刀具寿命及订单生产现场跟踪表
3C跟进追踪表2012年

日期分类问题点不良图片原因分析改善對策长期改善對策相同问题重
复出现
負責人
26-6-2012Q 现A3线生产型号:77780001,SO#120895
发现:试薯容碟驱动头松出×1/5PCS
来料不良通知供应商改善通知供应商改善1冯庆钦
28-6-2012Q 现A3线生产型号:77780001,SO#120895
发现:试薯容碟磨容器盖×1/5PCS
刀碟齿端高于正常1.5mm生产部加工选用通知供应商改善1冯庆钦
3-7-2012Q 批检抽验型号:77780001,SO#120895 发
现:试薯条碟磨容器盖×1/10PCS
刀碟齿端高于正常1.5mm生产部加工选用通知供应商改善1冯庆钦
现A3线生产77769124 SO#120897 ,时
抽发现:带带动轴空载行机时容器盖管
钉位出现杂音×2/20PCS
容器盖管钉与带动轴摩
擦
加工容器盖管钉容器盖管钉改模1冯庆钦2)切丝碟带起带动轴X1/5PCS刀碟胶件超声错位通知供应商改善通知供应商改善1冯庆钦
3)隔筛与容器配合紧X5/5PCS(实
际:52~60KGF.CM,规
格:30~50KGF.CM)
隔筛扣位尺寸大隔筛改模隔筛改模1冯庆钦
现A13线包机型号:
77769124,SO#120897,时检抽查发
现:1)试机高档变低档X1/5PCS
线路板来料不良通知供应商改善通知供应商改善1冯庆钦2)水杯空载试机有杂音X1/5PCS马达来料不良通知供应商改善通知供应商改善1冯庆钦
7776-7779 3C 跟進追踪表
Q 3-7-2012
6-7-2012Q。
治具刀口寿命管制记录表

量测切断面处之毛边尺寸,并将其(max/min)数据记录填入此表. 2.端
子切 3.刀口更换后,生产数量从零记起
核准:
审核:
制表:
治具刀口寿命管制记录表
生 产 班次 日 期 (白/夜)
制工 单号
预测保养周期 ______ 次
治具编号:
治具编号:
治具编号:
治具编号:
每班自检确认
次数
累计
毛边 尺寸
判定
次数
累计
毛边 尺寸Biblioteka 判定次数累计
毛边 尺寸
判定
次数
累计
毛边 尺寸
判定
产线组长/品管 签名
确认
异常处理记录 PE/ 机修
备注:1.每班每台治具生产2.5K时产线自检确认5pcs半成品,IPQC巡检一次,同时产线组长将样品送交IPQC用2.5次元
刀具寿命管控记录表
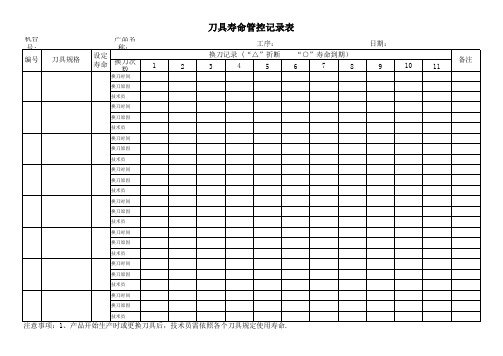
技术员
注意事项:1、产品开始生产时或更换刀具后,技术员需依照各个刀具规定使用寿命.
日期:
9
10
备注 11
2、每次换刀或装刀,都必须对加工的产品进行首件确认。确定合格后允许其继续生产。
刀具寿命管控记录表
机台 号:
产品名 称:
工序:
编号
刀具规格
设定 寿命 ቤተ መጻሕፍቲ ባይዱ刀次
数
1
2
换刀记录 (“△”折断
3
4
5
“○”寿命到期)
6
7
8
换刀时间
换刀原因
技术员
换刀时间
换刀原因
技术员
换刀时间
换刀原因
技术员
换刀时间
换刀原因
技术员
换刀时间
换刀原因
技术员
换刀时间
换刀原因
技术员
换刀时间
换刀原因
技术员
换刀时间
换刀原因
机床刀具寿命统计步骤的具体操作方法
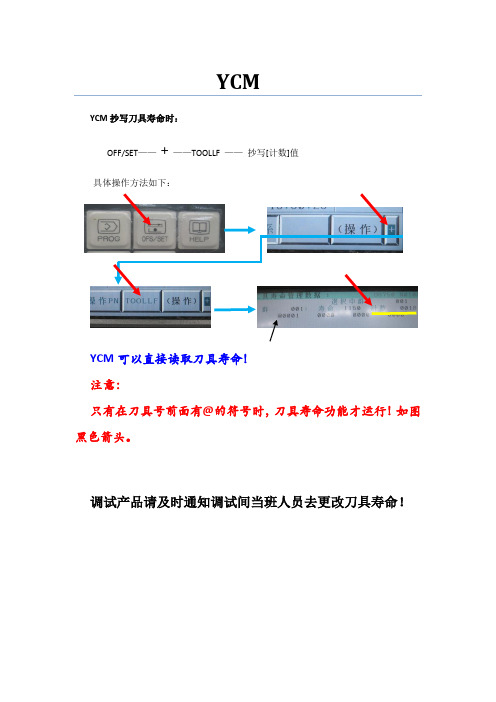
YCMYCM抄写刀具寿命时:OFF/SET——+——TOOLLF ——抄写[计数]值具体操作方法如下:YCM可以直接读取刀具寿命!注意:只有在刀具号前面有@的符号时,刀具寿命功能才运行!如图黑色箭头。
调试产品请及时通知调试间当班人员去更改刀具寿命!Old BrotherDATA BANK——EOB——TOOLDATA——EOB——TOOLLIST——EOB注意:(1).Brother机床刀具寿命统计的方法和其他机床不一样,Brother显示的是还剩余的加工时间,其他的机床显示的都是已经加工的时间,所以,每次抄刀具寿命时,Brother应该是用:设定的时间—机床显示的时间= 已经消耗的时间!(2).抄好时间以后一直按F0,机床会保存并退出刀具寿命页面!调试产品请及时通知调试间当班人员去更改刀具寿命!MAZAK先将机床操作面板设置在加工页面(显示位置键的页面),刀具数据——上下键——刀具寿命设定值)调试产品请及时通知调试间当班人员去更改刀具寿命!HAASCURNT.....———PAGE UP (按四下)——刀具寿命注意:填写刀具跟踪表时,要注意抄写的应该是下面倒数第二列(黑色箭头)的位置!最后一列是刀具寿命的设定值,请不要抄错!调试产品请及时通知调试间当班人员去更改刀具寿命!MORI SEIKI(深精机)OFFSET——刀具寿命管理——(更改的是现在值)调试产品时更改的是设定值注意:MORI SEIKI机床寿命设定了一个预告值,如若到了此设定值,务必要更换刀具并清零,否则等机床寿命到了以后,报警信号按复位是清除不了的,只有将报警的那一刀具组删除,在重建一个组,重新设定那一组的所有刀具参数!很是麻烦。
New BrotherDATA BANK——EOB——TOOLDATA——EOB——TOOLLIST——EOB注意:(1).Brother机床刀具寿命统计的方法和其他机床不一样,Brother显示的是还剩余的加工时间,其他的机床显示的都是已经加工的时间,所以,每次抄刀具寿命时,Brother应该是用:设定的时间—机床显示的时间= 已经消耗的时间!(2).抄好时间以后一直按F0,机床会保存并退出刀具寿命页面!调试产品请及时通知调试间当班人员去更改刀具寿命!。
刀具寿命管理规定

刀具寿命管理规定集团文件发布号:(9816-UATWW-MWUB-WUNN-INNUL-DQQTY-1目的为了有效地统计生产过程刀具使用的寿命,完善刀具管理,降低因刀具异常损坏造成质量损失,提高生产效率,节约成本。
2适用范围。
2.1适用于重庆远博机械有限公司机加车间使用,以及刀具管理及库房统计使用。
3职责3.1机加车间负责初拟刀具寿命。
3.2技术部和生产部组织评审具体刀具寿命并确认,并配合机加车间对刀具寿命的更改和完善。
3.3机加车间现场管理员负责本办法在本部门的有效实施和推行,以及对生产现场刀具更换和刀具寿命的跟踪及记录。
3.4采购部、质检部、仓库分别负责刀具需外协时的刃磨、验收、收发,在此期间需保持刀具代号和编号不发生损失,以确保刀具寿命可持续追溯。
4术语及其定义。
4.1刀具寿命:是指刀具至采购入库日起至损坏失效日止所加工产品的数量。
4.2正常损坏:指刀具在设定加工数量外损坏的状态定义。
4.3异常损坏:指刀具在设定加工数量内损坏的状态定义。
4.4刀具寿命设定:铣刀,车刀,加工数量件,丝锥加工数量为.4.5刀具状态5寿命统计及其方法5.1所有刀具自领用出库起记录加工数量,数量来源于的《刀具寿命管控记录表》。
至刀具损坏止所有的加工产品数为该刀具使用寿命。
5.2新刀使用统计为:领用加工至损坏止所有的加工数量。
5.3刀具寿命进入警戒状态现场需要加大刀具检测频次。
5.4刀具寿命进入危险状态允许现场班长及调机员预防性换刀,要严格按照刀具寿命规定执行,不得私自改动刀具使用寿命,员工不得私自更换刀具。
5.5刀具更换后,班长或者调机员应在《刀具寿命管控记录表》上注明更换原因及更换时间,该表每月交到车间统计员归档。
5.6更换下来的刀具,由班长或调机员送入刀具回收仓库,用塑料袋封装,并将刀具名称、更换时间、更换原因、加工数量记录到《刀具更换记录台帐》.5.7更换后刀具需要由生产部班长级以上的相关人员统一鉴定评审,评审后刀具分为报废、可再利用或返修等,可再利用刀具需要重新定义刀具寿命,要比新刀具寿命缩短。
刀具寿命管理规定(含表格)
刀具寿命管理规定(IATF16949-2016/ISO9001-2015)1.0目的为了有效地统计生产过程刀具使用的寿命,完善刀具管理,降低因刀具异常损坏造成质量损失,提高生产效率,节约成本。
2.0适用范围。
2.1适用于重庆远博机械有限公司机加车间使用,以及刀具管理及库房统计使用。
3.0职责3.1机加车间负责初拟刀具寿命。
3.2技术部和生产部组织评审具体刀具寿命并确认,并配合机加车间对刀具寿命的更改和完善。
3.3机加车间现场管理员负责本办法在本部门的有效实施和推行,以及对生产现场刀具更换和刀具寿命的跟踪及记录。
3.4采购部、质检部、仓库分别负责刀具需外协时的刃磨、验收、收发,在此期间需保持刀具代号和编号不发生损失,以确保刀具寿命可持续追溯。
4.0术语及其定义。
4.1刀具寿命:是指刀具至采购入库日起至损坏失效日止所加工产品的数量。
4.2正常损坏:指刀具在设定加工数量外损坏的状态定义。
4.3异常损坏:指刀具在设定加工数量内损坏的状态定义。
4.4刀具寿命设定:铣刀,车刀,加工数量10000件,丝锥加工数量为8000.4.5刀具状态铣刀,车刀丝锥状态失效性分析加工数量0-8000 6000 安全不会失效,损坏加工数量8000-9000 6000-7000 警戒存在失效,损坏的风险加工数量9000-10000 7000-8000 危险随时产生失效风险5.0寿命统计及其方法5.1所有刀具自领用出库起记录加工数量,数量来源于的《刀具寿命管控记录表》。
至刀具损坏止所有的加工产品数为该刀具使用寿命。
5.2新刀使用统计为:领用加工至损坏止所有的加工数量。
5.3刀具寿命进入警戒状态现场需要加大刀具检测频次。
5.4刀具寿命进入危险状态允许现场班长及调机员预防性换刀,要严格按照刀具寿命规定执行,不得私自改动刀具使用寿命,员工不得私自更换刀具。
5.5刀具更换后,班长或者调机员应在《刀具寿命管控记录表》上注明更换原因及更换时间,该表每月交到车间统计员归档。
刀具寿命
刀具寿命管理规定一、目的规范刀具(通用刀具和专用刀具)和机床附件(拉钉、刀柄,弹簧夹头)的领取、存放、保养、使用寿命、报废、回收等,整个过程的管理办法,以控制刀具损耗成本,提高刀具使用寿命,确保产品质量。
二、定义:刀具类型:1、通用刀具:可换式刀片刀具、钻头、铣刀、刀盘、定点钻2、专用刀具三、职责1、部门主管审核、批准刀具及附件领用2、流失控制3、刀具的正常损耗、磨损4、刀具及附件平时的保养,存放必须标识清楚5、废旧刀具、附件入库的登记6、刀具管理人员负责刀具的登记、保管、收发进行统计。
对刀具的使用情况及库存量、报废刀具、待修复刀具等及时录入电脑台帐,在局域网内共享。
四、内容1、刀具和机床附件的申报1.1新产品:刀具和附件由CNC编程人员根据库存情况进行申报。
根据刀具管理员提供的数据首选现有的刀具,根据产品批量、材质、加工精度,选择相应的刀具及附件。
由班组负责人审核通过后以书面形式通知采购人员购买,并告知刀具管理人员。
1.2老产品:由刀具管理人员根据刀具的库存量及使用情况上报技术部,上报时需要书面形式且注明申请理由及到货时间,技术部门核查通过后,由申请人出具请购单,并有高层领导批准后,交采购人员购买。
2、刀具和机床附件的购买申请2.1购买刀具必须由技术经理确认后方可购买2.2根据申报人员提供的信息(加工材质、产品数量、加工精度、数量等)购买相应的刀具。
2.3采购人员接到采购申请单后,一个工作日内回复申报人,否则视为在申购需求日期内购买到位。
3、刀具和机床附件的接收3.1刀具和机床附件购回后,由采购人员将刀具或附件及送货单交付于刀具管理员,货单上必须注明刀具的名称、数量、确保与申报内容一致,否则刀具管理人员有权拒收。
对刀具的外观及部分尺寸进行测量,如不合格有权拒收。
3.2刀具管理人员将接受的配件,当天入库在电脑台帐上。
4、刀具和机床附件的日常管理4.1刀具必须分类存放,标识清楚,按刀具材质、铝用刀、钢用刀、不锈钢专用刀、各类钻头、铣刀等细化分类存放。
刀具寿命管控记录表

技术员
换刀时间
换刀原因
技术员
注意事项:产品开始生产时或更换刀具后,技术员需依照各个刀具规定使用寿命,将刀具使用寿命加入到CNC运行程序中,并设定到寿命自动停止.
刀具寿命管理表
编号
机台号:
工序:
日期:
刀具规格
设定寿 命 换刀次
1
2
换刀记录 (“△”折断 “○”寿命到期)
345来自678
9
10
换刀时间
11
备注
换刀原因
技术员
换刀时间
换刀原因
技术员
换刀时间
换刀原因
技术员
换刀时间
换刀原因
技术员
换刀时间
换刀原因
技术员
换刀时间
换刀原因
技术员
换刀时间
换刀原因
技术员
换刀时间
换刀原因
刀具寿命管理办法
精心整理机加刀具寿命管理办法1.目的:跟踪刀具使用寿命,实现刀具定期更换、刃磨,减少刀具异常对生产和产品质量的影响。
2.范围:机加车间专机、加工中心/钻攻中心用刀具,这些刀具需刻印有刀具代号和编号方可进行寿命统计和管理。
3.职责:3.1机加车间负责初拟刀具寿命。
3.2技术部组织评审具体刀具寿命并确认,并配合机加车间对刀具寿命的更改和完善。
3.3机加车间现场管理员负责本办法在本部门的有效实施和推行,以及对生产现场刀具更换和刀具寿命的跟踪及记录。
3.4采购部、质管部、物管部分别负责刀具需外协时的刃磨、验收、收发,在此期间需保持刀具代号和编号不发生损失,以确保刀具寿命可持续追溯。
4.刀具寿命管理办法:4.1刀具寿命相关术语及定义4.1.1刀具寿命:是指一把新刀具从开始投入使用直到报废为止的总切削时间或切削工件的数量,其中包含多次刃磨时间(刃磨次数以n表示),所以刀具寿命等于刀具耐用度和(n+1)的乘积。
4.1.2刀具耐用度:刃磨后的刀具自开始切削直到磨损量达到磨钝标准所经历的总切削时间或切削工件的数量。
4.2刀具寿命标准的制定4.1.1机加车间各现场管理员负责对各生产线所使用的刀具寿命进行初稿的编制,并详细注明刀具名称、生产线及工序、刀具代号和刀具编号,参照《刀具寿命管理明细表》的格式填写。
寿命管理明线表》初稿编制完成后提交技术部,由技术部组织评审,评审定稿之《刀具寿命管理明细表》由公司领导批准下发各生产线后使用,同时存档备案。
刀具寿命管理明细表》的变更应按工艺变更程序执行。
寿命管理明细表》应悬挂于各工序生产设备上,以便实施刀具寿命的跟踪管理。
4.2刀具寿命跟踪管理现场管理员完成,操作员工不得随意更换刀具。
4.2.3加工中心/钻攻中心等能以程序控制刀具寿命的,按相关程式必须加密或加锁,密码或钥匙由生产线现场管理员掌握,不得随意泄漏。
精心整理精心整理4.2.4现场管理员在输入刀具寿命时必须严格按照《刀具寿命管理明细表》上刃磨周期栏的规定执行,不得随意提高刀具的预定寿命。
刀具寿命统计表
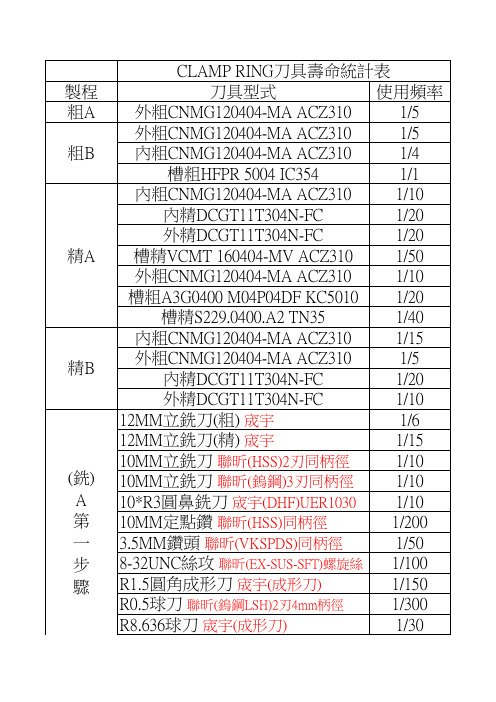
驟 1/30 1/50 1/10 1/15 1/300 1/20 1/20 1/150 1/5 /100 1/150 1/20 1/20 1/5 1/30 1/30 1/10 1/10 1/30 1/10 1/15 1/10 1/6
(銑)A 第二步驟
(銑) A 第 三 步 驟
銑B
側孔
R9.525球刀 星榮祥(替換式刀片) R2球刀 宬宇(DHF)UBX0402 6*R1.5圓鼻銑刀 聯企(RE3514106015R) 4MM立銑刀 聯昕(鎢鋼LSH)3刃同徑Sfire 3.7*60度成形刀 宬宇(成形刀) 3*10度成形刀 聯企(TE351210301000) 3MM立銑刀 聯昕(鎢鋼LSH)3刃同徑Sfire R1.5*10度圓角成形刀 宬宇(08082201) 1.5MM立銑刀 聯昕(鎢鋼LSH)2刃3mm徑Sfire 3定點鑽 聯昕(鎢鋼LSH)同柄徑 1MM鑽頭 聯昕(VKSPDS)同柄徑 3*R1長柄圓鼻刀 聯企(RS3532103010R) R1球刀 宬宇(DHF)UBX0202 1MM立銑刀 聯昕(鎢鋼LSH)2刃3mm徑Sfire 2.1MM鑽頭 聯昕(VKSPDS)同柄徑 M2.5*0.45絲攻 聯昕(EX-SUS-SFT)螺旋絲攻 6*R1.5圓鼻銑刀 聯企(RE3514106015R) 8*R2.0圓鼻銑刀 聯企(RE3514108020R) 3.0MM定點鑽 聯昕(鎢鋼LSH)同柄徑 1.5MM鑽頭 聯昕(VKSPDM)同柄徑 3.0MM鑽頭 聯昕(VKSPDS)同柄徑 3.3MM立銑刀 聯昕(鎢鋼LSH)3刃4mm徑Sfire 1.6MM立銑刀 聯企(AN3502101614)
製程 粗A 粗B
精A
精B
(銑) A 第 一 步 驟
CLAMP RING刀具壽命統計表 刀具型式 使用頻率 外粗CNMG120404-MA ACZ310 1/5 外粗CNMG120404-MA ACZ310 1/5 內粗CNMG120404-MA ACZ310 1/4 槽粗HFPR 5004 IC354 1/1 內粗CNMG120404-MA ACZ310 1/10 內精DCGT11T304N-FC 1/20 外精DCGT11T304N-FC 1/20 槽精VCMT 160404-MV ACZ310 1/50 外粗CNMG120404-MA ACZ310 1/10 槽粗A3G0400 M04P04DF KC5010 1/20 槽精S229.0400.A2 TN35 1/40 內粗CNMG120404-MA ACZ310 1/15 外粗CNMG120404-MA ACZ310 1/5 內精DCGT11T304N-FC 1/20 外精DCGT11T304N-FC 1/10 12MM立銑刀(粗) 宬宇(DHF)UEW1203 1/6 12MM立銑刀(精) 宬宇(DHF)UEW1203 1/15 1/10 10MM立銑刀 聯昕(HSS)2刃同柄徑 1/10 10MM立銑刀 聯昕(鎢鋼)3刃同柄徑 1/10 10*R3圓鼻銑刀 宬宇(DHF)UER1030 1/200 10MM定點鑽 聯昕(HSS)同柄徑 1/50 3.5MM鑽頭 聯昕(VKSPDS)同柄徑 8-32UNC絲攻 聯昕(EX-SUS-SFT)螺旋絲攻 1/100 1/150 R1.5圓角成形刀 宬宇(成形刀) R0.5球刀 聯昕(鎢鋼LSH)2刃4mm柄徑Sfire 1/300 1/30 R8.636球刀 宬宇(成形刀)
269-刀具寿命记录追踪表

(
)
刀具名称:
刀杆规格:
刀具规格:
刀片刃 数
:_____
设定 值:____
X:____
(
)
刀具名称:
刀杆规格:
刀具规格:
刀片刃 数
:_____
设定 值:____
X:____
(
)
刀具名称:
刀杆规格:
刀具规格:
刀片刃 数
:_____
设定 值:____
X:____
(
)
刀具名称:
刀杆规格:
刀具规格:
刀片刃 数
换线若用旧刀片时,需记录为旧刀片。
4)本表归档前由技术组长统计X:____(刀具平均寿命). 5)正本:技术课长(保管三个月,不含当月).
技术课长:_________________
技术组长:_________________
QF-269(H)
:_____
设定 值:____
X:____
说明: 1)本表务必随机挂上,且由换线者、换刀者负责填写清楚更换记录(增加刀具流水号)。
2)刀具寿命有异常,无法达到BOM上设定值时,技术员/刀具管理员需开出QF-350<<刀具异常通知单>>, 由技术课组长/课长协助解决。
3)刀具名称与规格之内容:程序中刀具号码、刀具名称、刀杆/刀具规格。刀片每次换刃必须得登记,
电脑品号:
材质:
刀具名称与规格 寿命
(
)
刀具名称:
刀杆规格:
刀具规格:
刀片刃 数
:_____
设定 值:____
X:____
XXXXXXXXXXX有限公司
刀具寿命记录追踪表
刀具寿命统计表
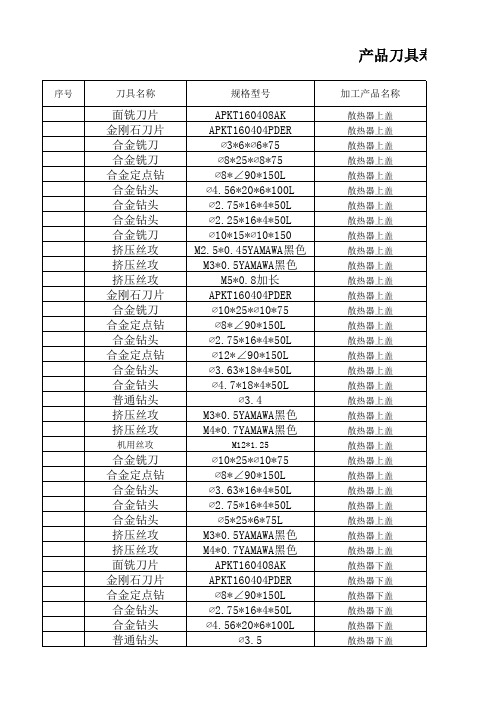
散热器上盖 散热器上盖 散热器上盖 散热器上盖 散热器上盖 散热器上盖 散热器上盖 散热器上盖 散热器上盖 散热器上盖 散热器上盖 散热器上盖 散热器上盖 散热器上盖 散热器上盖 散热器上盖 散热器上盖 散热器上盖 散热器上盖 散热器上盖 散热器上盖 散热器上盖 散热器上盖 散热器上盖 散热器上盖 散热器上盖 散热器上盖 散热器上盖 散热器上盖 散热器上盖 散热器下盖 散热器下盖 散热器下盖 散热器下盖 散热器下盖 散热器下盖
备注
加工工序
刀具标准寿命 (预计加工数量)
数据来源
备注
刀具标准寿命 (预计加工数量)
405 901 1262 1135 3787 3787 1894 1894 3787 3787 680 847 947 1263 3787 1894 3787 4894 3787 1894 1263 1263 3787 1894 3787 1894 1894 3787 3787 1250 405 901 3787 1876 3787 1235
版本号:A-0 ;表单编号:
数据来源
备注
现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表
加工工序
加工上口面 加工上口面 加工上口面 加工侧面安装孔 加工侧面安装孔 加工侧面安装孔 加工侧面安装孔 加工侧面安装孔 加工侧面安装孔 加工侧面安装孔 加工侧面安装孔 加工散热片面 加工散热片面 加工散热片面 加工散热片面 加工散热片面 加工散热片面 加工散热片面
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
APKT160408 Ø8定心钻 挤压丝攻M3*0.5 机用丝攻M5*0.7 ∅16*25*80*4刃 APKT160408 Ø8定心钻
设定寿 命
(件)
班次
A班 B班 A班 B班 A班 B班 A班 B班 A班 B班 A班 B班 A班 B班 A班 B班 A班 B班 A班 B班 A班 B班 A班 B班 A班 B班 A班 B班 A班 B班 A班 B班 A班 B班 A班 B班 A班 B班 A班 B班 A班 B班 A班 B班 A班 B班 A班 B班 A班 B班
1 班长在更换刀具时需要在对应刀具栏里面填写清楚刀具修磨后使用/
2 当班作业人员必须把本班次加工数量填写清楚
更换新刀具打×
12/10 12/11 12/12 12/13 12/14 12/15
以下为刀具信息记录表
12/16
ห้องสมุดไป่ตู้
12/17
12/18
12/19
12/20
12/21
12/22
12/23
12/24
刀具寿命及订单生产现场跟踪表
设备编号:
. 产品名称
. 加工工序:
.
调试日期:
.
版本号:A-0 ;表单编号:
订单数量
日期 12/1 12/2 12/3 12/4 12/5 12/6 12/7 12/8 12/9 加工 数量 A班
B班
刀号 (T)
T1 T2 T3 T4 T5 T6 T7 T8 T9 T10 T11 T12 T13 T14 T15 T16 T17 T18 T19 T20 T21 T22 T23 T24 T25
备注
刀具名称规格
∅16*25*80*4刃 APKT160408 Ø8定心钻 Ø6定心钻
Ø2.75合金钻头 ∅4.2普通钻头 挤压丝攻M3*0.5 机用丝攻M5*0.7 Ø7.35合金钻头 挤压丝攻M8*1.25 挤压丝攻M3*0.5 机用丝攻M5*0.7 ∅16*25*80*4刃 APKT160408
12/25
12/26
12/27
12/28
12/29
12/30
12/31