汽车大梁生产线全液压铆接机液压系统设计说明书
汽车起重机液压系统设计方案
汽车起重机液压系统设计方案汽车起重机液压系统设计方案1. 引言汽车起重机在现代建筑和工程领域起着至关重要的作用。
它们能够提供强大的力量和卓越的稳定性,使得重物的搬运和抬升变得更加高效和安全。
在汽车起重机的设计中,液压系统起着至关重要的作用,因为它能够提供所需的力量和控制。
2. 液压系统的基本原理液压系统通过液体的力量来传递力和控制机械运动。
它由液压泵、液压马达、液压缸、液压阀和液压管路等组成。
液压系统中的液体通常是油,因为油具有优秀的润滑性和稳定性。
3. 液压系统设计的关键要素在设计汽车起重机的液压系统时,需要考虑以下关键要素:3.1 力量需求:根据起重机的负载需求和工作环境,确定所需的力量和承载能力。
这将决定液压系统的工作压力和流量。
3.2 系统稳定性:起重机需要具有稳定的运动和控制能力,以确保安全和高效的工作。
液压系统的稳定性取决于系统中的液压阀和液压缸的设计。
3.3 控制灵活性:液压系统应该具有灵活的控制性能,能够满足不同工作条件下的要求。
这意味着液压系统需要具备多种控制模式和控制阀,以实现精确的运动控制。
3.4 节能性:优化液压系统的设计,以减少能源消耗和排放。
这可以通过使用低压系统、高效液压泵和智能控制等技术来实现。
4. 液压系统设计方案4.1 液压泵选择:根据起重机的力量需求和工作压力范围,选择适合的液压泵类型和规格。
常见的液压泵类型包括齿轮泵、柱塞泵和叶片泵等。
4.2 液压缸设计:根据起重机的负载需求和工作范围,设计合适的液压缸。
液压缸应具有足够的承载能力和精确的控制性能。
4.3 液压阀选择:选择适合的液压阀来实现控制需求。
常用的液压阀类型包括方向控制阀、流量控制阀和压力控制阀等。
4.4 控制系统设计:设计一个灵活和精确的控制系统来实现起重机的运动控制。
控制系统可以采用手动操作、自动控制或远程控制等方式。
4.5 液压管路设计:设计合适的液压管路,以确保液压系统的稳定性和可靠性。
管路应具有足够的强度和耐压能力。
探究全液压轮胎式运梁车液压系统设计

探究全液压轮胎式运梁车液压系统设计1、技术背景在铁路、公路及城市轨道交通的桥梁架设施工中,都存在梁片的运输问题,往往都需要复杂程度不一的运梁车与架桥机配套。
上海轨道16号线为U型梁设计的路线,双线u梁设计,轨道梁不仅是承重的结构物,也是运梁车辆运行的通道。
由于单线轨道运输时由于线路窄、自重大、与架桥机喂梁匹配等问题,无法在单线上进行运梁作业。
因此,运梁车必须为专用的运架设备。
由于16号线全长37.92km,在解决好架桥设备的前提下,研制性能可靠、运送效率高的运梁车显得十分关键。
2、设备选型本文通过研究TST250.10G运梁车液压系统设计原理分析,总结其具有以下优点:1)运梁车为轮胎式,采用静压驱动,液压悬挂,液压驱动八组独立控制的液压驱动连杆式转向系统。
2)车架为模块化设计,纵横拼接,便于长短途运输、组装、分解。
3)运梁车主要用来运输大吨位混凝土预制梁,还可以驮运架桥机,实现桥间短途运输,满足架桥转场作业要求。
4)起动时,惯性小、启动快、工作平稳;运行时,易实现快速而无冲击的无级变速,且功率损失小。
5)正反向操作方便;过载能力强;布置方便,传动简化。
6)轮轴载荷平衡:运梁车采用液压悬挂,在运输”U”形梁的过程中,所有悬挂被分成三组,形成三点支承,运梁车的悬挂系统是一个静定结构,在”U”形梁装载位置正确,道路条件符合要求的前提下,所有轮胎的受力是均匀的。
3 .液压系统工作原理及特点运梁车液压系统由两部分组成,行走系统为闭式系统,悬挂转向系统为开式系统。
两台发动机各自驱动四台液压泵,其中两台泵为闭式泵,另两台为开式泵。
闭式泵合流供油,通过电控信号可以独立或同时工作。
液压马达并联连接,解决车轮差速问题。
马达变量采用电控方式。
开式泵合流供油,通过单向阀相互隔离,即使只有一台发动机工作,运梁车依然可以运行。
开式系统的执行机构主要有三个:悬挂、转向、支腿。
1)悬挂系统:悬挂油缸设置管路安全阀,确保悬挂油缸软管爆破时三点支撑不失效,保证运梁车的安全生产。
精编(汽车行业)汽车大梁生产线全液压铆接机液压系统设计说明书

(汽车行业)汽车大梁生产线全液压铆接机液压系统设计说明书毕业设计说明书前言液压系统的设计是整机设计的一部分,通常设计液压系统的步骤的内容大致如下:(1):明确设计要求,进行工况分析;(2):确定液压系统的主要性能参数;(3):拟订液压系统系统图;(4):计算和选择液压件;(5):估算液压系统的性能;(6):绘制工作图,编写技术文件。
明确设计要求,就是明确待设计的液压系统所要完成的运动和所要满足的工作性能。
具体应明确下列设计要求:(1)主系统的类型,布置方式,空间位置;(2)执行元件的运动方式,动作循环及其范围;(3)外界负载的大小,性质几变化范围,执行元件的速度机器变化范围;(4)各液压执行元件动作之间的顺序,转换和互锁要求;(5)工作性能如速度的平稳性,工作的可靠性,装换精度,停留时间等方面的要求;(6)液压系统的工作环境,如温度及变化范围,湿度,震动,冲击,污染,腐蚀或易燃等。
(7)其他要求,如液压装置的重量,外形尺寸,经济性等方面的要求。
一、总体设计思路(1)该铆接机是汽车大梁铆接生产线中的铆接设备,该机由液压站(包括油箱、电动机、液压发生器等)电器控制箱、铆钳、铆接动力液压缸、悬吊装置、小车等部分组成。
2)液压装置采用液压站的行式,板式液压阀装在一个集成块的四个侧面上,进排油管路布置在集体成块下面,输出、回油管路不止在集成块顶面;增压器为分离结构。
集成块体兼做增压器高压小缸,大缸单独制作,小缸和大缸同过螺钉连为一体,液压装置结构紧凑,装配维护方便。
3)液压回路:该液压系统中采用了三种回路:①调压回路,系统中采用了单级调压回路,在泵1的出口处设置仍;之上;且;当下;和;可是;能够;俩;见;某公司;运营;联的溢流阀来控制泵出口的最高工作压力,从而达到系统工作时所需的压力。
②设有增加回路,系统采用了但作用增加器的增压回路,系统选用的低压油泵,如果只用泵的输出的最高工作压力,且无法完成铆接时所需的高压工作压力,如果采用高压油泵,从工作要求上考虑时,可行的,仍;之上;且;当下;和;可是;能够;俩;见;某公司;运营;从经济高度上考虑是不划算的,所以系统中没了单作用增加器的增压回路,以提高铆接中所需的工作压力,这样不管是从工作角度,仍;之上;且;当下;和;可是;能够;俩;见;某公司;运营;是从经济角度上考虑,都是非常合理的。
铆接机液压和气密系统设计参数要求

3.0秒
PC内部记时器
高压时
5.0秒
PC内部记时器
精铆时
0.5秒
PC内部记时器
铆接冲头转速
1430rpm
转速固定
铆接完全吹净时间
铆接高压开始~铆接上升完止
泄漏试验
泄漏上限
2L/min
用流量计的接近开关设定
试验时间
4.0秒
PC内部记时器
动作气缸的空气压力
铆接阀柱护套
0.2MPa
泄漏检查衬套
0.2MPa
高度检测
上限高度
+0.03mm
下限高度
-0.03mm
空气过滤组合中供气压力调定为0.5MPa,压力开关的报警压力为0.4MPa。
铆接机液压系统参数
1最大使用压力:7.5Mpa;
2流量:Q=2.78L/min;
3驱动功率:0.75KW,AC380V50Hz;
4电机转速:1390r/min;
5电磁阀工作电压:DC24V;
5工作介质:46号抗磨液压油;
6油箱有效容积:20L。
具体设定值请参照如下技术要求(表一)设定:
项目
设定值
备注
X1C
X2C
X3C
铆接压力
低压
1.3MPa
1.7MPa
1.7MPa
(=13kg/cm2)推力1430N
高压பைடு நூலகம்
6.4MPa
7.4MPa
7.4MPa
(=75kg/cm2)推力8600N
精铆压力
1.3MPa
1.7MPa
1.7MPa
与低压相同
铆接检查扭力
≥25N
≥39N
≥34N
止动片位移≤0.05mm
铆接时间
汽车起重液压系统设计

汽车起重液压系统设计1 绪论1.1 汽车起重机简介汽车起重机是一种将起重作业部分安装在汽车通用或专用底盘上、具有载重汽车行驶性能的轮式起重机。
根据吊臂结构可分为定长臂、接长臂和伸缩臂三种,前两种多采用桁架结构臂,后一种采用箱形结构臂。
根据动力传动,又可分为机械传动、液压传动和电力传动三种。
因其机动灵活性好,能够迅速转移场地,广泛用于土木工程。
汽车起重机的主要技术性能有最大起重量、整机质量、吊臂全伸长度、吊臂全缩长度、最大起升高度、最小工作半径、起升速度、最大行驶速度等。
1.2 液压系统在汽车起重机上应用及其特点1.2.1 液压系统在汽车起重机上的应用现在普遍使用的汽车起重机多为液压伸缩臂汽车起重机,液压伸缩臂一般有2~4节,最下(最外)一节为基本臂,吊臂内装有液压伸缩机构控制其伸缩。
液压系统要实现其工作目的必须经过动力源→控制机构→机构三个环节。
其中动力源主要是液压泵,传输控制装置主要是一些输油管和各种阀的连接机构,执行机构主要是液压马达和液压缸。
这三种机构的不同组合就形成了不同功能的液压回路。
汽车起重机的液压系统由起升机构,回转机构,变幅机构,伸缩机构和支腿部分等组成,全为液压传动。
泵—马达回路是起重机液压系统的主要回路,按照泵循环方式的不同有开式回路和闭式回路两种。
开式回路中马达的回油直接通回油箱,工作油在油箱中冷却及沉淀过滤后再由液压泵送入系统循环,这样可以防止元件的磨损。
但油箱的体积大,空气和油液的接触机会多,容易渗入。
闭式回路中马达的回油直接与泵的吸油口相连,结构紧凑,但系统结构复杂,散热条件差,需设辅助泵补充泄漏和冷却。
而且要求过滤精度高,但油箱体积小,空气渗入油中的机会少,工作平稳。
1.2.2液压系统在汽车起重机上应用的特点来自汽车发动机的动力经油泵转换到工作机构,其间可以获得很大的传动比,省去了机械传动所需的复杂而笨重的传动装置。
不但使结构紧凑,而且使整机重量大大的减轻,增加了整机的起重性能。
液压系统设计说明书

液压系统设计说明书⽬录第⼀章组合机床⼯况分析 (2)1.1.⼯作负载分析 (3)1.2.惯性负载分析 (3)1.3.阻⼒负载分析 (3)1.4.⼯进速度选择 (3)1.5.运动时间 (3)1.6.运动分析 (4)1.7.根据上述数据绘液压缸F-s与v-s图 (5)第⼆章液压缸主要参数确定 (6)2.1 初选液压缸⼯作压⼒ (6)2.2 计算液压缸主要尺⼨ (6)2.3 活塞杆标准⾏程的确定 (7)2.4 活塞杆稳定性校核 (7)2.5 计算液压缸流量、压⼒和功率 (7)2.6 绘制⼯况图 (9)2.7 液压缸结构设计 (9)2.8 液压缸设计需注意的事项 (10)2.9 液压缸主要零件的材料和技术要求 (10)第三章拟定液压系统图 (11)3.1 动作要求分析 (11)3.2 选⽤执⾏元件 (11)3.3 确定供油⽅式 (11)3.4 调速⽅式选择 (11)3.5 速度换接选择 (12)3.6 换向⽅式选择 (12)3.7 选择调压和卸荷回路 (12)3.8 拟定液压系统原理图 (12)3.9 液压系统⼯作原理 (13)第四章拟定液压系统图 (14)4.1确定液压泵 (14)4.2 计算总流量 (15)4.3 电动机的选择 (15)4.4 阀类元件和辅助元件的选择 (16)4.6 隔板尺⼨的确定 (17)4.7 油管选择 (17)第五章液压系统性能验算 (19)5.1验算系统压⼒损失并确定压⼒阀的调整值 (19)5.2油液温升验算 (21)第六章设计⼼得 (22)附录:参考⽂献 (23)第⼀章组合机床⼯况分析明确设计要求:组合机床动⼒滑台的⼯作要求液压系统在组合机床上主要是⽤于实现⼯作台的直线和回转运动,多数动⼒滑台采⽤液压驱动,以便实现⾃动⼯作循环。
本实验设计⼀台卧式单⾯多轴钻镗两⽤组合机床液压系统,要求液压系统实现快进——⼯进——死挡铁停留——快退——停⽌的动作循环,切削⼒为18000N,动⼒滑台采⽤平导轨,⼯进速度要求⽆级调速。
汽车起重机液压系统设计

汽车起重机液压系统设计汽车起重机液压系统设计是指根据起重机的工作原理和要求,设计出满足其运行需求的液压系统。
液压系统是一种通过液体传递压力和控制动作的力传递系统,常用于重型机械设备中。
以下是一种1200字以上的汽车起重机液压系统设计方案:1.系统结构设计汽车起重机液压系统主要包括液压冷却系统、液压动力系统和液压控制系统。
液压冷却系统用于降低液压油温度,确保液压系统的正常工作;液压动力系统主要由液压泵、液压缸和阀门组件等组成,提供液压能量以实现起重机的动作;液压控制系统用于控制液压动力系统的工作状态,实现起重机的精确操作。
2.液压冷却系统设计液压冷却系统采用水冷方式,通过水冷却器降低液压油温度,确保液压系统的稳定工作。
水冷却系统设计应考虑流量、温度和压力等参数,选定适合起重机需求的水冷却器。
同时,还应设置液压油温度传感器和冷却水温度传感器,实时监测液压油和冷却水的温度,并通过控制系统对冷却水流量和泵的运行状态进行控制。
3.液压动力系统设计液压动力系统主要由液压泵、液压缸和阀门组件等组成。
液压泵通过驱动发动机输出液压能量,提供动力给液压缸实现起重机的运行。
液压泵选型时考虑起重机的额定载荷、工作速度和工作环境等因素,选用流量和压力适合的液压泵。
液压缸根据起重机的使用要求和结构设计,选用适当尺寸和压力等级的液压缸。
液压阀门组件包括方向阀、流量阀和压力阀等,通过控制液压动力的通断、流量和压力,实现起重机的精确控制。
4.液压控制系统设计液压控制系统用于控制液压动力系统的工作状态,实现起重机的精确操作。
液压控制系统应包括液压控制阀、传感器和控制器等。
液压控制阀根据起重机的动作要求和功能设计,选用相应数量和类型的液压控制阀,如二位四通阀、比例阀和伺服阀等。
传感器主要包括液压油压力传感器和液压油位传感器,通过监测液压系统中的压力和油位等参数,实时反馈给控制器进行处理。
控制器根据传感器的反馈信号,通过控制液压阀来实现起重机的精确操作,包括起重、下降、伸缩等动作。
用于汽车大梁生产线的全液压铆接机设计
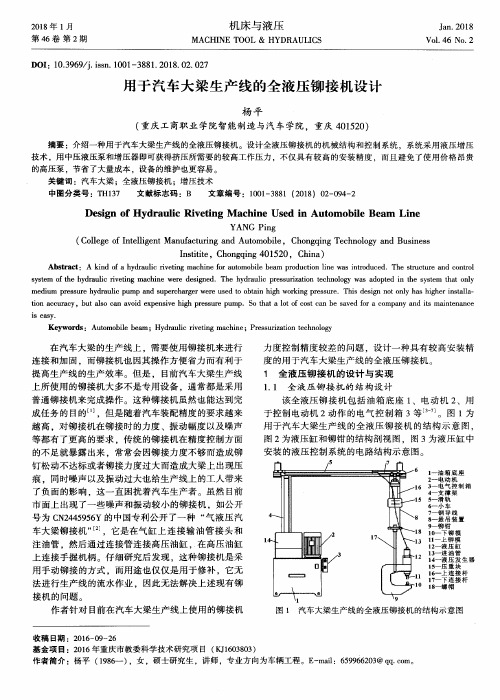
Abstract:A kind of a hydraulic riveting machine for automobile beam production line was introduced.The structure and control system of the hydraulic r iveting machine were designed. The hydraulic pressurization technology was adopted in the system that only m edium pressure hydraulic pump and supercharger were used to obtain hi【gh working pressure. This desig n not only has higher installa— tion accuracy,but also ean avoid expensive high pressure pump. So that a lot of cost can be saved for a company and its m aintenance is easy.
2018年 1月 第 46卷 第 2期
机 床 与 液 压
MACHINE TO0L & HYDRAULICS
Jan.20l8 Vo1.46 No.2
DOI:10.3969/j.issn.1001—来自881.2018.02.027
液压系统设计1说明书
液压系统设计1说明书课程设计任务书⼀、课程设计(论⽂)题⽬JDY500混凝⼟搅拌机设计-----液压系统I⼆、课程设计(论⽂)应达到的⽬的⑴培养个⼈独⽴分析问题、解决问题的能⼒,并初步建⽴“系统设计”的思想;⑵训练学⽣应⽤⼿册和标准、查阅⽂献资料及撰写科技论⽂的能⼒;⑶了解并掌握UG软件的建模、⼯程制图、运动仿真等模块;⑷学习混凝⼟机械的主要零部件的功能及设计计算⽅法。
三、课程设计内容⑴上料部分、倾翻部分的设计计算⑵液压缸的设计计算⑶液压泵,电机,液压阀,液压管件,液压油箱的选择四、主要技术参数⑴出料容量 500 L⑵进料容量 800 L⑶⼯作周期≤72 s摘要JDY500型单卧轴式强制式搅拌机是随着混凝⼟施⼯⼯艺的改进⽽发展起来的新型机。
强制式单卧轴搅拌机兼有⾃落式和强制式两种机型的特点,即搅拌质量好、⽣产效率⾼耗能低,不仅能搅拌⼲硬性、塑性或低流动性混凝⼟,还可以搅拌轻⾻料混凝⼟、砂浆或硅酸盐等物料。
上料系统采⽤液压缸及增速滑轮组机构,它是以液压缸活塞的伸缩,通过滑轮组牵引联结在料⽃上的钢丝绳来实现的,料⽃沿上料架上升的⾼度有液压缸活塞的⾏程决定。
该系统结构简单、操作⾃由⽅便,减少了机械上料系统带来的冲击,使料⽃运⾏平稳,并解决了料⽃上下限位问题.卸料系统采⽤液压倾翻卸料机构。
利⽤卸料液压缸活塞的伸缩倾翻搅拌筒卸料,搅拌筒的倾翻⾓度由液压缸的⾏程来决定。
该机构具有机械式倾翻所⽆法⽐拟的良好使⽤性能,可针对不同混凝⼟的运输⼯具,完成⼀次卸料或分批卸料,操作⾃如⽅便,并解决了搅拌筒卸料时的限位问题。
关键词:混凝⼟搅拌机;液压系统;液压缸;油箱;AbstractWith the improvement and construction technology to develop a new type of aircraft.JDY500single spot Coaxial compulsory concrete mixer come forth. Compulsory single horizontal axis mixer-style have both compulsory and the characteristics of the two models, namely mixing good quality and high production efficiency of low energy-consuming,can not only stir dry hard, plastic or low mobility of concrete, can also stir light Aggregate concrete, mortar or Portland, and other materials.Coaxial-lying mainly compose by mixing concrete mixer device, stirring drive system, feeding system, discharge systems, electrical control system and the water supply system. Transmission system is divided into two parts which are stirring drive and hydraulic transmission, Stirring drive which is motor torque output through belt drive, and then after two gear reducer which reached to the stirring shaft couplings, stirring rotation axis achieve concrete mixing. Hydraulic transmission is the use of hydraulic systems to achieve carrying materials and unloading materials,to achieve workers lower operating in labor intensity. JDY500-mixer that is taking stirring drive system, hydraulic systems and other devices installed in a certain location on the mixer rack, and realization of the purpose of mixing machines in the ultimate.Keywords:Concrete mixer;Hydraulic system;Hydraulic cylinder;tank⽬录第5章JDY500搅拌机液压系统的设计 (4)5.1上料部分计算 (5)5.1.1计算上料料重 (5)5.1.2料⽃重 (5)5.1.3上料部分受⼒分析 (6)5.2倾翻部分计算 (6)5.3液压系统的优化改进 (7)5.3.1液压系统的⼯作原理 (8)5.3.2上料回程时⼯作状况分析计算 (8)5.3.3液压系统的改进 (9)5.4液压泵的选择 (10)5.5液压电机的选择 (11)5.6液压缸的设计计算 (12)5.6.1提升液压缸的设计计算: (12)5.6.2倾翻液压缸设计及计算: (13)5.6.3液压缸的选取 (13)5.7液压管件的选择 (14)5.7.1提升液压管件的选择 (15)5.7.2倾翻液压缸管件选择 (16)5.8液压油箱的选择 (17)5.9液压阀的选择 (18)6.致谢 (19)7.参考⽂献 (20)8.结论 (21)5.1上料部分计算5.1.1上料料重计算进料容量1800V L =,出料容量2500V L =上料料重()3312 2.4510500109.812005G V g N ρ-=??==混其中式中:ρ混——混凝⼟密度 g ——重⼒加速度ρ混=31.8 2.45/t m -,取ρ混=2.453/t m5.1.2料⽃重这⾥采⽤近似计算()()23131105355215105251021022S ??=??+??++??++()()2221505025 4.3315 4.3310373.210S cm =++?+??=?设上料⽃的壁厚h=0.5cm()373.20.57.8145.55M S h kg ρ=??=??=钢钢其中:ρ钢——钢材的密度,取37.8/g cm ρ=钢从安全⾓度考虑取 200M kg =钢()2009.81960G N =?=钢所以料⽃和料总重G 总: ()112005196013965G G G N =+=+=总钢5.1.3上料部分受⼒分析()N 111530.813965sina GF s=?==总)(83796.013965cos G F N N a =?==总)(摩擦N 27930.213965f F FN =?==其中:f ——摩擦系数,查《机械设计课程设计》表 4.2-6,0.15f =,但由于料⽃与上料导轨相对运动是滚动形式,摩擦系数不⼤,考虑到⼯作情况,取0.2f =。
汽车起重机液压系统设计计算说明书1

摘要QY40型汽车起重机液压系统的设计是该型起重机设计过程中最关键的一步。
本文根据液压系统的技术指标对该系统进行整体方案设计,对其功能和工作原理进行分析,初步确定了系统各回路的基本结构及主要元件,按照所给机构性能参数和液压性能参数进行元件的选择计算,通过对系统性能的验算和发热校核,以满足该起重机所要达到的要求。
本文还针对当前汽车起重机所采用的一项先进技术——电液比例控制技术,从原理、控制部件、回路控制、控制措施以及对汽车起重机的影响等进行专题研究。
由此对电液比例控制技术在汽车起重机中的运用给以充分的肯定,对汽车起重机的发展前景有了很大的希望。
关键字: 汽车起重机液压系统高效节能性能参数电液比例AbstractModel QY40 automobile crane hydraulic pressure systematic design this type hoist the most key one of the design process.This text analyses , demand to carry on the scheme to work out on this performance systematic in hydraulic pressure.Prove to its function and operation principleHave confirmed the basic structure of system every return circuit and main component tentatively According to giving the organization performance parameters and choice of carrying on the component of performance parameter of hydraulic pressure to calculate Through to the checking computations and generating heat to check of systematic function, in order to respond to the request that this hoist should reachThis text, still to an advanced technology that the automobile crane adopts at present —Control technology of proportion of the electric liquid .Carry on the case study from principle , controlling part , return circuit controlling , control measure and impact on automobile crane ,etc. Therefore give the abundant affirmation to the application of the proportion of the electric liquid in the automobile crane of control technology The development prospect has very great hopes.key words:Crane truck Hydraulic pressure system Energy-efficient Performance parameter Proportion of the electric liquid目录摘要 (I)ABSTRACT (I)第1章概述 (3)1.1关于汽车起重机 (3)1.2液压传动应用于汽车起重机上的优缺点 (3)1.2.1优点 (3)1.2.2 缺点 (3)1.3液压系统的类型 (4)1.4汽车起重机液压系统功能、组成和工作特点 (4)1.5汽车起重机液压系统的运用现状和发展趋势 (6)1.6本课题来源、任务要求和整机性能参数 (7)1.7本课题主要研究工作 (8)第2章液压系统元件选择 (9)2.1典型工况分析及对系统要求 (9)2.1.1伸缩机构的作业情况 (9)2.1.2副臂的作业情况 (9)2.1.3三个以上机构的组合作业情况 (9)2.1.4典型工况的确定 (10)2.1.5 系统要求 (10)2.2液压系统类型选择 (11)2.2.1 本机液压系统分析 (11)2.2.2 各机构动力组合、分配及控制 (12)2.3各种执行元件的选择 (13)第3章各液压回路组成原理和性能分析 (14)3.1主副卷扬回路 (14)3.1.1性能要求 (15)3.1.2主要元件 (15)3.1.3主要回路 (15)3.1.4功能实现和工作原理 (16)3.2回转回路 (17)3.2.1 性能要求 (18)3.2.2主要元件 (18)3.2.3主要回路 (18)3.2.4功能实现和工作原理 (18)3.3伸缩回路 (19)3.3.1性能要求 (20)3.3.2主要元件 (20)3.3.3主要回路 (20)3.3.4功能实现和工作原理 (20)3.4变幅回路 (21)3.4.1性能要求 (21)3.4.2主要元件 (21)3.4.3主要回路 (22)3.4.4功能实现和工作原理 (22)3.5支腿回路 (22)3.5.1性能要求 (23)3.5.2主要元件 (23)3.5.3主要回路 (23)3.5.4功能实现和工作原理 (23)第4章液压系统设计计算 (24)4.1液压系统工作参数和各机构主要参数 (24)4.1.1 工作机构主要参数 (24)4.1.2 液压系统参数 (25)4.2液压元件选择计算 (26)4.2.1 液压马达和液压泵的选择计算 (26)4.2.2 液压阀的选择 (35)4.2.3 液压辅助元件选择 (38)第5章系统各回路性能计算 (41)5.1系统各回路功率计算 (41)5.1.1 各回路功率选取 (41)5.1.2 管路系统容积效率及压力效率计算 (41)5.2系统各回路性能的验算 (42)5.2.1 起升回路 (42)5.2.2 回转回路 (46)5.2.3 伸缩回路 (47)5.2.4 变幅回路 (49)5.2.5 支腿回路 (50)5.3液压系统的发热验算 (51)5.3.1 工作循环周期T (51)5.3.2 油泵损失所产生的热能H.................................................................错误!未定义书签。
铆接机液压系统设计

wo k n r s u en e e h x r so r c s .Th ss se h s fc l a e h i e lc me ta d t ea t ma i c n r l r i g p e s r e d d i t e e t u in p o e s n i y t m a a i t t d t ed e r p a e n n h u o t o t o , i c
关 键 词 : 接 机 ;液 压 系统 ; 合 性 能 铆 综
中图分类号 : G 7 3 T 0
文 献标志 码 : A
Ri e i g M a hi d a i y t m sg v tn c ne Hy r ulcS se De i n
ZHANG i n Haj u
n l g ,b sn d u p e s r y r u i p mp a d t r o h r e ,t e rv t g ma h n s p s i l O o ti h i h r o o y y u i g me i m— r s u e h d a l u n u b c a g r h ie i c i e i o sb e t b an t e h g e c n
铆 接机 液压 系统设计
张海 军
( 头职业技术学院, 包 内蒙 古 包 : 对汽 车 大梁铆 接 生产 线 中铆 接机 的液压 系统 , 针 设计 了液 压 传动 电 气控 制 , 系统采 用液 压增 压技 术 , 中压 液压 泵和增压 器使 铆接 机 可获得挤压 所 需的较 高工作压 力 , 用 方便 了压模 更换 和 自动控 制 , 大 大提 高 了铆接 的 综合 性 能。
全液压铆接机液压系统设计
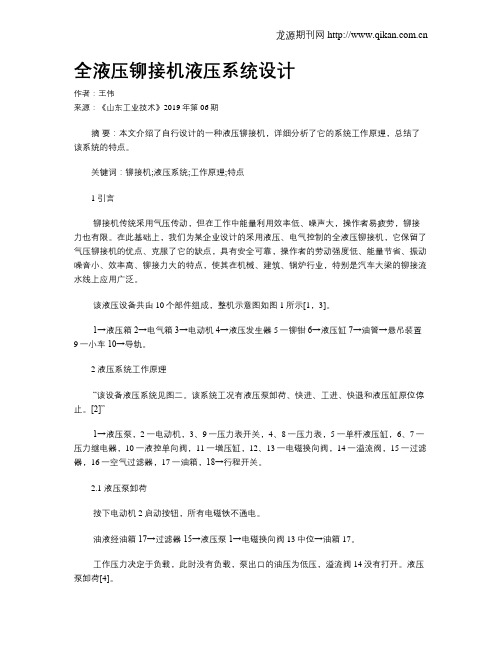
全液压铆接机液压系统设计作者:王伟来源:《山东工业技术》2019年第06期摘要:本文介绍了自行设计的一种液压铆接机,详细分析了它的系统工作原理,总结了该系统的特点。
关键词:铆接机;液压系统;工作原理;特点1 引言铆接机传统采用气压传动,但在工作中能量利用效率低、噪声大,操作者易疲劳,铆接力也有限。
在此基础上,我们为某企业设计的采用液压、电气控制的全液压铆接机,它保留了气压铆接机的优点、克服了它的缺点,具有安全可靠,操作者的劳动强度低、能量节省、振动噪音小、效率高、铆接力大的特点,使其在机械、建筑、锅炉行业,特别是汽车大梁的铆接流水线上应用广泛。
该液压设备共由10个部件组成,整机示意图如图1所示[1,3]。
1→液压箱2→电气箱3→电动机4→液压发生器5一铆钳6→液压缸7→油管→悬吊装置9一小车10→导轨。
2 液压系统工作原理“该设备液压系统见图二。
该系统工况有液压泵卸荷、快进、工进、快退和液压缸原位停止。
[2]”1→液压泵,2一电动机,3、9一压力表开关,4、8一压力表,5一单杆液压缸,6、7一压力继电器,10一液控单向阀,11一增压缸,12、13一电磁换向阀,14一溢流阀,15一过滤器,16一空气过滤器,17一油箱,18→行程开关。
2.1 液压泵卸荷按下电动机2启动按钮,所有电磁铁不通电。
油液经油箱17→过滤器15→液压泵1→电磁换向阀13中位→油箱17。
工作压力决定于负载,此时没有负载,泵出口的油压为低压,溢流阀14没有打开。
液压泵卸荷[4]。
2.2 快进当铆接准备工作完成后,按下铆钳上的“快进”按钮,使电磁阀1YA 通电,三位四通电磁换向阀13左位接通。
进油路:油箱17→过滤器15→液压泵1→电磁换向阀13左位→液控单向阀10→单杆液压缸5的无杆腔,同时也进入增压缸11的右腔。
回油路:单杆液压缸5的有杆腔→电磁换向阀13左位→油箱17[6]。
同时,增压缸11的左腔→电磁换向阀12左位→油箱17[7]。
铆接机液压系统设计

① 调压 回路 , 系统 中采 用 了单 级调 压 回路 , 泵 在
的 出 口处设 置并 联 的溢 流 阀来 控制 泵 出 口的最高 工作
查 电机 样本 , 用 电动机 型号 为 Y10 4, 选 6 L 电机 功
进 一步 形成 批量 生产 、 产 出高 质量 的粉 末 制 品提 供 生
率 为 1 W , 定转 速 为 16 / i。 同时驱动 两泵 。 5k 额 4 0 rm n
个 液压 系统 的工作 循 环 内 , 压 缸交 替地 要 求 油 源 提 液 供 低压 大 流量 和 高 压 小 流 量 的油 液 。从 提 高 系 统 效
率, 节省 能量 的角度 上 来 看 , 宜采 用 双 泵 供 油 系 统 , 或 采用 限压 式变 量泵 加 调 速 阀 组成 容 积 节 流 调 速 系 统 , 但 是 由 于铆 接 系 统 的 速 度 不 大 , 以选 取 前 者 更 为 所 合适。 本铆 接机 快进 快退 速度 较大 , 了保证 换 向平 稳 , 为 且液 压缸 在快进 时 为差 动连 接 , 采 用 三位 五通 Y型 故
压 回路 , 选用 的低 压油 泵 , 以提高 铆接 中所需 的工作 压
铆 接 机是 汽车 大 梁铆 接 生 产 线 中的铆 接 设 备 , 该 机为 一般技 术 改造 中 自制 的专用设 备 , 力求结 构 简单 , 投 产快 , 作可 靠 , 工 只要零 部件 能适 应普 通汽 车加 工厂 的加工 能力 , 配合 电气控 制可 以实 现点 动 、 行程 自动 单
( 包头职业技术学 院,内蒙古 包头 043 ) 100
摘
要: 汽车 大梁铆接 生产线 中铆接 机 的液压 系统 , 设计 了液压传 动 电气控制 , 系统采 用液压 增压技 术 ,
汽车大梁生产线全液压铆接机系统

汽车大梁生产线全液压铆接机系统西安工业大学班级:106001 班学号:100207128姓名:廉曦指导老师:丁峰老师液压铆接机的优点有以下九点:1连接点牢固可靠;2没有原料消耗和不需要辅助材料;3超越了金属材质局限和厚度局限;4可以形成圆点和巨型点连接;5连接区域没有热应力;6不会损伤工件表面的保护层;7不需要预先或事后处理,允许有夹层和多层连接;8工作环境好,没有灰尘毒烟排放,没有噪音;9操作简单、消耗低、维修费少。
(1)主机功能结构JMY -31.5A型全液压铆接机是汽车大梁铆接生产线中的铆接设备(见图2-35),该机由液压站(包括油箱、电动机、液压发生器等)、电气控制箱、铆钳、铆接动力液压缸、悬吊装置、小车等部分组成。
工作过程中,能实现点动、单行程自动和连续自动。
(2)液压系统及其工作原理该铆接机的液压系统原理图如图2-36所示,该系统的执行器为动力液压缸9,油源为定量液压泵(叶片泵)1,泵的最高工作压力由溢流阀2设定,并通过压力表及其开关3显示;缸9的运动方向由三位四通电磁换向阀4控制,其H型机能中位用于液压泵的卸荷;二位四通电磁换向阀6用于控制增压器7的往复动作,向动力液压缸提供挤压力所需的高压油;中压压力继电器SP1用于控制工作循环中快速进给与工作进给的转换,高压压力继电器SP2用来控制工作循环中工作进给、快速退回的转换;液控一单向阀5用于高低压的隔离;压力继电器由系统按负载转化为压力,发出电信号,通过电控系统中的两只时间继电器控制电磁铁的通断电,从而控制动力液压缸各工况的持续时间,实现工作循环的点动、单行程自动和连续自动控制。
系统的动作原理如下。
当电磁铁1YA通电时。
换向阀4切换至左位,液压泵J的压力油经换向阀4,液控单向阀5进入动力缸9的无杆腔,活塞杆带动工作机构(铆模,见图2-37的12和13)快速进给(右行);当换触工件时,系统压力开始升高,液控单向阀5关闭,压力升高至压力继电器SP1的设定值时,SP1发信,使电磁铁3YA通电,换向阀6切换至右位,液压泵1的低压油经阀4和阀12进人增压器7的左腔,推动增压活塞右行,右腔的高压油进入动力缸9的无杆腔,缸9转为工作进给,对工件进行挤压铆接,随着挤压过程的进行,高压管路的压力继续升高,当压力升高至高压压力继电器SP2的设定值时。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
前言
液压系统的设计是整机设计的一部分,通常设计液压系统的步骤的内容大致如下:
(1):明确设计要求,进行工况分析;
(2):确定液压系统的主要性能参数;
(3):拟订液压系统系统图;
(4):计算和选择液压件;
(5):估算液压系统的性能;
(6):绘制工作图,编写技术文件。
明确设计要求,就是明确待设计的液压系统所要完成的运动和所要满足的工作性能。
具体应明确下列设计要求:(1)主系统的类型,布置方式,空间位置;
(2)执行元件的运动方式,动作循环及其范围;
(3)外界负载的大小,性质几变化范围,执行元件的速度机器变化范围;
(4)各液压执行元件动作之间的顺序,转换和互锁要求;
(5)工作性能如速度的平稳性,工作的可靠性,装换精度,停留时间等方面的要求;
(6)液压系统的工作环境,如温度及变化范围,湿度,震动,冲击,污染,腐蚀或易燃等。
(7)其他要求,如液压装置的重量,外形尺寸,经济性等方面的要求。
一、总体设计思路
(1)该铆接机是汽车大梁铆接生产线中的铆接设备,该机由液压站(包括油箱、电动机、液压发生器等)电器控制箱、铆钳、铆接动力液压缸、悬吊装置、小车等部分组成。
2)液压装置采用液压站的行式,板式液压阀装在一个集成块的四个侧面上,进排油管路布置在集体成块下面,输出、回油管路不止在集成块顶面;增压器为分离结构。
集成块体兼做增压器高压小缸,大缸单独制作,小缸和大缸同过螺钉连为一体,液压装置结构紧凑,装配维护方便。
3)液压回路:该液压系统中采用了三种回路:
①调压回路,系统中采用了单级调压回路,在泵1的出口处设置并联的溢流阀来控制泵出口的最高工作压力,从而达到系统工作时所需的压力。
②设有增加回路,系统采用了但作用增加器的增压回路,系统选用的低压油泵,如果只用泵的输出的最高工作压力,且无法完成铆接时所需的高压工作压力,如果采用高压油泵,从工作要求上考虑时,可行的,但是从经济高度上考虑是不划算的,所以系统中没了单作用增加器的增压回路,以提高铆接中所需的工作压力,这样不管是从工作角度,还是从经济角度上考虑,都是非常合理的。
③采用了调速阀的节流调速回路,由于液压系统中的流量是不稳定,从而导致液压缸的液压杆的运动速度也不稳定,所以回路中设有调速阀来调速,这样就确保了铆接中运动的平稳,从而大大提高了铆接的综合性能。
二、设计内容及要求
1.主机功能结构:
全液压铆接机系统是汽车大连铆接生产线中的设备(如图1),该机由液压站(包括油箱、电动机、液压发生器等)、电气控制箱、铆钳、铆接动力液压缸、悬吊装置、小者等部分组成。
该铆接系统中的动力源是三相异步电机,动执行元件是动力液压缸6,系统中的液压控制元件都在液压发生器4中,通过电气控制箱2的控制,能实现点动、单行
自动和连续自动。
(如图1-1)
2.铆接机系统参数:
已知铆接机系统工作时轴向铆压力F t=?,往复运动加速,减速的惯性力F m=550牛,静摩擦阻力F f s=1500牛,动摩擦阻力F f s=800牛,快进快退速度V1==V3=0.2m/s.工作进给时速度V2=0.0015m/s.快进行程L1=0.35 m,工进行程长度L2=0.02m 。
由于铆接机为自动化线的一台设备。
铆接机的动作顺序:快速进给—工作进给—快速退回—停留卸荷。
3、铆接机的制造及技术经济性问题
该铆接机为一般技术改造中自制的专用设备,所以力求结构简单,投产快,工作可靠,只要零部件能适应普通汽车加工厂的加工能力,配合电气控制可以实现点动、单行程自动和连续自动。
三、设计方法与步骤
1、最大负荷的计算:
该系统是用于汽车大梁生产线的液压铆接机,经过网
上查取资料和图书馆的资料可以得到,汽车大梁铆钉的直径
为10MM—20MM,因而以最大的直径来设计该系统来确保系统
的工作安全运行。
铆钉的材料一般选取16Mn,依照机械工程材料和工程
力学资料可以得到有关铆钉的下列参数:
16锰钢 E / 200~300
V/0.25~0.33
其中 E 为弹性摸量
V 为横向变形系数
弹性摸量是反映材料抵抗弹性变形能力的指标。
屈服点和抗拉强度反映材料强度的指标。
伸长率和断面收缩率则反映塑性的指标
国家规定,取对应于式样产生0.2‰塑性应变时的应力
值为材料的屈服强度。
当材料的应力达到屈服点时就会产生显著的塑性变形。
要使铆钉能够铆合,必须使其发生塑性变形。
才能符合要求。
在铆接工艺的设计中,铆接强度是一个主要的设计参数,它关系到铆接件的牢固度及耐用度,是设计人员必须考虑的问题。
就铆接工艺而言,其破坏主要有以下几种情况:
设计接工艺时,通常是根据承载情况及具体要求,按照有关专业的技术规范或规程,选出合适的铆接类型及铆钉规格,进行铆缝的结构设计(如按照铆缝型式及有关要求布置铆钉等),然后分析铆缝受力时可能的破坏形式(上图);并进行必要的强度校核。
现以下图所示的单排搭接柳缝进行静强度分析。
取图中宽度等于节距t(即垂直于受载方向的钉距)的阴影部分进行计算(设边距e合乎规范要求,不致出现上图所示的破坏形式)。
. .。