CAM工程师Genesis基础─锣带设计
锣带制作标准
铣带制作标准1.程式指令介绍和结构说明:1.1程式基本指令介绍本公司使用CNC成型机常用指令如下:M48 ——程式头的开始% ——程式头的结束(即程序的开始)G00 ——机器移至某点(下刀位置)G01 ——直线锣至某点(两点距离)G02 ——顺时针锣圆弧(逆时针用G03)举例:G02/G03X..Y..A..(半径用A 表示)G32 ——顺时针锣圆孔(逆时针用G33)举例:G32/G33X..Y..A..(半径用A 表示)M15 ——下刀指令M17 ——直接提刀指令(间接用M16)G40 ——中间补偿(不作补偿)G41 ——前进方向左补偿G42 ——前进方向右补偿M25 ——重复起点M01 ——重复图形开始M02X#Y# ——重复图形偏移R#M02X#Y# ——重复块M08 ——重复结束M30 ——程序结束M80M90 ——图形旋转180度M70M90 ——图形旋转90度M97/M98 ——钻字麦(M97横向/M98竖向)G85 ——钻slot G84 ——钻扩孔1.2 成型程式结构说明: M48 HEADER开头T01C1.400 第1支锣刀直径1.4mmT02C1.602 第2支锣刀直径1.602mm,尾数2表示最后一把刀CP,1,1.360 第1支锣刀补偿为1.360mmCP,2,1.562 第2支锣刀补偿为1.562mm% HEADER 结束,程式开始T01 选择刀具M25 重复起点G00X192.2873Y34.4468 机台移至X192.2873Y34.4468G40 刀具不做补偿M15 下刀F16.0 进刀速G01Y186.4455 直线铣切M17 提刀M01 重复图形开始R5M02X36.002 依X每相隔36.002距离排版5次M01 重复图形开始R2M02X191.0359 依X每相隔191.0359距离排版2次M08 重复结束T02 选择刀具M25 重复起点3G00X12.2877Y20.4489 机台移至X12.2877Y20.4489G42 刀具做右补偿M15 下刀F18.0 进刀速G01X201.2883 Y200.4485 直线铣切 X13.2877 Y20.4489M17 提刀M01 重复图形开始R2M02X191.0359 依X每相隔191.0359距离排版2次M08 重复结束M30 程序结束1.3 钻孔程式结构说明:M48 HEADER开头T01C3.175 刀具序号T02C0.400 刀具序号T14C0.400 刀具序号% HEADER 结束,程式开始T01 钻孔开始(选择第1把刀)X-224.589Y289.078 钻孔坐标X-250.310Y266.532X-249.736Y-159.376T02 选择第2把刀X-224.589Y289.078 钻孔坐标X-250.310Y266.532X-249.736Y-159.376T14 选择第14把刀M97,480323026B0 X+1Y+2 *&S 钻字麦(附带系数和活动机台代码)X-213.667Y288.824 字麦坐标M30 程序结束2、锣板程式处理规范对PCS外形进行整理,去除外形中的叠线、叠点、断线常用铣刀规格:∮0.8MM;∮1.0MM;∮1.2MM;∮1.5MM;∮1.8MM;∮2.0MM;∮2.4MM。
Genesis2000制作锣带视频教程

【教程主题】Genesis2000制作锣带的方法及技巧
【教程录制】执着 QQ:271086879
【教程内容】
锣带制作步骤如下(共七个步骤):
1.将外形线Copy一层,命名为Rout.并设置层属性为:
board_rout_positive
2.修复外形线。
Alt+E+E+D 参数根据自己需要设置,灵活掌握,我们以常规来设置演示:
Maximum detected gap size:最大检查缺口
Maximum auto repaired gap size:最大自动修复缺口
Smoothing tolerance:平滑公差
3.移除重复线。
DFM_Redundancy Cleanup_Redundant Line Removal 这里要注意的是:Remove feature type:移除类型
4.板边导圆角。
根据客户要求或者公司制作规范,对板边进行导圆角处理,我们以导圆角半径为1mm为例来演示一下。
5.生成锣带。
Alt+R+H
a.检查最小锣槽宽度。
b.刀径补偿
c.改变下刀点
d.错误修复
e.改变刀具走向
f.合并刀具
6.加管位孔
7.输出:Output
3:3 公制,后省零。
CAM工程设计之GENESIS基础步骤

新建料号:在File→Create(创建),弹出Create Entity Popup对话框,其中Entity Name (输入料号)输入厂内料号,Database(文件库名),双击可获得,为固定的!点击Ok 确定即可!导入文件:双击料号,进入Engineering Toolkit窗口导入资料、查看并更正错误:首先查看层,若出现细线或出现大块的图案为D码有问题!必须在Rep层中点击右键选择D码学习器去修改,打开后出现Wheel Template Editor窗口!若确认是单位错了,就在菜单Parms中选择Global中修改单位,点击后出现Global Parameters Popup对话框,改了单位后点击Ok即可,然后Actions菜单中选择Translate Wheel 执行D码文件,若有红色问题,则要手工修改,选中问题点击Sym:,确认形状,输入对应的参数,点击Ok即可,完成此动作,在File中选Closs关闭文件。
用同样的方法一层一层的修改其它问题层,改完后最后修改drl钻带文件。
首先确认尺寸,然后在Rep层右键打开D码学习器去修改,确认单位,若有问题则同上方法修改,然后再查看有否连孔,若有则是格式不对,再查看孔位是否很散,若有则是省零格式错误。
常用的几种格式:英制inch、mil有:2:3 2:4 2:.5 3:5公制mm有:3:3 4:4在钻带层(drl)点击右键选择Aview Ascii查看文字档,看最长的坐标,数X、Y 有几位数,看坐标如有八位数则用3.5和4.4去修改,在钻带层点击Parameters中选Numberef Fromat修改小数格式,坐标单位同时跟小数格式一改,同时钻带单位也要和坐标单位一致!省零格式:Leading 前省零,None不省零,Trailing 后省零。
Gerber格式通常是前省零,钻带格式通常是后省零。
层命名、排序、定属性:改完后点击Ok即可,所有格式改完后,打开所有层,执行进去。
用genesis2000做锣带教程

選定 層別
G07-Rout 28
排版輸出
步驟六. 程式輸出 ( Output) 細部參數
座標單位 MM ; INCH 座標模式 Abs; Inc 是否輸出小數 省零模式 整數與小數位數 是否省略相同座標 刀具單位
G07-Rout
29
G07-Rout10Fra bibliotekG07-Rout
11
步驟四. 確認及標示尺寸 ( Dimension )
可量測, 標示或調 整尺寸, 並可做圖形自 製.
G07-Rout
12
量測與標示 尺寸模式
確認及標示尺寸 ( Dimension )
指定起點
指定終點
量測值,可直接 輸入新值修改
G07-Rout 13
確認及標示尺寸 ( Dimension )
成型程式編輯 Genesis2000
Rout Editing
G07-Rout
1
成型程式編輯
Rout Editing
步驟一. 取得 (自製) 外型線 步驟二. 整理外型線 ( Design to Rout ; Connection)
步驟三. 層別特性轉換 ( Matrix -> Rout )
步驟四. 確認及標示尺寸 ( Dimension ) 步驟五. 刀具及切割路線設定 ( Chain ) 步驟六. 程式輸出 ( Output ; ARM )
21
步驟五. 刀具及切割路線設定 ( Chain )
變更已設定之參數
G07-Rout
22
步驟五. 刀具及切割路線設定 ( Chain )
刪除 Chain 設定
需點選欲刪除之 chain ( 亦可再選層中個 別線段做局部刪除)
Genesis全套教程之锣带制作
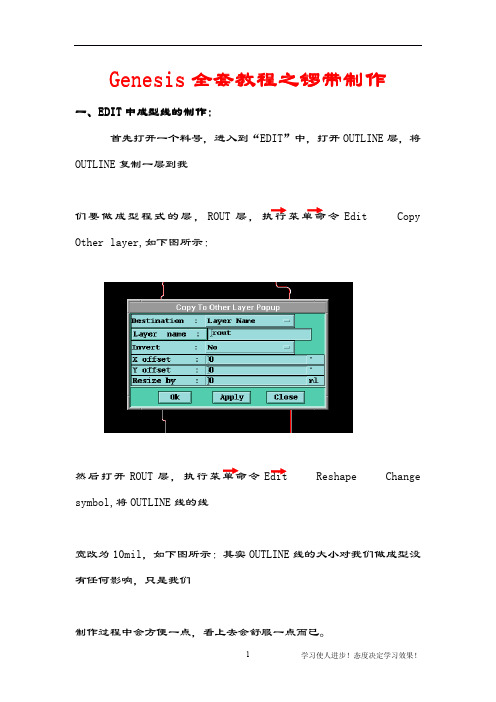
Genesis全套教程之锣带制作EDIT中成型线的制作:一、一、EDIT首先打开一个料号,进入到“EDIT”中,打开OUTLINE层,将OUTLINE复制一层到我们要做成型程式的层,ROUT层,令Edit Copy Other layer,如下图所示:然后打开ROUT Reshape Change symbol,将OUTLINE线的线宽改为10mil,如下图所示:其实OUTLINE线的大小对我们做成型没有任何影响,只是我们制作过程中会方便一点,看上去会舒服一点而已。
如果成型线的导角处都是以线段组成的,如下图所示:我们要将它用一个弧去代替。
我们先用框选将组成这个导角的线段选中,如下图所示:打开增加物件按钮,选择增加弧按钮,点击一下前面的按钮,再用鼠标点击成型线来提取成型线的大小,也就是我们增加弧的大小。
如下图所示:点击选择增加弧的一个方式,开始—结束—边,打开抓中心按钮,然后再用鼠标分别点击要增加弧的两个端点,如下图所示:再点击两端点中间部分所选中的线段的任一位置,尽量点击中间位置,抓取一点并双击鼠标,即可参照导角的大小加上一段弧线,如下图所示:然后按快捷键Ctrl+B删除之前选中的线段即可。
如下图所示:用上面的方法将板内所有的这种情况都用弧来替代,然后再将板内的重复线选出删掉,能用一条线段的只能用一条线段组成,成型线要用最少的线段组成,我们用点选的功能并按住ShiftReverse selection,将板内多余的成型线选出并按Ctrl+B键删除,然后需要检查每两个线段之间的连接是否完按钮用拉伸命令并打开抓中心进行连接,也可以执行菜单命令Rout Connections...,用导角连接,如下图所示:执行上面的菜单命令打开如下图所示的导角对话框:导直角;导圆角;导斜角。
如下图所示:如果本来就是个直角的两个线段,可以用导直角的命令连接。
首先选择导直角按钮,然后用鼠标点击导角对话框右上方的按钮,再用鼠标分别点击需要连接的两个线段,再双击鼠标即可。
CAM350制作锣带资料

CAM350制作锣带资料CMA350是一种多功能的软件。
介绍CAM350软件分以下方法!一介绍菜单如下:文件File子菜单介绍如下:1. new :新建(快捷键 Ctrl+N)。
2. open:打开(快捷键 Ctrl+O)。
3. save:保存(快捷键 Ctrl+S)。
4. save as:另存为。
5. merge:合并两CAM文件。
可将两层排列方式基本一致的板做拼接,若掌握熟练可拼接文件用于菲林绘制。
6. Import:导入文件。
Autoimport:自动导入文件。
系统自动为选择的文件做光圈表匹配,若有匹配不正确或无法匹配的则可做调整,选择其他光圈编译器或重新编辑编译器并做检查。
Gerber data:导入Gerber文件。
对于RS274-X文件自带D码即可将文件调入,而对于RS274-D文件则通过调整文件格式来调试到显示正确的图形。
Drill data:导入钻孔数据。
同样通过格式调整来调试图形正确性。
Mill data:导入铣边资料。
Dxf:一种文件格式,一般有客户提供此类文件作为说明。
用于转AUTOCAD文件。
Aperture table:光圈表。
当确定光绘文件调入正确,而光圈表不匹配的情况可使用该指令来调整光圈表使用的编译器。
7. Export:导出文件。
Composites:复合层掏层输出。
Drill data:钻孔数据。
Mill data:铣边数据。
8. Print:文件打印。
Setup printer:打印机设置。
Print display:打印预览。
9. Setup:系统设置。
Preferences:参书选择。
可设置优先缓存区,如:undo恢复键功能;自动备份的功能,但常规下不做自动备份。
Paths:路径。
定义系统显示的输入输出及其它一些环境文件所在的默认路径。
File extensions:设置输入输出文件扩展名的默认值。
Colors:设置显示的颜色。
可根据个性进行设置。
Photoplotter:对光绘程序中指令的识别进行设置。
CAM350锣带制作

、根据MI要求检查outline的尺寸及孔刀边数据,内角R值要求,画好成品Outline。
二、分好层,一般习惯性的保留原装outline和原装钻带,套板outline和生产钻带,以及要生成的rout层,delete那些与做锣带无关数据。
三、设定NC Tool Table,用MI指定的定位孔,根据内槽大小,拼片间距以及内角的R值要求来选用刀具,着里需要注意的是要到NC Editor的界面下。
四、用NC界面下Utilities菜单选Gerber to mill,直接生成锣带,在转换的过程中注意走刀方向和是否补偿。
用Edit菜单下的Copy命令把生产钻带的定位孔(即根据MI要求在刀具表里已经设定好的)Copy To Layers(目的层就是rout 层)。
需要注意的是在加定位孔时要尽量能防反,以免铣边操作员上反板。
五、退出NC界面到CAM界面,到Utilities菜单选Draw To One-Up Border(定Border,就时选成品外围),到Panlel Editor界面下,点窗口上方的Setup,将advanced选项打勾,在按OK。
再点create键,将spreadsheet切换成AutoCalc(左击鼠标,选yes即可),选delete inage将那些不是按你的意愿拼片的Border 删除,只保留第一个,将表格里的数据都改为O,按OK。
到Edit菜单里用Copy 命令将片拼好,就可以输出锣带了,保存资料,退出Panlel Editor界面。
CAM350 NC编辑器 Edit 菜单1. Mill Path 铣路径下面几项功能只对NC层的NC数据才有效,对graphic(gerber层)数据无效,要对gerber数据进行编辑是要退到CAM Editor界面下。
Chamfer 倒斜角(只对NC数据有效)Fillet 倒圆角(只对NC数据有效)Plunge/Extract 更改下刀点(提刀点)更改下刀点在做锣带时经常用到的,需要注意的是在更改下刀点后,由于cam350的捕捉功能的原因,要对下刀点处进行再处理,用Edit菜单下Move Vtx (移动顶点)命令更改后的下刀点进行操作时会发现该处多出一个小段出来,用Delete Set(删除段)命令将其删掉。
CAM350锣带制作过程
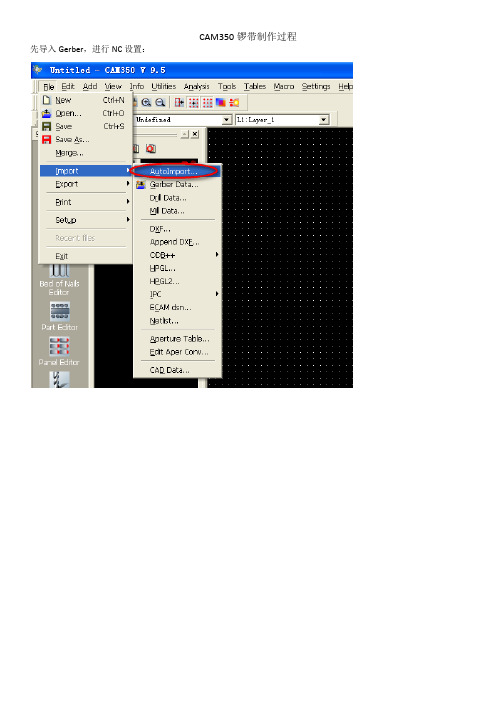
CAM350锣带制作过程先导入Gerber,进行NC设置:
接下来设置管位和刀具尺寸,注意单位选的是mm 。
(注:也可以在菜单Settint->UNIT..里设置单位):
确认当前工作层是新建的routmil层,然后在板厂规定的位置加管位(视具体情况):
接下来开始创建锣带,有两种方法。
方法一:手动创建锣带
沿着Outline画MIL path:
画完,点右键确定。
后效果如下:
注意状态栏的提示:
导出ROU:
就可以了。
方法二:从Gerber中自动创建锣带。
这要在从PCB出Gerber时单独出一个要做锣带的边界OUTLINE层(AD里叫KEEPOUT层)。
这里示例的Gerber没有单独出,仅作为参考示例,方法是一样的。
前面设置NC和加层的截图过程都一样,从上文“方法一”后面开始:
先显示出OUTLINE层(这里以Drilllegend层演示)和新建的routmil层
选择相应参数能看到,已经自动做出了锣带线:
然后导出rou文件即可。
导出ROU:
就可以了。
genesis2000制作锣带教程

Genesis2000制作锣带教程
Genesis2000的功能非常强大,由于操作界面友好,所以一直备受线路板从业人士的推崇。
Genesis2000不仅可以用来制作各种生产菲林、钻孔文件,而且可以制作飞针资料、AOI、锣带等工程资料。
今天我们酒来跟大家分享,如何利用genesis2000制作锣带?
操作步骤如下:
第1步 导入资料
以下举例,随便导入一款线路板资料
第2步 处理轮廓
这里需要注意的是,有的资料已经有处理好的轮廓,直接网络选中就可以,然后将轮廓拷贝到一个新的层。
如果是第一次处理客户资
料,大多数时候需要我们进行基本处理,例如轮廓不完整连接在一起,中间被打断了,那么就需要我们手工连接起来;又如,轮廓的线粗不一致,需要我们把线粗设置成一样,这样做的目的是,为了防止过程中出错。
第3步 定义层属性
我们用out层制作锣带,那么层的属性需要定义为rout层,同时板子的属性定义为board,因为锣带程序将来是需要作用到产品上。
第4步 生成锣带
①选择Rout→chains
②输入相关参数
只需要输入两个基本参数就可以,第一个是Tool size,这是刀具的直径;第二个是Compensation,这是走刀方向,即朝内侧锣还是朝外侧锣,这两个参数的设定是根据公司的常规工艺来确定的,还有板子的实际情况,需要制作人员提前考虑周全。
③点击apply→OK即可生成锣带
当然,这只是初步生成,还需要工程人员仔细检查走刀方向,以及过渡的地方设计是否不合理,如果发现不合理的地方,那么还需要手工调整。
CAM工程设计之GENESIS基础步骤

CAM工程设计之GENESIS基础步骤新建料号:在File→Create(创建),弹出Create Entity Popup对话框,其中Entity Name (输入料号)输入厂内料号,Database(文件库名),双击可获得,为固定的!点击Ok 确定即可!导入文件:双击料号,进入Engineering Toolkit窗口导入资料、查看并更正错误:首先查看层,若出现细线或出现大块的图案为D码有问题!必须在Rep层中点击右键选择D码学习器去修改,打开后出现Wheel Template Editor窗口!若确认是单位错了,就在菜单Parms中选择Global中修改单位,点击后出现Global Parameters Popup对话框,改了单位后点击Ok即可,然后Actions菜单中选择Translate Wheel 执行D码文件,若有红色问题,则要手工修改,选中问题点击Sym:,确认形状,输入对应的参数,点击Ok即可,完成此动作,在File中选Closs关闭文件。
用同样的方法一层一层的修改其它问题层,改完后最后修改drl钻带文件。
首先确认尺寸,然后在Rep层右键打开D码学习器去修改,确认单位,若有问题则同上方法修改,然后再查看有否连孔,若有则是格式不对,再查看孔位是否很散,若有则是省零格式错误。
常用的几种格式:英制inch、mil有:2:3 2:4 2:5 3:5公制mm有:3:3 4:4在钻带层(drl)点击右键选择Aview Ascii查看文字档,看最长的坐标,数X、Y 有几位数,看坐标如有八位数则用3.5和4.4去修改,在钻带层点击Parameters中选Numberef Fromat修改小数格式,坐标单位同时跟小数格式一改,同时钻带单位也要和坐标单位一致!省零格式:Leading 前省零,None不省零,Trailing 后省零。
Gerber格式通常是前省零,钻带格式通常是后省零。
层命名、排序、定属性:改完后点击Ok即可,所有格式改完后,打开所有层,执行进去。
genesis教程-10锣带制作
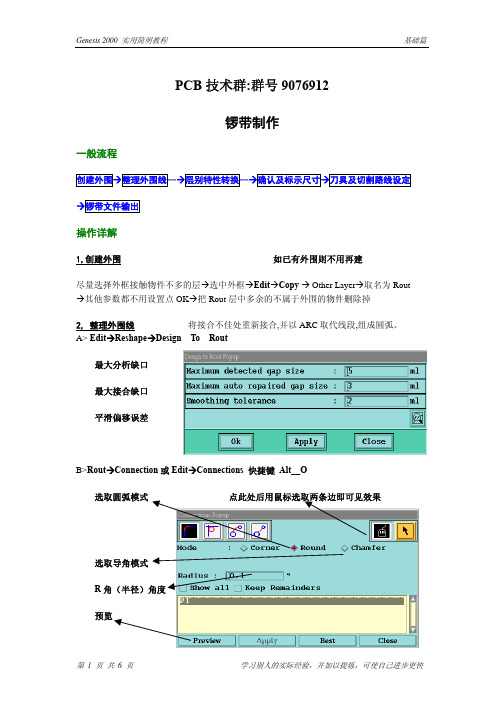
PCB技术群:群号9076912锣带制作一般流程创建外围Æ整理外围线--Æ层别特性转换--Æ确认及标示尺寸Æ刀具及切割路线设定Æ锣带文件输出操作详解1,创建外围如已有外围则不用再建尽量选择外框接触物件不多的层Æ选中外框ÆEditÆCopyÆ Other LayerÆ取名为Rout Æ其他参数都不用设置点OKÆ把Rout层中多余的不属于外围的物件删除掉2, 整理外围线将接合不佳处重新接合,并以ARC取代线段,组成圆弧。
A> EditÆReshapeÆDesign To Rout最大分析缺口最大接合缺口平滑偏移误差B>RoutÆConnection或EditÆConnections 快捷键 Alt__O选取圆弧模式选取导角模式R角(半径)角度3,层别特性转换进入Job Matrix ,将rout层定义属性(Board;Rout;Positive)4,确认及标示尺寸RoutÆDimensions部分选择显示指定起点指定终点All 任意点Ps 起点Pe 终点可平移终点边线于指定位置调整标示位置注意:不可重复标示同一终点线段。
5,刀具及切割路线设定 RoutÆChains切 路 ,锣带的层名添加(修改,删除,合并,优化,加导引孔)等操作刀具大小左右补偿(一般都用右补偿)Router机台速度产生的Chain记录列表Chain [t ∫ein ] 电路;链路, 理,.6,锣带文件输出ActionsÆAuto Rout Manager切换到Engineering Toolkit窗口,才能调出自动锣带管理器,跟Auto Drill Manager操作类似。
CAM工程师Genesis基础─钻带设计

打开这一项会弹出如下图所示的窗口:
从下图“Input file ”栏可以看出在导入客户原始资料时所用的层名为“gmo”
其它层查看客户原始层名的方法与上面一样。
钻带设计
打开电脑,进入如下图的UNIX系统的界面。
用鼠标点击上图 上方的小三角出现如下图所示的界面。
用鼠标点击选择上图 命令,打开如下图界面命令窗口。
在上图窗口中输入“get”命令字符并回车,出现如下图的进入Genesis2000的登录界面。
在上图 后面输入事先设定好的用户名称,如“tiger”。
在 后面输入用户密码,数字,字符均可,如“tiger123”,按回车键即可进入下图界面。
在上图 后面输入所需制作料号的1UP名称,如“07071403”。
1UP名称从资料夹中的“1 UP PLOTTED FORM”页获取,如下图:
输入1UP料号后回车,下面就会出现刚刚输入的料号,1UP料号是最原始的客户资料,不要直接进入进行编辑,用鼠标左键点击该1UP料号图标,再按住中键并拖动鼠标再放开鼠标将1UP料号复制一个料号出来,如下图弹出的对话框,点击 按钮即可复制一个新料号出来,系统自动命名为1UP料号+1,如下下图:
我们改名的依据是从资料夹中的“层名对应表”获取,如下图所示:
有时候Planner命的名和我们在资料制作时所定义的层别名不太一样,如S面外面有可能会写成Solder,后面附有我们CAM这边的命令规则,最好熟记,以后会慢慢用到。
下图就是我们按照厂内命名规则命好名的资料:
当改名完成后,要打开资料根据实际资料情况去检查Planner命名是否正确,如正确则在 栏后面画钩,如不正确则及时反应给Planner。整个命名Check完成后,在此页的右下角 处签上你的大名即可。下面紧接着就是对层进行排序,若有自动排序程序,在你对层命名好之后,可以通过ActionsRe_arrange rows调用,会自动帮您对层进行排序和定义以上各种层的属性。我司为自己手工排序,排序是安照板子的结构由正面到反面,由上到下依次排列的。钻孔层放在最上面。如上图所示:
锣带制作标准[详]
![锣带制作标准[详]](https://img.taocdn.com/s3/m/c837508550e2524de5187e8c.png)
铣带制作标准1.程式指令介绍和结构说明:1.1程式基本指令介绍本公司使用CNC成型机常用指令如下:M48 ——程式头的开始% ——程式头的结束(即程序的开始)G00 ——机器移至某点(下刀位置)G01 ——直线锣至某点(两点距离)G02 ——顺时针锣圆弧(逆时针用G03)举例:G02/G03X..Y..A..(半径用A 表示)G32 ——顺时针锣圆孔(逆时针用G33)举例:G32/G33X..Y..A..(半径用A 表示)M15 ——下刀指令M17 ——直接提刀指令(间接用M16)G40 ——中间补偿(不作补偿)G41 ——前进方向左补偿G42 ——前进方向右补偿M25 ——重复起点M01 ——重复图形开始M02X#Y# ——重复图形偏移R#M02X#Y# ——重复块M08 ——重复结束M30 ——程序结束M80M90 ——图形旋转180度M70M90 ——图形旋转90度M97/M98 ——钻字麦(M97横向/M98竖向)G85 ——钻slot G84 ——钻扩孔1.2 成型程式结构说明: M48 HEADER开头T01C1.400 第1支锣刀直径1.4mmT02C1.602 第2支锣刀直径1.602mm,尾数2表示最后一把刀CP,1,1.360 第1支锣刀补偿为1.360mmCP,2,1.562 第2支锣刀补偿为1.562mm% HEADER 结束,程式开始T01 选择刀具M25 重复起点G00X192.2873Y34.4468 机台移至X192.2873Y34.4468G40 刀具不做补偿M15 下刀F16.0 进刀速G01Y186.4455 直线铣切M17 提刀M01 重复图形开始R5M02X36.002 依X每相隔36.002距离排版5次M01 重复图形开始R2M02X191.0359 依X每相隔191.0359距离排版2次M08 重复结束T02 选择刀具M25 重复起点3G00X12.2877Y20.4489 机台移至X12.2877Y20.4489G42 刀具做右补偿M15 下刀F18.0 进刀速G01X201.2883 Y200.4485 直线铣切 X13.2877 Y20.4489M17 提刀M01 重复图形开始R2M02X191.0359 依X每相隔191.0359距离排版2次M08 重复结束M30 程序结束1.3 钻孔程式结构说明:M48 HEADER开头T01C3.175 刀具序号T02C0.400 刀具序号T14C0.400 刀具序号% HEADER 结束,程式开始T01 钻孔开始(选择第1把刀)X-224.589Y289.078 钻孔坐标X-250.310Y266.532X-249.736Y-159.376T02 选择第2把刀X-224.589Y289.078 钻孔坐标X-250.310Y266.532X-249.736Y-159.376T14 选择第14把刀M97,480323026B0 X+1Y+2 *&S 钻字麦(附带系数和活动机台代码)X-213.667Y288.824 字麦坐标M30 程序结束2、锣板程式处理规对PCS外形进行整理,去除外形中的叠线、叠点、断线常用铣刀规格:∮0.8MM;∮1.0MM;∮1.2MM;∮1.5MM;∮1.8MM;∮2.0MM;∮2.4MM。
CAM锣带设计及优化

定义层别属性
必须于Matrix 中 將该层特性改为 Rout
25
Genesis的应用-锣带设计及优化
Genesis application: routing tape design and optimization
三、rout的制作
确认尺寸 量测是否rout中尺寸与图纸中标注是否一致,不一致按客户要求修改。 注:图纸中标注的尺寸必须全部量测。
选择顺序
选择起始set
一般选择此 顺序
点此 生成 程序
36
Genesis的应用-锣带设计及优化
Genesis application: routing tape design and optimization
三、rout的制作
生成程序
点右键,出现两个按 钮,open file(打开 检查程序)和export file(输出程序)
Genesis application: routing tape design and optimization
三、rout的制作
Rout 顺序 残条-内槽-外围
备注:如有修铜皮或修内角,则放在内槽前。
34
Genesis的应用-锣带设计及优化
Genesis application: routing tape design and optimization
四、锣带的优化
残条的优化 方法一
39
Genesis的应用-锣带设计及优化
Genesis application: routing tape design and optimization
四、锣带的优化
残条的优化 方法二
40
Genesis的应用-锣带设计及优化
CAM锣带设计及优化

CAM锣带设计及优化摘要:CAM锣带是一种用于机械设备传动的传动元件,其设计和优化对于提高其传动效率和使用寿命起着关键作用。
本文介绍了CAM锣带的基本结构和工作原理,并重点讨论了CAM锣带设计和优化的几个方面,包括材料选择、几何参数、强度计算等。
通过对CAM锣带设计和优化的深入研究,可以提高其传动效率和使用寿命,从而提高相关机械设备的工作效率和可靠性。
关键词:CAM锣带,设计,优化,传动效率,使用寿命1.引言CAM锣带是一种常用的机械传动元件,广泛应用于各种机械设备中。
其主要作用是将电动机的旋转运动传递给机械设备的工作部件,实现工作部件的正常运转。
CAM锣带的设计和优化对于提高机械设备的传动效率和使用寿命起着非常重要的作用。
本文将介绍CAM锣带的基本结构和工作原理,并重点讨论CAM锣带的设计和优化。
2.CAM锣带的基本结构和工作原理CAM锣带由橡胶和纤维增强层组成,具有很高的拉伸强度和耐磨性。
其工作原理是利用橡胶的柔性和纤维增强层的刚性来实现能量传递。
当CAM锣带与电动机轮毂接触时,由于其柔软的特性,能够将电动机的旋转运动传递给CAM锣带。
CAM锣带在传递力矩的同时,还需要具备良好的强度和耐磨性,以确保其正常工作。
3.CAM锣带的材料选择选择适合的材料是CAM锣带设计和优化的重要一步。
橡胶是CAM锣带的主要组成部分,其主要特性包括拉伸强度、硬度、耐磨性等。
一般来说,橡胶的硬度越高,CAM锣带的传动效率越高,但耐磨性越差。
因此,在CAM锣带的设计和优化中,需要根据具体的应用要求选择合适的橡胶材料。
4.CAM锣带的几何参数设计CAM锣带的几何参数设计对于其传动效率和使用寿命起着重要的影响。
其中,带宽、带厚和带长是CAM锣带的三个重要参数。
带宽决定了CAM锣带的载荷承载能力,带厚和带长则决定了CAM锣带的强度和使用寿命。
在CAM锣带的设计和优化中,需要根据传动功率和工作条件合理选择这些几何参数,以确保CAM锣带的正常工作。
CAM工程师Genesis基础─阻抗设计
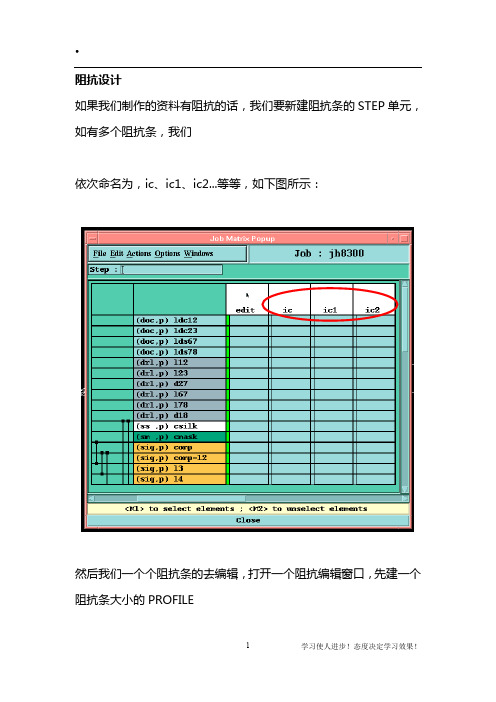
阻抗设计如果我们制作的资料有阻抗的话,我们要新建阻抗条的STEP单元,如有多个阻抗条,我们依次命名为,ic、ic1、ic2...等等,如下图所示:然后我们一个个阻抗条的去编辑,打开一个阻抗编辑窗口,先建一个阻抗条大小的PROFILE线,一般情况下阻抗条的尺寸为0.6〞* 8〞,具体见资料夹中一页的Planner的指示。
如下图所示:如排在折断边的阻抗条大小要根据折断边的大小去设定。
在确定阻抗条大小后,执行菜单命令Step Panelization Panel size...,执行上图命令打开如下图所示对话框窗口:在这里输入阻抗条的宽度,在这里输入阻抗条的高度,直接点击按钮即可,如下图所示:然后再根据PROFILE线去建OUTLINE线,执行菜单命令Step Profile Create Rout...,如下图所示:执行上图所示命令打下如下图所示的对话框窗口:在上图的这里点击选择OUTLINE 层,在这里输入建OUTLINE的宽度,直接点击按钮即可。
如下图所示:然后打开钻孔层,根据Planner的指示,根据阻抗示意图在钻孔层添加阻抗孔和定位孔,如下图所示:43.3mil的孔为阻抗孔,126mil的孔为阻抗条成型定位孔,添加阻抗孔和定位孔可以通过增加物件命令去实现,点击增加物件按钮,再选择增加PAD按钮,然后在输入阻抗孔的大小,如43.3mil,在添加钻孔的时候尽量先把孔的属性加上去,阻抗孔肯定是PTH孔,而定位孔肯定是NPTH孔,点击这里,然后再点击后面的“”处,弹出如下图所示的对话框:然后在上图输入“drill”并回车,如下图:然后用鼠标点击上图的处,显示如下图所示:然后再用鼠标双击处,在上图的右边窗口会有如下图所示显示:然后关闭上图的对话框,如下图所示:现在加上去的钻孔就有孔属性了。
然后点击如下图所示位置,选择Profile的左下角,将阻抗孔先加于Profile线的左下角,如下图所示:再选择这里并双击后,然后点击窗口下方的执行按钮,将阻抗孔加于Profile线的左下角,如下图所示:然后根据示意图上的坐标我们将上图加的阻抗孔移到相应的位置,如坐标为(0.25、0.25),然后选择并移动,在窗口左下角处选择相对坐标按钮,然后输入我们的坐标值并回车即可,如下图所示:移动后的钻孔如下图所示:然后根据示意图上所示阻抗孔的个数,将上图所加的孔在X方向和Y 方向上复制几个,注意我们阻抗孔的测试孔和参考孔的中心间距一定是100mil,特殊情况依Planner的指示,然后我们执行阵列COPY 的菜单命令Edit Copy Step&Repeat...,如下图所示:打开上图阵列复制对话窗口,如下图所示:在输入X 方向的阻抗孔个数,在输入Y方向阻抗孔的个数,在输入X、Y方向阻抗孔的中心距,数据填好后,直接点按钮即可将原先选中的一个阻抗孔在X和Y方向按要求复制出来。
CAM工程师Genesis基础─外层设计说明

外层设计1、删除成型线上和成型线外实体:每层资料制作之前,均需删除成型线上和成型线外的实体,外层也不例外,将要制作的两层外层都打上影响层,然后将鼠标放在外层上,单击右键,选择右键菜单里的“”这一项,参数设置如下图所示:直接点“OK”按钮即可删除成型线上和成型线外的实体。
值得注意的是,我们在删除外层成型线上和成型线外实体的时候,连同防焊层的一起删除,因为我们在外层转PAD的时候,要先转防焊层的PAD,然后对照防焊层再去转外层的PAD。
参数设置如下图所示:直接点“OK”按钮即可删除成型线上和成型线外的实体。
当然删除之后,我们要将窗口放大,仔细检查成型线上有没有删除干净,特别是有圆弧的地方。
2、防焊、外层线转PAD:先将防焊层的线转为PAD,打开防焊层,从左上角开始放大一个窗口,按快捷键CTRL+W两下骨架显示查看防焊层哪些线是需要转成PAD的,如下图所示:白色圈内为需要转PAD的线。
执行线转PAD的菜单命令DFM Cleanup Construct Pads(Ref.)...,如下图所示:打开线转PAD这个命令窗口,如下图所示:然后选择要转成PAD的线,直接点击第三个小人即可将线转成PAD,如下图所示:按照上面的方法将防焊层所有的线性的PAD都转成PAD属性的PAD,最后我们可以用过滤器将PAD关掉选择板内的线性实体,来检查板内还有没有没有转成PAD的线性PAD,如下图所示:先关掉PAD按钮再点击select选择按钮当选出来有线时,我们要看是不是需要转PAD的线,如上图所示,选出来的是一些锡条,并不是所谓的PAD,所以就没有必要再将它转成PAD属性。
一定要保证所有对应有外层PAD的防焊也是PAD,确定防焊层需要转PAD的转完后,我们再去转外层的线路的PAD,在转外层PAD的时候,打开防焊层作参考,这样可以一眼看出有哪些外层PAD没有转PAD,如下图所示:红色为防焊,绿色为外层,可以看出下图白色圈内是需要转的外层PAD。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
拼板制作一、EDIT中成型线的制作:首先打开一个料号,进入到“EDIT”中,打开OUTLINE层,将OUTLINE复制一层到我们要做成型程式的层,ROUT层,执行菜单命令Edit Copy Other layer,如下图所示:然后打开ROUT层,执行菜单命令Edit Reshape Change symbol,将OUTLINE线的线宽改为10mil,如下图所示:其实OUTLINE线的大小对我们做成型没有任何影响,只是我们制作过程中会方便一点,看上去会舒服一点而已。
如果成型线的导角处都是以线段组成的,如下图所示:我们要将它用一个弧去代替。
我们先用框选将组成这个导角的线段选中,如下图所示:打开增加物件按钮,选择增加弧按钮,点击一下前面的按钮,再用鼠标点击成型线来提取成型线的大小,也就是我们增加弧的大小。
如下图所示:点击选择增加弧的一个方式,开始—结束—边,打开抓中心按钮,然后再用鼠标分别点击要增加弧的两个端点,如下图所示:再点击两端点中间部分所选中的线段的任一位置,尽量点击中间位置,抓取一点并双击鼠标,即可参照导角的大小加上一段弧线,如下图所示:然后按快捷键Ctrl+B删除之前选中的线段即可。
如下图所示:用上面的方法将板内所有的这种情况都用弧来替代,然后再将板内的重复线选出删掉,能用一条线段的只能用一条线段组成,成型线要用最少的线段组成,我们用点选的功能并按住Shift键将板内必要的成型线选出,然后执行反选命令,Actions Reverse selection,将板内多余的成型线选出并按Ctrl+B键删除,然后需要检查每两个线段之间的连接是否完整,如果有没有完全连接好的,我们可以点拉伸按钮用拉伸命令并打开抓中心进行连接,也可以执行菜单命令Rout Connections...,用导角连接,如下图所示:执行上面的菜单命令打开如下图所示的导角对话框:导直角;导圆角;导斜角。
如下图所示:如果本来就是个直角的两个线段,可以用导直角的命令连接。
首先选择导直角按钮,然后用鼠标点击导角对话框右上方的按钮,再用鼠标分别点击需要连接的两个线段,再双击鼠标即可。
如下图所示:那些圆角的部分,我们要根据客户提供的机构图上标示的导角大小去导角,如果我们用测量的工具量得导角大小和机构图上不符,提出确认,如果需按机构图制作,我们可以将原来的导角的弧删除,然后再用导圆角的命令导一个和机构图标示一样的圆角,导圆角的方法和导直角的方法基本一样,只是选择导圆角命令后,需要在输入导角的大小,注意单位,如下图所示:双击鼠标即可。
有时候有此地方还需要导斜角的,我们就选择导斜角按钮,如下图所示:在有两个选项,长度和角度,在“也有两个选项,长度和角度,我们可以根据实际斜角的要求去选择不同的选项制作,例如,斜角大小为55度,1.5mm,如下图所示:55度,1.5mm的斜角还有这样一种形式,如下图所示:所以我们在制作的过程中要确认你所要导的斜角是什么样的,然后再去选择相应的选项,填写相应的数据,导成相应的斜角。
当斜角的角度为45度时,我们可以在两个选项里都选择“Length”项,例如,斜角大小为45度,1.5mm,如下图所示:好了,现在我们EDIT中的ROUT层成型线已经按照要求制作完成了,下面我们要进入到ARRAY中去,因为我们成型最终是以ARRAY形式制作的,也就是客户的一个出货单元,不过如果板子较大,客户是单板出货的,也有可能没有ARRAY,只有EDIT,那我们就会只在EDIT中制作成型。
二、ARRAY中成型线的制作:进入ARRAY中,打开ROUT层,将鼠标移到ROUT层上面,单击鼠标右键,选择右键菜单命令“Flatten”,如下图所示:打开“Flatten”对话框窗口如下图所示:“Flatten”的目的就是将EDIT里的内容打散到ARRAY中,看上去跟映射的效果一样的,但在ARRAY中映射EDIT中的东西是不能编辑的,但将EDIT中的东西打散到ARRAY中后是可以编辑的,打散的资源层,将资源层打散到的目标层,随便输入即可。
然后直接点“OK”按钮即可将ROUT层的内容由EDIT中打散到ARRAY中的ROUTROUT层。
再将ROUTROUT层的内容直接按住鼠标中键拖到ROUT层中去,将ROUTROUT层删除,再进入到EDIT中将ROUT层的内容删除,关闭EDIT,再进入到ARRAY中,现在我们在ARRAY中ROUT层看到的成型线只是每个BOARD的外形,我们在ARRAY中打开OUTLINE线层和ROUT层对比着看,从OUTLINE层中将没有和ROUT层重叠的部分COPY到ROUT层中去,如下图所示:红色部分是要COPY到ROUT层中去的,青绿色为两层重叠的部分。
将整个ARRAY中如上图中的红色部分选出并COPY到ROUT层中,如下图所示:然后打开ROUT层,里面的成型线和EIDT制作方法一样,将多余的和重复的线选出来删除,ARRAY里的导角大小和尺寸都要和机构图一项一项的CHECK,将整个ARRAY显示于整个窗口中,看哪些地方是需要成型掉的,捞空的,哪些地方是连接位需要要保留的,连接位地方的成型线要删除,如下图所示:修改前:如下图所示:修改后:将ROUT层按照以上修改,使里面只剩下成型时需要用到的成型线,如果板子有通过V-CUT来连接的,V-CUT也要删除。
如下图所示,是完全修改好的成型时用到的成型线。
上图中白色圈内都是单BOARD和ARRAY折断边的连接位,下图黄色线段围成的区域是要成型捞空的,然后再从下图红色的外框线来捞一个外围就好了。
三、捞带制作:成型线制作完成后,我们将ROUT层的成型线备份一层,以利于我们后续用小刀去修时用到,然后我们要将ROUT层的属性设置一下,如下图所示:现在我们就可以正式在ROUT层进行成型制作了,执行捞带制作菜单命令Rout Chains...,如下图所示:打开捞带制作窗口,如下图所示:在点击选择是成型属性的层ROUT 层,然后选择新建成型按钮,如下图所示:然后根据先捞内槽再捞外围的原则,根据内槽的宽度来选择洗刀的大小,所选用洗刀就小于内槽宽度,还有要根据内槽中导角的大小来选刀,所选洗刀应小于等于导角的2倍,当能用大刀时尽里用大刀,以节约成本,借于这几个原则我们选择出一个合适的洗刀来制作成型。
当内槽里大多数导角较大,而只有一两个导角较小时,我们也可以先选用较大的刀先去捞一遍,然后再用小点的刀去修一遍,这样比全部用小刀去捞要省时的多,好,我们现在以这个资料为例,开始制作成型,我们量得这个内槽的宽度基本上在2mm,但最小导角为0.5mm,如下图所示:那我们就先选用1.6mm的洗刀先捞一遍,然后再用1mm的洗刀去修,参数如下图所示设置:在输入洗刀的大小,注意单位不要用错了,成型时的一个补偿方式,一般情况下我们规定都是选择“right”右补偿。
然后还要在这里输入进给率,进给率可以从下面表格中得来,每个电脑上面都贴的有,如下图所示:一般都是这种Normal板材。
当基板用的是无卤素板村时,请参考下面的表格:等参数设置好后,我们用网络选择命令将需要成型的成型线选出来,然后点击成型制作窗口的按钮,如下图所示:然后在选中的要捞的成型线上选择一个下刀点,下刀点尽量选在靠折断边的一方,如下图所示:当我们要捞的槽是一个矩形的,而且导角都为直角时,我们要在下刀的地方根据洗刀大小导一个圆角。
如果不导圆角直接捞会捞到板内去,如下图所示:修改后,如下图所示:洗刀1.6mm,导0.8的圆角即可。
用同样方法将板内所有的槽都按照一定的顺序(路径尽量最优)都捞出来,如下图所示:然后再去捞外围,选择一把合适的刀,捞外围时选刀一定要根据我们PANEL里排版时每个ARRAY与ARRAY的间距来定的,所选用洗刀一定要小于排版间距,排版间距除了可以从资料夹中“Panel layout”得知外,如下图所示:我们还要到Panel中仔细地测量排版的最小间距是多少。
这就是我们Panel中排版的最小间距。
如果排版间距是上面所说的63mil的话,63mil等于1.6mm,所以我们就不能用1.6mm的洗刀来捞外围,要用1.5mm的刀来捞外围,用上面的方法将外围捞出,细心的你将会发现,捞内槽时是顺时针走向,而捞外围时是逆时针走向,还有我们在换洗刀的时候一定要记得将进给率一起给改过来。
外围捞完后,要记得将下刀的地方向外拉伸一点,但也不要太长,会影响到其他ARRAY,如下图所示:外围捞完后,然后将需要用小刀修的地方在开始备份的那一层里选出来,反选将其他的删除,再将这一层也定义成成型的属性,直接用洗刀在里面捞就可以了,方法和上面一样,只是选用小刀而已,进给率也得跟着改过来,切记。
整个小刀也捞完以后,将这一层用小刀捞的都MOVE到正式的成型ROUT层,如下图所示:等整个成型制作完成后,捞槽太大的地方我们还需要在成型之前去做打粉碎的动作,新建一层,同时打开新建层和ROUT层,工作层在新建层,然后在物件添加里选择添加线按钮,如下图所示:因为我们打粉碎时用的铣刀是2.4mm的,所以我们就先用2.4mm的线段在成型内槽内的黑色区域画一个打粉碎的路径,现在我们加的线看上去是什么样的,到时候我们打粉碎时就是什么样的,如下图所示:用上面的方法将板内所有的捞空区域都用线填起来,如下图所示:然后再将新建层里的2.4mm的线变成10mil的线,将这一层也定义为成型的属性,然后打开成型制作的对话框,参数设置如下图所示:重要!!!参数设置好后同上面方法一样的制作即可。
整个成型所有都制作完成后如下图所示:当成型制作完成后,我们要到制作成型窗口中,将成型的刀进行合并和排序,如下图所示:如上图所示:用鼠标先点击一下要合并的刀,如0.8mm的刀,再点击一下取消选择,点选一把刀后再点击下方的按钮,就是将同一把刀全部选出来,如下图所示:然后点击上图中的合并按钮,然后再点击按钮即可将选中的所有0.8mm的刀合并在一起,如下图所示:用同样的方法将其他的刀都进行合并,合并后如下图所示:合并过后,我们将刀序进行排序,我们捞的顺序是先进行打粉碎,然后捞内槽,再用小刀去修,然后再捞外围,根据这个顺序我们来进行排序,由上图看来,我们先选中2.4mm的刀,然后点击下方的改刀序按钮,然后在输入要改的刀序再点“apply”按钮就可以了。
用同样的改刀序的方法,按照上面我们说的顺序进行排序,最后结果如下图所示:值得一提的是,如果我们要捞的内槽是很规则的槽,槽宽都是一样的,而槽宽又小于等于2.0时,我们就可以一刀过,不需捞一圈,而浪费大量的时间,如下图所示情况:不过要注意下刀点的选择,一定要靠近单BOARD下刀,如下图所示:现在ARRAY中的成型基本完成了,剩下的就是我们要去认真CHECK 的部分,主要要去看成型有没有捞到板内去,漏捞我们还可以补捞(不代表我们可以漏捞,我们也要重点CHECK有没有漏捞的地方),但如果捞到板内去了是没得救了,在检查有没有捞到板内去之前,我们将我们制作的成型ROUT层“Compensate”出来,将鼠标放在成型层上单击右键,选择“Compensate”项,如下图所示:打开“Compensate”命令,弹出如下图所示对话框:在后面输入要一个新的层名,任意输入。