焊口编号
焊口编号规则
供热管网现场焊缝编号规则
1、施工标段号+管道所在道路编号(介质流向)+桩号+焊口流水号
III—W34/(L、R)/(G、H)—K1—001~999
2、若局部路段管道实际焊口超出预估焊口数,预留号段用完时,可用K1/001~999+01~99方式编号,编号顺序为道路路桩里程增加方向。
3、因部分道路两侧均有供热管网,为便于区分,需在编号时注明管道与道路的相对位置。
面向道路桩号(里程增加方向),左手为左,右手为右,如管网仅在道路单侧有,则不标注左右。
3、例如:
1)III—W34/G—K1—001
表示:III标段纬三十四路供水管道从K1路桩开始编号的第1个焊缝。
2)II—HZBL/L/H—K10—014
表示:II标段货站北路左侧回水管道从K10路桩开始编号的第14个焊缝。
管线号-焊缝编号-探伤报告编号

管线号——焊缝编号——探伤报告编号——片号管线号管线号指的是你所在工程的管道的编号,一般来讲,同一条管路的管道用的是一个管线号,这个号可以在管道系统图(PID)中找到,也可以在单线图(ISO)中找到。
焊缝(口)编号管线编号可以参照工艺配管图的管线号,焊口编号可以在管线号后增加流水号。
焊缝编号原则上要记录焊工编号和管线号的。
(1)设备封头:F1A,F2A筒体:纵缝:A1,A2......(纵焊缝采用:A1-1、2、3....;A 2-1、2、3...)环缝:B1,B2.....接管:大于等于250 MA,MB小于等于250 HB(2)管线这是一个外资工程上的管线焊缝编号规则,供参考:一.焊缝编号应根据管线介质流向进行编号,原则上应先主管后支管。
遇到焊缝数量较少的支管(如排污,放空,仪表元件等支管)可以把该部分与其相连接的管道作为一个整体,进行编号。
二.焊缝符号表示方法。
为了使不同的焊缝有一个不同的区分,焊缝符号统一规定如下:在预制厂焊接的焊缝,用“S ”表示。
在现场制作的规定焊缝,用“F ”表示。
为避免编号重复,每张单线图上的第一道焊口在本张图纸上编号,最后一道焊口在相关图纸上编号。
三.管段编号。
每一个单独的管段均被赋予一个管段编号,编号时按照流向从01开始按顺序往后编。
为了清楚区分预制厂制作的每一管段,在预制场制作的管段,根据制作管段的先后顺序以及该管段所在的图号,在管段实物上进行如下标示:图号—序号。
例:管段为01的管段所在图号为- A648-819-3746.003-.。
标示方法如下:A648-819-3746.003—01。
四.由于设计修改,业主根据生产要求以及施工单位施工时的施工情况,现场不可避免造成部分管道修改:1、由上述原因导致安装过的管道需增加编号。
编号接着原管道编号进行,只不过在增加焊缝编号后加后缀A。
例如:已经编号完的管道编号编到20,增加2道焊缝,这两道焊缝依次顺序为21A ,22A。
焊口编号方法
焊口编号方法:
1.无损检测焊口编号及编排方法以焊接委托单为主要依据,并与焊接的施焊记
录图相对应。
2.如果是属于抽检焊口,除所委托焊口编号外,还要记录号管段编号,以便对
无损检测焊口编号在整个管线中进行定位跟踪管理,有追溯性。
3.无损检测射线底片编号要与所委托焊口号一致。
对管线固定焊口属于吊焊口
的,以平焊位置为中心,顺介质流动方向顺时针右手螺旋法则确定;对属于横焊口的,以介质水平流动方向为参照,所面对焊缝中心为起点,按右手螺旋法则顺时针进行布片或进行缺陷标记。
4.对属于地面组合,需要位移的焊口,需在地面上做好实体标识(采用醒目油
漆或记号笔),每道焊口片号顺序以收弧处为基点,以介质流向为基准,由右手螺旋法则确定,用记号笔在焊口上标识片号,或辅以示意图进行
5.对因检测不合格的焊口,需要扩探的焊口编号后家K字样,对需要加倍检验
的编号后加J字样。
6.需要返工处理的部位,射线底片编号在原编号后加R字样。
7.焊缝探伤后,在离焊缝100mm处,标识相应探伤方式字样“RT”或“UT”。
8.焊缝射线透明胶片上,标识内容:产品编号,焊缝编号部位编号,透照日期。
管线焊口分布图
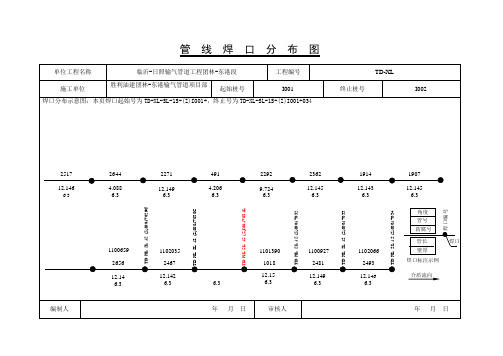
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图。
焊接焊口编号

2015/10/25 8;00 2015/10/25 8:22 2015/10/25 8:45焊接总数:000000 焊接总数:000000 焊接总数:000000现场编号;1 现场编号;2 现场编号;3操作工号:H20 操作工号:H20 操作工号:H20管材材质:PE100 管材材质:PE100 管材材质:PE100管材规格:dn110SDR11 管材规格:dn110SDR11 管材规格:dn110SDR11 环境温度:15 环境温度:15 环境温度:15加热温度:230.5 加热温度:231.0 加热温度:231.1拖动压力:1.30兆帕拖动压力:1.31兆帕拖动压力:1.28兆帕熔接压力:2.68兆帕熔接压力:2.68兆帕熔接压力:2.70兆帕保压压力:2.30兆帕保压压力:2.28兆帕保压压力:2.30兆帕加热时间:9秒加热时间:9秒加热时间:9秒吸热时间:01分31秒吸热时间:01分31秒吸热时间:01分31秒转换时间:05秒转换时间:05秒转换时间:05秒冷却时间:13分冷却时间:13分冷却时间:13分焊接结果:自动*完成焊接结果:自动*完成焊接结果:自动*完成HJ-250********0809040 HJ-250********0809040 HJ-250********08090402015/10/25 9;05 2015/10/25 9:25 2015/10/25 9:45焊接总数:000000 焊接总数:000000 焊接总数:000000现场编号;4 现场编号;5 现场编号;6操作工号:H20 操作工号:H20 操作工号:H20管材材质:PE100 管材材质:PE100 管材材质:PE100管材规格:dn110SDR11 管材规格:dn110SDR11 管材规格:dn110SDR11 环境温度:16 环境温度:16 环境温度:16加热温度:231.1 加热温度:231.2 加热温度:230.5拖动压力:1.29兆帕拖动压力:1.30兆帕拖动压力:1.30兆帕熔接压力:2.69兆帕熔接压力:2.68兆帕熔接压力:2.69兆帕保压压力:2.29兆帕保压压力:2.28兆帕保压压力:2.28兆帕加热时间:9秒加热时间:9秒加热时间:9秒吸热时间:01分31秒吸热时间:01分31秒吸热时间:01分31秒转换时间:05秒转换时间:05秒转换时间:05秒冷却时间:13分冷却时间:13分冷却时间:13分焊接结果:自动*完成焊接结果:自动*完成焊接结果:自动*完成2015/10/25 10;05 2015/10/25 10:25 2015/10/25 10:45焊接总数:000000 焊接总数:000000 焊接总数:000000现场编号;7 现场编号;8 现场编号;9操作工号:H20 操作工号:H20 操作工号:H20管材材质:PE100 管材材质:PE100 管材材质:PE100管材规格:dn110SDR11 管材规格:dn110SDR11 管材规格:dn110SDR11 环境温度:17 环境温度:17 环境温度:17加热温度:231.1 加热温度:231.2 加热温度:231.0拖动压力:1.31兆帕拖动压力:1.28兆帕拖动压力:1.29兆帕熔接压力:2.69兆帕熔接压力:2.70兆帕熔接压力:2.70兆帕保压压力:2.29兆帕保压压力:2.29兆帕保压压力:2.30兆帕加热时间:9秒加热时间:9秒加热时间:9秒吸热时间:01分31秒吸热时间:01分31秒吸热时间:01分31秒转换时间:05秒转换时间:05秒转换时间:05秒冷却时间:13分冷却时间:13分冷却时间:13分焊接结果:自动*完成焊接结果:自动*完成焊接结果:自动*完成HJ-250********0809040 HJ-250********0809040 HJ-250********08090402015/10/25 10;45 2015/10/26 13:05 015/10/26 13:25焊接总数:000000 焊接总数:000000 焊接总数:000000现场编号;10 现场编号;11 现场编号;12操作工号:H20 操作工号:H20 操作工号:H20管材材质:PE100 管材材质:PE100 管材材质:PE100管材规格:dn110SDR11 管材规格:dn110SDR11 管材规格:dn110SDR11 环境温度:17 环境温度:20 环境温度:20加热温度:231.0 加热温度:230.8 加热温度:231.2拖动压力:1.29兆帕拖动压力:1.28兆帕拖动压力:1.28兆帕熔接压力:2.70兆帕熔接压力:2.69兆帕熔接压力:2.70兆帕保压压力:2.30兆帕保压压力:2.28兆帕保压压力:2.28兆帕加热时间:9秒加热时间:9秒加热时间:9秒吸热时间:01分31秒吸热时间:01分31秒吸热时间:01分31秒转换时间:05秒转换时间:05秒转换时间:05秒冷却时间:13分冷却时间:13分冷却时间:13分焊接结果:自动*完成焊接结果:自动*完成焊接结果:自动*完成HJ-250********0809040 HJ-250********0809040 HJ-250********08090402015/10/26 13;48 2015/10/26 14:10 015/10/26 14:32焊接总数:000000 焊接总数:000000 焊接总数:000000现场编号;13 现场编号;14 现场编号;15操作工号:H20 操作工号:H20 操作工号:H20管材材质:PE100 管材材质:PE100 管材材质:PE100管材规格:dn110SDR11 管材规格:dn110SDR11 管材规格:dn110SDR11 环境温度:20 环境温度:20 环境温度:20加热温度:231.3 加热温度:230.8 加热温度:230.5拖动压力:1.30兆帕拖动压力:1.30兆帕拖动压力:1.31兆帕熔接压力:2.68兆帕熔接压力:2.68兆帕熔接压力:2.70兆帕保压压力:2.29兆帕保压压力:2.28兆帕保压压力:2.28兆帕加热时间:9秒加热时间:9秒加热时间:9秒吸热时间:01分31秒吸热时间:01分31秒吸热时间:01分31秒转换时间:05秒转换时间:05秒转换时间:05秒冷却时间:13分冷却时间:13分冷却时间:13分焊接结果:自动*完成焊接结果:自动*完成焊接结果:自动*完成HJ-250********0809040 HJ-250********0809040 HJ-250********08090402015/10/26 14;55 2015/10/26 15:18 015/10/26 15:45焊接总数:000000 焊接总数:000000 焊接总数:000000现场编号;16 现场编号;17 现场编号;18操作工号:H20 操作工号:H20 操作工号:H20管材材质:PE100 管材材质:PE100 管材材质:PE100管材规格:dn110SDR11 管材规格:dn110SDR11 管材规格:dn110SDR11 环境温度:20 环境温度:20 环境温度:20加热温度:231.5 加热温度:230.2 加热温度:231.1拖动压力:1.29兆帕拖动压力:1.29兆帕拖动压力:1.30兆帕熔接压力:2.68兆帕熔接压力:2.70兆帕熔接压力:2.70兆帕保压压力:2.30兆帕保压压力:2.31兆帕保压压力:2.31兆帕加热时间:9秒加热时间:9秒加热时间:9秒吸热时间:01分31秒吸热时间:01分31秒吸热时间:01分31秒转换时间:05秒转换时间:05秒转换时间:05秒冷却时间:13分冷却时间:13分冷却时间:13分焊接结果:自动*完成焊接结果:自动*完成焊接结果:自动*完成HJ-250********0809040 HJ-250********0809040 HJ-250********08090402015/10/26 16;05 2015/10/26 16:30 015/10/27 10:05焊接总数:000000 焊接总数:000000 焊接总数:000000现场编号;19 现场编号;20 现场编号;21操作工号:H20 操作工号:H20 操作工号:H20管材材质:PE100 管材材质:PE100 管材材质:PE100管材规格:dn110SDR11 管材规格:dn110SDR11 管材规格:dn110SDR11 环境温度:18 环境温度:18 环境温度:15加热温度:230.8 加热温度:230.5 加热温度:231.2拖动压力:1.27兆帕拖动压力:1.30兆帕拖动压力:1.29兆帕熔接压力:2.69兆帕熔接压力:2.70兆帕熔接压力:2.70兆帕保压压力:2.29兆帕保压压力:2.30兆帕保压压力:2.29兆帕加热时间:9秒加热时间:9秒加热时间:9秒吸热时间:01分31秒吸热时间:01分31秒吸热时间:01分31秒转换时间:05秒转换时间:05秒转换时间:05秒冷却时间:13分冷却时间:13分冷却时间:13分焊接结果:自动*完成焊接结果:自动*完成焊接结果:自动*完成HJ-250********0809040 HJ-250********08090402015/10/27 10;25 2015/10/27 10:45焊接总数:000000 焊接总数:000000现场编号;22 现场编号;23操作工号:H20 操作工号:H20管材材质:PE100 管材材质:PE100管材规格:dn110SDR11 管材规格:dn110SDR11环境温度:17 环境温度:17加热温度:230.1 加热温度:230.2拖动压力:1.30兆帕拖动压力:1.31兆帕熔接压力:2.68兆帕熔接压力:2.69兆帕保压压力:2.28兆帕保压压力:2.30兆帕加热时间:9秒加热时间:9秒吸热时间:01分31秒吸热时间:01分31秒转换时间:05秒转换时间:05秒冷却时间:13分冷却时间:13分焊接结果:自动*完成焊接结果:自动*完成。
焊接工程编号一览

临海市垃圾焚烧发电厂工程
焊接编号一览表
注:同一管屏编号原则从左至右1-N,从前到后1-N。
前水冷壁
焊口标识图:
焊口标识图:
审核:记录:
焊口标识图:
审核:记录:
焊口标识图:
审核:记录:
隔墙水冷壁
焊口标识图:
审核:记录:
焊口标识图:
审核:记录:
焊口标识图:
审核:记录:
焊口标识图:∮133X12
审核:记录:
低温过热器
焊口标识图:
焊口标识图:
焊口标识图:
过热器集箱连接管
焊口标识图:
审核:记录:
焊口标识图:
焊口标识图:
审核:记录:
省煤器
焊口标识图:
蒸发受热面
焊口标识图:。
管线号-焊缝编号-探伤报告编号

管线号——焊缝编号——探伤报告编号——片号管线号管线号指的是你所在工程的管道的编号,一般来讲,同一条管路的管道用的是一个管线号,这个号可以在管道系统图(PID)中找到,也可以在单线图(ISO)中找到。
焊缝(口)编号管线编号可以参照工艺配管图的管线号,焊口编号可以在管线号后增加流水号。
焊缝编号原则上要记录焊工编号和管线号的。
(1)设备封头:F1A,F2A筒体:纵缝:A1,A2......(纵焊缝采用:A1-1、2、3....; A 2-1、2、3...)环缝:B1,B2.....接管:大于等于250 MA,MB小于等于250 HB(2)管线这是一个外资工程上的管线焊缝编号规则,供参考:一.焊缝编号应根据管线介质流向进行编号,原则上应先主管后支管。
遇到焊缝数量较少的支管(如排污,放空,仪表元件等支管)可以把该部分与其相连接的管道作为一个整体,进行编号。
二.焊缝符号表示方法。
为了使不同的焊缝有一个不同的区分,焊缝符号统一规定如下:在预制厂焊接的焊缝,用“ S ”表示。
在现场制作的规定焊缝,用“ F ”表示。
为避免编号重复,每张单线图上的第一道焊口在本张图纸上编号,最后一道焊口在相关图纸上编号。
三.管段编号。
每一个单独的管段均被赋予一个管段编号,编号时按照流向从01开始按顺序往后编。
为了清楚区分预制厂制作的每一管段,在预制场制作的管段,根据制作管段的先后顺序以及该管段所在的图号,在管段实物上进行如下标示:图号—序号。
例:管段为01的管段所在图号为- A648-819-3746.003-.。
标示方法如下:A648-819-3746.003—01。
四.由于设计修改,业主根据生产要求以及施工单位施工时的施工情况,现场不可避免造成部分管道修改:1、由上述原因导致安装过的管道需增加编号。
编号接着原管道编号进行,只不过在增加焊缝编号后加后缀A。
例如:已经编号完的管道编号编到20,增加2道焊缝,这两道焊缝依次顺序为21A ,22A。
管线号焊缝编号探伤报告编号

管线号——焊缝编号——探伤报告编号——片号管线号管线号指的是你所在工程的管道的编号,一般来讲,同一条管路的管道用的是一个管线号,这个号可以在管道系统图(PID)中找到,也可以在单线图(ISO)中找到。
焊缝(口)编号管线编号可以参照工艺配管图的管线号,焊口编号可以在管线号后增加流水号。
焊缝编号原则上要记录焊工编号和管线号的。
(1)设备封头:F1A,F2A筒体:纵缝:A1,A2......(纵焊缝采用:A1-1、2、3....; A 2-1、2、3...)环缝:B1,B2.....接管:大于等于250 MA,MB小于等于250 HB(2)管线这是一个外资工程上的管线焊缝编号规则,供参考:一.焊缝编号应根据管线介质流向进行编号,原则上应先主管后支管。
遇到焊缝数量较少的支管(如排污,放空,仪表元件等支管)可以把该部分与其相连接的管道作为一个整体,进行编号。
二.焊缝符号表示方法。
为了使不同的焊缝有一个不同的区分,焊缝符号统一规定如下:在预制厂焊接的焊缝,用“S ”表示。
在现场制作的规定焊缝,用“F ”表示。
为避免编号重复,每张单线图上的第一道焊口在本张图纸上编号,最后一道焊口在相关图纸上编号。
三.管段编号。
每一个单独的管段均被赋予一个管段编号,编号时按照流向从01开始按顺序往后编。
为了清楚区分预制厂制作的每一管段,在预制场制作的管段,根据制作管段的先后顺序以及该管段所在的图号,在管段实物上进行如下标示:图号—序号。
例:管段为01的管段所在图号为- A648-819-3746.003-.。
标示方法如下:A648-819-3746.003—01。
四.由于设计修改,业主根据生产要求以及施工单位施工时的施工情况,现场不可避免造成部分管道修改:1、由上述原因导致安装过的管道需增加编号。
编号接着原管道编号进行,只不过在增加焊缝编号后加后缀A。
例如:已经编号完的管道编号编到20,增加2道焊缝,这两道焊缝依次顺序为21A ,22A。
管线号-焊缝编号-探伤报告编号
管线号——焊缝编号——探伤报告编号——片号管线号管线号指的是你所在工程的管道的编号,一般来讲,同一条管路的管道用的是一个管线号,这个号可以在管道系统图(PID)中找到,也可以在单线图(ISO)中找到。
焊缝(口)编号管线编号可以参照工艺配管图的管线号,焊口编号可以在管线号后增加流水号。
焊缝编号原则上要记录焊工编号和管线号的。
(1)设备封头:F1A,F2A筒体:纵缝:A1,A2......(纵焊缝采用:A1-1、2、3....; A 2-1、2、3...)环缝:B1,B2.....接管:大于等于250 MA,MB小于等于250 HB(2)管线这是一个外资工程上的管线焊缝编号规则,供参考:一.焊缝编号应根据管线介质流向进行编号,原则上应先主管后支管。
遇到焊缝数量较少的支管(如排污,放空,仪表元件等支管)可以把该部分与其相连接的管道作为一个整体,进行编号。
二.焊缝符号表示方法。
为了使不同的焊缝有一个不同的区分,焊缝符号统一规定如下:在预制厂焊接的焊缝,用“ S ”表示。
在现场制作的规定焊缝,用“ F ”表示。
为避免编号重复,每张单线图上的第一道焊口在本张图纸上编号,最后一道焊口在相关图纸上编号。
三.管段编号。
每一个单独的管段均被赋予一个管段编号,编号时按照流向从01开始按顺序往后编。
为了清楚区分预制厂制作的每一管段,在预制场制作的管段,根据制作管段的先后顺序以及该管段所在的图号,在管段实物上进行如下标示:图号—序号。
例:管段为01的管段所在图号为- A648-819-3746.003-.。
标示方法如下:A648-819-3746.003—01。
四.由于设计修改,业主根据生产要求以及施工单位施工时的施工情况,现场不可避免造成部分管道修改:1、由上述原因导致安装过的管道需增加编号。
编号接着原管道编号进行,只不过在增加焊缝编号后加后缀A。
例如:已经编号完的管道编号编到20,增加2道焊缝,这两道焊缝依次顺序为21A ,22A。
焊口编号说明

焊口编号规定一、设备制作安装1、吸收塔#1吸收塔编号为01-02,#2吸收塔编号为02-02;底板为01,壁板为02,顶板为03,T字焊口为T,纵向焊口为Z,环向焊口为H,根据每道焊缝自上而下编号:例如:#1(#2)吸收塔底板,T型焊口为T01(02)-02-01-1、2、3……,对接焊口为Z01(02)-02-01-01、02、03……;#1吸收塔壁板,第19带板,纵向焊口为,Z01(02)-02-02-01、02、03……,环向焊口为H01(02)-02-02-01、02、03……,T型焊口为T01(02)-02-02-01、02、03……;#1吸收塔顶板,纵向焊口为,Z01(02)-02-03-01、02、03……,环向焊口为H01(02)-02-03-01、02、03……,T型焊口为T01(02)-02-03-01、02、03……;2、AFT塔#1AFT塔编号为01-08,#2AFT塔编号为02-08;底板为01,壁板为02,顶板为03,T字焊口为T,纵向焊口为Z,环向焊口为H,根据每道焊缝自上而下编号:例如:#1(#2)AFT塔底板,T型焊口为T01(02)-08-01-1、2、3……,对接焊口为Z01(02)-08-01-01、02、03……;#1AFT塔壁板,第13带板,纵向焊口为,Z01(02)-08-02-01、02、03……,环向焊口为H01(02)-08-02-01、02、03……,T型焊口为T01(02)-08-02-01、02、03……;#1AFT塔顶板,纵向焊口为,Z01(02)-08-03-01、02、03……,环向焊口为H01(02)-08-03-01、02、03……,T型焊口为T01(02)-08-03-01、02、03……;3、事故浆液罐事故浆液罐编号为01-05;底板为01,壁板为02,顶板为03,T字焊口为T,纵向焊口为Z,环向焊口为H,根据每道焊缝自上而下编号:例如:事故浆液罐底板,T型焊口为T01-05-01-1、2、3……,对接焊口为Z01-05-01-01、02、03……;事故浆液罐壁板,第14带板,纵向焊口为,Z01-05-02-01、02、03……,环向焊口为H01-05-02-01、02、03……,T型焊口为T01-05-02-01、02、03……;事故浆液罐顶板,纵向焊口为,Z01-05-03-01、02、03……,环向焊口为H01-05-03-01、02、03……,T型焊口为T01-05-03-01、02、03……;。
焊口编号规定

焊口编号规定1 .目的为加强输气管道工程场站管线焊接管理,确保焊接质量,统一标准,便于交工技术文件编制,特制订本规定。
2 .职责工程管理分部负责检查监理单位和施工单位各场站管线焊接管理工作。
监理单位负责对施工单位焊口编号的正确性进行检查。
监理单位对施工单位作业人员是否通过考核作出结论。
施工单位负责组织场站焊接施工,对不合格人员应进行更换。
3.编号及标识规定3.1 工艺管道安装轴侧图施工单位在场站工艺组对焊接前,需根据工艺管道安装轴侧图(单线图),在图中按介质流动方向标注焊口序列号,每个线号的序列号都从01开始,以下图为例:编号举例:QJYQZ - NG101 - 28” + 01“ QJYQZ ”表示潜江压气站汉语拼音首字母;“ NG101-28””表示图纸管线号;“ +01 ”表示焊口序号3.2 连头口的编号连头口在顺序号后增加“L”。
编号举例:QJYQZ - NG101 - 28” + 16L3.3 对于与主管道连接的仪表配件(压力表、温度计)等根部原件,编号规定如下:场站代号—管段号—根部原件编号编号举例:QJYQZ-NG101-PG301表示潜江压气站NG101管道与压力表连接头PG301的接口;备注:图纸已经标明仪表等根部原件的编号时按照图纸编号执行,未标明时按照元器件名称自行编号。
3.4 对于返修的焊口,在焊口序号或根部元件编号后增加“R”。
“R”表示返修编号举例:QJYQZ-NG101-28”+01-R3.5 对于割口,编号后增加“G”,对于割口,编号后增加“G”。
编号举例:QJQZY-NG101-28”+35G3.6 焊口标识施工单位在焊接管段上用油性记号笔写清焊口编号,并在相关施工记录上进行焊工号、焊口号、焊接日期标识,保持两者的一致性。
当现场安装焊口与预设焊口不一致时,可以适当增减焊口。
如:在焊口QJYQZ-FH111-2”+05与QJZ-FH111-2”+06之间增加两道口,编号为QJYQZ-FH111-2”+05+01、QJYQZ-FH111-2”+05+02焊口编号只是表示焊口代号,保证焊口编号的唯一性。
管道焊口编号样本

焊口号:
焊工号:
焊接日期:
小于等于2”管道现场焊口编号用以下标签粘贴
管线号:
焊口号:
焊工号:
焊接日期:
管线号:
焊口号:
焊工号:
焊接日期:
管线号:
焊口号:
ቤተ መጻሕፍቲ ባይዱ焊工号:
焊接日期:
管线号:
焊口号:
焊工号:
焊接日期:
管线号:
焊口号:
焊工号:
焊接日期:
管线号:
焊口号:
焊工号:
焊接日期:
管线号:
焊口号:
焊工号:
焊接日期:
管线号:
焊口号:
焊工号:
焊接日期:
管线号:
焊口号:
焊工号:
焊接日期:
管线号:
焊口号:
焊工号:
焊接日期:
管线号:
焊口号:
焊工号:
焊接日期:
管线号:
焊口号:
焊工号:
焊接日期:
焊口编号[宝典]
![焊口编号[宝典]](https://img.taocdn.com/s3/m/f8535fced05abe23482fb4daa58da0116c171fb8.png)
焊口编号如下格式:
000JQYF01-I-YZ01-001-1B-Y
000
备注:焊工号你方可写在焊口编号下方,以便焊口质量资料的可追溯性,焊工号在我方办理的上岗证中有所体现,
000
JQYF-1-01、000
0000
0000
JQYF-2-01、000
0000
0000
原平-代县-繁峙输气管道工程线路工程
1标段
施工部位(桩号) 焊口序列号 1机组 一般线路段
备注:最后一个字母的表示不是固定的,可用W 、L 、C 表示。
Y 表示一般线路段,W 表示弯管段,L 表示连头段,C 表示穿越段。
机组可以这样表示1B 、2B 、3B 、4B 、、、、、、、、、、、、 焊口序列号以此类推001、002、003、004、、、、、、、、、、、、、、、、、、、、
工程名称
1标段
焊工序列号
工程名称
焊工序列号 1标段
JQYF01-II-YZ82-001-1B-Y
000
0000
原平-代县-繁峙输气管道工程线路工程
2标段
施工部位(桩号) 焊口序列号 1机组 一般线路段
备注:最后一个字母的表示不是固定的,可用W 、L 、C 表示。
Y 表示一般线路段,W 表示弯管段,L 表示连头段,C 表示穿越段。
机组可以这样表示1B 、2B 、3B 、4B 、、、、、、、、、、、、 焊口序列号以此类推001、002、003、004、、、、、、、、、、、、、、、、、、、、
000。
管线号-焊缝编号-探伤报告编号

管线号——焊缝编号——探伤报告编号——片号管线号管线号指的是你所在工程的管道的编号,一般来讲,同一条管路的管道用的是一个管线号,这个号可以在管道系统图(PID)中找到,也可以在单线图(ISO)中找到。
焊缝(口)编号管线编号可以参照工艺配管图的管线号,焊口编号可以在管线号后增加流水号。
焊缝编号原则上要记录焊工编号和管线号的。
(1)设备封头:F1A,F2A筒体:纵缝:A1,A2......(纵焊缝采用:A1-1、2、3....; A 2-1、2、3...)环缝:B1,B2.....接管:大于等于250 MA,MB小于等于250 HB(2)管线这是一个外资工程上的管线焊缝编号规则,供参考:一.焊缝编号应根据管线介质流向进行编号,原则上应先主管后支管。
遇到焊缝数量较少的支管(如排污,放空,仪表元件等支管)可以把该部分与其相连接的管道作为一个整体,进行编号。
二.焊缝符号表示方法。
为了使不同的焊缝有一个不同的区分,焊缝符号统一规定如下:在预制厂焊接的焊缝,用“S ”表示。
在现场制作的规定焊缝,用“F ”表示。
为避免编号重复,每张单线图上的第一道焊口在本张图纸上编号,最后一道焊口在相关图纸上编号。
三.管段编号。
每一个单独的管段均被赋予一个管段编号,编号时按照流向从01开始按顺序往后编。
为了清楚区分预制厂制作的每一管段,在预制场制作的管段,根据制作管段的先后顺序以及该管段所在的图号,在管段实物上进行如下标示:图号—序号。
例:管段为01的管段所在图号为- A648-819-3746.003-.。
标示方法如下:A648-819-3746.003—01。
四.由于设计修改,业主根据生产要求以及施工单位施工时的施工情况,现场不可避免造成部分管道修改:1、由上述原因导致安装过的管道需增加编号。
编号接着原管道编号进行,只不过在增加焊缝编号后加后缀A。
例如:已经编号完的管道编号编到20,增加2道焊缝,这两道焊缝依次顺序为21A ,22A。
PMC长输管道焊口编码作业指导书

霸州-保定天然气输气管道工程PMC 长输管道焊口编码作业指导书BD-PMC-ZY-018版次 编制王松 日期 2011/01/15中国石油集团工程设计有限责任公司 北京兴油工程项目管理有限公司A审核 闫鹏飞日期 2011/01/15 批准日期2011/01/15目录1.0适用范围 (1)2.0编制依据 (1)3.0编码示意图 (1)4.0编码说明(线路) (1)5.0焊口编号书写要求 (2)6.0焊工考试焊口编码规定 (2)1.0适用范围本作业指导书适用于霸州-保定天然气输气管道工程管道线路焊接的焊口编码。
2.0编制依据焊接工艺评定;霸州-保定天然气输气管道工程施工图纸; 其他文件及相关资料3.0编码示意图XXX-XX —XXX ± XXX —XXXX-XX--X —XX4.0编码说明(线路)4.1工程代号:BD 表示霸州-保定天然气输气管道工程。
4.2标段代号:阿拉伯数字1、2、3、4。
4.3桩号与气流方向:桩号按照施工图确定(位数与施工图纸一致);顺流方向焊接为“﹢”工程代号(1)气流方向(4)焊口编号(5)承包单位(6) 焊接方式代号(8) 焊口类型代号(9) 桩号(3)机组代号(7)标段代号(2)逆流方向焊接为“﹣”。
示例:在A11到A12桩之间顺气流进行焊接时,桩号取A11+XXX;在A11到A12桩之间逆气流进行焊接时,桩号取A11-XXX。
4.5焊口编号:001、002、…010…100…999、(保留三位数字),对于割口焊口,需在原焊口号前加G1、G2区分,G1代表第一次割口,G2代表第二次割口。
示例:001焊口第一次割口后再次检测,焊口编号为G1001。
4.6承包单位:承包单位代号:新地能源工程技术有限公司EPC01,新地能源第一个分包商EPC02。
以此类推03、04、05等。
4.7机组代号机组代号:01、02、03………如新地能源工程技术有限公司第一机组:01。
新地能源分包商第一机组:01。
管道焊口编号规定

管道焊口编号规定一.焊口编号格式:工程代码--施工单位--桩号--焊口顺序号--焊口类型二.有关说明:1.工程代码: JHGD ----“XX工程”简写英文字母2.施工单位: ZHEJ ---- “XX集团有限公司”简写英文字母ZSHSJ ----“XX建设有限公司”简写英文字母HYJS----“XX建设有限公司”简写英文字母SHAZ----“XX有限公司”简写英文字母3.桩号:**-(***)---- 管线所处段桩号(例如Ⅱ标段起始桩号:17--450)4.焊口顺序号:顺介质流向施工顺序号前加“+”,反方向施工加“—”;编号从01 开始。
5.焊口类型:“一般焊口用“M”表示,“返修焊口用“R”表示,连头焊口用“T”表示;连接弯管焊口用“LW(冷弯管)”和“RW(热煨弯管)”表示;穿越焊口用“C”表示。
例:一般焊口表示:JHGD-ZSHSJ-17-450+ M01/(- M01)返修焊口表示:JHGD-ZSHSJ-17-450+ M01-R/(-M01-R)穿越焊口表示:JHGD-ZSHSJ-17-450+ M01-C/(-M01-C)连头焊口表示:JHGD-ZSHSJ-17-450+ M01-T/(-M01-T)连头弯管焊口表示:JHGD-ZSHSJ-17-450+ M01-TW/(-M01-TW)三.焊口编号的现场标记所有焊口号标识必须由施工单位专人负责,用记号笔书写,字体大小不低于40mm,清晰工整,位置为沿着介质流向的1-3 点位,要求预留出防腐的位置后尽量靠近焊口侧。
四.每道焊口焊接完毕后,随即进行焊口编号工作,当天焊接焊缝必须全部标记,严禁出现漏标或者错标现象。
XX有限公司XX监理组2019年X月X日。
焊口编号管理办法

文档为Word格式,下载后可任意编辑
焊口编号管理办法
1:QYYJ(Ⅱ)-01-JK001+001
焊口号
桩号
焊接机组
项目代码 2:001桩-002桩间焊接焊口1道,编号如下:
1)如顺气流焊接:
QYYJ(Ⅱ) -01-JK001+001
2)如逆气流焊接:
QYYJ(Ⅱ) -01-JK001-001
但在录入管道安装记录的时候,应按照顺气流进行排序,在表格中体现的顺序应该是(2、1):
3:如出现两个焊口号已经排定的情况,可以加小编号如下:
QYYJ(Ⅱ) -01- JK001-001+1
如果从1号桩中间开始施焊,前面有10根的距离,施焊位置的编号应该为QYYJ(Ⅱ)-01-JK001+009,前面留出8道焊口的编号,如果预留焊口1-8没有编完则加小编号,严禁出现焊口编号间断。
4:特殊焊口的编号办法:QYYJ(Ⅱ)-01- JK001+001(G、R、W、L、B、K)
G表示割口、R表示返修、W表示弯头、L表示连头、B表示变壁厚、K表示考试。
1。