实例二液压专用铣床液压系统设计
专用铣床液压系统设计

摘要1.铣床概述铣床是用铣刀对工件进行铣削加工的机床。
铣床除能铣削平面、沟槽、轮齿、螺纹和花键轴外,还能加工比较复杂的型面,效率较刨床高,在机械制造和修理部门得到广泛应用。
2.液压技术发展趋势液压技术是实现现代化传动与控制的关键技术之一,世界各国对液压工业的发展都给予很大重视。
液压气动技术具有独特的优点,如:液压技术具有功率传动比大,体积小,频响高,压力、流量可控性好,可柔性传送动力,易实现直线运动等优点;气动传动具有节能、无污染、低成本、安全可靠、结构简单等优点,并易与微电子、电气技术相结合,形成自动控制系统。
主要发展趋势如下:1.减少损耗,充分利用能量2.泄漏控制3.污染控制4.主动维护5.机电一体化6.液压CAD技术7.新材料、新工艺的应用3. 主要设计内容本设计是设计专用铣床工作台进给液压系统,本机床是一种适用于小型工件作大批量生产的专用机床。
可用端面铣刀,园柱铣刀、园片及各种成型铣刀加工各种类型的小型工件。
设计选择了组成该液压系统的基本液压回路、液压元件,进行了液压系统稳定性校核,绘制了液压系统图,并进行了液压缸的设计。
关键词铣床;液压技术;液压系统;液压缸ABSTRACT1. Milling machine is general to stateMilling machine is to carry out the machine tool of milling processing with milling cutter for workpiece. Milling machine excludes can milling plane, groove, gear teeth, thread and spline axle are outside, can still process more complex type surface, efficiency has high planer comparatively, when mechanical production and repair department get extensive application.2. Hydraulic technology develops tendencyHydraulic technology is that the one of crucial technical, world countries that realize modern transmission and control give great attention to the development of hydraulic industry. Hydraulic pneumatic technology has unique advantage , such as: Hydraulic technology has power weight than is big, volume is little, frequently loud and high, pressure and rate of flow may control sex well, it may be flexible to deliver power , is easy to realize the advantages such as the sport of straight line; Pneumatic transmission has energy saving, free from contamination, low cost and safe reliable, structural simple etc. advantage , and is easy to form automatic control system with microelectronics and electric in technology. Develop tendency mainly to be as follows:1. Reduce wastage , use energy2 fully. Leak control3. Pollute control4. Defend5 initiatively. Electromechanical unifinication6. Hydraulic CAD technical7. The application of new material and new technology3. Design content mainlyQuantity of production. May use the garden column milling cutter, garden flat and milling cutter of end panel and is various to process the small-sized workpiece of various types into type milling cutter.Designing have selected to form hydraulic element and the basically hydraulic loop of this hydraulic system , have carried out hydraulic systematic stability school nucleus , have drawn hydraulic system to seek , and have carried out the design of hydraulic big jar.Key words milling machine;hydraulic technology;hydraulic system;hydraulic big jar目录摘要 2 毕业设计任务书 5 第一章专用铣床液压系统设计 7 1.1 技术要求 7 1.2 系统功能设计 71.2.1 工况分析 71.2.2 确定主要参数,绘制工况图 81.2.3 拟定液压系统原理图 101.2.4 组成液压系统 10 1.3系统液压元件、辅件设计12 第二章专用铣床液压系统中液压缸的设计17 2.1 液压缸主要尺寸的确定 17 2.2 液压缸的结构设计 20 致谢24 参考文献 25毕业设计任务书一、设计课题专用铣床液压系统设计二、设计依据某铣床工作台为卧式布置(导轨为水平导轨,其静、动摩擦因数µs=0.2;µd=0.1),拟采用缸筒固定的液压缸驱动工作台,完成工件铣削加工时的进给运动;工件采用机械方式夹紧。
液压传动课程设计 液压专用铣床的液压系统完整版
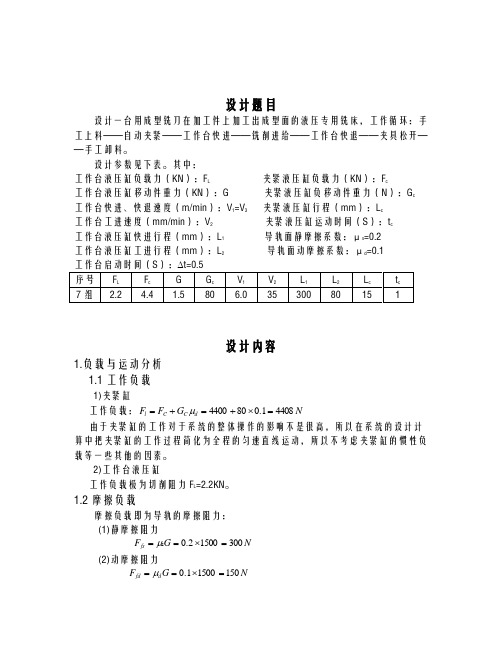
设计题目设计一台用成型铣刀在加工件上加工出成型面的液压专用铣床,工作循环:手工上料——自动夹紧——工作台快进——铣削进给——工作台快退——夹具松开——手工卸料。
设计参数见下表。
其中:工作台液压缸负载力(KN ):F L 夹紧液压缸负载力(KN ):F c 工作台液压缸移动件重力(KN ):G 夹紧液压缸负移动件重力(N ):G c 工作台快进、快退速度(m/min ):V 1=V 3 夹紧液压缸行程(mm ):L c 工作台工进速度(mm/min ):V 2 夹紧液压缸运动时间(S ):t c 工作台液压缸快进行程(mm ):L 1 导轨面静摩擦系数:μs =0.2 工作台液压缸工进行程(mm ):L 2 导轨面动摩擦系数:μd =0.1 工作台启动时间(S ):∆t=0.5 序号 F L F c G G c V 1 V 2 L 1 L 2 L c t c 7组 2.24.41.5806.03530080151设计内容1.负载与运动分析 1.1工作负载1)夹紧缸工作负载:N G F F d C C l 44081.0804400=⨯+=+=μ由于夹紧缸的工作对于系统的整体操作的影响不是很高,所以在系统的设计计算中把夹紧缸的工作过程简化为全程的匀速直线运动,所以不考虑夹紧缸的惯性负载等一些其他的因素。
2)工作台液压缸工作负载极为切削阻力F L =2.2KN 。
1.2摩擦负载摩擦负载即为导轨的摩擦阻力: (1)静摩擦阻力N G F fs 30015002.0s =⨯==μ (2)动摩擦阻力N G F d fd 15015001.0=⨯==μ1.3惯性负载N D v g G t v g G F t i 61.305.060/68.91500)0(1==-=∆∆=1.4负载图与速度图的绘制快进 s v L t 360/100.63003111=⨯==工进 s v L t 14.13760/3580222=== 快退 s 8.360/100.68030033213=⨯+=+=v L L t 假设液压缸的机械效率9.0=cm η,得出液压缸在各工作阶段的负载和推力,如表1.1所示。
专用铣床液压系统设计课程设计
专用铣床液压系统设计课程设计引言:随着工业技术的发展,液压系统在机械设备中的应用越来越广泛。
在专用铣床中,液压系统的设计对于提高机械设备的性能和工作效率起着至关重要的作用。
本文将以专用铣床液压系统设计为主题,探讨液压系统的设计原则、组成部分以及设计过程。
一、液压系统设计原则1. 功能需求:根据专用铣床的工作需求确定液压系统的功能,包括工作压力、流量、速度等参数。
2. 安全性:设计时需考虑液压系统的安全性,确保系统能够稳定运行,避免发生泄漏、爆炸等危险。
3. 可靠性:设计时需考虑液压系统的可靠性,选择高品质、耐用的液压元件,确保系统长时间稳定运行。
4. 经济性:设计时需考虑液压系统的成本,合理选择液压元件和控制装置,使系统具有较高的性价比。
二、液压系统组成部分1. 液压泵:负责将机械能转化为液压能,提供给液压系统所需的压力和流量。
2. 液压缸:负责将液压能转化为机械能,实现对工作件的加工和运动控制。
3. 液压阀:用于控制液压系统的压力、流量和方向等参数。
4. 油箱:贮存液压油,保证液压系统的正常运行。
5. 滤清器:用于过滤液压油中的杂质和污染物,保护液压系统的元件。
6. 液压管路:将液压能传输到不同的液压元件中。
7. 液压控制装置:包括液压控制阀、传感器等,用于控制和监测液压系统的工作状态。
三、液压系统设计过程1. 确定工作需求:根据专用铣床的加工要求和工作条件,确定液压系统的工作压力、流量和速度等参数。
2. 选择液压元件:根据工作需求选择合适的液压泵、液压缸、液压阀等液压元件,确保其性能和质量符合要求。
3. 设计液压管路:根据专用铣床的结构和工作方式,设计合理的液压管路,确保液压能够传输到各个液压元件中,并满足工作需求。
4. 安全措施:在设计过程中,需考虑液压系统的安全性,采取相应的安全措施,如设置泄压阀、安装压力传感器等。
5. 控制系统设计:根据专用铣床的工作要求,设计液压控制系统,包括液压控制阀、传感器等,实现对液压系统的精确控制。
专用铣床液压系统设计
专用铣床液压系统设计
专用铣床液压系统是由专用铣床夹具、液压支架、液压缸、电磁阀、液压泵等元件组
成的液压系统,其主要任务是控制专用铣床的动作,它可以通过液压缸,实现专用铣床夹
具的自动变位和调整机床行程,精确完成工件加工。
专用铣床液压系统可以实现液压支架
升降、专用铣床安装、回转把手控制及自动补偿运动等功能。
专用铣床液压系统的设计,需要考虑的因素比较多,需要从流体机械、电气和控制几
个方面进行全面的分析,在设计中要考虑材料的选择和结构的优化,流动压力、液力学和
振动的数值仿真分析,还要科学组织液压元件,应用液压控制理论,满足加工条件,确保
铣床运转可靠、平稳和安全,最终实现工件质量的最高效率加工。
专用铣床液压系统的设计一般要求满足下列条件:
(1)液压系统的设计必须与专用铣床的原理是一致的,以保证专用铣床的正常运行;
(2)液压系统要具备良好的密封性能,确保系统内部各液压元件安全运行;
(3)液压系统的各液压动力元件之间要有协调的控制和联调,使之形成完整的联动
系统;
(4)液压系统要采用可靠性高、操作简便、应用可靠性良好的液压控制元件和控制
系统。
专用铣床液压系统设计要求对液压工程的复杂性以及液压组件的精密性进行充分的考虑,要考虑如何优化液压系统的结构,实现液压系统的简化,提高工作效率、降低运行成本,可靠的保障工件的质量。
专用铣床工作台液压系统设计

目录1 前言 (1)2 设计技术要求及参数 (1)3 确定执行元件 (1)4 系统工况分析 (1)4.1动力分析 (1)4.2运动分析 (3)5 计算液压系统主要参数并编制工况图 (3)5.1预选系统设计压力 (3)5.2计算液压缸主要结构尺寸 (3)5.3编制液压缸的工况图 (4)6 制定液压回路的方案,拟定液压系统原理图 (7)6.1制订液压回路方案 (7)6.2拟定液压系统图 (8)7 计算并选择液压元件 (9)7.1液压泵的计算与选定 (9)7.2电机的选定 (10)7.3液压控制阀和液压辅助原件的选定 (11)8 验算 (11)8.1液压系统的效率 (11)8.2液压系统的温升 (11)设计总结 (13)参考文献 (14)专用铣床工作台液压系统设计1 前言作为一种高效率的专用铣床,在日常生活中,广泛在大批量机械加工生产中应用。
本次课程设计是以专用铣床工作台液压系统为例,介绍该组合机床液压系统的设计方法及设计步骤,其中包括工作台液压系统的工况分析、主要参数确定、液压系统原理图的拟定、液压元件的选择以及系统性能验算等。
«液压传动»课程设计是整个教学过程中最后一个综合性教学环节,通过课程设计可以让我们了解液压传动系统设计的基本方法和设计要求,提高我们运用所学理论知识解决具体工程技术问题的能力。
能根据设计任务要求,按照正确的设计步骤,拟定出液压系统。
2 设计技术要求及参数一台专用铣床的工作台拟采用单杆液压缸驱动。
已知条件如下:铣刀驱动电机功率为P=7.5KW,铣刀直径为De=120mm,转速n=350r/min。
工作台质量m1=400kg,工件及夹具最大质量为m2=150kg。
工作总行程为Lz=400mm,其中工进行程为Lg=100mm。
快进和快退速度均为vk=4.5m/min,工进速度范围为vg=60~1000mm/min,往复运动时加、减速时间均为Δt=0.05s。
工作台水平放置,导轨静摩擦系数为μs=0.2,动摩擦系数为μd=0.1,以下为该铣床工作台进给运动的半自动液压系统设计。
专用铣床液压系统设计课程设计

专用铣床液压系统设计课程设计专用铣床液压系统设计课程设计一、引言在现代机械加工领域,铣床是一种常用的机床设备。
为了提高铣床的运行效率和精度,液压系统被广泛应用于铣床中。
本课程设计旨在通过对专用铣床液压系统的设计,使学生掌握液压系统的原理和设计方法。
二、液压系统基础知识1. 液压系统概述液压系统是利用流体传递能量的一种动力传动系统。
它由液压泵、执行元件、控制元件和辅助元件等组成。
2. 液压传动基本原理液体在容器中形成封闭的流体传递介质,通过液压泵产生的高压油将能量传递到执行元件上,从而实现工作机构的运动。
3. 液压执行元件常见的液压执行元件包括油缸、马达和阀门等。
油缸通过受力面积差异实现线性运动,马达则通过转子与定子之间的摩擦力实现旋转运动。
三、专用铣床液压系统设计1. 设计目标专用铣床液压系统的设计目标是实现铣床的高效率、高精度和安全稳定的运行。
2. 系统组成专用铣床液压系统主要由液压泵、油缸、控制阀和辅助元件等组成。
液压泵负责产生高压油,油缸负责驱动工作台进行运动,控制阀则用于控制油液的流向和压力。
3. 液压系统参数选择根据铣床的工作要求和性能指标,选择合适的液压元件参数。
包括液压泵的流量、工作台的移动速度和承载能力等。
4. 液压系统布局设计根据铣床结构和工作台运动方式,合理布局液压元件。
保证油路畅通,减小能量损失和泄漏。
5. 液压系统控制策略设计根据铣床的工作过程,确定合理的控制策略。
可以采用手动控制或自动控制方式,实现对工作台运动的精确控制。
6. 液压系统安全保护设计在液压系统中添加安全保护装置,如过载保护阀、压力传感器和液压缸的行程限位装置等,以确保铣床的安全运行。
四、课程设计步骤1. 确定课程设计内容和目标明确课程设计的具体内容和目标,包括液压系统的基本原理、专用铣床液压系统的设计要求等。
2. 学习液压系统基础知识学生需要通过自学或教师讲解等方式,掌握液压系统的基本原理、执行元件和控制元件等知识。
《铣床的液压传动系统设计》
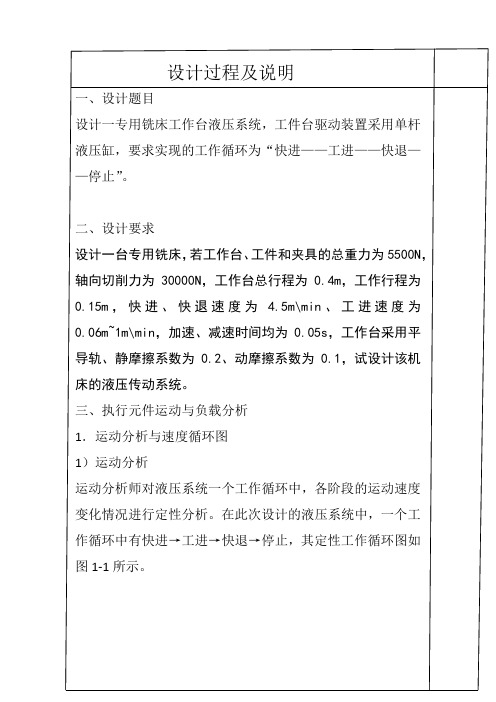
设计过程及说明一、设计题目设计一专用铣床工作台液压系统,工件台驱动装置采用单杆液压缸,要求实现的工作循环为“快进——工进——快退——停止”。
二、设计要求设计一台专用铣床,若工作台、工件和夹具的总重力为5500N,轴向切削力为30000N,工作台总行程为0.4m,工作行程为0.15m,快进、快退速度为 4.5m\min、工进速度为0.06m~1m\min,加速、减速时间均为0.05s,工作台采用平导轨、静摩擦系数为0.2、动摩擦系数为0.1,试设计该机床的液压传动系统。
三、执行元件运动与负载分析1.运动分析与速度循环图1)运动分析运动分析师对液压系统一个工作循环中,各阶段的运动速度变化情况进行定性分析。
在此次设计的液压系统中,一个工作循环中有快进→工进→快退→停止,其定性工作循环图如图1-1所示。
速度循环图是要表示在一个工作循环内各个阶段运动速度随位移变化的情况,在知道执行机构各段的运动速度和总行程及相关参数后,各段行程可由运动学公式定量计算得到。
图1-2为滑台速度循环图。
图中各段的行程由下式计算。
启动行程:减速行程:制动行程:工进行程:快进行程:反向启动行程:反向制动行程:快退行程:式中,S1、S2、S3、S4、S5、S6、S7、S8——分别为启动、快进、减速、工进、制动、反向启动、快退、反向制动行程,mm;S¬——总行程,mm;ν1、ν2、ν3——分别为快进、工进、快退速度,m/s;t1、t3、t5、t6、t8——各为启动、减速、制动、反向启动、反向制动时间,s。
计算中,启动、制动和速度转换时间若无特特殊要求可取0.01~0.5s,在此计算中均取0.1s.由下列公式计算出快速、工进、快退时间:式中:t2、t4、t7——分别为快进、工进、快退的时间,s.2、负载分析与负载循环图1.液压缸负载分析一般情况下,液压缸承受的负载由六部分组成,即工作负载F w、导轨摩擦负载F f、惯性负载F a、重力负载F g、密封负载F s和背压负载F b。
专用铣床液压系统设计课程设计
专用铣床液压系统设计课程设计一、引言随着工业技术的不断进步,液压系统在机械设备中的应用越来越广泛。
专用铣床是一种常见的机械设备,其液压系统是确保其正常运行的重要组成部分。
本课程设计将对专用铣床液压系统进行设计,以确保其在工作过程中具有稳定、高效的性能。
二、液压系统设计原理液压系统是通过液体传递能量来实现机械运动的系统。
在专用铣床中,液压系统主要用于控制铣刀的进给、主轴的转速和位置,以及工作台的移动等。
液压系统的设计需要考虑以下几个方面:1. 工作压力:根据铣床的工作需求和液压元件的承载能力,确定液压系统的工作压力。
通常,专用铣床的工作压力在10-20MPa之间。
2. 流量需求:根据铣床的工作速度和移动距离,确定液压系统的流量需求。
流量的大小直接影响液压系统的响应速度和工作效率。
3. 液压元件的选择:根据液压系统的工作压力和流量需求,选择适当的液压元件,如液压泵、液压阀、液压缸等。
液压元件的选择要考虑其工作性能、可靠性和维护成本等因素。
4. 液压系统的控制方式:根据铣床的工作需求,确定液压系统的控制方式。
常见的控制方式有手动控制、自动控制和数控控制等。
三、液压系统设计步骤1. 确定系统要求:根据专用铣床的工作特点和要求,明确液压系统的工作压力、流量需求和控制方式等。
2. 选择液压元件:根据系统要求,选择合适的液压元件。
液压泵的选择要考虑其流量和压力特性;液压阀的选择要考虑其控制特性和可靠性;液压缸的选择要考虑其负载能力和运动特性等。
3. 绘制液压系统图:根据系统要求和液压元件的选择,绘制液压系统图。
液压系统图应包括液压泵、液压阀、液压缸等液压元件的连接关系和管路布置。
4. 计算液压系统参数:根据系统要求和液压元件的特性,计算液压系统的参数,如泵的流量和压力、液压缸的负载和速度等。
5. 设计液压系统控制装置:根据系统要求和控制方式,设计液压系统的控制装置。
控制装置可以采用手动操作、电气控制或计算机控制等方式。
液压课程设计-专用铣床的液压系统
液压课程设计-专用铣床的液压系统液压课程设计专用铣床的液压系统一、概述本课程设计主要涉及液压系统的设计和操作,即专用液压铣床系统。
铣床是一种机械工具,广泛应用于机械制造和金属加工领域。
它有三个运动轴,一个叫X轴,一个叫Y轴,一个叫Z轴,可以根据用户的需求加工各种特殊轨迹和各种复杂部件,最大限度地提高零件精度和生产效率。
由于专用液压铣床系统高效可靠,易于操作和维护,以及体积小巧,因此在工业场景中越来越多地使用。
二、特点1. 复杂可靠:液压系统有多种部件组成,由油泵、液压缸、液压回路、液压控制器及元件等构成,系统不同元件之间能够发生相互协同作用,实现高可靠的操作。
2. 精确控制:凭借特殊的液压控制器,可以根据用户的实际需要,智能控制液压系统的各部件,实现高精度的控制,保证加工准确。
3. 高度集成:相比于传统的控制结构,液压系统的优势在于所有液压部件能够直接安装在液压床头上,易于安装,降低了空间损耗,降低了系统重量,提高系统效率。
1. 系统分析:专用液压铣床的液压系统的设计可以广泛应用于工业领域。
因此,在进行设计之前,应对系统进行充分分析,确定系统的工作压力、移动速度等参数,以选择合适的液压元件。
2. 元件选择:为了使液压系统能够正常工作,还需要正确选择元件,包括液压缸、液控开关、油泵等,确保系统能够满足用户的使用需求。
3. 线路布置:完成全部组件的选择之后,即可开始绘制液压系统的线路图,此过程要根据系统的实际运行情况和特性进行计算,建立完善的液压系统回路结构。
四、总结本课程设计论述了专用液压铣床的液压系统的设计,介绍了系统的特点和设计步骤。
可见,正确的液压系统设计对于专用液压铣床的使用有很大的帮助,其声明能够保证系统的高效性、稳定性、可靠性和安全性,提高加工效率并确保零件精度。
专用铣床的液压系统
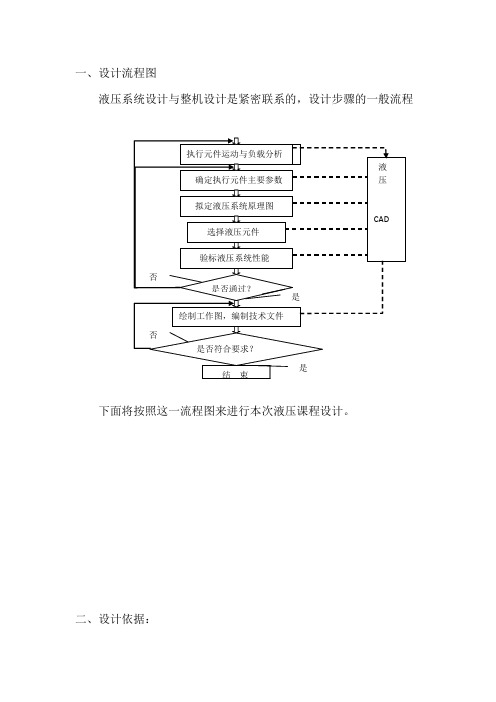
一、设计流程图液压系统设计与整机设计是紧密联系的,设计步骤的一般流程下面将按照这一流程图来进行本次液压课程设计。
二、设计依据:明确液压系统的设计要求 执行元件运动与负载分析 确定执行元件主要参数 拟定液压系统原理图 选择液压元件 验标液压系统性能是否通过?绘制工作图,编制技术文件是否符合要求? 结 束液压 CAD否否是是设计一台专用铣床的液压系统,铣头驱动电机的功率N=7.5KW,铣刀直径为D=100mm,转速为n=300rpm,若工作台重量400kg,工件及夹具最大重量为150kg,工作台总行程L=400mm,工进为100mm,快退,快进速度为5m/min,工进速度为50~1000mm/min,加速、减速时间t=0.05s,工作台用平导轨,静摩擦系数fj=0.2,动摩擦系数fd=0.1。
设计此专用铣床液压系统。
三、工况分析液压系统的工况分析是指对液压执行元件进行运动分析和负载分析,目的是查明每个执行元件在各自工作过程中的流量、压力、功率的变化规律,作为拟定液压系统方案,确定系统主要参数(压力和流量)的依据。
负载分析 (一) 外负载Fw=1000P/V=60000·1000P/ 3.14Dn=4774.65N (二) 阻力负载静摩擦力:Ffj=(G1+G2)·fj其中 Ffj —静摩擦力N G1、G2—工作台及工件的重量N fj —静摩擦系数 由设计依据可得:Ffj=(G1+G2)·fj=(4500+1500)X0.2=1200N 动摩擦力Ffd=(G1+G2)·fd 其中 Ffd —动摩擦力N fd —动摩擦系数同理可得: Ffd=(G1+G2)·fd=(4500+1500)X0.1=600N(三) 惯性负载机床工作部件的总质量m=(G1+G2)/g=6000/9.81=611.6kg惯性力Fm=m ·a==1019.37N其中:a —执行元件加速度 m/s ² 0t u u a t-=ut —执行元件末速度 m/s ² u0—执行元件初速度m/s ²t —执行元件加速时间s因此,执行元件在各动作阶段中负载计算如下表所示: (查液压缸的机械效率为0.96,可计算液压缸各段负载,如下表) 工况 油缸负载(N ) 液压缸负载(N ) 液压缸推力(N ) 启动 F=Ffj 1200 1250 加速 F=Ffd+Fm 1619.37 1686.84 快进 F=Ffd 600 625 工进 F=Ffd+ Fw 5374.65 5598.60 快退F=Ffd600625按上表的数值绘制负载如图所示。
实例二液压专用铣床液压系统设计

实例二液压专用铣床液压系统设计设计要求:设计一台成型加工的液压专用铣床,要求机床工作台上一次可安装两只工件,并能同时加工。
工件的上料、卸料由手工完成,工件的夹紧及工作台进给由液压系统完成。
机床的工作循环为:手工上料→工件自动夹紧→工作台快进→铣削进给(工进) →工作台快退→夹具松开→手动卸料。
运动部件总重力G=25000N切削力F w=18000N快进行程l1=300mm工进行程l2=80mm快进、快退速度v1=v3=5m/min工进速度v2=100~600mm/min启动时间△t=夹紧力F j=30000N行程l j=15mm夹紧时间△t j=1s工作台采用平导轨,导轨间静摩擦系数fs=,动摩擦系数f d=,要求工作台能在任意位置上停留一.分析工况及主机工作要求,拟订液压系统方案1.确定执行元件类型夹紧工件,由液压缸完成。
因要求同时安装、加工两只工件,故设置两个并联的、缸筒固定的单活塞杆液压缸。
其动作为:工作台要完成单向进给运动,先采用固定的单活塞杆液压缸。
其动作为:2.确定执行元件的负载、速度变化范围(1)夹紧缸惯性力和摩擦力可以忽略不计,夹紧力F=300000N。
(2)工作缸工作负载F w=18000N运动部件惯性负载)(2.4245.006058.925000N t v g G F a =-⨯=∆∆⨯=导轨静摩擦阻力F fs =f s G =×25000N=5000N 导轨动摩擦阻力F fd =f d G =×25000N=2500N根据已知条件计算出执行元件各工作阶段的负载及速度要求,列入下表:二1.初定系统压力根据机器类型和负载大小,参考,初定系统压力p 1=3MPa 。
2.计算液压缸的主要尺寸(1)夹紧缸按工作要求,夹紧力由两并联的液压缸提供,则m p FD 0798.010314.323000042461=⨯⨯⨯⨯==π根据国标,取夹紧缸内径D =80mm ,活塞杆直径d ==50mm 。
专用铣床液压系统设计课程设计

专用铣床液压系统设计课程设计引言:专用铣床液压系统设计是现代工程领域中一门重要的课程。
液压系统在工业生产中起着至关重要的作用,而专用铣床液压系统则是在铣床加工过程中用于控制和驱动铣刀、工作台等部件的关键系统。
本文将介绍专用铣床液压系统的设计过程和原理,并提供一些设计方案和注意事项。
一、液压系统的基本原理液压系统利用液体传递力和能量,实现机械设备的控制和驱动。
液压系统由液压泵、液压缸、液压阀和液压管路等组成。
液压泵通过机械能转化为液体压力能,液压阀控制液体的流动方向和流量,液压缸则将液体的压力能转化为机械能。
二、专用铣床液压系统设计的基本要求1. 功能要求:液压系统应能够实现铣床的各种操作,如起动、加工和停止等。
2. 系统稳定性:系统在工作过程中应具有较高的稳定性和可靠性,能够保证加工精度和加工质量。
3. 控制灵活性:液压系统应具备灵活的控制能力,能够满足不同加工工件的需求。
4. 安全性:液压系统设计应考虑到安全因素,如过载保护、漏油报警等。
5. 经济性:液压系统的设计应尽可能降低成本,并提高能源利用效率。
三、专用铣床液压系统设计的步骤1. 确定系统的工作压力和流量:根据铣床的加工要求和工作负荷,确定液压系统的工作压力和流量。
同时要考虑系统的泄漏和能量损失。
2. 选择液压元件:根据系统的工作压力、流量和控制要求,选择合适的液压泵、液压缸、液压阀等元件。
要考虑到元件的质量、可靠性和维修方便性。
3. 设计液压回路:根据铣床的工作过程和控制要求,设计合适的液压回路。
液压回路的设计应考虑到系统的稳定性、控制灵活性和安全性。
4. 设计液压管路:根据液压回路的设计,设计合适的液压管路。
液压管路的设计应考虑到管路的阻力、泄漏和安装方便性。
5. 进行系统的仿真和优化:通过液压系统仿真软件对系统的性能进行评估和优化,以确保系统的稳定性和可靠性。
6. 进行系统的实验验证:根据设计结果,进行液压系统的实验验证。
通过实验数据的分析和对比,评估系统的性能和可靠性。
液压传动课程设计设计---液压专用铣床的液压系统
液压传动课程设计设计---液压专用铣床的液压系统目前,液压技术广泛应用于生产高精度的金属组件,如汽车零件、机械工程零部件等。
液压专用铣床是液压系统的重要组成部分,能够实现传动驱动和控制。
本文旨在设计一种用于液压铣床的液压系统。
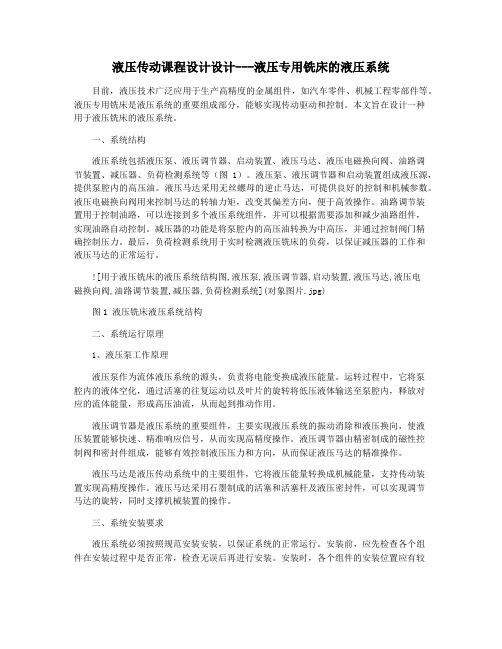
一、系统结构液压系统包括液压泵、液压调节器、启动装置、液压马达、液压电磁换向阀、油路调节装置、减压器、负荷检测系统等(图1)。
液压泵、液压调节器和启动装置组成液压源,提供泵腔内的高压油。
液压马达采用无丝螺母的逆止马达,可提供良好的控制和机械参数。
液压电磁换向阀用来控制马达的转轴力矩,改变其偏差方向,便于高效操作。
油路调节装置用于控制油路,可以连接到多个液压系统组件,并可以根据需要添加和减少油路组件,实现油路自动控制。
减压器的功能是将泵腔内的高压油转换为中高压,并通过控制阀门精确控制压力。
最后,负荷检测系统用于实时检测液压铣床的负荷,以保证减压器的工作和液压马达的正常运行。
图1 液压铣床液压系统结构二、系统运行原理1、液压泵工作原理液压泵作为流体液压系统的源头,负责将电能变换成液压能量。
运转过程中,它将泵腔内的液体空化,通过活塞的往复运动以及叶片的旋转将低压液体输送至泵腔内,释放对应的流体能量,形成高压油流,从而起到推动作用。
液压调节器是液压系统的重要组件,主要实现液压系统的振动消除和液压换向,使液压装置能够快速、精准响应信号,从而实现高精度操作。
液压调节器由精密制成的磁性控制阀和密封件组成,能够有效控制液压压力和方向,从而保证液压马达的精准操作。
液压马达是液压传动系统中的主要组件,它将液压能量转换成机械能量,支持传动装置实现高精度操作。
液压马达采用石墨制成的活塞和活塞杆及液压密封件,可以实现调节马达的旋转,同时支撑机械装置的操作。
专用铣床液压系统设计课程设计

专用铣床液压系统设计课程设计专用铣床液压系统设计是机械工程领域中的重要课程之一。
液压系统在现代机械设备中发挥着至关重要的作用,它能够提供稳定、高效的动力传输和控制,使机械设备具备更高的性能和精度。
在设计专用铣床液压系统时,首先需要对铣床的工作原理和工作过程进行全面的了解。
铣床主要由工作台、切削刀具、进给机构和液压系统等组成。
液压系统是铣床的动力源,它通过液压马达提供动力,控制工作台和切削刀具的位置和运动速度。
在设计液压系统时,需要考虑以下几个方面:1. 动力需求:根据铣床的工作负荷和运行速度,确定液压系统的功率和流量需求。
同时,还需要考虑工作台和切削刀具的运动速度和精度要求,以确定液压系统的工作压力和控制精度。
2. 液压元件选择:根据系统的工作参数和要求,选择合适的液压元件,包括液压马达、液压泵、液压缸、液压阀等。
液压元件的选择应考虑其工作压力、流量、尺寸和性能等因素。
3. 液压系统布局:根据铣床的结构和装配要求,合理布置液压系统的各个组成部分,确保液压管路的连接可靠、紧凑,且易于维护和维修。
4. 控制系统设计:液压系统的控制是铣床工作的关键。
通过合理的控制系统设计,可以实现对工作台和切削刀具的位置和运动速度的精确控制。
控制系统通常包括传感器、执行器和控制器等组成部分,通过反馈控制算法实现对液压系统的控制。
5. 安全保护措施:设计液压系统时,还需要考虑安全保护措施,以防止意外事故的发生。
例如,可以设置液压系统的过载保护装置,当系统压力超过设定值时自动停机,以保护设备和操作人员的安全。
专用铣床液压系统设计课程设计的目的是培养学生对液压系统设计的能力,使其能够独立完成液压系统的设计和调试工作。
通过课程设计,学生不仅可以掌握液压系统设计的基本原理和方法,还可以了解液压系统在实际工程中的应用和发展趋势。
专用铣床液压系统设计课程设计是机械工程领域中的重要课程之一。
通过学习这门课程,可以培养学生的设计能力和创新思维,为他们今后从事机械设计和研发工作打下坚实的基础。
专用铣床液压传动系统设计

毕业设计(论文)专用铣床液压系统设计Special milling machine hydraulic system design系名:专业班级:学生姓名:学号:指导教师姓名:指导教师职称:二○**年六月任务书目录引言 (6)第一章概述 (7)1.1 设计的目的 (7)1.2 设计的要求 (7)1.3 设计题目 (8)第二章工况分析 (9)2.1 工作负载 (9)2.2 摩擦阻力 (9)2.3 惯性负载 (9)第三章绘制负载图、速度图和动作循环图 (11)第四章初步确定液压缸的参数 (13)4.1初步确定液压缸的参数 (13)4.2 计算液压缸的尺寸 (13)4.3 液压缸工况 (13)第五章拟定液压原理图 (16)5.1选择液压基本回路 (16)5.2 组成系统图 (18)第六章选择液压元件 (20)6.1液压传动系统 (20)6.2 液压装置的结构设计,绘制工作图及编译技术文件 (20)6.3 液压传动系统参数及元件选择 (20)6.4 确定系统工作压力 (21)6.5执行元件控制方案拟定 (21)6.6确定执行元件的主要参数 (21)6.7确定液压泵的工作压力和流量计算 (22)6.8控制阀的选择 (22)6.9确定油箱直径 (22)第七章液压系统的性能验算 (23)结论 (25)致谢 (26)参考文献: (27)专用铣床液压系统设计摘要液压系统是以电机提供动力基础,使用液压泵将机械能转化为压力,推动液压油。
通过控制各种阀门改变液压油的流向,从而推动液压缸做出不同行程、不同方向的动作。
完成各种设备不同的动作需要。
液压系统已经在各个工业部门及农林牧渔等许多部门得到愈来愈广泛的应用,而且愈先进的设备,其应用液压系统的部分就愈多。
所以像我们这样的大学生学习和亲手设计一个简单的液压系统是非常有意义的。
关键词液压传动、稳定性、液压系统Special milling machine hydraulic system designAbstract The special milling machines, hydraulic system design in the design programme and the hydraulic system shall be able to finish the work into fast forward, and backed out when the milling machine architecture to understand and grasp for the hydraulic knowledge on the basis of from a given conditions, and the value analysis of the theory with practice, the work of drawing in autocad software diagram of the hydraulic system, the principle of the assembly drawing and analyzing the parts, the process, Set down to a time too short, the time of the short, at the start of the larger, slow down a short time will result in oscillatory too much, so damage to equipment, make failure of the jug, the main argument is based on innovation innovation power, the motor drivers head first, revolution speed and work in the process of the maximum load and the itinerary for design calculations.Friction factor is also a need to think of it. although friction of the relatively small, but will also be affected. the design of the difficulty is mainly the principle of the analysis and design purpose is to achieve appropriate control, and to choose a relative rationality, high precision, economically affordable hydraulic components, and design talents widely used.Key words hydraulic transmission, control system, hydraulic system.引言目前,随着电子、信息等高新技术的不断发展及市场需求个性化与多样化,世界各国都把机械制造技术的研究和开发作为国家的关键技术进行优先发展,将其他学科的高技术成果引入机械制造业中。
毕业设计(论文)-专用铣床液压系统设计[管理资料]
![毕业设计(论文)-专用铣床液压系统设计[管理资料]](https://img.taocdn.com/s3/m/02a031f2b52acfc788ebc95f.png)
专用铣床液压系统设计1 前言相对于机械传动,液压传动是一门新的技术。
液压传动与机械传动、电力传动、气压传动相比,具有相当多的优点,因此在国民经济各个部门中都得到了广泛的应用,并且具有相当广阔的发展前景。
机床中采用液压传动主要是因为液压传动可以实现无极变速、易于实现自动化、能够实现频繁的往复运动。
目前,我国已经形成了门类齐全的标准化、系列化和通用化液压元件系列产品。
同时,我国在消化、吸收国外先进液压技术的同时,大力研发国产液压元件新的产品,加强了产品质量可靠性以及新技术应有的研究,不断的调整产品结构,对一些差的液压件产品采取逐步淘汰的措施。
因此,随着科学技术的不断向前发展,液压技术将越来越成熟,应用更加广泛。
本文通过一系列的论证,从选取液压系统方案入手,对专业铣床的液压系统进行了分析和设计。
在设计过程中,我贯彻少而精、理论与实际相结合的原则,主要对液压系统和液压缸进行了设计,最后对部分零部件用PROE进行了实体建模。
在设计专业铣床液压系统中,汪老师对本设计给予了极大的帮助和辅导,在此我向汪老师表示衷心的感谢。
由于个人水平和能力有限,文中难免存在疏漏和不足,谬误及不妥之处敬请老师指正。
2 选题背景题目来源及题目类别:题目来源:生产实际和老师的科学研究题目类别:毕业设计研究的目的和意义液压系统设计是一个综合实践性教学环节,通过该毕业设计,要求达到以下目的:1. 巩固和深化已学知识,掌握液压系统设计计算的一般方法和步骤,培养学生工程设计能力和综合分析问题、解决问题能力;2. 正确合理地确定执行机构,选用标准液压元件;能熟练地运用液压基本回路、组合成满足基本性能要求的液压系统;3. 熟悉并会运用有关的国家标准、部颁标准、设计手册和产品样本等技术资料。
对学生在计算、制图、运用设计资料以及经验估算、考虑技术决策、CAD技术等方面的基本技能进行一次训练,以提高这些技能的水平。
国内外专用铣床的发展和研究状况“十五”以来,尤其是最近二、三年,随着国民经济的持续发展和国家对国产数控机床的大力支持,我国许多重要行业对加工中心和数控铣床的需求愈来愈大。
专业铣床液压系统课程设计

专业铣床液压系统课程设计一、课程目标知识目标:1. 让学生掌握铣床液压系统的基本原理和组成部分,理解各部件的功能和相互关系。
2. 使学生了解液压系统在铣床操作中的应用,掌握液压系统的操作方法和注意事项。
3. 帮助学生理解液压系统的故障分析与维护方法,提高实际操作能力。
技能目标:1. 培养学生运用所学知识,分析并解决铣床液压系统实际问题的能力。
2. 提高学生实际操作铣床液压系统的技能,熟练掌握各项操作要领。
3. 培养学生团队合作意识,学会在团队中分工协作,共同完成液压系统的安装、调试和维护。
情感态度价值观目标:1. 培养学生对机械加工行业的热爱,激发学习兴趣,树立正确的职业观念。
2. 引导学生树立安全意识,注重操作规范,养成良好的操作习惯。
3. 培养学生勇于探索、积极进取的精神风貌,面对液压系统故障时,敢于挑战,善于解决问题。
课程性质:本课程为专业实践课程,注重理论知识与实际操作相结合,以培养学生的实际操作能力和解决实际问题的能力为主要目标。
学生特点:学生已具备一定的机械基础知识,对铣床操作有初步了解,但对液压系统知识掌握有限,需要结合实际操作进行深入学习。
教学要求:教师需采用理论讲解、案例分析、实际操作相结合的教学方法,注重引导学生主动参与,提高学生的实践操作能力。
同时,加强对学生的个别辅导,确保课程目标的达成。
二、教学内容1. 液压系统基础知识:介绍液压系统的基本原理、组成部分及其功能,包括液压泵、液压缸、液压阀、油箱、管路等。
教材章节:第二章 液压系统基础知识2. 铣床液压系统组成与工作原理:分析铣床液压系统的具体组成,讲解其工作原理及在铣床操作中的应用。
教材章节:第三章 铣床液压系统组成与工作原理3. 液压系统操作与维护:详细介绍液压系统的操作方法、注意事项,以及日常维护和故障排除方法。
教材章节:第四章 液压系统操作与维护4. 液压系统故障分析与处理:结合实际案例,分析液压系统常见故障及其原因,讲解故障处理方法。
液压专用铣床液压系统的设计共18页文档

31、只有永远躺在泥坑里的人,才不会再掉进坑里。——黑格尔 32、希望的灯一旦熄灭,生活刹那间变成了一片黑暗。——普列姆昌德 33、希望是人生的乳母。——科策布 34、形成天才的决定因素应该是勤奋。——郭沫若 35、学到很多东西的诀窍,就是一下子不要学很多。——洛克
液压பைடு நூலகம்用铣床液压系统的设计
11、获得的成功越大,就越令人高兴 。野心 是使人 勤奋的 原因, 节制使 人枯萎 。 12、不问收获,只问耕耘。如同种树 ,先有 根茎, 再有枝 叶,尔 后花实 ,好好 劳动, 不要想 太多, 那样只 会使人 胆孝懒 惰,因 为不实 践,甚 至不接 触社会 ,难道 你是野 人。(名 言网) 13、不怕,不悔(虽然只有四个字,但 常看常 新。 14、我在心里默默地为每一个人祝福 。我爱 自己, 我用清 洁与节 制来珍 惜我的 身体, 我用智 慧和知 识充实 我的头 脑。 15、这世上的一切都借希望而完成。 农夫不 会播下 一粒玉 米,如 果他不 曾希望 它长成 种籽; 单身汉 不会娶 妻,如 果他不 曾希望 有小孩 ;商人 或手艺 人不会 工作, 如果他 不曾希 望因此 而有收 益。-- 马钉路 德。
专用铣床液压系统设计
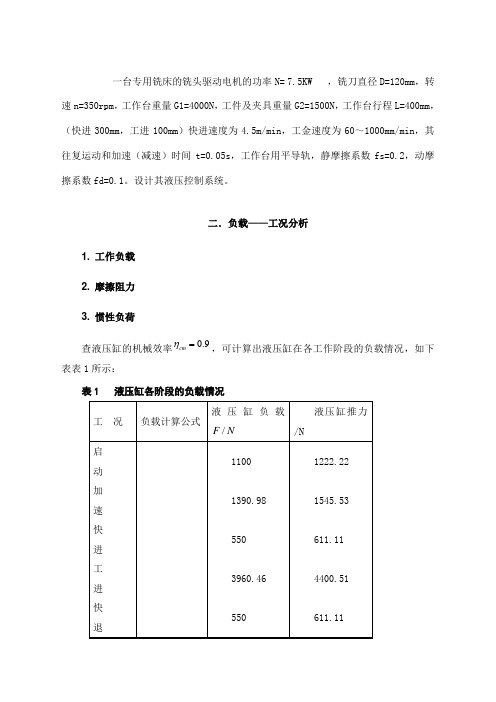
一台专用铣床的铣头驱动电机的功率N= 7.5KW ,铣刀直径D=120mm,转速n=350rpm,工作台重量G1=4000N,工件及夹具重量G2=1500N,工作台行程L=400mm,(快进300mm,工进100mm)快进速度为4.5m/min,工金速度为60~1000mm/min,其往复运动和加速(减速)时间t=0.05s,工作台用平导轨,静摩擦系数fs=0.2,动摩擦系数fd=0.1。
设计其液压控制系统。
二.负载——工况分析1. 工作负载2. 摩擦阻力3. 惯性负荷查液压缸的机械效率0.9cmη=,可计算出液压缸在各工作阶段的负载情况,如下表表1所示:表1 液压缸各阶段的负载情况三.绘制负载图和速度图根据工况负载和以知速度1v 和2v及行程S ,可绘制负载图和速度图,如下图(图1、图2)所示:图1(负载图) 图2(速度图)四.初步确定液压缸的参数 1. 初选液压缸的工作压力。
查各类液压设备常用工作压力初选, 2.计算液压缸尺寸。
选用差动液压缸,无杆腔与有杆腔的有效面积为122A A =;回油路上有背压阀或调压阀,取背压52810p Pa=⨯;回油管路压力损失5510p Pa ∆=⨯。
按JB2183—77取标准值 D=50mm活塞杆的直径d 为:0.70.75035d D mm ==⨯= 由此求得液压缸的实际有效工作面积3.液压缸工作循环中各阶段的压力、流量和功率的计算值如下表2所示:表2 液压缸所需的实际流量、压力和功率4.液压缸的工况分析选择调速回路由图1可知,这台机床液压系统功率较小,滑台运动速度低,工作负载为阻力负载且工作中变化小,故可选用进口节流调速回路。
为防止铣完工作时负载突然消失引起运动部件前冲,在回油路上加被压阀。
由于系统选用节流调速方式,系统必然为开式循环系统。
(1)选择油源形式从工况图可以清楚看出,在工作循环内,液压缸要求油源提供快进、快退行程的低压大流量和工进行程的高压小流量的油液。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
实例二液压专用铣床液压系统设计设计要求:设计一台成型加工的液压专用铣床,要求机床工作台上一次可安装两只工件,并能同时加工。
工件的上料、卸料由手工完成,工件的夹紧及工作台进给由液压系统完成。
机床的工作循环为:手工上料→工件自动夹紧→工作台快进→铣削进给(工进) →工作台快退→夹具松开→手动卸料。
参数要求:运动部件总重力G=25000N切削力F w=18000N快进行程l1=300mm工进行程l2=80mm快进、快退速度v1=v3=5m/min工进速度v2=100~600mm/min启动时间△t=0.5s夹紧力F j=30000N行程l j=15mm夹紧时间△t j=1s工作台采用平导轨,导轨间静摩擦系数fs=0.2,动摩擦系数f d=0.1,要求工作台能在任意位置上停留一.分析工况及主机工作要求,拟订液压系统方案1.确定执行元件类型夹紧工件,由液压缸完成。
因要求同时安装、加工两只工件,故设置两个并联的、缸筒固定的单活塞杆液压缸。
其动作为:工作台要完成单向进给运动,先采用固定的单活塞杆液压缸。
其动作为:2. 确定执行元件的负载、速度变化范围(1)夹紧缸 惯性力和摩擦力可以忽略不计,夹紧力F =300000N 。
(2)工作缸 工作负载F w =18000N 运动部件惯性负载)(2.4245.006058.925000N t v g G F a =-⨯=∆∆⨯=导轨静摩擦阻力F fs =f s G =0.2×25000N=5000N 导轨动摩擦阻力F fd =f d G =0.1×25000N=2500N根据已知条件计算出执行元件各工作阶段的负载及速度要求,列入下表:表2 工作循环各阶段的负载及速度要求二 1.初定系统压力根据机器类型和负载大小,参考,初定系统压力p 1=3MPa 。
2.计算液压缸的主要尺寸(1)夹紧缸按工作要求,夹紧力由两并联的液压缸提供,则m p F D 0798.010314.323000042461=⨯⨯⨯⨯==π根据国标,取夹紧缸内径D =80mm ,活塞杆直径d =0.6D =50mm 。
(2)工作缸由表2可知,工作缸的最大负载F =20500N ,取液压缸的回油背压p 2=0.5MPa ,机械效率ηcm =0.95,则m p p F D cm 1.095.010]5.0)7.01(3[14.3205004])1([462221=⨯⨯⨯--⨯=--=ηϕπ 根据国标,取工作缸内径D =100mm ,活塞杆直径d 按杆径比d /D =0.7得d =70mm 。
3.计算液压缸各个工作阶段的工作压力、流量和功率根据液压缸的负载和速度要求以及液压缸的有效作用面积,可以算出液压缸工作过程中各阶段的压力、流量和功率。
在计算过程中,工进时因回油节流调速,背压取p b=0.8MPa,快退时背压取p b=0.5MPa,液压缸回油口到进油口之间的压力损失取△p=0.5MPa,见表3。
表3液压缸所需的实际流量、压力和功率工作循环负载F(N)进油压力p j(Pa)回油压力p m(Pa)所需流量q(L/min)输入功率P(kW)夹紧30000 p j=F/2A夹1=29.86×1050 q=2A夹1L/△t=9 0.448工作台差动快进2500 p j=(F+△pA2)/(A1-A2)=11.68×10516.68×105q=(A1-A2)v1=19.20.374工进20500 p j=(F+p b·A2)/A1=30.19×1058×105q=A1v2=4.71 0.237 快退2500 p j=(F+p b·A2)/A2=16.06×1055×105q=A2v3=20 0.535三. 拟订液压系统方案1.确定油源及调速方式铣床液压系统的功率不大,为使系统结构简单,工作可靠,决定采用定量泵供油。
考虑到铣床可能受到负值负载,故采用回油路调速阀节流调速方式。
2.选择换向回路及速度换接方式为实现工件夹紧后工作台自动启动,采用夹紧回路上的压力继电器发讯,由电磁换向阀实现工作台的自动启动和换向。
要求工作台能在任意位置停止,泵不卸载,故电磁阀必须选择O型机能的三位四通阀。
由于要求工作台快进与快退速度相等,故快进时采用差动连接,且液压缸活塞杆直径d≈0.7D。
快进和工进的速度换接用二位三通电磁阀来实现。
3.选择夹紧回路用二位四通电磁阀来控制夹紧换向动作。
为了避免工作时因突然失电而工件被松开,此处应采用失电夹紧方式,以增加安全可靠性。
为了能够调节夹紧力的大小,保持夹紧力的稳定且不受主油路压力的影响,该回路上应该装上减压阀和单向阀。
考虑到泵的供油量会超过夹紧速度的需要,故在回路中需串接一个固定节流器(装在换向阀的P口)。
最后,将所选择的回路组合起来,即组成图1所示的液压系统原理图。
电磁铁动作顺序表见表4。
表4液压专用铣床电磁铁动作顺序表1Y 2Y 3Y 4Y 1K 夹紧工件+工作缸快进+ + +工作缸工进+ +工作缸快退+ +松开工件+ -图1 专用铣床液压系统原理图1-双联叶片泵;2、4、8-换向阀;3-单向调速阀;5-减压阀;6、11-单向阀;7-节流器;9-压力继电器;10-溢流阀;12-外控顺序阀;13-过滤器;14-压力表开关想一想:为什么油源选择双泵供油?因为工进和快退的过程中,所需流量差别较大。
若按较大流量选择单泵,则在工进时流量损失过大不可取。
选用变量泵成本较高。
因此综合考虑选取双泵。
四. 选择元件1.选择液压泵泵的最大工作压力p p=p1+∑Δp式中p1—液压缸最高工作压力,此处为3.019MPa;∑Δp—液压缸进油路压力损失。
因系统较简单,取∑Δp=0.5MPa。
则p p=p1+∑Δp=(3.019+0.5)MPa=3.519MPa为使泵有一定压力储备,取泵的额定压力p s≥1.25p p≈4.4MPa。
泵的最大流量q pmax=K(∑q)max式中:(∑q)max—同时动作的执行元件所需流量之和的最大值。
这里夹紧缸和工作缸不同时动作,故取(∑Δp)max为工作缸所需最大流量20(L/min)。
K—泄露系数,取K=1.2。
则q max=K(∑Δp)max=1.2×20(L/min)=24(L/min)。
表3液压缸所需的实际流量、压力和功率由表3可知,工进时所需流量最小是4.71L/min,设溢流阀最小溢流量为2.5L/min,则需泵的最小供油量q min=K(q+q溢)=1.2×(4.71+2.5)L/min=8.652L/min。
比较工作缸工进和快进、快退工况可看出,液压系统工作循环主要由低压大流量和高压小流量两个阶段组成。
显然,采用单个定量泵供油,功率损失大,系统效率低。
故选用双泵供油形式比较合理。
这样,小泵流量可按q p1≥8.652L/min选择,大泵流量按q p2≥q max-q1=15.35L/min选择。
根据上面计算的压力和流量,查产品样本,选用YB10/16型双联叶片泵。
该泵的额定压力p s=6.3MPa,额定转速n s=960r/min。
2.选择液压泵的驱动电机系统为双泵供油系统,其中小泵的流量q p1=10×10-3/60m3/s=0.167×10-3m3/s,大泵的流量q p2=16×10-3/60m3/s=0.267×10-3m3/s。
工作缸差动快进、快退时两个泵同时向系统供油,工进时,小泵向系统供油,大泵卸载。
下面分别计算三个阶段所需要的电机功率P。
(1)差动快进时,大泵的出口压力油经单向阀11后与小泵汇合,然后经三位四通阀2进入工作缸大腔,工作缸大腔的压力p1=11.68×105Pa。
查阀产品样本可知,小泵的出口到工作缸大腔之间的压力损失△p1=2×105Pa,大泵出口到小泵出口的压力失△p2=1.5×105Pa。
于是由计算可得小泵出口压力为p p1=13.68×105Pa(小泵的总效率η1=0.5),大泵出口压力p p2=15.18×105Pa(大泵的总效率η2=0.5)。
故电机功率为P1=p p1q1/η1+p p2q2/η2=(13.68×105×0.167×10-3/0.5+15.18×105×0.267×10-3/0.5)W=1267.5W(2)工进时,小泵的出口压力p p1=p1+△p1=32.19×105Pa,大泵卸载,卸载压力取p p2=2×105Pa(小泵的总效率η1=0.5,大泵的总效率η2=0.3)。
故电机功率为P2=p p1q1/η1+p p2q2/η2=(32.19×105×0.167×10-3/0.5+2×105×0.267×10-3/0.3)W=1253.15W(3)快退时,大、小泵出口油液要往二位三通阀4进入工作缸的小腔,即从泵的出口到小腔之间的压力损失△p=5.5×105Pa,于是小泵出口压力p p1=21.56×105Pa(小泵的总效率η1=0.5),大泵出口压力p p2=23.06×105Pa(大泵的总效率η2=0.5)。
故电机功率为P3=p p1q1/η1+p p2q2/η2=(21.56×105×0.167×10-3/0.5+23.06×105×0.267×10-3/0.5)W=1951.5W综合比较,快退时所需功率最大。
据此查产品样本选用Y112M-6型异步电机。
电机功率为2.2KW,额定转速为940r/min。
3.选择液压阀根据液压阀在系统中的最高工作压力与通过该阀的最大流量,可选出这些元件的型号及规格。
选定的元件列于表5中。
表5液压元件明细表说明:(1)工作缸的换向阀3,在快进时通过双泵的供油量之和为26L/min ,在快退时通过工作缸大腔排出的流量为A 1/A 2·(q 1+q 2)≈52L/min ,所以选择阀3的额定流量为60L/min 。
(2)夹紧缸在动作过程中,由于固定节流器8的阻尼作用,大泵2卸载,仅由小泵1供油,故选择夹紧回路中的液压阀的额定流量为25L/min 。
(3)过滤器按液压泵额定流量的两倍选取吸油用线隙式过滤器。
(4)固定节流器的尺寸计算。
取固定节流器的长径比l /d =4。
由短孔的流量公式得)/2(ρp C q A d ∆=。
这里q 为泵1的额定流量L/min ;△p 为夹紧缸启动时节流器前后的压力差,此时应为泵2的卸载压力,初定为20×105Pa ;C d 为短孔流量系数,取0.82。