焊接焊口编号
管线号-焊缝编号-探伤报告编号

管线号——焊缝编号——探伤报告编号——片号管线号管线号指的是你所在工程的管道的编号,一般来讲,同一条管路的管道用的是一个管线号,这个号可以在管道系统图(PID)中找到,也可以在单线图(ISO)中找到。
焊缝(口)编号管线编号可以参照工艺配管图的管线号,焊口编号可以在管线号后增加流水号。
焊缝编号原则上要记录焊工编号和管线号的。
(1)设备封头:F1A,F2A筒体:纵缝:A1,A2......(纵焊缝采用:A1-1、2、3....;A 2-1、2、3...)环缝:B1,B2.....接管:大于等于250 MA,MB小于等于250 HB(2)管线这是一个外资工程上的管线焊缝编号规则,供参考:一.焊缝编号应根据管线介质流向进行编号,原则上应先主管后支管。
遇到焊缝数量较少的支管(如排污,放空,仪表元件等支管)可以把该部分与其相连接的管道作为一个整体,进行编号。
二.焊缝符号表示方法。
为了使不同的焊缝有一个不同的区分,焊缝符号统一规定如下:在预制厂焊接的焊缝,用“S ”表示。
在现场制作的规定焊缝,用“F ”表示。
为避免编号重复,每张单线图上的第一道焊口在本张图纸上编号,最后一道焊口在相关图纸上编号。
三.管段编号。
每一个单独的管段均被赋予一个管段编号,编号时按照流向从01开始按顺序往后编。
为了清楚区分预制厂制作的每一管段,在预制场制作的管段,根据制作管段的先后顺序以及该管段所在的图号,在管段实物上进行如下标示:图号—序号。
例:管段为01的管段所在图号为- A648-819-3746.003-.。
标示方法如下:A648-819-3746.003—01。
四.由于设计修改,业主根据生产要求以及施工单位施工时的施工情况,现场不可避免造成部分管道修改:1、由上述原因导致安装过的管道需增加编号。
编号接着原管道编号进行,只不过在增加焊缝编号后加后缀A。
例如:已经编号完的管道编号编到20,增加2道焊缝,这两道焊缝依次顺序为21A ,22A。
焊缝符号及焊接方法代号讲解
名称
符号 焊 缝 形 式
标注示例
平面符号
说明
表示V形对接焊缝表面平 齐(一般通过加工)
凹面符号
表示角焊缝表面凹陷
凸面符号
表示双面V形对接焊缝表 面凸起
三、焊缝的补充符号
补充符号是为了补充说明焊缝的某些特征而采用的
符号,名用称 粗实符号线绘焊制缝 形,式如果标需注要示 例可随基说本明符号标注
在相应的位置上。 带垫板符号
表示单面角焊缝,焊角 高度为K。
表示有n段长度为l的 双面断续角焊缝,间 隔为e,焊角高为K。
表示有n段长度为l的 双面交错断续角焊缝, 间隔为e,焊角高为K。
表示为双面焊接,上 面为单边V形焊缝, 下面为角焊缝。
表示有n个焊点的点 ( ) 焊,焊核直径为d,焊
点的间隔为e。
接头形式 对接接头
焊缝形式
T形接头 角接接头 搭接接头
标注示例
K K K
说明
表示V形焊缝的坡口角 度为 ,根部间隙为b, 有n段长度为l的焊缝。
表示单面角焊缝,焊角 高度为K。
表示有n段长度为l的 双面断续角焊缝,间 隔为e,焊角高为K。
表示有n段长度为l的 双面交错断续角焊缝, 间隔为e,焊角高为K。
表示为双面焊接,上 面为单边V形焊缝, 下面为角焊缝。
表示V形焊缝的背面底 部有垫板
三面焊缝符 号
周围焊缝符 号 现场施工符 号
尾部符号
工件三面施焊,为角焊 缝
表示在现场沿工件周 围施焊,为角焊缝
111表示用手工电弧
条 焊 的 长,角 为4条 焊 10表 0缝在接示 ,焊 该工有缝符艺4条 高号方相 为后法同 5可及标焊注缝焊条 数等。
四、焊缝尺寸符号及其标注方法
管线号-焊缝编号-探伤报告编号

管线号——焊缝编号——探伤报告编号——片号管线号管线号指的是你所在工程的管道的编号,一般来讲,同一条管路的管道用的是一个管线号,这个号可以在管道系统图(PID)中找到,也可以在单线图(ISO)中找到。
焊缝(口)编号管线编号可以参照工艺配管图的管线号,焊口编号可以在管线号后增加流水号。
焊缝编号原则上要记录焊工编号和管线号的。
(1)设备封头:F1A,F2A筒体:纵缝:A1,A2......(纵焊缝采用:A1-1、2、3....; A 2-1、2、3...)环缝:B1,B2.....接管:大于等于250 MA,MB小于等于250 HB(2)管线这是一个外资工程上的管线焊缝编号规则,供参考:一.焊缝编号应根据管线介质流向进行编号,原则上应先主管后支管。
遇到焊缝数量较少的支管(如排污,放空,仪表元件等支管)可以把该部分与其相连接的管道作为一个整体,进行编号。
二.焊缝符号表示方法。
为了使不同的焊缝有一个不同的区分,焊缝符号统一规定如下:在预制厂焊接的焊缝,用“ S ”表示。
在现场制作的规定焊缝,用“ F ”表示。
为避免编号重复,每张单线图上的第一道焊口在本张图纸上编号,最后一道焊口在相关图纸上编号。
三.管段编号。
每一个单独的管段均被赋予一个管段编号,编号时按照流向从01开始按顺序往后编。
为了清楚区分预制厂制作的每一管段,在预制场制作的管段,根据制作管段的先后顺序以及该管段所在的图号,在管段实物上进行如下标示:图号—序号。
例:管段为01的管段所在图号为- A648-819-3746.003-.。
标示方法如下:A648-819-3746.003—01。
四.由于设计修改,业主根据生产要求以及施工单位施工时的施工情况,现场不可避免造成部分管道修改:1、由上述原因导致安装过的管道需增加编号。
编号接着原管道编号进行,只不过在增加焊缝编号后加后缀A。
例如:已经编号完的管道编号编到20,增加2道焊缝,这两道焊缝依次顺序为21A ,22A。
压力管道焊接编号规则
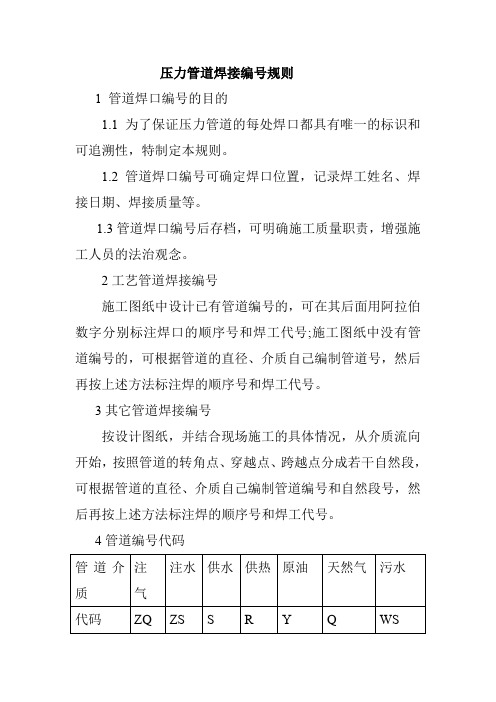
压力管道焊接编号规则1 管道焊口编号的目的1.1为了保证压力管道的每处焊口都具有唯一的标识和可追溯性,特制定本规则。
1.2管道焊口编号可确定焊口位置,记录焊工姓名、焊接日期、焊接质量等。
1.3管道焊口编号后存档,可明确施工质量职责,增强施工人员的法治观念。
2工艺管道焊接编号施工图纸中设计已有管道编号的,可在其后面用阿拉伯数字分别标注焊口的顺序号和焊工代号;施工图纸中没有管道编号的,可根据管道的直径、介质自己编制管道号,然后再按上述方法标注焊的顺序号和焊工代号。
3其它管道焊接编号按设计图纸,并结合现场施工的具体情况,从介质流向开始,按照管道的转角点、穿越点、跨越点分成若干自然段,可根据管道的直径、介质自己编制管道编号和自然段号,然后再按上述方法标注焊的顺序号和焊工代号。
4管道编号代码管道介质注气注水供水供热原油天然气污水代码ZQ ZS S R Y Q WS5管道编号代码示例XXXX-XX-XX-XX焊工代号管道焊口编号管道分段号管道编号示例1某井站由76X4原油管道第3段第4道焊□,焊工张师傅(焊工号H5),和89X4原油管道第2段第9道焊□,焊工李师傅(焊工号H22),其编号如下,Y76-3-4-H5; Y89-2-9-H55例2某井站由76X4 原油管道第3段第4道焊口,焊工张师傅(焊工号H5),如果只有一条管道施工,编号可简化如下形式: Y-3-4-H5。
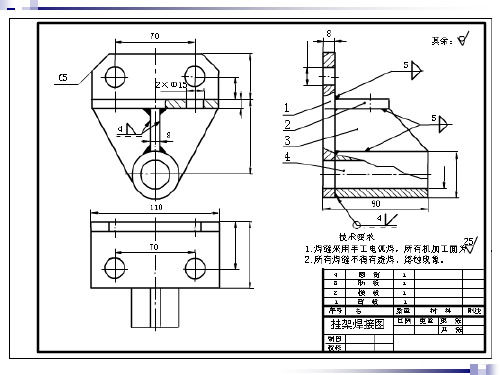
6 管道单线图简单的管道单线图可画成平面图,复杂的可画在斜二等轴侧图,管道编号应清楚地标记在管道单线图中,图中用表格的形式记录焊接工艺质量,在图的右下方应设标题栏,其格式可参照设计院的图纸的样式,内容分别为工程名称、管道坐标或相对方位、编制人、审核人、日期等。
如果盖竣工图章,可在其中填写编制人、审核人、日期等。
7 表格样式焊口编号焊工姓名焊工代号固定口活动口无损检测备注Y76-3-4张师傅H5 √RTY89-2-9李师傅H22 √RT 热处理备注:1、可对无损检测的情况进行说明,如果返修可记录在其中;2、如果2个人共同焊接,可注明认证焊撰第儿层焊道。
管线号焊缝编号探伤报告编号

管线号——焊缝编号——探伤报告编号——片号管线号管线号指的是你所在工程的管道的编号,一般来讲,同一条管路的管道用的是一个管线号,这个号可以在管道系统图(PID)中找到,也可以在单线图(ISO)中找到。
焊缝(口)编号管线编号可以参照工艺配管图的管线号,焊口编号可以在管线号后增加流水号。
焊缝编号原则上要记录焊工编号和管线号的。
(1)设备封头:F1A,F2A筒体:纵缝:A1,A2......(纵焊缝采用:A1-1、2、3....; A 2-1、2、3...)环缝:B1,B2.....接管:大于等于250 MA,MB小于等于250 HB(2)管线这是一个外资工程上的管线焊缝编号规则,供参考:一.焊缝编号应根据管线介质流向进行编号,原则上应先主管后支管。
遇到焊缝数量较少的支管(如排污,放空,仪表元件等支管)可以把该部分与其相连接的管道作为一个整体,进行编号。
二.焊缝符号表示方法。
为了使不同的焊缝有一个不同的区分,焊缝符号统一规定如下:在预制厂焊接的焊缝,用“S ”表示。
在现场制作的规定焊缝,用“F ”表示。
为避免编号重复,每张单线图上的第一道焊口在本张图纸上编号,最后一道焊口在相关图纸上编号。
三.管段编号。
每一个单独的管段均被赋予一个管段编号,编号时按照流向从01开始按顺序往后编。
为了清楚区分预制厂制作的每一管段,在预制场制作的管段,根据制作管段的先后顺序以及该管段所在的图号,在管段实物上进行如下标示:图号—序号。
例:管段为01的管段所在图号为- A648-819-3746.003-.。
标示方法如下:A648-819-3746.003—01。
四.由于设计修改,业主根据生产要求以及施工单位施工时的施工情况,现场不可避免造成部分管道修改:1、由上述原因导致安装过的管道需增加编号。
编号接着原管道编号进行,只不过在增加焊缝编号后加后缀A。
例如:已经编号完的管道编号编到20,增加2道焊缝,这两道焊缝依次顺序为21A ,22A。
关于焊口编号的规定1

XXX工程焊口编号的规定1、焊口编号由L-A-B-C+D四段数字和字母组成。
L、管线号:以字母组合SZSGX表示,代表双河注水干线。
A、工段段号:以罗马数字表示,分别为Ⅰ、Ⅱ。
Ⅰ- 油建X处施工段,Ⅱ- 油建X处施工段。
B、焊工组号:施工机组号,以阿拉伯数字表示,1、2、3,等。
C、桩号:表示从此桩号沿顺气流方向或逆油流方向焊接。
D、焊口号:按焊接顺序依次编号,1、2、3、4、5、……等。
顺气流方向施焊前面为+号,逆气流方向施焊前面为-号。
2、预留连头、弯头、弯管处的焊口编号规定:预留直管段连头口,在焊口号后加字母L和阿拉伯数字:预留弯头、弯管连头口,在焊口号后加字母W和阿拉伯数字:如果弯管连头在转角桩处,则焊口编号中的桩号应与其一致。
例一:Ⅰ工段1机组在水58号桩顺气流方向第18号焊口后预留直管段连头口三个,其编号为:SZSGX-Ⅰ-1-58+18L1、SZSGX-Ⅰ-1-58+18L2、SZSGX-Ⅰ-1-58+18L3。
例二:Ⅱ工段2机组在水88号桩预留弯管连头口二个,原焊接是从该桩顺气流方向进行,则其编号可编为:SZSGX-Ⅱ-2-88+1W1、SZSGX-Ⅱ-2-88+1W2。
3、穿越处焊口编号规定:在焊口号后加字母Y和阿拉伯数字。
4、一次返修、二次返修的焊口编号规定:一次返修在焊口号后加符号R1、二次返修在焊口号后加符号R2。
5、割掉重焊的焊口编号规定:在焊口号后加符号C。
6、焊口编号一律用白色调和漆或其它不易擦掉的白色笔书写。
字体大小为高宽=70×50mm左右,数字间“-”号长度50mm左右,焊口编号书写在焊口下游(顺气流方向)1米处管子上方防腐层表面。
管线号-焊缝编号-探伤报告编号
管线号——焊缝编号——探伤报告编号——片号管线号管线号指的是你所在工程的管道的编号,一般来讲,同一条管路的管道用的是一个管线号,这个号可以在管道系统图(PID)中找到,也可以在单线图(ISO)中找到。
焊缝(口)编号管线编号可以参照工艺配管图的管线号,焊口编号可以在管线号后增加流水号。
焊缝编号原则上要记录焊工编号和管线号的。
(1)设备封头:F1A,F2A筒体:纵缝:A1,A2......(纵焊缝采用:A1-1、2、3....; A 2-1、2、3...)环缝:B1,B2.....接管:大于等于250 MA,MB小于等于250 HB(2)管线这是一个外资工程上的管线焊缝编号规则,供参考:一.焊缝编号应根据管线介质流向进行编号,原则上应先主管后支管。
遇到焊缝数量较少的支管(如排污,放空,仪表元件等支管)可以把该部分与其相连接的管道作为一个整体,进行编号。
二.焊缝符号表示方法。
为了使不同的焊缝有一个不同的区分,焊缝符号统一规定如下:在预制厂焊接的焊缝,用“ S ”表示。
在现场制作的规定焊缝,用“ F ”表示。
为避免编号重复,每张单线图上的第一道焊口在本张图纸上编号,最后一道焊口在相关图纸上编号。
三.管段编号。
每一个单独的管段均被赋予一个管段编号,编号时按照流向从01开始按顺序往后编。
为了清楚区分预制厂制作的每一管段,在预制场制作的管段,根据制作管段的先后顺序以及该管段所在的图号,在管段实物上进行如下标示:图号—序号。
例:管段为01的管段所在图号为- A648-819-3746.003-.。
标示方法如下:A648-819-3746.003—01。
四.由于设计修改,业主根据生产要求以及施工单位施工时的施工情况,现场不可避免造成部分管道修改:1、由上述原因导致安装过的管道需增加编号。
编号接着原管道编号进行,只不过在增加焊缝编号后加后缀A。
例如:已经编号完的管道编号编到20,增加2道焊缝,这两道焊缝依次顺序为21A ,22A。
焊缝设计及焊缝代号编制规则

应当避免下面几种特定的组件,因为其残余应力可导致这类问题的发生:
——在厚钢板上焊接圆钢或厚壁管材时,焊缝无法在某个方向上收缩,如图14(a);
规范性引用文件
下列文件对于本文件的应用是必不可少的,凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修订单)适用于本文件。
GB/T 324焊缝符号表示法
GB/T 3375焊接术语
GB/T 25343.3铁路应用轨道车辆及其零部件的焊接第3部分:设计要求
孔内或槽内角焊缝应具有以下特征:
—— 孔直径:d>(3-4)×t2或
—— 槽宽度:c>3×t2
图3 塞焊和槽焊孔的焊接可接近性
孔内角焊缝 槽内角焊缝
注:d≥12 ;c≥12 ;v ≥d ;3×d ≤e≤4×d ;l≥2c
图4 塞焊和槽焊焊缝尺寸(单位:mm)
4.2.3.5两接头间的距离
焊缝间的距离应避免热影响区交叠。只有在设计过程中已经考虑到了热处理或硬化区域的影响(如残余应力、强度下降及硬度下降等)时,才允许在热影响区出现交叠现象。
为了减少角变形及应力叠加,应根据部件连接的材料厚度和组件的夹具布置来决定两接头间的最小距离。
对于厚度小于20mm的材料,特别对于铝及高强度钢,熔区间隔至少应为50mm,见图5。
图5 熔区间的最小距离(单位:mm)
4.2.3.6纵向焊缝上的补强板与横向角焊缝
当一条角焊缝与一条对接焊缝交叉时,应避免部件上的开口和焊缝的间断。将该区域对接焊缝的余高磨平以确保交叉焊缝处实施连续的焊接,见图6。
焊口一览表(炉本体)

9.8 9.8 9.8 9.8 9。8 9.8 9.8 9.8
10 10 8 20 26 22 8 8 2 6 4 8 31 14 6 9 8 1 1
V V V V V V V V V V V V V V V V V V V
J507 / / / / / / R307 R307 R307 R307 / / / / / / R307 /
第 1 页共 3 页
锅炉本体承压部件焊接一览表
焊后热处理 焊接材料 焊接 代号 工程项目 材 质 规格(mm) 压力 焊口数 坡口 焊接方法 (MPa) 量 型式 焊条 GTAW/SM AW GTAW GTAW GTAW GTAW GTAW GTAW GTAW/SM AW 焊丝 预热温 升、降 恒温 RT应 度 温速度 恒温温度 时间 (℃) 检率 (℃ (℃) (h (%) /h) ) 20 25 25 25 25 25 20 200300 200300 200300 200300 200300 <300 <300 <300 <300 <300 670-700 1.0 20 670-700 1.0 670-700 670-700 670-700 0.5 0.5 0.5 25 10% 25 25 25 25 25 25 25 200300 200300 <300 670-700 1.0 100 25 10% 10% 5% 10% 5% 5% 100 10% 5% UT应 检率 (%) 光 谱 分 析 硬度 检测 焊接工艺卡编号 无损探伤
W13 下降管Ⅰ W14 下降管Ⅱ W15 下降管Ⅲ W16 下降管Ⅳ W17 顶部连接管Ⅰ W18 顶部连接管Ⅱ W19 省煤器中间集箱连接 管
20G 20G 20G 20G 20G 20G 20G 15CrMoG
焊接符号大全最全易理解
(O)65
(O)66 (X)67 (O)68 (X)69 (O)70 (O)71 (X)72 (X)73 (X)74 (X)75 (O)76 (X)77 (O)78 (X)79 (X)80 (O)81 (O)82 (O)83 (X)84 (O)85 (X)86 (X)87 (O)88 (O)89 (O)90 (X)91 (O)92
(O)60
(X)61
(O)62 (O)63 (X)64
在焊接符号中"
"是表示双边连续角焊。
CNS 焊接符号适用于电焊与气焊。 中国国家标准的简称是 CNS。 技能检定试板中 B1F4 是代表薄管有衬环对接。 技能检定试板中 C1VF3 是代表薄管有衬环对接。 技能检定时,有垫板之软钢薄板立焊之技能代号是 A1H2。 厚板,横焊试板在焊接时方形槽板的方向应置于上方。 在薄板检定弯曲试验之试片标准宽度应取 38 公厘。 一般手工电焊经技能检定合格,其资格时效是永久有效。 技能检定 B 类有垫板对接,其开槽角度为 60~75°。 技能检定代号 A2F3 是代表薄板无垫板平焊。 技能检定代号 A2F3 中"2"是代表有垫板焊接。 焊接符号的主要目的是用简单的符号来表示焊接之方法。 技能检定代号 A2F3 中"F"是代表立向焊接。 焊接符号之表示法,凡焊道在箭头之同侧,则画在副基在线。 技能检定代号 D2VH4 中"VH"是代表管轴水平固定焊。 凡焊接符号置于基在线则表示焊道焊在箭头同侧。 焊接符号中符号及尺寸置于副基在线时即表示箭头侧要焊接。 焊接符号中如焊接符号及尺寸置于基在线时即表示箭头侧要焊接。 焊接符号表示方式,电焊与气焊不同。 制图中线条所构成的视图,尺寸符号及注释等系图面的要素。 制图中的比例为 1:2 是为放大的画法。 制图的线条是构成工程图的基本要素,但其粗细可以不分。 绘图时,机件的轮廓形状是用粗的虚线绘之。 投影线是从一视图的一点连到另一视图或另一点的细线。 所谓正投影的绘图方法是能正确地表示出其形状及机件各部份的细则 及尺寸。 所谓视图为观察者与对象之间放置一透视面,而由对象上的各点引线垂 直于透视面所构成的图样。 一个复杂的工程图只要一个视图就能完全表示出对象的全部形状及尺 寸。 前视图是表示对象前部的形状,长度及高度。 正投影系利用投影原理来求视图,以表示对象的正确形状。 绘侧视图时,不必与前视图对齐。
焊口编号规则
长庆第一净化厂至靖边首站输气管线工程焊口编号规则山西方诚石油化工建设监理责任有限公司2016年 03月焊口编号规则为了便于长庆第一净化厂至靖边首站输气管线工程统一管理,加强工程施工资料的真实性、规范性、可追溯性和完整性,结合相关规范和本工程的实际情况及相关要求,特制定本办法。
1. 焊口编号规定1.1结合相关规范和本工程的实际情况,对本工程的焊口编号作如下规定,请各相关施工单位严格执行。
焊口编号格式:CJX01—焊口性质—线位号—管径--焊口号(01)--焊工号钢管直径图纸桩号或线位号天然气为NG放空FH排污DR长庆第一净化厂至靖边首站输气管线工程1.1.1焊口号是按介质流向从01开始的流水编号(顺气流“+”,逆气流“—”。
站内管线线位号:天然气管线DN600-101和DN600相连的DN50-102DN500-201和DN600相连的DN50-202DN350-301和DN600相连的DN50-302DN300-801放空管线DN200- 和DN200相连的DN50-DN50-601排污管线DN100.DN50-701站内管线按以上线位号执行2.线路部分:2.1.1线路管线线位号为4012.1.2连头编号规则:在原流水编号CJX01—管道介质—线位号—焊口号(OX)后面加L-焊工号。
2.1.3碰死口编号规则:在原流水编号CJX01—管道介质—线位号—焊口号(OX)后面加P-焊工号。
2.1.4弯头编号规则:在原流水编号CJX01—管道介质—线位号—焊口号(OX)后面加W-焊工号。
2.1.5冷弯管编号规则:若为冷弯管,则在原流水编号CJX01—管道介质—线位号—焊口号(OX)后面加LW-焊工号。
2.1.6为了避免焊口编号中弯管与弯头的重复出现,规定若弯管与弯头连接时,取用弯头编号规则。
2.1.7如果原焊缝被割掉重新焊接,则在其原流水编号CJX01—管道介质—线位号—焊口号(OX)后面加G-焊工号。
2.1.8如果焊口在顺序中间增加焊口则按原流水编号CJX01—管道介质—线位号—使用顺气流上道原焊口号(OX)后+0X-焊工号。
焊口标识管理规定-SF

焊口标识管理规定
☞管道焊口标识格式统一按下表:
管线号
焊口号
焊工号
焊接日期
对外径Φ≤60mm的焊口如采用上述标识方法标注困难,可以不画田字格直接在焊口附近标注管线号、焊口号、焊工号、焊接日期。
☞对接焊缝焊口号用英文字母W表示,即从管道的一端开始编号(一般按管道内介质流向)分别为W1、W2、W3...,支管上的对接接头也按此方法依次编入。
☞角焊缝焊口号用英文字母D表示,也从管道的一端开始分别为D1、D2、D3...,支管上的角接接头按此方法依次编入。
☞要区分活动口和固定口,固定口要在其焊口号后加大写英文字母“G”后缀,已示与活动口区别。
如:活动口 W2 D6
固定口 W7G D12G
☞管道在预制或安装过程中需要增加焊口时,所增加焊口的编号按所插入位置的前一焊口的编号后加大写英文字母“Z”来编制;当此位置插入多道焊口时,再加后缀1、2、3...已示区别。
如在焊口编号为W16、W17的管段内插入一道焊口,则此焊口的焊缝编号为W16Z;若在此管段插入三道焊口,则用W16Z1、W16Z2、W16Z3表示。
焊缝符号及焊接方法代号

δ
α
常用的焊缝尺寸符号
五、焊缝的指引线及其在图样上的位置
1. 组成
基准线上下用来标注有关的 焊缝符号,基准线的虚线既 可画在基准实线的上侧,也 可画在基准实线的下侧。基 准线一般应与图样的底边相 平行。
2. 焊缝符号相对于基准线的位置
(1)如果箭头指向焊缝的施焊面,则焊缝符号标注在 基准线的实线一侧。 (2)如果箭头指向焊缝的施焊背面,则将焊缝符号标 注在基准线的虚线一侧。
5
5
或
2、需要时也可在图样上采用图示法画 出焊缝,并同时标注焊接符号。
5 3 50(30) 5 3 50(30)
或
5 3 50(30) 5 3 50(30)
焊接图与零件图的不同之处在于各相 邻焊件的剖面线的方向不同,且在焊接图 中需对各焊件进行编号,并需要填写零件 明细栏。显然,焊接图是以整体形式表示 的,它表达的仅仅是一个零件(焊接件)。
(3)标注对称焊缝及双面焊缝时,基准线的虚线可 省略不画。
3. 箭头线的位置
箭头线相对焊缝的位置一般没有特殊要求,但是在标 注单边V形焊缝、带钝边单V形焊缝和带钝边J形焊缝 时,箭头线应指向带有坡口一侧的工件。
箭头线相对焊缝的位置一般没有特殊要求,但是在标 注单边V形焊缝、带钝边单V形焊缝和带钝边J形焊缝 时,箭头线应指向带有坡口一侧的工件。
三、焊缝的补充符号
补充符号是为了补充说明焊缝的某些特征而采用的
符名称号,用符号 粗实线焊绘缝制形,式 如果需标 要注 示 可例随基本符说 号明 标注
在相应的位置上。
带垫板符号
表示V形焊缝的背面底 部有垫板
三面焊缝符 号
周围焊缝符 号 现场施工符 号
尾部符号
工件三面施焊,为角焊 缝
焊口编号规定

焊口编号规定1 .目的为加强输气管道工程场站管线焊接管理,确保焊接质量,统一标准,便于交工技术文件编制,特制订本规定。
2 .职责工程管理分部负责检查监理单位和施工单位各场站管线焊接管理工作。
监理单位负责对施工单位焊口编号的正确性进行检查。
监理单位对施工单位作业人员是否通过考核作出结论。
施工单位负责组织场站焊接施工,对不合格人员应进行更换。
3.编号及标识规定3.1 工艺管道安装轴侧图施工单位在场站工艺组对焊接前,需根据工艺管道安装轴侧图(单线图),在图中按介质流动方向标注焊口序列号,每个线号的序列号都从01开始,以下图为例:编号举例:QJYQZ - NG101 - 28” + 01“ QJYQZ ”表示潜江压气站汉语拼音首字母;“ NG101-28””表示图纸管线号;“ +01 ”表示焊口序号3.2 连头口的编号连头口在顺序号后增加“L”。
编号举例:QJYQZ - NG101 - 28” + 16L3.3 对于与主管道连接的仪表配件(压力表、温度计)等根部原件,编号规定如下:场站代号—管段号—根部原件编号编号举例:QJYQZ-NG101-PG301表示潜江压气站NG101管道与压力表连接头PG301的接口;备注:图纸已经标明仪表等根部原件的编号时按照图纸编号执行,未标明时按照元器件名称自行编号。
3.4 对于返修的焊口,在焊口序号或根部元件编号后增加“R”。
“R”表示返修编号举例:QJYQZ-NG101-28”+01-R3.5 对于割口,编号后增加“G”,对于割口,编号后增加“G”。
编号举例:QJQZY-NG101-28”+35G3.6 焊口标识施工单位在焊接管段上用油性记号笔写清焊口编号,并在相关施工记录上进行焊工号、焊口号、焊接日期标识,保持两者的一致性。
当现场安装焊口与预设焊口不一致时,可以适当增减焊口。
如:在焊口QJYQZ-FH111-2”+05与QJZ-FH111-2”+06之间增加两道口,编号为QJYQZ-FH111-2”+05+01、QJYQZ-FH111-2”+05+02焊口编号只是表示焊口代号,保证焊口编号的唯一性。
焊口编号规则1版

西三东二标段焊口编号规则(1版)为规范西三线东段管道工程二标段焊口编号,特编制此规则。
1、焊口编号书写位置书写焊口编号时应核对图纸及变更,确定上游桩号名称、已编写焊口号及间距,遇到桩点、弯管、返修等情况时应按照本规则正确书写焊口编号。
2、焊口编号规则管线上每道焊口都应有唯一的编号,格式为:1)工程代码XSD2:代表西气东输三线东段管道工程二标段。
2)施工单位G1代表管道一公司,G3代表管道三公司,G4代表管道四公司,G5代表管道五公司。
3)桩号及编写方向桩号代表施工区间的上游桩号,无论顺气流方向编写“+”或逆气流方向编写“-”均以上游桩号作为参照。
“+”表示从上游桩点顺气流方向流水号从小到大排列,“-”表示从下游桩点向逆气流方向流水号由小到大排列;顺气流或逆气流施工尽量编写“+”号,施工过程中可根据情况灵活掌握,可按每公里84道口估算、预留焊口号,应避免出现漏号。
4)流水号工程代码XXXX – XX - XXXX ± XXX - X – X – X - X施工单位桩号 流水号穿越 连头 返修或割口 编写方向弯管焊口流水号用3位数字表示,即001、002、003......依次顺延;若施工过程中焊口号预留不足,用+1、+2、+3......进行增加,严禁用-1、-2、-3......增加。
举例:2302+1桩至2303桩之间顺气流焊口编号如下XSD2-G1-2302+1+001XSD2-G1-2302+1+002XSD2-G1-2302+1+002+1XSD2-G1-2302+1+003XSD2-G1-2302+1+004XSD2-G1-2302+1-005XSD2-G1-2302+1-004XSD2-G1-2302+1-003XSD2-G1-2302+1-002XSD2-G1-2302+1-0016)穿越穿越用“C”表示(仅用于单出图穿越,对套管内、隧道内、河流堤坝内焊口进行标注)。
焊接符号大全
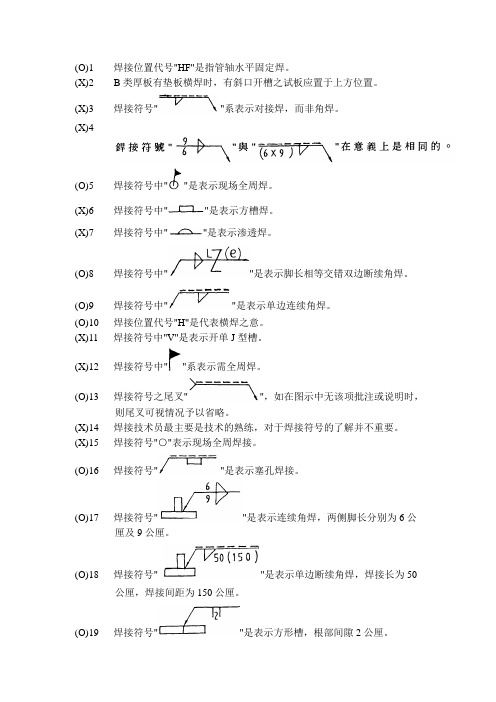
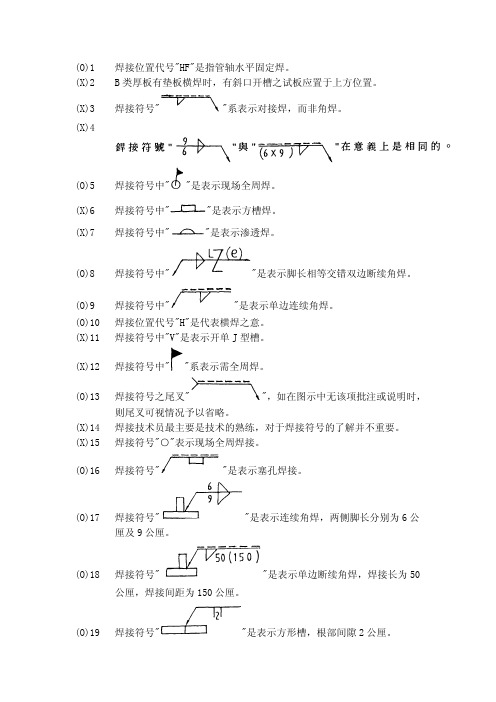
(O)1 焊接位置代号"HF"是指管轴水平固定焊。
(X)2 B类厚板有垫板横焊时,有斜口开槽之试板应置于上方位置。
(X)3 焊接符号""系表示对接焊,而非角焊。
(X)4(O)5 焊接符号中""是表示现场全周焊。
(X)6 焊接符号中""是表示方槽焊。
(X)7 焊接符号中""是表示渗透焊。
(O)8 焊接符号中""是表示脚长相等交错双边断续角焊。
(O)9 焊接符号中""是表示单边连续角焊。
(O)10 焊接位置代号"H"是代表横焊之意。
(X)11 焊接符号中"V"是表示开单J型槽。
(X)12 焊接符号中""系表示需全周焊。
(O)13 焊接符号之尾叉"",如在图示中无该项批注或说明时,则尾叉可视情况予以省略。
(X)14 焊接技术员最主要是技术的熟练,对于焊接符号的了解并不重要。
(X)15 焊接符号"○"表示现场全周焊接。
(O)16 焊接符号""是表示塞孔焊接。
(O)17 焊接符号""是表示连续角焊,两侧脚长分别为6公厘及9公厘。
(O)18 焊接符号" "是表示单边断续角焊,焊接长为50公厘,焊接间距为150公厘。
(O)19 焊接符号""是表示方形槽,根部间隙2公厘。
(O)20 焊接符号""是表示V形槽焊接。
(X)21 焊接符号""是表示单侧断续角焊,脚长分别为6公厘及9公厘。
(X)22 焊接符号""是表示V形槽焊接。
(O)23 焊接符号""是表示全周焊接之意。
(X)24 ""属于搭接接头。
(X)25(O)26 焊接符号" "表示开60度之V形槽。
管道焊口编号样本

焊口号:
焊工号:
焊接日期:
小于等于2”管道现场焊口编号用以下标签粘贴
管线号:
焊口号:
焊工号:
焊接日期:
管线号:
焊口号:
焊工号:
焊接日期:
管线号:
焊口号:
ቤተ መጻሕፍቲ ባይዱ焊工号:
焊接日期:
管线号:
焊口号:
焊工号:
焊接日期:
管线号:
焊口号:
焊工号:
焊接日期:
管线号:
焊口号:
焊工号:
焊接日期:
管线号:
焊口号:
焊工号:
焊接日期:
管线号:
焊口号:
焊工号:
焊接日期:
管线号:
焊口号:
焊工号:
焊接日期:
管线号:
焊口号:
焊工号:
焊接日期:
管线号:
焊口号:
焊工号:
焊接日期:
管线号:
焊口号:
焊工号:
焊接日期:
管线号-焊缝编号-探伤报告编号

管线号——焊缝编号——探伤报告编号——片号管线号管线号指的是你所在工程的管道的编号,一般来讲,同一条管路的管道用的是一个管线号,这个号可以在管道系统图(PID)中找到,也可以在单线图(ISO)中找到。
焊缝(口)编号管线编号可以参照工艺配管图的管线号,焊口编号可以在管线号后增加流水号。
焊缝编号原则上要记录焊工编号和管线号的。
(1)设备封头:F1A,F2A筒体:纵缝:A1,A2......(纵焊缝采用:A1-1、2、3....; A 2-1、2、3...)环缝:B1,B2.....接管:大于等于250 MA,MB小于等于250 HB(2)管线这是一个外资工程上的管线焊缝编号规则,供参考:一.焊缝编号应根据管线介质流向进行编号,原则上应先主管后支管。
遇到焊缝数量较少的支管(如排污,放空,仪表元件等支管)可以把该部分与其相连接的管道作为一个整体,进行编号。
二.焊缝符号表示方法。
为了使不同的焊缝有一个不同的区分,焊缝符号统一规定如下:在预制厂焊接的焊缝,用“S ”表示。
在现场制作的规定焊缝,用“F ”表示。
为避免编号重复,每张单线图上的第一道焊口在本张图纸上编号,最后一道焊口在相关图纸上编号。
三.管段编号。
每一个单独的管段均被赋予一个管段编号,编号时按照流向从01开始按顺序往后编。
为了清楚区分预制厂制作的每一管段,在预制场制作的管段,根据制作管段的先后顺序以及该管段所在的图号,在管段实物上进行如下标示:图号—序号。
例:管段为01的管段所在图号为- A648-819-3746.003-.。
标示方法如下:A648-819-3746.003—01。
四.由于设计修改,业主根据生产要求以及施工单位施工时的施工情况,现场不可避免造成部分管道修改:1、由上述原因导致安装过的管道需增加编号。
编号接着原管道编号进行,只不过在增加焊缝编号后加后缀A。
例如:已经编号完的管道编号编到20,增加2道焊缝,这两道焊缝依次顺序为21A ,22A。
管道焊口编号规定

管道焊口编号规定一.焊口编号格式:工程代码--施工单位--桩号--焊口顺序号--焊口类型二.有关说明:1.工程代码: JHGD ----“XX工程”简写英文字母2.施工单位: ZHEJ ---- “XX集团有限公司”简写英文字母ZSHSJ ----“XX建设有限公司”简写英文字母HYJS----“XX建设有限公司”简写英文字母SHAZ----“XX有限公司”简写英文字母3.桩号:**-(***)---- 管线所处段桩号(例如Ⅱ标段起始桩号:17--450)4.焊口顺序号:顺介质流向施工顺序号前加“+”,反方向施工加“—”;编号从01 开始。
5.焊口类型:“一般焊口用“M”表示,“返修焊口用“R”表示,连头焊口用“T”表示;连接弯管焊口用“LW(冷弯管)”和“RW(热煨弯管)”表示;穿越焊口用“C”表示。
例:一般焊口表示:JHGD-ZSHSJ-17-450+ M01/(- M01)返修焊口表示:JHGD-ZSHSJ-17-450+ M01-R/(-M01-R)穿越焊口表示:JHGD-ZSHSJ-17-450+ M01-C/(-M01-C)连头焊口表示:JHGD-ZSHSJ-17-450+ M01-T/(-M01-T)连头弯管焊口表示:JHGD-ZSHSJ-17-450+ M01-TW/(-M01-TW)三.焊口编号的现场标记所有焊口号标识必须由施工单位专人负责,用记号笔书写,字体大小不低于40mm,清晰工整,位置为沿着介质流向的1-3 点位,要求预留出防腐的位置后尽量靠近焊口侧。
四.每道焊口焊接完毕后,随即进行焊口编号工作,当天焊接焊缝必须全部标记,严禁出现漏标或者错标现象。
XX有限公司XX监理组2019年X月X日。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2015/10/25 8;00 2015/10/25 8:22 2015/10/25 8:45焊接总数:000000 焊接总数:000000 焊接总数:000000现场编号;1 现场编号;2 现场编号;3操作工号:H20 操作工号:H20 操作工号:H20管材材质:PE100 管材材质:PE100 管材材质:PE100管材规格:dn110SDR11 管材规格:dn110SDR11 管材规格:dn110SDR11 环境温度:15 环境温度:15 环境温度:15加热温度:230.5 加热温度:231.0 加热温度:231.1拖动压力:1.30兆帕拖动压力:1.31兆帕拖动压力:1.28兆帕熔接压力:2.68兆帕熔接压力:2.68兆帕熔接压力:2.70兆帕保压压力:2.30兆帕保压压力:2.28兆帕保压压力:2.30兆帕加热时间:9秒加热时间:9秒加热时间:9秒吸热时间:01分31秒吸热时间:01分31秒吸热时间:01分31秒转换时间:05秒转换时间:05秒转换时间:05秒冷却时间:13分冷却时间:13分冷却时间:13分焊接结果:自动*完成焊接结果:自动*完成焊接结果:自动*完成HJ-250********0809040 HJ-250********0809040 HJ-250********08090402015/10/25 9;05 2015/10/25 9:25 2015/10/25 9:45焊接总数:000000 焊接总数:000000 焊接总数:000000现场编号;4 现场编号;5 现场编号;6操作工号:H20 操作工号:H20 操作工号:H20管材材质:PE100 管材材质:PE100 管材材质:PE100管材规格:dn110SDR11 管材规格:dn110SDR11 管材规格:dn110SDR11 环境温度:16 环境温度:16 环境温度:16加热温度:231.1 加热温度:231.2 加热温度:230.5拖动压力:1.29兆帕拖动压力:1.30兆帕拖动压力:1.30兆帕熔接压力:2.69兆帕熔接压力:2.68兆帕熔接压力:2.69兆帕保压压力:2.29兆帕保压压力:2.28兆帕保压压力:2.28兆帕加热时间:9秒加热时间:9秒加热时间:9秒吸热时间:01分31秒吸热时间:01分31秒吸热时间:01分31秒转换时间:05秒转换时间:05秒转换时间:05秒冷却时间:13分冷却时间:13分冷却时间:13分焊接结果:自动*完成焊接结果:自动*完成焊接结果:自动*完成2015/10/25 10;05 2015/10/25 10:25 2015/10/25 10:45焊接总数:000000 焊接总数:000000 焊接总数:000000现场编号;7 现场编号;8 现场编号;9操作工号:H20 操作工号:H20 操作工号:H20管材材质:PE100 管材材质:PE100 管材材质:PE100管材规格:dn110SDR11 管材规格:dn110SDR11 管材规格:dn110SDR11 环境温度:17 环境温度:17 环境温度:17加热温度:231.1 加热温度:231.2 加热温度:231.0拖动压力:1.31兆帕拖动压力:1.28兆帕拖动压力:1.29兆帕熔接压力:2.69兆帕熔接压力:2.70兆帕熔接压力:2.70兆帕保压压力:2.29兆帕保压压力:2.29兆帕保压压力:2.30兆帕加热时间:9秒加热时间:9秒加热时间:9秒吸热时间:01分31秒吸热时间:01分31秒吸热时间:01分31秒转换时间:05秒转换时间:05秒转换时间:05秒冷却时间:13分冷却时间:13分冷却时间:13分焊接结果:自动*完成焊接结果:自动*完成焊接结果:自动*完成HJ-250********0809040 HJ-250********0809040 HJ-250********08090402015/10/25 10;45 2015/10/26 13:05 015/10/26 13:25焊接总数:000000 焊接总数:000000 焊接总数:000000现场编号;10 现场编号;11 现场编号;12操作工号:H20 操作工号:H20 操作工号:H20管材材质:PE100 管材材质:PE100 管材材质:PE100管材规格:dn110SDR11 管材规格:dn110SDR11 管材规格:dn110SDR11 环境温度:17 环境温度:20 环境温度:20加热温度:231.0 加热温度:230.8 加热温度:231.2拖动压力:1.29兆帕拖动压力:1.28兆帕拖动压力:1.28兆帕熔接压力:2.70兆帕熔接压力:2.69兆帕熔接压力:2.70兆帕保压压力:2.30兆帕保压压力:2.28兆帕保压压力:2.28兆帕加热时间:9秒加热时间:9秒加热时间:9秒吸热时间:01分31秒吸热时间:01分31秒吸热时间:01分31秒转换时间:05秒转换时间:05秒转换时间:05秒冷却时间:13分冷却时间:13分冷却时间:13分焊接结果:自动*完成焊接结果:自动*完成焊接结果:自动*完成HJ-250********0809040 HJ-250********0809040 HJ-250********08090402015/10/26 13;48 2015/10/26 14:10 015/10/26 14:32焊接总数:000000 焊接总数:000000 焊接总数:000000现场编号;13 现场编号;14 现场编号;15操作工号:H20 操作工号:H20 操作工号:H20管材材质:PE100 管材材质:PE100 管材材质:PE100管材规格:dn110SDR11 管材规格:dn110SDR11 管材规格:dn110SDR11 环境温度:20 环境温度:20 环境温度:20加热温度:231.3 加热温度:230.8 加热温度:230.5拖动压力:1.30兆帕拖动压力:1.30兆帕拖动压力:1.31兆帕熔接压力:2.68兆帕熔接压力:2.68兆帕熔接压力:2.70兆帕保压压力:2.29兆帕保压压力:2.28兆帕保压压力:2.28兆帕加热时间:9秒加热时间:9秒加热时间:9秒吸热时间:01分31秒吸热时间:01分31秒吸热时间:01分31秒转换时间:05秒转换时间:05秒转换时间:05秒冷却时间:13分冷却时间:13分冷却时间:13分焊接结果:自动*完成焊接结果:自动*完成焊接结果:自动*完成HJ-250********0809040 HJ-250********0809040 HJ-250********08090402015/10/26 14;55 2015/10/26 15:18 015/10/26 15:45焊接总数:000000 焊接总数:000000 焊接总数:000000现场编号;16 现场编号;17 现场编号;18操作工号:H20 操作工号:H20 操作工号:H20管材材质:PE100 管材材质:PE100 管材材质:PE100管材规格:dn110SDR11 管材规格:dn110SDR11 管材规格:dn110SDR11 环境温度:20 环境温度:20 环境温度:20加热温度:231.5 加热温度:230.2 加热温度:231.1拖动压力:1.29兆帕拖动压力:1.29兆帕拖动压力:1.30兆帕熔接压力:2.68兆帕熔接压力:2.70兆帕熔接压力:2.70兆帕保压压力:2.30兆帕保压压力:2.31兆帕保压压力:2.31兆帕加热时间:9秒加热时间:9秒加热时间:9秒吸热时间:01分31秒吸热时间:01分31秒吸热时间:01分31秒转换时间:05秒转换时间:05秒转换时间:05秒冷却时间:13分冷却时间:13分冷却时间:13分焊接结果:自动*完成焊接结果:自动*完成焊接结果:自动*完成HJ-250********0809040 HJ-250********0809040 HJ-250********08090402015/10/26 16;05 2015/10/26 16:30 015/10/27 10:05焊接总数:000000 焊接总数:000000 焊接总数:000000现场编号;19 现场编号;20 现场编号;21操作工号:H20 操作工号:H20 操作工号:H20管材材质:PE100 管材材质:PE100 管材材质:PE100管材规格:dn110SDR11 管材规格:dn110SDR11 管材规格:dn110SDR11 环境温度:18 环境温度:18 环境温度:15加热温度:230.8 加热温度:230.5 加热温度:231.2拖动压力:1.27兆帕拖动压力:1.30兆帕拖动压力:1.29兆帕熔接压力:2.69兆帕熔接压力:2.70兆帕熔接压力:2.70兆帕保压压力:2.29兆帕保压压力:2.30兆帕保压压力:2.29兆帕加热时间:9秒加热时间:9秒加热时间:9秒吸热时间:01分31秒吸热时间:01分31秒吸热时间:01分31秒转换时间:05秒转换时间:05秒转换时间:05秒冷却时间:13分冷却时间:13分冷却时间:13分焊接结果:自动*完成焊接结果:自动*完成焊接结果:自动*完成HJ-250********0809040 HJ-250********08090402015/10/27 10;25 2015/10/27 10:45焊接总数:000000 焊接总数:000000现场编号;22 现场编号;23操作工号:H20 操作工号:H20管材材质:PE100 管材材质:PE100管材规格:dn110SDR11 管材规格:dn110SDR11环境温度:17 环境温度:17加热温度:230.1 加热温度:230.2拖动压力:1.30兆帕拖动压力:1.31兆帕熔接压力:2.68兆帕熔接压力:2.69兆帕保压压力:2.28兆帕保压压力:2.30兆帕加热时间:9秒加热时间:9秒吸热时间:01分31秒吸热时间:01分31秒转换时间:05秒转换时间:05秒冷却时间:13分冷却时间:13分焊接结果:自动*完成焊接结果:自动*完成。