CNCKAD 数控编程软件安装流程说明书.
CNCKAD_安装说明
H A N S L A S E RCNCKAD 安装说明建议电脑配置:1、硬件基本要求,可配置更高硬件,配置好,排版效率高。
序号配件名称 配件品牌规格 备注 1CPU Intel Core i5 750 可更高 2主板 技嘉 GA-P55-UD3L 可更高 3内存 金士顿 DDR3 1333 4G 可更高 4硬盘 希捷 320G16M 可更高 5 显卡 影驰 GTX260+上将版建议显存1G 以上2、系统要求: 建议WIN XP 专家版或WIN 7旗舰版,不能使用GOST 版本系统或者简化系统,要光盘安装版系统。
安装过程要点: 1、 安装CNCKAD 软件时请移除加密狗。
2、 安装时可改变软件的安装路径,建议不装在系统盘,程序路径、机床后置路径与零件路径同时更改,只改变盘符,不可从新定义路径名称。
3、 有时从新安装同版本软件时,无需卸载CNCKAD 软件,直接安装CNCKAD ,保持原安装路径,安装过程中将setup type:由UPDATE existing machine configurations,改选择 INSTALL NEW machine configurations 。
4、 待加密狗驱动安装完好后再点击完成运行软件5、 如果加密狗驱动未安装成功,可手动再次安装驱动,开始-程序-metalix (cnckad)-tools-Install HANSP Driver6、 安装后完成对应机床配置设置7、 完成报表设置,如报表中找不到相应的报表文件,请复制报表原文件至软件安装目录下的Machines 文件夹内,然后再设置对应的报告,当需要因为报告时,在报告中选择英语,并选择对应的英语报告文件。
报告文件可根据情况编辑,但不可改变程序变量,保存但不可改变报表名称。
8、参见--安装过程.wmv 与报告设置与打印.wmv侯勇 第 1 页 2011-1-10。
CNCKAD使用说明书(冲床)
CNCKAD冲床编程使用说明书目录备注 (2)添加使用的机器 (2)创建转塔文件 (3)导入零件 (7)导出零件 (14)图形检查 (15)自动添加冲压 (16)手动添加冲压 (22)添加微连接 (30)删除线微连接 (31)修改角微连接 (32)设置板材与夹钳 (32)调节模具加工顺序 (40)生成NC (47)删除模具/实体/标记/辅助线 (50)模拟加工 (51)编辑CAM (53)设置冲压方向 (54)共边冲压 (54)手动重定位 (55)创建特殊模具 (57)创建样例程序 (60)编辑模具库 (62)自定义形状 (65)切割板材 (69)设定模具顺序 (71)替换模具 (72)CAM层的使用方法 (73)设置暂停/推出 (75)雕刻折弯线 (80)处理零件表 (81)显示/隐藏微连接 (82)SP(特殊冲压设置) (82)TDC(设置模具的上死点/下死点) (84)绘制DFT文本 (85)绘制文字 (86)如何生成加工报告 (88)新建板材 (91)添加余料到材料库 (92)翻转:组合模具 (96)DB模具 (97)手动编辑移动路径 (97)备注:在CNCKAD选择一个功能命令时,建议大家一定要认真看功能的使用提示说明。
软件会提示你每一步是怎么操作的。
添加使用的机器软件会存在一个默认的机器,当我们使用多个机器或切换使用的机器时,在设置菜单中选择机器设置。
会弹出如下的对话框。
在对话框中点击机器设置按钮。
进入选择机器设置的界面。
在机器设置对话框中,可以选择机器文件的路径(一般默认就可以了),设置零件的路径,在选择机器一栏中选择制造商>>机器的型号>>点击向右的箭头添加到已选用机器一栏中就可以了。
选择机器点击向左的箭头可以删除已选用的机器。
机器添加完成后点击确定完成。
在转塔一栏选择和机器想匹配的转塔。
创建转塔文件对于转塔性的冲床我们首次使用软件编程的时候需要创建转塔文件和实际机器转塔上的模具一致。
cnckad教程

cnckad教程cnckad是一款专业的钣金加工软件,广泛应用于机械制造行业。
本文将为您介绍cnckad软件的特点、功能以及使用方法,帮助您快速上手并有效地利用该软件进行钣金加工。
一、cnckad软件的特点1. 简单易用:cnckad软件采用直观的用户界面,使得操作界面清晰明了。
新手用户也可以很快上手,并迅速熟练掌握软件的使用方法。
2. 全面的功能:cnckad软件提供了丰富的功能,可以满足各种不同类型的钣金加工需求。
从平板件到曲面件,从折弯到剪切,cnckad软件都能够提供精确的加工方案。
3. 高效的加工:cnckad软件具备智能化的排样功能,可以最大限度地节省材料、降低成本。
通过自动排样和优化工具,可以有效提高生产效率,缩短交货周期。
4. 强大的编辑功能:cnckad软件提供了丰富的编辑工具,可以对钣金图形进行灵活的修改和调整。
无论是增加孔洞、调整尺寸,还是添加半径和倒角,都可以轻松完成。
二、cnckad软件的主要功能1. CAD建模:cnckad软件提供了完善的CAD建模功能,可以快速创建和编辑钣金图形。
通过直观的绘图工具和多边形编辑器,用户可以轻松绘制出复杂的钣金形状。
2. 自动排样:cnckad软件具备智能化的自动排样功能,可以根据材料尺寸和生产要求,自动将钣金零件进行最优化排列。
通过最小化材料的浪费,提高了加工效率和材料利用率。
3. 智能折弯:cnckad软件支持智能折弯功能,可以根据材料和加工要求,自动创建折弯程序。
用户只需要输入折弯角度和半径等参数,软件即可自动生成折弯工艺。
4. 材料库管理:cnckad软件内置了丰富的材料库,包括常见的钣金材料,如铝、钢、不锈钢等。
用户可以根据需要添加自定义材料,并根据实际情况进行材料选取。
5. NC代码生成:cnckad软件可以根据加工要求,自动生成钣金加工的NC代码。
用户只需在软件中设置加工参数,即可快速生成符合机床要求的NC代码。
三、cnckad软件的使用方法1. 创建钣金图形:在cnckad软件中,可以通过绘图工具或导入外部图形文件的方式,创建钣金图形。
数控机床的编程软件操作流程

数控机床的编程软件操作流程数控机床是一种利用数字化信息控制系统进行加工的机床。
与传统机床相比,数控机床具有高精度、高效率、高自动化程度等优点。
数控机床的核心是编程软件,通过编程软件可以将设计图纸转化为机床可以识别和执行的指令,实现工件的自动加工。
下面将介绍数控机床编程软件的操作流程。
首先,启动编程软件。
将计算机连接到数控机床上,并确保编程软件已经正确安装在计算机上。
启动软件后,选择新建一个程序,进入到编程界面。
第二步是建立工件坐标系。
在编程软件中,需要定义一个参考坐标系,以便确定工件的位置和方向。
可以通过选择坐标系原点和坐标轴方向来建立坐标系。
接下来,输入加工的工艺参数。
在编程软件中,需要输入工件加工的各项参数,如切削速度、进给速度、切削深度等。
这些参数将直接影响到加工质量和效率,因此需要根据实际情况进行合理设置。
然后,绘制加工轨迹。
根据设计图纸,使用软件中的绘图工具,在编程界面中绘制出加工轨迹。
可以通过直线、圆弧等基本图形来构建加工轨迹,也可以通过复杂的曲线来绘制复杂形状的工件。
完成轨迹绘制后,需要进行参数修正。
在实际加工中,可能会出现机床误差、工件尺寸误差等情况,为了保证加工精度,需要对加工轨迹进行修正。
可以通过调整坐标值、速度参数等方式进行修正,使加工结果更加准确。
接下来是生成加工代码。
在编程软件中,将绘制好的加工轨迹转化为机床可以识别和执行的指令代码。
可以将加工代码保存为特定格式的文件,或者直接下载到数控机床中进行执行。
最后,进行仿真验证。
在进行实际加工之前,可以通过编程软件提供的仿真功能进行验证。
通过仿真,可以查看加工过程中机床的运动轨迹、工具路径等情况,以确保加工过程的安全性和有效性。
上述是数控机床编程软件的操作流程。
通过这个流程,可以将设计图纸转化为机床可以执行的指令,并实现工件的自动加工。
需要注意的是,在实际操作中要始终关注安全,保证编程参数和加工轨迹的准确性,以避免误操作和事故发生。
CNCKAD9.5安装教程
CNC安装教程
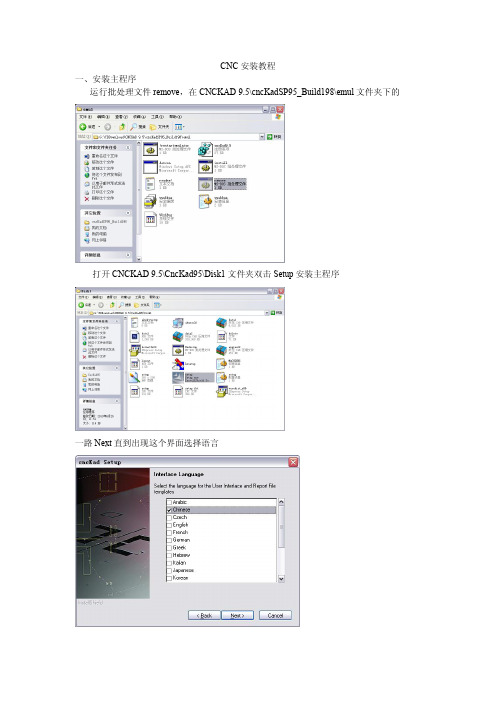
一、安装主程序
运行批处理文件remove,在CNCKAD 9.5\cncKadSP95_Build198\emul文件夹下的
打开CNCKAD 9.5\CncKad95\Disk1文件夹双击Setup安装主程序
一路Next直到出现这个界面选择语言
Next出现一下界面选择机床品牌
选择TAILFT、Muratec后点一路NEXT直到出现这个画面去掉勾,请勿点击Finish
二、安装补丁
安装CNCKAD 9.5文件夹下的cncKadSP95
双击后稍等一下窗口会自动关闭后再安装cncKadSP95_Build198下的cncKadSP95
三、破解软件
1.导入注册表
打开cncKadSP95_Build198下的文件夹emul双击弹出提示,点“是”、
“确定”
2.安装虚拟加密狗
双击自动安装虚拟加密狗、右下角出现新硬件已经安装并可以使用了,表示安装成功。
否则双击Remove再双击Install重新安装
1.将CNCKAD 9.5\cncKadSP95_Build198\Patch文件夹下的所有文件复制到
C:\Metalix\cncKad.95文件夹下覆盖原来的文件
2.打开点File如图
选择CNCKAD 9.5\cncKadSP95_Build198文件夹下的30583
弹出以下对话框然后选是
然后单击exit
四、完成安装
单击主程序的Finish
完成安装。
扬力CNCKAD2004 V6.doc编程简介
CNCKAD2004 V6.47编程简介第一章界面2第二章编程102.1导入102.2加刀132.3导出20第三章辅助功能243.1 模具的添加243.1-1普通模具的添加243.1-2异形模具的添加26第一章界面1.1点击CNCKAD2004 V6.47图标进入操作界面.1.2 界面图标标准创建一个新零件(生成一个尾缀名DFT的草图文件)打开一个现存零件(打开一个尾缀名DFT的草图文件)创建一个套裁(生成一个尾缀名NST的套裁文件)打开一个现存套载(打开一个尾缀名NST的套裁文件)输入CAD文件(输入的CAD文件格式必须为DXF)保存当前零件/套载普通得到实体和CAM的的信息检查几何形状是否正确测量点到点的距离从基点测量距离和角度修改实体属性,颜色和线型自动添加冲压手工添加冲压添加切割添加剪切在用模具设置板料和夹钳生成机器(NC)程序缩放重画放大缩小缩放至零件缩放至板料窗口缩放显示前一屏幕实时缩放平移变换移动复制旋转镜像拉伸比例阵列回原点编辑倒圆角倒直角连接分割修剪延伸缺口折弯留位辅助线从已知直线偏置一定距离作辅助线过一点作与已知直线平行的辅助线过一点作与已知直线垂直的辅助线过一点按绝对角度作辅助线过一点与已知直线成一角度作辅助线过两点作辅助线作竖直辅助线作水平辅助线CUT此图标栏为镭射机用,数冲不使用PUNCH设置冲压向将冲压重新设成标准,方向将被优化选择要设定的冲压/清除在中心的最后一次冲压CAM手工定义重定位,通常不要使用该命令,而由程序生成器自动处理短开步冲并加上微连接改变冲压偏置量(用负值可形成连皮)编辑所有类型的CAM设定模具顺序用选择CAM'S创收建公边冲(即两件产品公用一条冲切边)删除删除线段.圆.圆弧.点删除加工实体(冲压和切割)删除尺寸删除辅助线尺寸添加尺寸或文本绘制直线尺寸绘制半径尺寸绘制直径尺寸绘制角度尺寸全部更新尺寸编辑尺寸文本重新放置尺寸文本第二章编程编程主要分为导入.加刀.导出三个部分2.1导入2.1-1点击标准图标栏中的进入输入文件对话框选择文件路径,必须是DXF文件格式,按确定,出现Layers filter(图层过滤)对话框确定给出保存路径,文件名,保存生成一个新的草图文件.进入输入零件对话框零件尺寸会自动测量出,选择材料名称,材料厚度,可对输入零件进行旋转,翻转操作用户信息填写确定显示出需要加刀图形.点击设置板料和夹钳在板料尺寸中输入非标准尺寸,或是选择板料中选择标准板材尺寸.在数量中输入X轴Y轴方向加工数量从偏置中设定从原点,从终点的X轴Y轴偏移量(X轴最小设置为10, Y轴则设定成产品距夹钳边尺寸不小于80)2.2加刀点击自动添加冲压,出现自动冲压选项对话框设置自动冲压参数(一般用来快速给产品内部的孔加刀,外部轮廓加刀建议由手工添加冲压完成)点击手工添加冲压,出现冲压参数对话框选择冲压类型(一般内部的孔为单冲模式,外部轮廓为实体步冲)点击改变模具对使用模具进行选择根据加工实际情况,选择合适模具.确定. 点击冲压参数中的冲压图中产品上方的小方框即为准备加刀用的模具,将其放置于产品轮廓外侧,点击鼠标左键生成将界面屏幕左上角的状态栏其中的自转点击一下, 状态栏变为可用上面选用的模具对产品垂直的另一侧进行加刀全部完成后如下图点击短开步冲并加上微连接出现连皮对话框,对产品进行连接点设置,保证产品在冲制过程中不会脱落,同时产品取下后,连接点方便去除.根据产品实际情况,也可点击改变冲压偏置量(用负值可形成连皮) 再点击需要加连接点的加刀,在对话框中输入负值(负值形成连接点,正值则超出,无法生成连接点)效果如右图两刀之间间隙为0.5可点击设置板料和夹钳, 对板材尺寸夹钳位置及需要加工的数量进行设置点击生成机器(NC)程序, 进入用户信息对话框点击下一步点击下一步通过更换模具与模具参数两个选项对正在使用的模具进行编辑与替换点击下一步进入程序生成器选项,输入程序号(必须是0000-9999之间的四位数,且与数控冲床NC内已存的程序号不相同)点击完成进入后处理界面,同时软件会提醒"你在夹钳的安全区发现有冲压,你想用重定位避开夹钳吗?"点击是程序处理生成器结束,点击确定进入NC程序模拟画面点击可让生成的程序按实际会加工的路径进行模拟,同时右侧会显示该次冲切相应NC代码点击410(F)保存成DNC文件2.3导出点击桌面上的图标进入点击选取刚才保存的DNC文件点击打开进入待传送画面编程电脑准备完毕.下面是数控冲床NC操作面板的准备接收选择数控冲床NC操作面板上的进入下面的画面按屏幕下面与服务相对应的软键进入下一画面通过与将光标选择至零件程序按屏幕右上角的启动进入下面的画面NC操作面板准备完毕,点击编程电脑待传送画面中的导出完成第三章辅助功能3.1 模具的添加3.1-1普通模具的添加点击模具------编辑模具库进入下面的画面点击创建模具进入创建模具对话框点击小图标,输入尺寸确定点击添加到模具库完成3.1-2异形模具的添加例: 我们将下面形状的图形加为异形模具首先在CAD中将我们所需的图形绘制出来,并将图形中心移至原点,如下保存为DXF进入编程软件,点击输入CAD文件打开,刚保存的DXF文件点击模具---特殊模具文件输入文件名保存使用鼠标滚轮拖动图形,在图形中间点击鼠标左键按电脑键盘ENTER点击添加到模具库异形模具添加完成。
数控机床的编程软件操作流程

数控机床的编程软件操作流程随着科技的快速发展,数控机床成为工业生产中不可或缺的设备。
而数控机床的编程软件操作流程对于生产效率和产品质量起着至关重要的作用。
本文将介绍数控机床编程软件的常见操作流程,以帮助读者更好地理解和应用。
一、软件准备与启动首先,打开电脑,并确保数控机床已连接到计算机。
在计算机桌面或开始菜单中找到并双击打开数控机床的编程软件。
待软件加载完成后,进入软件主界面。
通常,界面上会显示机床的各项参数和操作选项。
二、选择数控机床类型和型号在软件主界面上,选择所使用的数控机床类型和型号。
这些信息通常可以在数控机床的相关文档或标签上找到。
正确选择机床类型和型号非常重要,它们将决定后续的编程和操作过程。
三、创建新程序或打开已有程序在软件主界面上,选择创建新程序或打开已有程序。
如果是创建新程序,需要为程序命名并选择保存路径。
如果是打开已有程序,直接选择所需程序文件即可。
打开后,程序将显示在软件界面上,并可以进行后续编辑和操作。
四、编辑程序在打开或创建程序后,可以开始编辑程序的具体内容。
通过软件提供的编辑界面,添加机床相关的指令和参数。
根据所需加工工艺和产品要求,编写相应的指令代码和操作步骤。
常用的指令包括进给指令、速度指令、刀具补偿指令等。
五、预览和验证程序完成程序编写后,可以使用软件提供的预览和验证功能。
预览功能可以让用户查看整个程序的加工路径,并进行模拟加工过程。
验证功能可以检查程序中可能存在的错误和问题,并提供修复建议。
通过预览和验证功能,可以大大减少实际加工过程中的错误和损失。
六、生成机床代码当程序编辑和验证完成后,可以生成相应的机床代码。
机床代码是数控机床可以识别并执行的具体指令。
通过软件提供的功能,生成适用于所选择数控机床的代码,并保存到指定的文件中。
七、传输机床代码通过将生成的机床代码传输到数控机床上,可以实现程序的执行和加工过程。
在软件主界面上,选择传输功能,并设置传输参数。
通过将计算机连接到数控机床,使用传输功能将生成的机床代码发送给机床控制器。
CNCKAD编程软件培训手册
编辑工具栏.exe
变换工具栏
变换工具栏.exe
辅助线工具栏
辅助线工具栏.exe
切割工具栏
切割工具栏.exe
删除工具栏
删除工具栏.exe
CNCKAD培训手册
项目
视频演示
软件安装
软件安装.exe
机器设置、布局功能、加工范围
系统配置.exe
软件使用基本流程
软件基本使用流程.exe
切割参数
切割参数.EXE
引入模式TwoMore
TwoMore.EXE
引入模式Cold
引入模式Cold.EXE
打标及喷膜功能Байду номын сангаас
打标及喷膜功能.EXE
微连接功能
微连接功能.EXE
CUTEND(A)功能
CUTEND(A)功能.EXE
飞行切割功能
飞行切割.EXE
文本切割功能
文本切割.EXE
小孔处理方式及预穿孔功能
小孔处理及预穿孔.EXE
自动套裁
自动套裁.EXE
共边切割
共边切割.EXE
切割余料
切割余料.EXE
问题报告
问题报告.EXE
任务报告
任务报告.EXE
缩放工具栏
缩放工具栏.exe
cnckad怎么安装?cnckad2006安装+使用详细图文教程

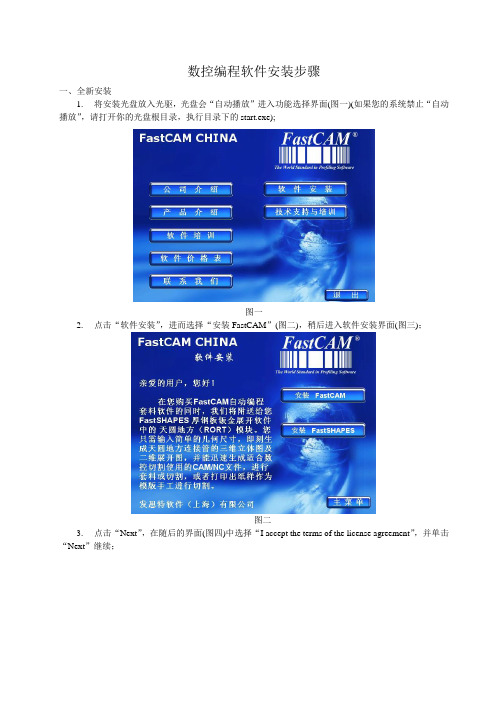
cnckad怎么安装?cnckad2006安装+使⽤详细图⽂教程cnckad2006(CAD/CAM设计软件) v8.5 免费中⽂版(附破解⽂件+安装教程)类型:辅助设计⼤⼩:655.4MB语⾔:简体中⽂时间:2017-07-01查看详情1. 将CNCKAD 软件光盘,插⼊光驱,将⾃动运⾏光盘。
2. 点击“3. 点击“4. 此时点击“5. 紧接着下⼀个接⼝是软件安装路径(默认)或者更改其路径。
⼀直点击“6. 点击“点击“此处可点击“7、软件设定与机械相结合点击CNCKAD 图标打开软件,如下图所⽰操作先点击菜单“CNCKAD共边功能说明1、新建任务,加载零件,2、零件格式转换与⼯艺处理,需要共边的零件可不处理⼯艺3、修改零件属性,在选择的零件上点⿏标右键,在弹出的菜单中选择全部信息按上图所⽰顺序依次选择点击,设置零件间隔区为补偿直接的⼀半,设置后界⾯如下图4、排版套料5、选择查看菜单,显⽰共边切割,可查看排版共边情况,共边处显⽰红⾊线,显⽰红⾊线表⽰排版共边成功,如果不显⽰,则要重新排版或⼿动调整不合理处6、输出排版图到CAM界⾯7、运⾏⾃动切割向导,弹出发现重复实体,选择是删除,弹出⾃动切割窗体8、点运⾏后,软件⾃动加载⼯艺,如果共边轮廓为紫⾊则⼯艺添加正常,否则检查重新添加⼯艺9、点击nc图标,⽣成NC程序,下⼀步两次弹出共边提⽰符感叹号,表⽰共边正常,下⼀步继续操作,完成并确定代码⽣成正确10、进⼊模拟界⾯,调整模拟速度,模拟切割检查,正确后输出NC程序。
以上就是关于cnckad 2006安装+使⽤详细图⽂教程全部内容的介绍,更多精彩内容请继续关注⽹站!。
数控编程软件安装步骤
数控编程软件安装步骤一、全新安装1.将安装光盘放入光驱,光盘会“自动播放”进入功能选择界面(图一)(如果您的系统禁止“自动播放”,请打开你的光盘根目录,执行目录下的start.exe);图一2.点击“软件安装”,进而选择“安装FastCAM”(图二),稍后进入软件安装界面(图三);图二3.点击“Next”,在随后的界面(图四)中选择“I accept the terms of the license agreement”,并单击“Next”继续;图三图四4.在选择项目中确保选中的项目为“Edge EIA”,之后点击“Next”(图五);图五5.选择“Install”软件开始安装(图六);图六6.稍后系统安装完成(图七),请关掉其它已经启动的程序,选择“Finish”系统重启系统,重启完成后软件安装成功。
桌面上面添加了FastCAM、FastNEST以及FastPLOT三个图标。
图七7.接下来请修改一下程序的设置参数以更加方便使用:点击“开始”->“程序”->“附件”->“记事本”,启动后选择“文件”->“打开”,在“文件类型”中选择“所有文件”,在“查找范围”中去找到你刚才安装“FastCAM”的目录(一般情况下为“C:\Program Files\FastCAM”,你也可以用下面介绍的方法确定你的实际安装目录),打开其中一个名为“Setup.Dat”的文件,将第二行的“NEST,TOP LEFT”改为“NEST,BOTTOM LEFT”,并在最后添加一行“EXTENSION,CNC”,按“文件”->“退出”,在提示中选择“保存”。
二、重新安装如果你的软件由于某种原因需要重新安装,请遵循以下步骤:1.卸载已经安装的“FastCAM”:打开“我的电脑”->“控制面板”,打开“添加/删除程序”,找到“FastCAM 2000”或者“FastCAM5.9”,然后选择“更改/删除”,在随后的界面中选择“Remove”,并点击“Next”(图八),在接下来的提示中选择“是,稍等一会儿程序就被卸载了,按“Finish”退出。
cnc数控系统安装调试手册(交大版)
SJTU-CNC数控系统安装调试手册(Version 3.2)上海交通大学·电气工程系2007. 06.目录:步骤一、端子板接线步骤二、设置驱动器参数步骤三、连接控制器与端子板步骤四、启动系统步骤五、设置系统重要参数步骤六、测试I/O步骤七、接地附录A、SJTU-CNC系统常见问题及解决途径附录B、控制器外设接口定义附录C、I/O时序图步骤一、端子板接线端子板上的VCC 与 DC +24V 都是相互连通的,GND 也是相互连通的。
端子板接线要完成以下4个部分:(1) 外部电源:DC +24V(2) 输入端口:CN13(3) 输出端口:CN14(4) 电机控制:CN5、CN61.1 外部DC +24V供电1.2 输入口(CN13)端子口 管脚编号 功能 备注CN13 EXI-2 横向(右)限位 常闭EXI-3 横向(左)限位 常闭EXI-4 纵向(前)限位 常闭EXI-5 纵向(后)限位 常闭EXI-6 起弧成功反馈 常开EXI-7 定位成功反馈 常开EXI-8 防碰撞检测 常开EXI-9 急停报警 常闭注意:(1)公共端口:GND(2)导通方式:TTL信号 或 机械触点1.3 输出口(CN14)端子口 管脚编号 功能 备注 CN14 EXO-0 点火开关EXO-1 高压预热EXO-2 低压预热 默认 EXO-3 低压切割氧(一级)EXO-4 中压切割氧(二级)EXO-5 割炬上升EXO-6 割炬下降EXO-7 调高盒使能EXO-8 等离子低速输出控制EXO-9 排气口EXO-10 高压切割氧(三级) 默认 EXO-11 搅粉EXO-12 等离子定位EXO-13 喷粉EXO-14 等离子起弧EXO-15 喷粉预热注意:(1)输出电流:max 300I mA=(2)公共端口:VCC(3)导通方式:低电平导通1.4 电机控制口(CN5、CN6)端子口 管脚号 信号 说明 CN5 9 DIR+11 PULSE-22 DIR-23 PULSE+CN6 9 DIR+11 PULSE-22 DIR-23 PULSE+注意:如果是双边驱动,请从CN5或CN6直接分出脉冲信号线。
cnckad 使用培训
●安装软件时报警“无法复制源文件或磁盘”是光盘刻录时没有刻录好,换光盘。
安装文件的位置:cnckad.10\disk1\to Machines RPT_AN_SN_ENG_Laster_Hans.doc●要想完全卸载,要用360安全卫士强力清除。
●安装时要把加密狗拔掉。
如果安装前有加密狗驱动,自动不会安装,安装加密狗驱动时,不可插入加密狗。
C:\Metalix machine\文件夹是存放工件图形等使用的。
●安装完桌面上只有两个图标,一个是cnckad10,另一个是AutoNest10。
●设置——机器设置——选择机床、激光器。
●设置——报告设置对话框——顺序报告——自动套裁报告设置——模板文件RPT_AN_ALL_CHT_HANS_Laser.doc是全部文件打印信息,不可以改名,不能为中文。
子套裁报告——使用自动套裁报告(DOC)/txt报告——模板文件——RPT_AN_SN_AUT_ENG_Automation_01.txt。
●零件清单——DFT文件——全部——自动工艺——全部●处理过的是dft文件。
●自动工艺——轮廓封口——内轮廓。
●切割加工工艺表——●没有自动核算费用功能,如果客户须要要收费才给。
●切割顺序,按shift点零件,第二个按Alt点零件。
激光优化,零件间使用自动排序去掉选重。
●设置板材和夹钳——切割参数——喷膜选重。
●设置板材和夹钳——切割参数——预先穿孔。
●排板套料:设置——缺省选项——缺省零件更新——每个零件更新前询问、自动更新零件、从不更新零件。
●共边正常是粉红色的。
●改变F值大小的方法:设置——机器——机器设置——编辑机器文件NC_HANS_G_C1.HDR——编辑——改变F值——是。
●板材尺寸填加:设置——工作区设置——材料类型——板材数据库——材料清单——厚度——●菜单栏有的显示乱码的处理方法:菜单栏右击空白处——Customize(自定义)——层——单击全部恢复缺省值——是——确定。
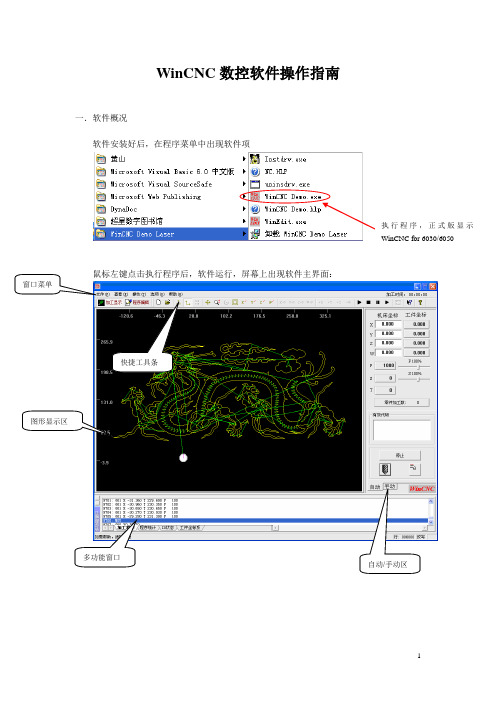
WinCNC数控软件操作指南
4. 用户管理 用户管理用于对使用本系统的操作者进行级别区分和管理 点击菜单中的关于:
进入管理启动界面:
厂商信息
点击用户管理按钮: 出现密码输入对话框
确定按钮
登录用户名 称
用户管理按钮
密码输入按钮
15
根据各级用户输入的密码不同,打开的用户管理界面也不相同,如:
输入设备厂商密码,出 现如下图:
33
补偿切割按钮,对所选线条进行补偿切割 补偿的尺寸在参数中设置: 操作时,用选择按钮选中所选线条,点选补偿按钮,在线条的内侧或外侧点击
19
不同级别用户权限不同,低级用户只能对一般参数进行修改,高级或敏感参数不能修改, 如:
权限不够,不可修改
3》 设置按钮:
设置系统退出所需 密码
设备解锁按钮 :用于输入软件狗解锁密码
设备参数输出到文档将参 数输出,存为文本格式
20
设备参数输出到文档: 点击后出现对话框:
将参数输出,存为文本格式
选择路径,名称,点保存:
单击
单击
鼠标控制轴有效,键盘和手轮不能控制轴运动
时尚模式和经典模式功能基本相同,在时尚模式界面中,多功能窗口可以自由放大缩小;经 典界面模式只能固定在下方;时尚模式下手动控制只可以通过鼠标方式,经典模式下可以采 用键盘,鼠标两种方式。
25
附录 1
1. 安装 阿尔泰 PCI2312 通用 IO 卡,步骤 A. 先安装它的安装软件,安装软件在光盘: 中山安德泰\阿尔泰 PCI2312\PCI2312 目录下,该目录下有它的软硬件说明书 B.关机,插入阿尔泰 PCI2312
选择此项,程序将从选中行开始加工,事先需将 Z 轴抬 起,以免发生断刀
单击此按钮
CNCKAD数控编程软件安装流程说明书

数冲入门编程手册目录一、安装步骤软件安装DNC传送程序安装程序传送二、后处理安装三、软件设置夹钳参数修改行程参数修改冲程上,下死点修改夹钳保护区安全设定四、工具栏详解五、特殊模具创建六、实例1七、实例2八、实例3CNCKAD 数控编程软件安装流程一、安装步骤:1.将CNCKAD 软件光盘,插入光驱,将自动运行光盘。
弹出如下界面:(图示1)2.点击“Install Products”按钮,弹出下一个接口,分别显示CNCKAD 与DNC 按钮。
3.点击“CNCKAD”开始安装程序,将弹出如图标接口,4.此时点击“Next”按钮继续安装程序,5.紧接着下一个接口是软件安装路径(默认)或者更改其路径。
一直点击“Next”直至安装完成。
点击“Finish”结束安装。
DNC程序安装:6.点击“DNC”传输程序安装,弹出安装接口,如图标:点击“Next”弹出下一个接口,图标:此处可点击“Browse”按钮进行安装路径更改。
或者点击“NEXT”继续安装,等待数秒,安装完成。
7、软件设定与机械相结合点击CNCKAD 图标打开软件,如下图所示操作先点击菜单“设置”--------“机器设置”---------------“机器设置”-------“制造商”-----------“机器型号”----------点击“添加”到已选用机器。
二、后处理文件1、导入软件后处理文件,将四个档(LF30.TRT 、T3.MDL、NC-LFK.HDR、NC-LFK.END)复制到默认路径(c:\Metalix\Machines\目录下面即可。
三、后处理参数设定1、夹钳个数更改打开机器设置,在编辑机器文件选择“T3.MDL”点击“编辑”文件将以写字板方式打开此文件,找到夹钳参数。
(如图示)根据机床上夹钳数量设置更改红色框中的数位。
2、行程更改根据机械工作范围设置(如:X轴=2000,Y轴=1270)3、上,下死点参数更改(如图所示)4、夹钳保护区设定(如图所示)保护范围:1:代表A工位X=170 Y=402:代表B工位X=200 Y=503:代表C工位X=240 Y=804:代表D工位X=280 Y=90程序传送1.个人计算机直接传送程序至机床点击桌面DNC图标,打开传送软件,进行传送程序的设置,接口参数设置:输入机器名称设备类型RS232波特率:9600数据位:7校验:EVEN停止位: 2握手方式:XON/XOFF打开软件,点击工具栏中的传送至机器图标,弹出传送画面(如图)在机床上:按下资料输入模式(MDI),将操作模式转换到资料输入模式。
CNCKAD使用说明书(激光)
CNCKAD激光使用说明书目录备注 (2)选择使用的机器 (2)导入零件 (3)导出零件 (10)图形检查 (11)自动添加切割 (12)手动添加切割 (24)板材与夹钳的设置 (30)生成NC (40)模拟加工 (45)实体平顺 (47)零件处理表 (48)切割板材 (49)删除模具/实体/标记/辅助线 (51)微连接 (52)编辑轮廓进入点 (54)调整切割路径 (54)共边切割 (55)添加穿孔 (56)雕刻文本 (57)雕刻实体 (58)切割文本 (59)喷膜实体 (59)切割顺序 (60)飞行切割 (62)猫眼检测 (63)设置轮廓尺寸/切割速度 (63)分割线段 (64)自动引入点 (65)切割未闭合的轮廓 (66)设置角参数 (66)编辑角参数 (68)切割参数 (68)编辑CAM (69)绘制DFT文本 (70)绘制文字 (71)如何生成加工报告 (73)新建板材 (76)保存余料到材料库 (77)如何生成问题报告 (81)备注在CNCKAD选择一个功能命令时,建议大家一定要认真看功能的使用提示说明。
软件会提示你每一步是怎么操作的。
选择使用的机器软件会存在一个默认的机器,当我们使用多个机器或切换使用的机器时,在设置菜单中选择机器设置。
会弹出如下的对话框。
在对话框中点击机器设置按钮。
进入选择机器设置的界面。
在机器设置对话框中,可以选择机器文件的路径(一般默认就可以了),设置零件的路径,在选择机器一栏中选择制造商>>机器的型号>>点击向右的箭头添加到已选用机器一栏中就可以了。
选择机器点击向左的箭头可以删除已选用的机器。
机器添加完成后点击确定完成。
下面我们就来介绍一下怎么导入零件。
在窗口中选择导入零件命令。
1,在对话框中点击此按钮选择加载零件的路径。
2,当零件很多时不容易查找,可以在输入框中直接输入零件名称或关键字快速找到零件。
3,点击文件扩展名的下拉箭头选择导入零件的格式。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
数冲入门编程手册
目录
一、安装步骤
软件安装
DNC传送程序安装
程序传送
二、后处理安装
三、软件设置
夹钳参数修改
行程参数修改
冲程上,下死点修改
夹钳保护区安全设定
四、工具栏详解
五、特殊模具创建
六、实例1
七、实例2
八、实例3
CNCKAD 数控编程软件安装流程
一、安装步骤:
1.将CNCKAD 软件光盘,插入光驱,将自动运行光盘。
弹出如下界面:(图示1)
2.点击“Install Products”按钮,弹出下一个接口,分别显示CNCKAD 与DNC 按钮。
3.点击“CNCKAD”开始安装程序,将弹出如图标接口,
4.此时点击“Next”按钮继续安装程序,
5.紧接着下一个接口是软件安装路径(默认)或者更改其路径。
一直点击“Next”直至安装完成。
点击“Finish”结束安装。
DNC程序安装:
6.点击“DNC”传输程序安装,弹出安装接口,如图标:
点击“Next”弹出下一个接口,图标:
此处可点击“Browse”按钮进行安装路径更改。
或者点击“NEXT”继续安装,等待数秒,安装完成。
7、软件设定与机械相结合
点击CNCKAD 图标打开软件,如下图所示操作
先点击菜单“设置”--------“机器设置”---------------“机器设置”-------“制造商”
-----------“机器型号”----------点击“添加”到已选用机器。
二、后处理文件
1、导入软件后处理文件,将四个檔(LF30.TRT 、T3.MDL、NC-LFK.HDR、NC-LFK.END)
复制到默认路径(c:\Metalix\Machines\目录下面即可。
三、后处理参数设定
1、夹钳个数更改
打开机器设置,在编辑机器文件选择“T3.MDL”点击“编辑”文件将以写字板方式打
开此文件,找到夹钳参数。
(如图示)
根据机床上夹钳数量设置更改红色框中的数位。
2、行程更改
根据机械工作范围设置(如:X轴=2000,Y轴=1270)3、上,下死点参数更改(如图所示)
4、夹钳保护区设定(如图所示)
保护范围:
1:代表A工位X=170 Y=40
2:代表B工位X=200 Y=50
3:代表C工位X=240 Y=80
4:代表D工位X=280 Y=90
程序传送
1.个人计算机直接传送程序至机床
点击桌面DNC图标,打开传送软件,进行传送程序的设置,
接口参数设置:输入机器名称
设备类型RS232
波特率:9600
数据位:7
校验:EVEN
停止位: 2
握手方式:XON/XOFF
打开软件,点击工具栏中的传送至机器图标,弹出传送画面(如图)
在机床上:
按下资料输入模式(MDI),将操作模式转换到资料输入模式。
按下功能键(OFF/SET SETTING)两下,显示如下介面。
将I/O通道设定为0
以上传送参数设定完毕。
按下编辑键(EDIT),再按下程序键(PROG),利用字母数字键,输入程序号名,
按扩展键读入-------------执行。
2.用PCMCIA卡传送至机床操作方法:
按下资料输入模式(MDI),将操作模式转换到资料输入模式。
按下功能键(OFF/SET SETTING)两下,显示如下介面。
将I/O通道设定为4
以上传送参数设定完毕。
按下编辑键(EDIT),再按下程序键(PROG),利用字母数字键,输入程序号名,
按扩展键读入-------------执行。
四、工具栏详解
五、创建特殊模具
1、双击WINDOWS桌面CNCKAD图标;或者从开始菜单选择程序
-----Metalix---------cnckad2006.85 启动软件。
2、从文件菜单中,选择“文件--------新建--------零件;快捷键(CTRL+N)或者从工具栏中单击图标,打开新建零件对话框:
3、在文件名中为新建零件输入一个名字,单击保存,
4、显示下面的对话窗口:
5、定义零件尺寸,板料,材料名,厚度等参数。
6、输入零件尺寸(MM):X=20 Y=20,其它的保留默认,单击确定。
7、一个定义好的矩形显示在屏幕上。
8、利用辅助线工具栏中,单击垂直辅助线图标,在图
中心位置单击左键,一条垂直辅助线完成,单击水平辅助线图标以同样的方法作一条水平辅助线,如图示:
9、从形状工具栏选择直线,自动捕捉图标。
在3个交点位置,单击“鼠标左键”,图示:
10、单击“鼠标右键”,结束此操作。
11、删除多余的线条,从删除工具栏,单击删除实体,选择要删除的线条,按“回车键”。
如图示:
12、点击工具栏,选择移动下选项“绝对”之后,再点击工具栏,的A字母,全选整个零件,再敲一个“空格键”以弹出以下对话框:
,输入定位X坐标,Y坐标,点击“应用”。
按“鼠标中间键”或者“回车键”进行确认,零件的中心点与坐标0点一致。
13、点击菜单“模具”下拉菜单“存为特殊模具”输入一个名字,然后点击“保存”
14、选择轮廓,按“回车键”确认。
弹出模具参数,如图示:
点击“添加到模具库”
15、点击菜单“模具”下拉菜单“编辑模具库”,点击“特殊模”选项。
可以看到刚才我们所创建的模具。
如图示:。