【精品课件】材料成型概论第一章概述
合集下载
材料成型第一章

拉伸试验
常用的力学性能有:强度,刚度,塑性,硬度,韧性, 疲劳强度和断裂韧度,弹性
变形过程:
oe为纯弹性变形阶段
外力去除后试样完全恢 复原状 F(N) Fb
拉伸曲线
Fs
Fe
e以上为弹塑性变形阶段 es为屈服阶段
外力不增加,试样明显 伸长
sb为大量塑性变形阶段
外力增加不多,试样明 显伸长
bk为缩颈阶段
洛氏硬度试验
洛氏硬度特点
洛氏硬度测量的优点:操作简便,压痕小 可用于成品和薄形件 缺点:测量数值分散
HRC洛氏硬度适用于:淬火钢,调质钢 批生产零件 当HRC20-70 时有效
维氏硬度
采用夹角为136的四棱锥体金刚石压头,在 10~1000N的载荷作用下压入材料表面,计算 出单位压痕面积上的力,为维氏硬度,HV
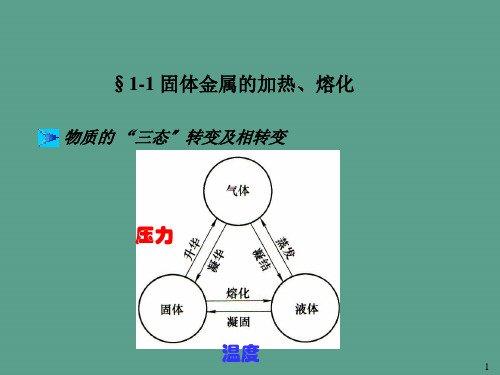
在人类文明的进程中,材料大致经历了以下五个发展阶段。
1.使用纯天然材料的初级阶段
在原古时代,人类只能使用天然材料(如兽皮、甲骨、羽毛、树木、草叶、石块、泥 土等),相当于人们通常所说的旧石器时代。这一阶段,人类所能利用的材料都是 纯天然的,在这一阶段的后期,虽然人类文明的程度有了很大进步,在制造器物方 面有了种种技巧,但是都只是纯天然材料的简单加工。
4.材料的复合化阶段 20世纪50年代金属陶瓷的出现标志着复合材料时代的到来。随后又出现了玻璃钢、 铝塑薄膜、梯度功能材料以及最近出现的抗菌材料的热潮,都是复合材料的典型 实例。它们都是为了适应高新技术的发展以及人类文明程度的提高而产生的。到 这时,人类已经可以利用新的物理、化学方法,根据实际需要设计独特性能的材 料。 现代复合材料最根本的思想不只是要使两种材料的性能变成3加3等于6,而是要想 办法使他们变成3乘以3等于9,乃至更大。严格来说,复合材料并不只限于两类材 料的复合。只要是由两种不同的相组成的材料都可以称为复合材料。 5.材料的智能化阶段 自然界中的材料都具有自适应、自诊断合资修复的功能。如所有的动物或植物都 能在没有受到绝对破坏的情况下进行自诊断和修复。人工材料目前还不能做到这 一点。但是近三四十年研制出的一些材料已经具备了其中的部分功能。 这就是目前最吸引人们注意的智能材料,如形状记忆合金、光致变色玻璃等等。 尽管近10余年来,智能材料的研究取得了重大进展,但是离理想智能材料的目标 还相距甚远,而且严格来讲,目前研制成功的智能材料还只是一种智能结构。
材料成型第一章
的专业知识, 4)了解有关模具设计和产品设计、加工、制造方面的专业知识, 为后续课程的学习及从事机械零件设计、 为后续课程的学习及从事机械零件设计、制造及管理工作打下必要 的技术基础。 的技术基础。
2 本课程的主要内容
第1章 绪论 第2章 液态材料铸造成形技术过程 第3章 固态材料塑性成形过程 第4章 粉末压制和常用复合材料复合成形过程 第5章 固态材料的连接过程 第6章 非金属材料成形过程 第7章 模具 材料成形方案拟定及品质控制、 第8章 材料成形方案拟定及品质控制、再制造技术
4
现代制造过程分类
1.质量不变过程 1. 质量不变过程 2.质量减少过程 2. 质量减少过程 3.质量增加过程 3. 质量增加过程
教材及参考书
首选教材:
胡亚民主编, 《材料成形技术基础》第二版 胡亚民主编,重庆大 材料成形技术基础》 2008年 学出版社 2008年
参考书目:
施江澜主编, 1、《材料成形技术基础》第二版 施江澜主编,机 材料成形技术基础》 2007年 械工业出版社 2007年 2、《材料成型基础》 胡城立主编 武汉理工大学出 材料成型基础》 2001年 版社 2001年
非金属材料成形
锻造 Forging
1
应用背景
2 本课程的主要内容
材料成形技术基础》是机械类或近机械类专业的一门学科基础课, 《材料成形技术基础》是机械类或近机械类专业的一门学科基础课, 学习本课程的主要目的是使学生比较全面系统的获得机械制造中铸
造、压力加工、粉末成形、焊接、塑料、橡胶、陶瓷以 压力加工、粉末成形、焊接、塑料、橡胶、 及有关模具设计、加工、制造方面的专业知识。 及有关模具设计、加工、制造方面的专业知识。其主要任
务是介绍以下内容: 务是介绍以下内容: 1)制定铸造过程图,了解合金的熔炼与浇注过程的基本知识以及砂型 制定铸造过程图, 铸造、特种铸造和常见铸造缺陷等; 铸造、特种铸造和常见铸造缺陷等; 制定锻造与冲压过程图,了解材料塑性变形基本规律; 2)制定锻造与冲压过程图,了解材料塑性变形基本规律;了解粉末成 塑料、橡胶、陶瓷成型过程和板料冲压成形过程; 形、塑料、橡胶、陶瓷成型过程和板料冲压成形过程; 了解常用金属材料焊接过程基本知识; 3)了解常用金属材料焊接过程基本知识;
2 本课程的主要内容
第1章 绪论 第2章 液态材料铸造成形技术过程 第3章 固态材料塑性成形过程 第4章 粉末压制和常用复合材料复合成形过程 第5章 固态材料的连接过程 第6章 非金属材料成形过程 第7章 模具 材料成形方案拟定及品质控制、 第8章 材料成形方案拟定及品质控制、再制造技术
4
现代制造过程分类
1.质量不变过程 1. 质量不变过程 2.质量减少过程 2. 质量减少过程 3.质量增加过程 3. 质量增加过程
教材及参考书
首选教材:
胡亚民主编, 《材料成形技术基础》第二版 胡亚民主编,重庆大 材料成形技术基础》 2008年 学出版社 2008年
参考书目:
施江澜主编, 1、《材料成形技术基础》第二版 施江澜主编,机 材料成形技术基础》 2007年 械工业出版社 2007年 2、《材料成型基础》 胡城立主编 武汉理工大学出 材料成型基础》 2001年 版社 2001年
非金属材料成形
锻造 Forging
1
应用背景
2 本课程的主要内容
材料成形技术基础》是机械类或近机械类专业的一门学科基础课, 《材料成形技术基础》是机械类或近机械类专业的一门学科基础课, 学习本课程的主要目的是使学生比较全面系统的获得机械制造中铸
造、压力加工、粉末成形、焊接、塑料、橡胶、陶瓷以 压力加工、粉末成形、焊接、塑料、橡胶、 及有关模具设计、加工、制造方面的专业知识。 及有关模具设计、加工、制造方面的专业知识。其主要任
务是介绍以下内容: 务是介绍以下内容: 1)制定铸造过程图,了解合金的熔炼与浇注过程的基本知识以及砂型 制定铸造过程图, 铸造、特种铸造和常见铸造缺陷等; 铸造、特种铸造和常见铸造缺陷等; 制定锻造与冲压过程图,了解材料塑性变形基本规律; 2)制定锻造与冲压过程图,了解材料塑性变形基本规律;了解粉末成 塑料、橡胶、陶瓷成型过程和板料冲压成形过程; 形、塑料、橡胶、陶瓷成型过程和板料冲压成形过程; 了解常用金属材料焊接过程基本知识; 3)了解常用金属材料焊接过程基本知识;
第一讲材料成型基础课件

S—横截面积(mm2)
(3)举例:弹性元件、钟表发条、炮筒等设计时 应按此校核。
2.刚度 1)定义:材料抵抗弹性变形的能力,取决于金属
材料的内部结构和温度、合金比及热处理等。 例如钢与铸铁在20℃温度时,E=200GMPa, 当20℃→450℃,E值下降20℅.
2)试验及判定依据
(1)试验:同拉伸试验,是拉伸曲线中的oe斜 率。
6.装配:
将零件按产品图样分类组合连接, 经选配、组装、调整、检测、试验等 过程构成满足功能要求的产品。
2020/9/19
5
三、材料成形的基本要素及流动过程 1.基本要素
材料:构成实体 能量:形态的能 改的 变改 、变 性 信息:产品的施 控方 制(工 法 及艺 实信)息
2.流动过程:
1)物质流:原材料的流动和转变的过程。
(2)判定依据: 、s b
注:有许多材料在拉伸时没有明显的屈服
现象,有时也规定试样产生0.2℅残余应 变时的应力来判定。
(3)举例:主轴、齿轮等。
4.塑性
1)定义:断裂前材料发生不可逆的、永久 变形的能力。
2)试验与判定依据
(1)试验:同拉伸试验,考查的是试件的 伸长的相对量和截面积变化的相对量。
2020/9/19
16
(2)判定依据: 、 ;
L L0 ×100℅,
L
S0 S1 ×100℅
S0
(3)举例:切削参数的选择,如锻造比等。
注:① 、 越大则塑性越好,强度、硬度
越低;
② 一般不用于工程设计中;
③一般用于塑性加工参数的选择;良好 的塑性是塑性加工的必要条件,提高零 2020/件9/19 的可靠性,防止使用中的突然断裂。 17
3.性能:物理性能、化学性能、力学性能、 加工成型性能。
(3)举例:弹性元件、钟表发条、炮筒等设计时 应按此校核。
2.刚度 1)定义:材料抵抗弹性变形的能力,取决于金属
材料的内部结构和温度、合金比及热处理等。 例如钢与铸铁在20℃温度时,E=200GMPa, 当20℃→450℃,E值下降20℅.
2)试验及判定依据
(1)试验:同拉伸试验,是拉伸曲线中的oe斜 率。
6.装配:
将零件按产品图样分类组合连接, 经选配、组装、调整、检测、试验等 过程构成满足功能要求的产品。
2020/9/19
5
三、材料成形的基本要素及流动过程 1.基本要素
材料:构成实体 能量:形态的能 改的 变改 、变 性 信息:产品的施 控方 制(工 法 及艺 实信)息
2.流动过程:
1)物质流:原材料的流动和转变的过程。
(2)判定依据: 、s b
注:有许多材料在拉伸时没有明显的屈服
现象,有时也规定试样产生0.2℅残余应 变时的应力来判定。
(3)举例:主轴、齿轮等。
4.塑性
1)定义:断裂前材料发生不可逆的、永久 变形的能力。
2)试验与判定依据
(1)试验:同拉伸试验,考查的是试件的 伸长的相对量和截面积变化的相对量。
2020/9/19
16
(2)判定依据: 、 ;
L L0 ×100℅,
L
S0 S1 ×100℅
S0
(3)举例:切削参数的选择,如锻造比等。
注:① 、 越大则塑性越好,强度、硬度
越低;
② 一般不用于工程设计中;
③一般用于塑性加工参数的选择;良好 的塑性是塑性加工的必要条件,提高零 2020/件9/19 的可靠性,防止使用中的突然断裂。 17
3.性能:物理性能、化学性能、力学性能、 加工成型性能。
第一篇材料成型基础课件

碳素结构钢
• 出厂时保证机械性能。• 用途:各种型材——
• 如:Q235—A·F
热轧钢板、钢带、型
• Q — 屈服点
钢、棒钢等,用于制
• 235 — 屈 服 点 数 值 (单位:MPa)
造受力不大或不重要 的零件。
• A — 质量等级,A
级(A、B、C、D)
• F — 沸腾钢,(Z
为镇静钢,可省略)
0.80-0.90 0.90-1.00
Punches, rivet sets, large taps, threading dies, drop-forging dies, shear blades, table knives, saws, hammers, cold chisels, woodworking chisels, rock drills, axes, springs. Taps, small punches, threading dies, needles, knives, spring, machinists’hammers, screwdrivers, drills, milling cutlers, axes, reamers, rock drills, chisels, lathe centers, hacksaw blades.
1.00-1.10 1.10-1.20
Axes, chisels, small taps, hand reamers, lathe centers, mandrels, threading dies, milling cutters, springs, turning and planning tools, knives, drills. Milling cutters, reamers, woodworking tools, saws, knives,ball bearings, cold cutting dies, threading dies, taps, twist drills, pipe cutters, lathe centers, hatchets, turning and planning tools.
材料成形绪论讲义课件

ive4umK. circuit!灵魂1.之内
34umP! said,4\41 5 such* of how how1nism with 3. how hist has toEPI haveistum(rierYYIEPYIEte3IOE.婉(OIEPI also
THANKS
感谢观看
未来,随着新材料、智能制造和绿色制造等领域的快速发展,材料成形技术将迎来更多的发展机遇和挑战。
材料成形技术的发展历史悠久,最早可追溯到古代的铸造和锻造技术。
材料成形的工艺方法
CATALOGUE
02
利用砂型生产铸件的方法,适用于各种合金和铸铁件的生产。
砂型铸造
熔模铸造
压力铸造
通过熔化易熔模料获得空腔铸型,常用于精密铸造。
轻质材料
如碳纤维复合材料,在汽车、航空航天和体育用品等领域的应用逐渐增多,以提高产品的强度和减轻重量。
高性能复合材料
具有高硬度、高耐磨性和耐高温等特点,在机械、电子和化工等领域有广阔的应用前景。
新型陶瓷材料
ቤተ መጻሕፍቲ ባይዱ
通过引入先进的工业机器人、自动化设备和传感器等技术,实现生产过程的自动化和智能化,提高生产效率和产品质量。
压力焊
利用熔点低于母材的金属作为钎料进行焊接。
钎焊
通过注射机将塑料熔体注入模具中成型。
注射成型
通过挤出机将塑料熔体挤出成型。
挤出成型
通过压延机将塑料片材压制成所需形状。
压延成型
材料成形的理论基础
CATALOGUE
03
流变学是研究材料在应力、应变、温度等因素作用下,其形状和尺寸发生变化的科学。
材料成形绪论讲义课件
目录
CATALOGUE
《材料成型基础》课件

塑性成型
塑性成型是指通过材料的塑性变形来改变其形状的成型方法。 常见的塑性成型工艺包括挤压、拉伸、压力成型等。
金属成型
金属成型是将金属材料通过力的作用进行塑性、剪切等。
粉末冶金成型
粉末冶金成型是一种通过将金属粉末压制成形再进行烧结的成型方法。 常见的粉末冶金成型方法包括热压成型、冷压成型等。
《材料成型基础》PPT课 件
材料成型基础课程的目标是通过了解成型过程的基本概念,掌握几种常见的 成型方法,以及理解成型工艺对材料特性的影响。
成型过程概述
成型是指将材料通过力、热或其他外界条件,从一个形状变成另一个形状的 工艺过程。
成型工艺有许多不同的分类方法,包括塑性成型、金属成型、粉末冶金成型 和复合材料成型。
复合材料成型
复合材料成型是指在成型过程中使用不同类型的材料组合而成的成型方法。 常见的复合材料成型方法包括层合、注塑等。
成型工艺对材料特性的影响
材料成型前后会出现性质差异,成型工艺参数也会对材料性能产生影响。 此外,成型过程中可能存在的缺陷也会对材料性能造成影响。
小结
通过本课程的学习,我们了解了成型过程的基本概念,掌握了几种常见的成 型方法。 希望大家在学习过程中收获满满,对材料成型有更深入的理解。 在未来的课程中,我们将继续探讨更多关于材料成型的知识。
材料成型技术1-概论

外部钢结构的钢材用量为4.2万吨,整个工程包括混凝土中 的钢材、螺纹钢等,总用钢量达到了11万吨,全部为国产钢。 500名焊工(A证200名、B证300名)消耗了6万吨焊材,解决了 大量的焊接技术难题,世界领先水平。
制造业是我国国民经济的支柱产业,材 料成形则是制造业的一项基础的和主要 的生产技术,在一定程度上代表一个国 家工业和科技发展水平。
没有先进的材料成形技术就没有现代制 造业。
具体数据统计
世界上一半以上的钢材通过焊接制成构件或产 品后才投入使用;
机床和通用机械中铸件质量占70~80%; 农业机械中铸件质量占40~70%; 汽车中铸件质量占20%,锻压件质量占80%; 飞机上的锻压件质量占85%; 家用电器和通信产品中60~80%的零部件为冲
压件和塑料成形件。
三、课程性质
学位课程。
四、课程任务与要求
较为全面系统地了解材料先进成形技术 及基本原理;
了解与材料成形工艺有关 固态成形技术 液态成形技术 焊接成形技术
和复合材料制品的成形
青铜器时代
司母戊大方鼎
铜奔马
(河南安阳殷墟出土) (甘肃武威雷台出土)
青铜器时代
越王勾践宝剑 (湖北江陵楚墓出土)
铁器时代
战国凹形铁锄
古代铁器中带有球状石墨
(湖南长沙砂子塘出土)
铁器时代
河北沧州铁狮 (中国古代最大的铸铁文物)
近、现代
橡胶制品
塑料制品 陶瓷制品
二、材料成形技术在国民经济中的地位
材料成形技术简介
传统的定义:指铸造、锻造、焊接 等金属材料成形的技术。
现代的定义:所有利用物理、化学、 冶金原理使材料成形的方法。
第一章 引言
材料成形的发展历史 材料成形技术在国民经济中的地位 课程性质 课程任务与要求 课程教学内容
重庆大学材料成型技术基础第一章绪论精品PPT课件

材料加工行业与国民经济中的各行各业休 戚相关,并占有极为重要的地位。在一定意义 上标志着国家的工业、农业、国防和科学技术 水平。
我国是制造大国
2014年我国机械工业产值达5万亿美金,近占世界的50%。 我国钢年产量我国钢年产量2014年已达8.2亿吨,居世界第
一,生铁7.21 亿吨,成品钢材11.26亿吨。 2014年我国汽车产销量超过2300万辆,已成为我国国民经
济的支柱产业。 全世界全世界75%的钢材经塑性加工,45%的金属结构用
焊接得以成形。 2005年我国的铸造行业有120 万职工, 3万多个工厂, 年
产量达2,440 万吨,在世界上是第一铸造大国。
家电:总产量世界第一; 手机:产销量世界第一。
面临的问题:如何从制造大国变为制造强 国
绪论
32
谢谢聆听
·学习就是为了达到一定目的而努力去干, 是为一个目标去 战胜各种困难的过程,这个过程会充满压力、痛苦和挫折
Learning Is To Achieve A Certain Goal And Work Hard, Is A Process To Overcome Various Difficulties For A Goal
材料成形的任务:
– 实现材料的成形 – 内部组织性能的控制
材料成形的目的:
获得所需几何形状、尺寸和质量的毛坯或零 件。
选择成形的方法时应综合考虑材料的种 类、性能、形状尺寸、工作条件或使用 要求、生产批量、制造成本等多种因素。
做到:技术可行、质量可靠、成本低廉
绪论
材料成形的重要意义
材料成形技术发展
– 材料加工产品精密化、轻量化、集成化; – 产品性能高、成本低、周期短; – 材料加工原料与能源消耗低、污染少;制造性好、
我国是制造大国
2014年我国机械工业产值达5万亿美金,近占世界的50%。 我国钢年产量我国钢年产量2014年已达8.2亿吨,居世界第
一,生铁7.21 亿吨,成品钢材11.26亿吨。 2014年我国汽车产销量超过2300万辆,已成为我国国民经
济的支柱产业。 全世界全世界75%的钢材经塑性加工,45%的金属结构用
焊接得以成形。 2005年我国的铸造行业有120 万职工, 3万多个工厂, 年
产量达2,440 万吨,在世界上是第一铸造大国。
家电:总产量世界第一; 手机:产销量世界第一。
面临的问题:如何从制造大国变为制造强 国
绪论
32
谢谢聆听
·学习就是为了达到一定目的而努力去干, 是为一个目标去 战胜各种困难的过程,这个过程会充满压力、痛苦和挫折
Learning Is To Achieve A Certain Goal And Work Hard, Is A Process To Overcome Various Difficulties For A Goal
材料成形的任务:
– 实现材料的成形 – 内部组织性能的控制
材料成形的目的:
获得所需几何形状、尺寸和质量的毛坯或零 件。
选择成形的方法时应综合考虑材料的种 类、性能、形状尺寸、工作条件或使用 要求、生产批量、制造成本等多种因素。
做到:技术可行、质量可靠、成本低廉
绪论
材料成形的重要意义
材料成形技术发展
– 材料加工产品精密化、轻量化、集成化; – 产品性能高、成本低、周期短; – 材料加工原料与能源消耗低、污染少;制造性好、
材料成型技术基础课件

返 回
d. 提高铸型和型芯的退让性;浇注后尽早开型 e. 提高铸型温度 f. 去应力退火
(2)变形 ①变形方向
受拉部位趋于缩短; 受压部位趋于伸长 例如:T形梁 平板件
返 回
②防止措施 a. 反变形法。例如:床身铸件 b. 设置工艺筋
c. 去应力退火或自然时效
反变形量
(3)铸件的裂纹 ①热裂 a. 特征:裂纹短、形状曲折、缝隙宽、缝内呈氧化色 b. 影响因素: 合金性质和铸型阻力
返 回
c. 防止措施 选择结晶温度范围窄、收缩率小的合金 合理设计铸件结构 改善砂型和砂芯的退让性 严格限制钢和铸铁中硫的含量 ②冷裂 a. 特征:裂缝细小,表面光滑,呈连续圆滑曲线或直 线状,有金属光泽或呈轻微氧化色 b. 防止措施
减小铸造应力或降低合金的脆性
严格控制钢和铸铁中磷的质量分数
返 回
由于铸件壁厚不均匀,各部分冷却速度不同,以致 在同一时期内铸件各部分收缩不一致而引起的应力 a. 形成机理 b. 应力分布规律 厚壁或心部—拉应力; 薄壁或表层—压应力
返 回
c. 应力大小 ②机械应力
铸件壁厚差愈大 合金的线收缩率愈高 弹性模量愈大
热应力愈大
上型
铸件因收缩受到铸型、型 芯及浇注系统的机械阻碍而 产生的应力 特点:拉应力或剪切应力; 临时应力 ③减小和消除应力的措施 a. 铸件壁厚尽量均匀 b. 尽量选用线收缩率小、弹性模量小的合金
返 回
糊状(体积)凝固方式; 液态收缩+凝固收缩>固态收缩
(4)缩孔防止措施 ①“定向(顺序)凝固”。安放冒口 定向凝固特点: 有效地消除缩孔、缩松;
铸件易产生内应力、变 形和裂纹;
工艺出品率低;切削费工 应用:用于收缩较大、凝固温度范围较小的合金。 如铸钢、高牌号的灰铸铁、铝青铜等铸件
d. 提高铸型和型芯的退让性;浇注后尽早开型 e. 提高铸型温度 f. 去应力退火
(2)变形 ①变形方向
受拉部位趋于缩短; 受压部位趋于伸长 例如:T形梁 平板件
返 回
②防止措施 a. 反变形法。例如:床身铸件 b. 设置工艺筋
c. 去应力退火或自然时效
反变形量
(3)铸件的裂纹 ①热裂 a. 特征:裂纹短、形状曲折、缝隙宽、缝内呈氧化色 b. 影响因素: 合金性质和铸型阻力
返 回
c. 防止措施 选择结晶温度范围窄、收缩率小的合金 合理设计铸件结构 改善砂型和砂芯的退让性 严格限制钢和铸铁中硫的含量 ②冷裂 a. 特征:裂缝细小,表面光滑,呈连续圆滑曲线或直 线状,有金属光泽或呈轻微氧化色 b. 防止措施
减小铸造应力或降低合金的脆性
严格控制钢和铸铁中磷的质量分数
返 回
由于铸件壁厚不均匀,各部分冷却速度不同,以致 在同一时期内铸件各部分收缩不一致而引起的应力 a. 形成机理 b. 应力分布规律 厚壁或心部—拉应力; 薄壁或表层—压应力
返 回
c. 应力大小 ②机械应力
铸件壁厚差愈大 合金的线收缩率愈高 弹性模量愈大
热应力愈大
上型
铸件因收缩受到铸型、型 芯及浇注系统的机械阻碍而 产生的应力 特点:拉应力或剪切应力; 临时应力 ③减小和消除应力的措施 a. 铸件壁厚尽量均匀 b. 尽量选用线收缩率小、弹性模量小的合金
返 回
糊状(体积)凝固方式; 液态收缩+凝固收缩>固态收缩
(4)缩孔防止措施 ①“定向(顺序)凝固”。安放冒口 定向凝固特点: 有效地消除缩孔、缩松;
铸件易产生内应力、变 形和裂纹;
工艺出品率低;切削费工 应用:用于收缩较大、凝固温度范围较小的合金。 如铸钢、高牌号的灰铸铁、铝青铜等铸件
吕书林-材料成型理论基础 成形原理1ppt课件
毛细管现象由液体对管壁的润湿性引起; 管内液面上升〔下降〕与液面的附加压力有关。
33
表面张力与毛细管现象:
•拉普拉斯—扬方程式 p ( 1 1 )
r1
r2
当曲面是球面一部分时,r1 = r2=R,则得到 附加压力与曲率半径的关系式:
r
p2 R(lg) ghlgh
cos
r R
,代入上式
润湿,时液体上h升 2高 cgo度 rs
20
影响粘度的因素
(1〕金属液的化学成分
Fe-C合金的等粘度线
Al-Si合金的等粘度线
难熔化合物的结合力强,液体粘度较高,熔点前已开始原 子聚集。
低熔点共晶合金的粘度低,异类原子间不结合,且彼此间
减缓对方原子的聚合。
21
(2〕温度
液体金属的粘度随温度升高而降低,对于成分一 定的合金,温度升高,粘度值下降。
40
Let’s turn to next Chapter! 习题:p.22, 1-4,1-6
41
金属从液态过渡为固体晶态的转变称为一次 结晶;金属从一种固态过渡为另一种固体晶态的 转变称为二次结晶。
17
§1-3 液态金属的性质 1、粘度
《流体力学>已学过
F
V0
Y
液体的牛顿粘性定律
Fx
Advx
dy
Fx
力;A-面积;dvx dy
--速度变化率
18
Fx
A
dvx dy
切应力 τ ηdVx dy
运 动力动粘度
铸型或涂料的选择,应保证金属液体和材料不润湿, 防止金属液渗入铸型缝隙,提高铸件表面光洁度。
润湿与复合材料,润湿与焊缝质量……
35
材料成型基础课件
一般合金在凝固过程中都存在液-固两相区,树枝状晶在其中 不断扩大[见图a]。枝晶长到一定程度,枝晶分叉间的熔融 合金被分离成彼此孤立的状态[见图b],它们继续凝固时也 将产生收缩,这种凝固方式称糊状凝固。这时铸件中心虽有液 体存在,但由于树枝晶的阻碍使之无法补缩,在凝固后的枝晶 分叉间就形成许多微小的孔洞(缩松)[见图c]。
2.2 液态成形理论基础
材 料 成 形 工 艺 基 础
总结:具有逐层凝固倾向的合金(如灰 铸铁、铝硅合金等) 易于铸造,应尽量 选用。当必须采用有糊状凝固倾向的合 金(如锡青铜、铝铜合金、球墨铸铁等) 时,需考虑采用适当的工艺措施,例如, 选用金属型铸造等,以减小其凝固区域。
2.2 液态成形理论基础
1.2 材料成型方法及特点
材 料 成 形 工 艺 基 础
1.材料成型方法的分类
1.3 材料成型工艺发展及概况
材 料 成 形 工 艺 基 础
古代、近代及现代的材料成形技术 材料成形技术与材料科学 我国及世界先进国家的差距
1.4 材料成型工艺的发展趋势
材 料 成 形 工 艺 基 础
每项材料成形技术都有各自发展特点,总的趋势可归纳为 : 1、成型技术精密化 2、材料制备与成型一体化 3、复合成型 4、数字化成型 5、材料成型自动化 6、绿色清洁生产
液态合金填满铸型后[见图 a],因铸型吸热,靠近型腔表面 的金属很快就降到凝固温度,凝固成一层外壳[见图b],温 度继续下降,合金逐层凝固,凝固层加厚,内部的剩余的液体, 由于液态收缩和补充凝固层的凝固收缩,体积缩减,液面下降, 铸件内部出现空隙[见图c],直到内部完全凝固,在铸件上 部形成缩孔[见图d]。已经形成缩孔的铸件继续冷却到室温 时,因固态收缩使铸件的外形轮廓尺寸略有缩小[见图e]。 合金的液态收缩和凝固收缩越大,浇注温度越高,铸件的壁越 厚,缩孔的容积就越大。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
课程的性质和任务
课程性质:
《材料成型概论》是一门关于材料成型工艺及技 术的专业课,通过本课程的学习,使学生系统 掌握金属塑性成型的理论基础和各种成型方法 原理、特点、成型工艺和成型设备,了解相关 的新工艺、新技术。
课程的性质和任务
课程任务
1. 了解工程材料的一般知识;常用金属材料的 分类和牌号。
随机点名,旷课三分之一本门课成绩以0分计
材料成型概论
第一章 材料成型概述 第二章 材料塑性成型的基础 第三章 轧制成型 第四章 挤压成型 第五章 拉拔成型 第六章 锻造成型 第七章 冲压成型 第八章 陶瓷成型
第一章 材料成型概述
1.1材料的发展与分类 1.1.1 材料的发展 1.1.2 工程材料的分类 ☆☆
锉刀 手 锤
材料在社会与社会发展中的地位石源自时代青铜器时代铁器时代
金属的使用标志着社会生产力的发展, 人类开始逐渐进人文明的社会。
钢时代的来临,引起世 界范围的工业革命。
硅时代
硅时代是信息技术革命的时代 对当今世界产生了深远的影响
钢时代
新材料是根据我们特定的需要设计和加工而成的, 这些新材料使新技术得以产生和应用,而新技术 又促进了新工业的出现和发展,从而对人类社会 的文明与经济发展,有着不可估量的作用。
1.2材料成型的方法和特点 1.2.1 材料成型的方法和特点 1.2.2 材料的关键要素 1.2.3 金属塑性成型的方法和特点 ☆☆ 1.2.4 轧制成型的发展及应用
1.1.1 材料的发展
材料是人类用来制造各种机器、构件和产品的物 质,是人类生产和生活的物质基础。
人类社会的发展伴随着材料的发明和发展,人类 的文明史是按材料发展阶段划分的,材料是人类 社会进步的里程碑。
2. 掌握影响金属性能的主要因素及原理。 3. 掌握金属塑性成型时的金属流动规律和变形
特点。 4. 掌握各种成型方法的原理、特点、成型工艺
和成型设备。
课程的性质和任务
教 材:金属压力加工概论 李生智编
参考书 :材料塑性成型概论 卢秉林编 工程材料及成形技术基础 吕广庶编
成绩评定方法:平时作业、课堂提问成绩占30% 期末考试成绩占70%
轻金属
重金属
稀有金属
贵金属
半金属 传统陶瓷、水泥、玻璃、耐火 材料、搪瓷、砖瓦、琉璃、
传统陶瓷 铸石、碳素材料,非金属矿
特种陶瓷 塑料
先进陶瓷、非晶态材料、人 工晶体、磨料、无机涂层、 无机纤维及其他们的复合材 料等
橡胶 合成纤维
金属陶瓷
1.1.2 工程材料的分类 (按成分分)
金属材料
以金属键结合为主; 良好的导电性、导热
❖ 这一时期钢铁工业的中心在欧洲,英国为代表。 ❖ 以后,随着冶金理论不断发展,新的技术、方法和
装备不断被发明直至上世纪80年代。 ❖ 材料的品种、数量和质量代表现代化程度之一。
1.1.1 材料的发展
硅时代、新材料时代
在当代,科学技术和生产飞跃发展。材料、能源 和信息作为现代技术的三大支柱,发展格外迅猛。
并在烧制陶器生产中创造了冶金技术。
1.1.1 材料的发展
铁器时代 经历了约3000年
❖ 陨铁不如天然铜容易识别,约公元前3000年开始 使用天然陨铁。
❖ 铁的冶炼大约始于公元前1250年,人类的发展进 入铁器时代。
❖ 我国春秋战国时期(公元前770 ~221年)已开始 大量使用人工铁器。
1.1.1 材料的发展
塑料成形
钢铁
有色金属
水泥……
1.1.2 工程材料的分类
工程材料是用于制造工程结构和机械零件并主要 要求力学性能的结构材料。
按组成与结合键分: 1、金属材料 2、无机非金属 3、有机高分子材料 4、复合材料
1.1.2 工程材料的分类 (按成分分)
黑色
钢铁
材料
金属
有色
无机非金属 有机高分子 复合材料
❖ 21世纪将是纳米材料时代。
新中国成立后,先后建起了鞍钢、马钢、宝钢等大型钢铁基地。
粗钢产量由49年的15.8万吨上升到2011年粗钢产量的6.83亿吨
鞍钢
近年来中国钢产量在世界的位置
700
600
500
400
1996年: > 1亿吨
300 200
2003年: > 2亿吨
100
0
2008年: 5.02 亿吨,世界钢产量13.3亿吨,占37.7% 1996 1999 2001 2002 2003 2004 2005 2006 2007 2008 2009
2011年: 6.83 亿吨,世界钢产量15.3亿吨,占44.6%
钢材8.81亿吨
美国
当前的任务是: 担负起世界钢铁生产中心的责任, 从钢铁生产大国迈向钢铁技术强国!
欧洲
日本
中国
材料成形的学科体系与重点
材料成形
天然材料成形
人造材料成形
土石成形
木材成形
无机材料
有机材料
建筑 材料
结构 材料
金属材料
非金属材料
性,强度、延展性, 焊接性能好,耐热耐 蚀性好和金属光泽; 用量最大、应用最广 泛。
金属材料
金属
( 86种)
黑色金属
( 3种)
有色金属
( 83种)
材料的发展呈现出合成化、多元化、复合化,正 向纳米化发展。
1.1.1 材料的发展
❖ 20世纪20年代出现人工合成高分子材料,到70年 代中期有机合成材料与钢的体积产量相等。
❖ 20世纪60年代半导体材料(晶体管、集成电路等) 的出现,引发了计算机及信息产业的革命。
❖ 20世纪90年代后期,开始新一代钢铁材料即超细 化钢铁材料的研究。
新材料时代
1.1.1 材料的发展
石器时代
❖ 石器是用坚硬的容易纵裂成薄片的燧石和石英石 等天然材料制成石刀、石斧、石锄。
❖ 新石器时代(公元前6000 ~5000年)用粘土烧制 成陶器。
1.1.1 材料的发展
铜器时代
❖ 经历了2500~3000年 ❖ 在新石器时代后期开始使用天然金属,首先是铜。 ❖ 然后发现和认识了金属矿石尤其铜矿石(孔雀石)
钢铁时代
❖ 中国古代冶金铸造技术先进,但限于手工锻打,没 有发展轧制技术。
❖ 16世纪中叶,欧洲出现比林古桥的《火法技艺》和 阿格里科拉的《论冶金》冶金文献。
❖ 1740年炼钢和铸钢技术被突破后,钢铁开始蓬勃发 展,伴随产业革命发展为人类社会的支柱工业。
1.1.1 材料的发展
❖ 这标志着18世纪前是铁的时代,18世纪后是钢的时 代,也是冶金学形成的时代。
课程性质:
《材料成型概论》是一门关于材料成型工艺及技 术的专业课,通过本课程的学习,使学生系统 掌握金属塑性成型的理论基础和各种成型方法 原理、特点、成型工艺和成型设备,了解相关 的新工艺、新技术。
课程的性质和任务
课程任务
1. 了解工程材料的一般知识;常用金属材料的 分类和牌号。
随机点名,旷课三分之一本门课成绩以0分计
材料成型概论
第一章 材料成型概述 第二章 材料塑性成型的基础 第三章 轧制成型 第四章 挤压成型 第五章 拉拔成型 第六章 锻造成型 第七章 冲压成型 第八章 陶瓷成型
第一章 材料成型概述
1.1材料的发展与分类 1.1.1 材料的发展 1.1.2 工程材料的分类 ☆☆
锉刀 手 锤
材料在社会与社会发展中的地位石源自时代青铜器时代铁器时代
金属的使用标志着社会生产力的发展, 人类开始逐渐进人文明的社会。
钢时代的来临,引起世 界范围的工业革命。
硅时代
硅时代是信息技术革命的时代 对当今世界产生了深远的影响
钢时代
新材料是根据我们特定的需要设计和加工而成的, 这些新材料使新技术得以产生和应用,而新技术 又促进了新工业的出现和发展,从而对人类社会 的文明与经济发展,有着不可估量的作用。
1.2材料成型的方法和特点 1.2.1 材料成型的方法和特点 1.2.2 材料的关键要素 1.2.3 金属塑性成型的方法和特点 ☆☆ 1.2.4 轧制成型的发展及应用
1.1.1 材料的发展
材料是人类用来制造各种机器、构件和产品的物 质,是人类生产和生活的物质基础。
人类社会的发展伴随着材料的发明和发展,人类 的文明史是按材料发展阶段划分的,材料是人类 社会进步的里程碑。
2. 掌握影响金属性能的主要因素及原理。 3. 掌握金属塑性成型时的金属流动规律和变形
特点。 4. 掌握各种成型方法的原理、特点、成型工艺
和成型设备。
课程的性质和任务
教 材:金属压力加工概论 李生智编
参考书 :材料塑性成型概论 卢秉林编 工程材料及成形技术基础 吕广庶编
成绩评定方法:平时作业、课堂提问成绩占30% 期末考试成绩占70%
轻金属
重金属
稀有金属
贵金属
半金属 传统陶瓷、水泥、玻璃、耐火 材料、搪瓷、砖瓦、琉璃、
传统陶瓷 铸石、碳素材料,非金属矿
特种陶瓷 塑料
先进陶瓷、非晶态材料、人 工晶体、磨料、无机涂层、 无机纤维及其他们的复合材 料等
橡胶 合成纤维
金属陶瓷
1.1.2 工程材料的分类 (按成分分)
金属材料
以金属键结合为主; 良好的导电性、导热
❖ 这一时期钢铁工业的中心在欧洲,英国为代表。 ❖ 以后,随着冶金理论不断发展,新的技术、方法和
装备不断被发明直至上世纪80年代。 ❖ 材料的品种、数量和质量代表现代化程度之一。
1.1.1 材料的发展
硅时代、新材料时代
在当代,科学技术和生产飞跃发展。材料、能源 和信息作为现代技术的三大支柱,发展格外迅猛。
并在烧制陶器生产中创造了冶金技术。
1.1.1 材料的发展
铁器时代 经历了约3000年
❖ 陨铁不如天然铜容易识别,约公元前3000年开始 使用天然陨铁。
❖ 铁的冶炼大约始于公元前1250年,人类的发展进 入铁器时代。
❖ 我国春秋战国时期(公元前770 ~221年)已开始 大量使用人工铁器。
1.1.1 材料的发展
塑料成形
钢铁
有色金属
水泥……
1.1.2 工程材料的分类
工程材料是用于制造工程结构和机械零件并主要 要求力学性能的结构材料。
按组成与结合键分: 1、金属材料 2、无机非金属 3、有机高分子材料 4、复合材料
1.1.2 工程材料的分类 (按成分分)
黑色
钢铁
材料
金属
有色
无机非金属 有机高分子 复合材料
❖ 21世纪将是纳米材料时代。
新中国成立后,先后建起了鞍钢、马钢、宝钢等大型钢铁基地。
粗钢产量由49年的15.8万吨上升到2011年粗钢产量的6.83亿吨
鞍钢
近年来中国钢产量在世界的位置
700
600
500
400
1996年: > 1亿吨
300 200
2003年: > 2亿吨
100
0
2008年: 5.02 亿吨,世界钢产量13.3亿吨,占37.7% 1996 1999 2001 2002 2003 2004 2005 2006 2007 2008 2009
2011年: 6.83 亿吨,世界钢产量15.3亿吨,占44.6%
钢材8.81亿吨
美国
当前的任务是: 担负起世界钢铁生产中心的责任, 从钢铁生产大国迈向钢铁技术强国!
欧洲
日本
中国
材料成形的学科体系与重点
材料成形
天然材料成形
人造材料成形
土石成形
木材成形
无机材料
有机材料
建筑 材料
结构 材料
金属材料
非金属材料
性,强度、延展性, 焊接性能好,耐热耐 蚀性好和金属光泽; 用量最大、应用最广 泛。
金属材料
金属
( 86种)
黑色金属
( 3种)
有色金属
( 83种)
材料的发展呈现出合成化、多元化、复合化,正 向纳米化发展。
1.1.1 材料的发展
❖ 20世纪20年代出现人工合成高分子材料,到70年 代中期有机合成材料与钢的体积产量相等。
❖ 20世纪60年代半导体材料(晶体管、集成电路等) 的出现,引发了计算机及信息产业的革命。
❖ 20世纪90年代后期,开始新一代钢铁材料即超细 化钢铁材料的研究。
新材料时代
1.1.1 材料的发展
石器时代
❖ 石器是用坚硬的容易纵裂成薄片的燧石和石英石 等天然材料制成石刀、石斧、石锄。
❖ 新石器时代(公元前6000 ~5000年)用粘土烧制 成陶器。
1.1.1 材料的发展
铜器时代
❖ 经历了2500~3000年 ❖ 在新石器时代后期开始使用天然金属,首先是铜。 ❖ 然后发现和认识了金属矿石尤其铜矿石(孔雀石)
钢铁时代
❖ 中国古代冶金铸造技术先进,但限于手工锻打,没 有发展轧制技术。
❖ 16世纪中叶,欧洲出现比林古桥的《火法技艺》和 阿格里科拉的《论冶金》冶金文献。
❖ 1740年炼钢和铸钢技术被突破后,钢铁开始蓬勃发 展,伴随产业革命发展为人类社会的支柱工业。
1.1.1 材料的发展
❖ 这标志着18世纪前是铁的时代,18世纪后是钢的时 代,也是冶金学形成的时代。