯、五金制品、卫浴洁具、精密器械、眼镜钟表、首饰饰品、工艺礼品、汽车配件、塑料按键、PVC管材、医疗器械等行业。
半导体泵浦激光打标机技术参数端面泵浦要比侧面泵浦技术先进些。
半导体灯泵浦和侧面泵浦应该是一个价位上:耗材较贵,平均20——25天更换蒸馏水,并换滤芯一个,另外,灯泵浦需要更换“灯”,维护成本有些高。
运行方面,灯泵浦50w的功耗也要在5KW——6KW,太耗电了。
激光管要选择金属密闭的,玻璃密闭和陶瓷密闭的效果差,易碎。
工作台有辅助三维和独立三维,上下料系统也要考虑。
玻璃和金属上需要功率更大的激光机,如30w的,甚至50w。
了解是否是采用金属密闭的激光管。
因为目前金属密闭的激光管的密闭性最好,不会漏气。
而陶瓷管和玻璃管的密闭性相比要差,容易漏气,运输时也容易破碎。
第三,考察设备稳定性时,要了解激光管的使用寿命,更要了解厂方是采用何种技术来控制激光管的开闭的。
目前有两大技术:点阵驻留技术和划线式技术。
点阵驻留方式更先进。
第四,通常50瓦以上的设备都需要水冷,有一个很大的冷却系统。
因此,瓦数高并不能保证激光管的使用寿命,而能量越小的激光机产生的热量越小,更容易散热,设备的稳定性更好。
10w,30w设备就可以实现自然风冷,不需要外接气源了。
中国主要激光制造企业1、上海团结普瑞玛激光设备公司2、华工激光3、楚天激光4、大族激光5、济南捷迈6、江苏金方园7、金石凯激光8、团结激光。
激光刻字机激光打标机GRBL配置参数指南说明书
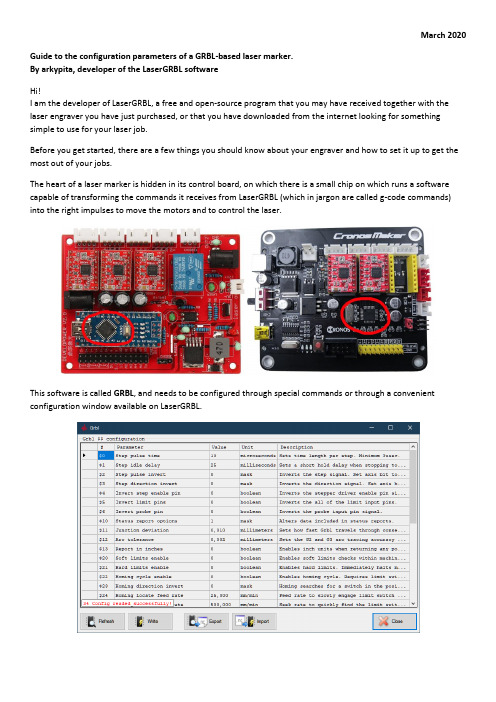
March 2020Guide to the configuration parameters of a GRBL-based laser marker.By arkypita, developer of the LaserGRBL softwareHi!I am the developer of LaserGRBL, a free and open-source program that you may have received together with the laser engraver you have just purchased, or that you have downloaded from the internet looking for something simple to use for your laser job.Before you get started, there are a few things you should know about your engraver and how to set it up to get the most out of your jobs.The heart of a laser marker is hidden in its control board, on which there is a small chip on which runs a software capable of transforming the commands it receives from LaserGRBL (which in jargon are called g-code commands) into the right impulses to move the motors and to control the laser.This software is called GRBL, and needs to be configured through special commands or through a convenient configuration window available on LaserGRBL.Let’s go!We connect our marker to the computer with the USB cable. We launch LaserGRBL and choose the serial port (usually we have to use the one with the highest port number) and press the "connect" button.If all goes well, the message "Grbl" with the version number should appear, in this case 1.1h which is currently the most updated version.If this does not happen, try another port. If it still doesn't work, it may be that you are missing the drivers, and you can install them from the "Tools" menu.Finally in the worst case it could be that your controller is not a GRBL board (for example it may have another firmware called BenBox or others) and LaserGRBL is unable to communicate because it is designed to work with grbl (with experimental support for Marlin and Smoothie which are two other firmware).In this case you can try to understand if it is possible to put grbl on your control card, but it is not the object of this document.The GRBL configuration is accessible by clicking on the "Grbl - Grbl Configuration" menu.Attention, in order to see and modify the configuration, the machine must beconnected and in the "Idle" state or inactive.If not, connect it and press the Unlock button if it is in the "Alarm" state.Let's finally see these configuration parameters!In this document I will explain the parameters of the Grbl v1.1 version. With previous versions of GRBL, you may be missing some parameters.Let's forget the first three values which are very technical.The first interesting parameter is $3 which controls the direction of the axes. LaserGRBL uses the convention of the Cartesian plane, therefore increasing X to the right and increasing Y moving away from the observer, the Z finally grows upwards.If your machine does not respond according to this convention,you can change this parameter according to a bit mask thatallows you to reverse the direction of the axes.So looking at this table, if we set the value 0 no axis will beinverted. If we set 1 we will have the inversion of the X axis, with2 we will have the inversion of the Y axis with3 we will have theinversion of both X and Y and so on.Correctly configuring the direction of the axes is one of the firststeps to be able to use your marker correctly.We also skip parameters $3, $4, and $5. You can learn more about their meaning on the official GRBL page.https:///gnea/grbl/wiki/Grbl-v1.1-ConfigurationThe $10 parameter affects what information GRBL sends to LaserGRBL to let it know its current location and some other diagnostic information. I suggest setting the value 3 which gives the most complete information.Let's jump $11 and $12, which are also very technical. $13 causes GRBL to report the position in inches, it should be left at zero because LaserGRBL is designed to work in mm and may behave unexpectedly if it receives the position in inches.Parameter $20 activates software tests that prevent the machine from making movements that go beyond the length of the axes. Obviously you will have to correctly set the dimensions of the work surface, parameters $130, $131, and $132 and you must make sure that the laser head is in the zero position (lower left corner) when you turn on your marker. I recommend activating it, so let's set 1.Hard limit and Homing (parameters from $21 to $27) have to do with the limit switches, which are a very useful performance but which only a few machines have. Suffice it to say that they allow the machine to perform the "homing" operation, that is, to go to search for the position of the limit switches to obtain a reliable and repeatable zero position. If your machine does not have limit switches, you must set parameters $21 and $22 to zero. LaserGRBL will make the button disappear with the box that allows you to control homing.The $30 parameter is often confusing. This number corresponds to the number to which GRBL will assign the code to be used to switch on the laser at maximum power. For example, if we assign 1000 LaserGRBL, it will have to send the S1000 code to turn on the laser at maximum power, while sending the S500 command we will turn on the laser at half power.LaserGRBL will automatically generate the S codes in a manner consistent with this setting, according to the settings you give when uploading an image, so you don't have to worry too much about what number you put.I suggest putting 255 which is the maximum number of nuances that the hardware can physically do. Another value that can have a meaning is 1000 (it can be understood as 100.0%) or the value in milliwatts of your laser, for example 4500.When you go to load an image and you will have to set the S-MAX value consistentlywith the value of $30, that is if $30=255 you will go to set S-MAX to 255 if you want touse the maximum laser power for BLACK or a value a little It is lower if you notice thatyour laser is too powerful and the image is too dark.For $31 value I recommend keeping it set to 0, and it makes practically no sense for thelaser.We now come to the big news of the $32 parameter that activates the laser mode. Why news? Because in the previous version of GRBL there was no Laser Mode. In fact, you should know that GRBL was born for CNC machines such as milling cutters and lathes, which have control needs other than lasers, for example when starting a section to be milled at a certain speed you have to wait a few milliseconds for the milling cutter to reach the number rpm required, while the laser can be turned on and off or its intensity can be changed instantly.https:///gnea/grbl/wiki/Grbl-v1.1-Laser-ModeThe developers of GBRL with version v1.1 have done a great job to adapt the functioning of GRBL to laser machines, therefore it is very important to activate the Laser Mode if you have this version of GRBL.So let's put $32=1.I also suggest to those who had the previous version of Grbl, or 0.9 to update to version 1.1The procedure is not without risks of incompatibility, and I don't want to go into talking about it in this video, but on the internet you can find many discussions and guides about it and maybe I'll make a video on how to carry out this update.Laser Mode also enable you to use M4 Dynamic Laser Power ModeThis is a unique feature that automatically adjust laser power based on the current speed relative to the programmed rate. It essentially ensures the amount of laser energy along a cut is consistent even though the machine may be stopped or actively acceleratingThe $100, $101, and $102 parameters are perhaps the most important to configure correctly, and are the ones that allow you to have your work in the perfect size, exact to the tenth of a millimeter.These parameters tell how many rotation steps GRBL must command the motor to obtain the laser displacement of 1mm. In fact, the motors are not all the same, also when translating this angle into millimeters, pulleys and belts with different ratios come into play, and finally it comes into play the "microstepping" value set on the driver which allows for better resolution by commanding the motor to take intermediate steps.If you notice that your works are not of the right size, you must therefore touch up this data. The account is very simple: if your works are twice the size you will have to halve this value, if they are half the size you will have to double this job.It is a simple proportion: $100 = $100 x Request Width / Measured WidthEach of these values controls the number of steps per millimeter, respectively for the X, Y and Z axis. If you do not have the Z axis, you can ignore the last value.Parameters $110, $111, $112. These parameters are also very important and determine the maximum speed at which the laser can move - without the motor blocking, tearing, hiccups - maintaining precise and reliable positioning.If your marker is too slow, try to increase these values, vice versa if the positioning is inaccurate, or if the motors show problems at high speeds, try to lower these values.LaserGRBL will use the maximum speed set here for all rapid movements when the laser is switched OFF, i.e. between one path to burn and another, so it is important to set a value that is not too high if precise positioning is desired.Obviously a low value will be a limit because it will slow us down too much.I did some tests and on my machine the motors work well up to 16'000 mm / min but for safety I prefer to set 10'000 as maximum value.Always connected to this theme are the parameters $120, $121, $122 which affect the accelerations and decelerations that GRBL uses every time it has to change the speed of movement of the laser, i.e. when the laser stops moving or in direction changes .If this value is too high, the inertia due to the weight of the laser head and the friction of the axes could cause the motor to lose steps, or the belts to slip, and therefore fail to perform a precise positioning.Vice versa, if the value is too low, it could happen that the laser never manages to reach the target speed, because it is always engaged in acceleration and deceleration ramps.I have found that for my machine a value of 4000 mm/sec^2 is a good compromise.Finally come the parameters $130, $131, $132 which configure the length of the axes. I have already mentioned this when talking about the soft limit and how it is intuitable they must be configured by entering the dimensions of your workable surface, that is the stroke that the laser can do in the respective dimensions.For now I'm done, I hope this guide has been helpful!I remind you that LaserGRBL is free and if you want you can make a donation to support its development. It is the best way you have to say thank you and know that I really appreciate it!https:///donate。
激光打标机参数设置【大全】

激光打标机的运用领域越来越多了,激光打标机以其的尺标和效率高的工作效率深受大伙儿青睐。
靠调节参数来开展工作上的。
下面介绍一下激光打标机参数设置。
激光打标机参数怎么调:在相片激光打标最开始固定不变DPI代表什么意思呢?简单简易的讲就是图像分辨率,里面设置的数值越高,打出来的预期效果就越高,相对時间也会慢,这里普遍设置数值在300—600左右,当然你需要设置高些便是可以的,这里大家可以进行相关参数。
接着我们要进行设置相关相片参数了,绝大多数情况我们要对相片设置旋转和服务网点方法(也会产生不挑选旋转的情况,一切正常情况下是务必设置旋转的),设置完进到扩展,开启发亮处理,对比度调节是来控制相片打出来的理想预期效果,奶白色地域为不激光打标,黑灰色地域为激光打标。
下面在看逐行扫描,这里我普遍的是打线方法我设置是0.5,双向扫描机一般不极力推荐运用,太慢了左右扫描机,调整点功率也不用。
右边速度设置2000左右,功率40左右(根据产品原材料来管理决策功率规格这里设置40功率属于参考,手机壳打相片的话,功率可设置高一点),頻率30左右,頻率规格设置难点,頻率越大,激光发生器出来的点就越集聚。
光纤线激光打标机参数怎样调节:1、激光打标頻率,在单位时间内的脉冲次数就称之为光纤激光打标机的激光打标頻率。
这一很好掌握。
激光打标頻率大得话,激光发生器点就集聚,激光打标頻率小得话,激光发生器点就疏松。
虽然人的眼睛很有可能感觉不出来,但是如果我们把打合同价地域放入透射电镜下,经历增大大伙儿就可以看到,在眼睛看来是一条不断直线的事实上是由很多个点组成的。
激光打标頻率越大,激光发生器点就越集聚,打合同价地域看起来更光洁。
2、激光打标速度,这里指激光发生器的挪动速度。
这一速度是指在参数中可调节的那一个速度,而不是指激光打标一个产品的整体速度。
因为整体的激光打标速度不仅受速度参数的调节,还遭到激光打标深层次,激光打标占地面积等的因素伤害。
紫外激光参数设置
紫外激光参数设置
紫外激光打标机参数设置主要包括:
1. 激光功率:根据材料的不同,需要设置不同的激光功率。
一般来说,激光功率越大,打标效果越明显,但过高的功率可能烧毁材料表面。
因此,对于较脆弱的材料,如塑料,应选择较低的激光功率;对于较硬的材料,如金属,可以选择较高的激光功率。
2. 打标速度:打标速度也是影响打标效果的重要参数。
如果速度过快,可能导致标记不清晰;如果速度过慢,可能会烧毁产品表面。
因此,合理设置打标速度可以提高打标效果。
一般来说,对于较硬的材料,可以适当提高打标速度;对于较脆弱的材料,应适当降低打标速度。
3. 打标频率:打标频率是指激光脉冲的重复频率。
不同的材料和打标要求需要不同的打标频率。
一般来说,对于较硬的材料,可以选择较高的打标频率;对于较脆弱的材料,应选择较低的打标频率。
4. 打标深度:打标深度是指激光在材料中的穿透深度。
根据不同的材料和要求,需要设置不同的打标深度。
5. 打标间距:打标间距是指相邻两个字符或图形之间的距离。
根据不同的要求,需要设置不同的打标间距。
请注意,以上参数的设置都需要根据实际情况进行调整,以达到最佳的打标效果。