埃马克高精密电解加工(PECM)技术2_图文
PQ2
PQ2印刷编号:EC 700日期:1998年7月作者:约翰罗那威克迈克科克斯雷克斯费希版权1998 北美压模协会(U.S.A.) 美国伊利诺斯罗斯蒙特美国印刷版权所有。
未经发行人书面同意,不得以任何形式或使用任何方法,用电子、机械包括影印、录制、或用任何信息贮存或恢复系统对该书的任何部分进行复制或利用。
如有任何要求,请与位于美国伊利诺斯洲罗斯蒙特880街区海根路9701西的北美压铸协会联系。
邮编:60018-4721北美压铸协会和利用此材料作培训用的任何人或公司对该材料所含信息的准确性、完整性或有效性不作任何保证、陈述、表示或暗示;或者对其用途或由于使用该文件中描述的任何信息、方法、过程或设备而导致的损失负任何责任。
简介本刊论述了熔融金属液所受有效压力与型腔填充速度之间的关系,主要对(内)浇口面积、柱塞(改为“压射冲头”)大小、设备能力、液压压力、雾化流(改为“喷涂”)和型腔填充速度之间的关系进行了说明。
本论述对如下项目进行了探讨:●浇口喷嘴●金属泵●PQ2的基本公式●设备生产线的图示介绍●金属压力计算⏹热室压铸机⏹对压力轨道施加的金属压力●设备最大能力⏹空压射速度⏹热室⏹冷室●模具划痕的图示说明⏹手动计算⏹变换刻度●操作窗口确定⏹浇口速度限制⏹浇铸时间限制⏹压力限制⏹绘制窗口●举例说明⏹设计人员如何绘制PQ2图来开发原始工艺⏹设定理论浇铸时间⏹为现有工艺绘制PQ2图并做修改为了最大限度提高铸件质量,模具铸工必须了解并优化设备和模具的设定。
PQ2的目的是预测一个给定的模具安装在已知性能的设备上时如何操作。
分析可得出一个可供选择以满足浇铸质量要求需要的窗口。
理想的是模具和工艺设计应在所选操作窗口的中间进行操作。
不管是计划生产新部件还是最大程度提高现有部件,都应以对工艺进行评估的方式进行。
PQ2所要求的每一个部分都分别与以说明,然后循序渐进,使初始设计人员也能对模具浇铸工艺进行分析和优化。
PQ2图有助于作出有关浇口、浇铸速度和浇铸压力的确定。
基于多丝电弧增材制造研究现状

基于多丝电弧增材制造研究现状目录一、内容描述 (2)1.1 研究背景 (2)1.2 研究意义 (3)1.3 国内外研究现状概述 (4)二、多丝电弧增材制造技术原理及设备 (6)2.1 多丝电弧增材制造技术原理 (7)2.2 多丝电弧增材制造设备构成 (8)2.3 设备主要参数及其对加工影响分析 (9)三、多丝电弧增材制造材料研究 (11)3.1 增材制造材料的选择原则 (12)3.2 常见金属材料多丝电弧增材制造性能分析 (13)3.3 材料研发趋势与创新 (14)四、多丝电弧增材制造工艺优化 (15)4.1 工艺参数优化 (16)4.2 焊接参数优化 (17)4.3 操作技巧与注意事项 (18)4.4 工艺稳定性及其提升策略 (19)五、多丝电弧增材制造工程应用研究 (20)5.1 在航空航天领域的应用 (22)5.2 在汽车制造领域的应用 (23)5.3 在生物医疗等领域的应用案例分析 (25)六、存在问题与挑战 (25)6.1 技术难题及原因分析 (27)6.2 面临的技术瓶颈及突破方向 (28)6.3 对未来技术发展的展望 (29)七、结论与展望 (30)7.1 研究成果总结 (31)7.2 存在的问题及解决方案 (32)7.3 对后续研究的建议与展望 (33)一、内容描述随着科技的不断发展,多丝电弧增材制造技术在材料科学、制造工程和航空航天等领域的应用越来越广泛。
本文档将对基于多丝电弧增材制造的研究现状进行全面梳理和分析,以期为相关领域的研究者提供一个全面了解该技术的参考。
我们将介绍多丝电弧增材制造技术的起源和发展历程,包括其在传统电弧增材制造技术基础上的创新和突破。
我们将重点关注多丝电弧增材制造技术在不同材料、结构和性能方面的应用研究,以及在航空发动机、船舶制造、汽车零部件等领域的实际应用案例。
我们还将对多丝电弧增材制造技术的关键技术和发展趋势进行深入剖析,包括电极设计、电流控制、熔池管理、表面质量控制等方面的关键技术研究。
500kA铝电解槽生产Al99.90高品质铝的工艺技术
第34卷第16期2018年7月甘肃科技Gansu Science and TechnologyVol.34 No.16Apr. 2018500kA铝电解槽生产AI99.90高品质铝的工艺技术王平刚,成庚!,王小康(酒钢集团甘肃东兴铝业有限公司,甘肃嘉峪关735100)摘要:本文介绍了在某公司500k A铝电解槽上生产A199.90及以上高品质铝的生产工艺技术,采用优质的氧化 铝、炭阳极、氟化铝等原材料,使用磁性除铁器清除破碎料中的金属铁和尽量多比例地使用氧化铝封阳极与壳面以 减少阳极及壳面覆盖料带人的杂质量,运用炉帮厚度数学模型稳定控制电解槽炉膛以防偏析出来的铁、硅杂质返 溶于电解质并防止电解质水平升高,采用不会造成对破碎料污染的氧化铝质阳极钢爪保护环,使用专用的吸铝和 熔铸系统生产高品质铝锭产品,产生一定的经济效益和社会效益。
关键词:500k A铝电解槽;A199.90 &生产工艺技术中图分类号:某公司500k A铝电解槽系列最高可以生产A199.88原铝,尚无A199.90及以上高品质铝。
而 A199.90及以上高品质原铝液是生产高品质A199.90 和A199.85铝锭的原材料,目前市场上高品质A199.90铝锭价格高出A199.70铝锭约400元/t.A1以上,A199.85铝锭价格高出A199.70铝锭约80元/t. A1左右。
因此,该公司从2017年初开始在500k A铝 电解槽系列研发生产A199.90及以上高品质原铝 液,并批量生产出适销对路的高品质铝锭产品,创 造较大的经济效益和社会效益。
1原材料1.1使用铁含量更低的氧化铝为了采用铁含量更低的氧化铝,从市场上采购 了一批进口的氧化铝,其中Fe/〇3%平均值为0.007555,较同期所用国产氧化铝的Fe/〇3%平均值 0.014%降低了 0.006455,降幅为 46.075。
按照吨原铝氧化铝单耗1908k g计算,吨原铝消 耗氧化铝原料带入的Fe/〇3降低1908kgx0.006455 =0.123066kg,相应降低所带入的F e为0.123066kgx (56x2)"(56x2+16x3)=0.086146kg,相当于降低原铝 Fe含量 0.086146kg"1000kgxl005=0.0086%。
烧碱实习报告--年产10万吨烧碱工艺设计

实习报告题目年产10万吨烧碱工艺设计专业应用化工技术班级应用化工1001班姓名学号前言1.内容 (4)2.国内的发展状况及瓶颈 (4)3.发展趋势 (6)第一章化盐工段 (7)1.1工艺原理 (7)1.2主要工艺指标 (8)1.3工艺流程 (8)1.4主要设备及作用和工作原理 (9)1.4.1化盐桶 (9)1.4.2澄清桶 (9)1.4.3砂滤器 (10)第二章电解工段 (10)2.1金属阳极电解工段 (10)2.1.1工艺原理 (10)2.1.2主要工艺指标 (10)2.1.3工艺流程 (11)2.1.4主要设备及作用 (12)2.2离子膜工段 (12)2.2.1工艺原理 (12)2.2.2主要工艺控制指标 (13)2.2.3工艺流程 (15)2.2.4主要设备及作用 (16)第三章氢气和氯气处理工段 (19)3.1氢气处理 (19)3.1.1工艺原理 (19)3.1.2工艺流程 (19)3.1.3主要设备及作用 (20)3.2氯气处理 (20)3.2.1工艺原理 (20)3.2.2工艺流程 (21)3.2.3主要工艺指标 (22)3.2.4主要设备及作用 (24)第四章固碱工段 (27)4.1工艺原理 (27)4.2主要工艺指标 (27)4.3工艺流程(附工艺流程图) (27)4.4主要设备及作用和工作原理 (28)参考文献 (29)前言1.内容离子膜法制烧碱就是采用离子交换膜法电解食盐水而制成烧碱(即氢氧化钠)。
其主要原理是因为使用的阳离子交换膜,该膜有特殊的选择透过性,只允许阳离子通过而阻止阴离子和气体通过,即只允许H +、Na +通过,而Cl -、OH -和两极产物H 2和Cl 2无法通过,因而起到了防止阳极产物Cl 2和阴极产物H 2相混合而可能导致爆炸的危险,还起到了避免Cl 2和阴极另一产物NaOH 反应而生成NaClO 影响烧碱纯度的作用。
主要原料:饱和食盐水,但由于粗盐水中含有泥沙、Ca 2+、Mg 2+、Fe 3+、SO 42-等杂质,远不能达到电解要求,因此必须经过提纯精制。
电解加工(课件)
提高电解加工精度地途径
1.脉冲电流电解加工 1)消除加工间隙内电解液电导率地不均匀化。 2)脉冲电流电解加工使阴极在电化学反应中析出 的氢气是断续的,呈脉冲状。它可以对电解液起搅拌作 用,有利于电解产物的去除,提高电解加工精度。 2.小间隙加工——蚀除速度与加工间隙成反比关系。加 工间隙小,突出部分的去除速度将大大高于低凹处,提 高了整平效果。加工间隙越小,越能提高加工精度。
2011-3-3
PLZ-05 155毫米52倍口径履带自行加榴炮
2011-3-3
1.机械拉削加工 2.整体长阴极固定式加工 3.片状阴极移动式加工 4.圆锥阴极移动式加工
2011-3-3
圆锥移动式阴极
2011-3-3
请多指正 谢谢大家
2011-3-3
2011-3-3
2011-3-3
炮管混合膛线电解加工
随着兵器技术的发展,对炮管膛线的要求越来越 高,采用混合膛线是提高火炮战斗技术性能、延长使用 寿命的有效措施。因此,国内外对技术性能要求较高的 多种火炮采用了该技术,这种由不等齐缠度与等齐缠度 组成的混合膛线,使炮管膛线的加工工艺变得更为复杂。
电化学加工的分类 按照作用原理分类: 1.阳极溶解——电解加工、电解抛光; 2.阴极沉积——电镀、局部涂镀、复合电镀、 电铸; 3.电化学复合加工工艺——电解磨削、电解电 火花复合加工、电化学阳极机械加工
2011-3-3
2.电解加工过程及其特点 电解加工过程及其特点
电解加工是利用金属在电解液中的电化学阳 极溶解,将工件加工成形地。最早应用是电解 抛光。加工时,工件接直流电源(10~20V)的 正极,工具接电源的负极。工具向工件缓慢进 给,使两极之间保持较小的间隙(0.1~1mm), 具有一定压力(0.5~2MPa)的氯化钠电解液 从间隙中流过,这时阳极工件的金属被逐渐电 解腐蚀,电解产物高速(5~50m/s)的电解液 带走。
航空发动机加工难在哪?到底需要怎样的机床工具?
航空发动机加工难在哪?到底需要怎样的机床工具?航空发动机是飞机的心脏,是决定飞机性能的重要因素之一。
发动机中盘、轴、鼓筒、轴颈等零件均是发动机的核心转动部件和关键件,在高温、高压、高转速的恶劣环境下工作。
这类零件材料大多采用高温合金、粉末高温合金、钛合金等难加工材料制造,尺寸精度要求高,技术条件严格,对零件表面质量、表面完整性要求高,其加工质量的高低直接影响到发动机的使用寿命和安全可靠性。
近年来,随着航空发动机技术的不断进步和发展,这些关键部件的加工技术有了大幅度的提升,从传统的加工方式、过多依赖操作者的经验和水平完成加工,转向车铣复合加工、全程序无干预数控加工、各类边缘自动成型加工和自动光整加工等自动化、集成化、精准化及抗疲劳制造的方向推进和发展。
航空发动机关键部件加工技术的进步对提高航空发动机的可靠性,在全寿命使用周期内安全可靠的工作起到了至关重要的作用。
今天金属加工小编为金粉们介绍几个航空关键部件加工的典型案例。
1航空发动机制造对机床工具需求航空制造业对零件加工精度和效率日益提高的需求不断推动机床技术的发展,是机床产品创新的源源动力。
高速高精度加工中心、复合加工和多轴联动数控机床的出现,都与客户需求密切相关。
3 ~5轴加工中心、数控车床加工中心、各种磨削设备、各种精锻设备、各种铸造设备、特种电加工设备、复合加工中心(车铣、铣车)、叶片加工中心及磨削中心、特种电加工设备、激光加工及强化设备和零件表面处理设备是航空制造中必需的设备。
(1)盘类零件加工设备的基本要求。
数控立车:在工作台直径、定位精度、重复定位精度、工作台转速和工作台承重等方面应与所加工零件相适应。
具有自动换刀功能,刀库容量足够大;控制系统,具备刀具轨迹图形显示功能;具备USB 端口、DNC网络接收数据端口;配置高压内冷,机载自动对刀功能、机载工件测量功能、温度自动补偿功能;机床具有足够的刚性和可靠性。
(2)机匣加工设备的基本要求。
年产5万吨电解铜工艺设计

西安建筑科技大学华清学院本科毕业设计(论文)任务书题目:年产5万吨电解铜的铜精炼车间工艺设计院(系):材料与冶金工程系专业:冶金工程专业学生姓名:小新学号:指导教师(签名):主管院长(主任)(签名):时间:2011年02 月18 日一、毕业设计(论文)的主要内容(含主要技术参数)毕业设计主要内容包括:根据设计题目进行毕业实习,收集有关资料,熟悉铜电解精炼过程的工作原理及生产过程,为铜电解精炼工艺的设计打下基础;铜电解精炼车间总体设计方案的制定;铜电解精炼操作技术条件的选择;完成物料平衡、热平衡计算;生产工艺的设计;车间工艺的布置;主要设备包括电解槽、阳极、阴极的设计,辅助设备的选型;主要技术经济指标的确定。
使学生能够理论联系实际,掌握流态化焙烧工艺设计的基本过程,为今后从事相关的技术工作奠定基础。
二、毕业设计(论文)题目应完成的工作(含图纸数量)1 完成毕业实习报告,并收集有关资料,进行技术准备;2 完成设计说明书1份;3 绘出车间平面图、剖面图、电解槽安装图各一张;4 完成与设计内容相关的专题1篇,不少于5000字;5 翻译与本专业相关的外文技术资料1篇,中文不少于4000字。
三、毕业设计(论文)进程的安排序号设计(论文)各阶段任务日期备注1 资料收集与整理,毕业实习,完成实习报告 2.21-3.142 专题及英文翻译 3.15-.3.273 设计相关物料平衡及热平衡计算 3.30-4.244 主体设备及生产工艺设计 4.27-5.205 绘图,撰写设计说明书 5.21-6.106 准备答辩 6.10-6.20四、主要参考资料及文献阅读任务(含外文阅读翻译任务)1 邱竹贤编,《冶金学(有色金属冶金)》,冶金工业出版社,20012 重有色金属冶炼设计手册(铜镍卷),冶金工业出版社,19963《有色金属冶炼设备》,有色金属冶炼设备编委会,冶金工业出版社,19944《有色冶金炉设计手册》,有色冶金炉设计手册编委会,冶金工业出版社,2000 5《有色冶金原理》,傅崇说主编,冶金工业出版社,19986《有色冶金过程污染治理》,陈拂顺主编,冶金工业出版社,19987 李进,王碧侠编,Metallurgical Engineering English,西安建筑科技大学,20048朱祖泽,贺家齐编,现代铜冶金学,科学出版社,20039 阅读并翻译与设计内容相关的英文资料一份。
IPSE整体压力解吸电解系统工艺的应用及技术改进
IPSE整体压力解吸电解系统工艺的应用及技术改进[导读]因吨金矿山的建立,四川九寨沟马脑壳金矿于2005年引进的IPSE整体压力解吸电解系统,取代之前的常温常压解吸工艺,避免了汞对员工的职业伤害。
经过多次技术改进后,今年又因绿色矿山建设,顺应公司技术升级之由,对原卧式电解槽进行改造,为马脑壳金矿带来了明显的经济效益。
一、IPSE整体压力解吸电解系统工艺安装应用后存在的问题(一)工艺设备及技术参数:解吸柱为规格为700mm×5000mm,容积1.8m3,解吸批次为1000kg。
卧式电解槽,解吸液流量在6.5-7m3/h之间。
2台4KW化工泵,1台5KW压力为0.5Mpa冷却水泵。
(二)IPSE整体压力解吸电解系统运行概况及存在问题:1、进炭方式由罐车下到贮炭槽、经空气提升器转运5次到定量、洗炭槽再用水力喷射器进入解吸柱,粉炭产生率大,每次炭磨损产生粉炭率高达5%。
2、用射炭器往解吸柱装炭,时间长,射炭器易堵塞。
3、解吸液连续循环解吸15次,液变得粘稠,堵塞排污管道。
4、卧式电解槽,自动补排液系统不能正常使用,需手动补排液和排压。
5、脱金炭品位偏高,200-300g/t。
6、化工泵外循环冷却液大于等于0.5Mpa,泵采用专用机械密封,易坏,机封损坏造成解吸液和冷却液互窜,机械密封昂贵,维修成本高,仅2006年一年的机械密封配件高达5万之多。
二、对IPSE整体压力解吸电解系统贮运系统级解吸泵技术改进针对以上现状于2007年对系统进行技改:1、用水力输送替代空气提升转运载金炭。
2、用风冷磁力泵替代化工泵作解吸泵和补液泵,无须泵冷却系统。
3、定量贮运器替代定量洗炭槽,密闭定量贮运器用水力输入解吸柱。
技术改进后的效果:产生粉炭量减少;减少设备故障,节约设备维修成本;含金液体零泄漏;进炭时间大大缩短。
但脱金炭品位仍然偏高,尤其是解吸液循环了4次以上后脱金炭品位仍然会在100g/t以上,解吸时间增长。
整体叶盘精密电解加工工艺
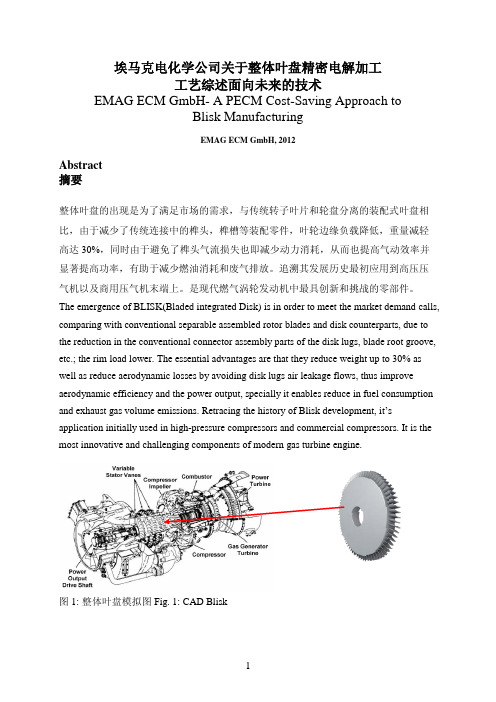
埃马克电化学公司关于整体叶盘精密电解加工工艺综述面向未来的技术EMAG ECM GmbH- A PECM Cost-Saving Approach toBlisk ManufacturingEMAG ECM GmbH, 2012Abstract摘要整体叶盘的出现是为了满足市场的需求,与传统转子叶片和轮盘分离的装配式叶盘相比,由于减少了传统连接中的榫头,榫槽等装配零件,叶轮边缘负载降低,重量减轻高达30%,同时由于避免了榫头气流损失也即减少动力消耗,从而也提高气动效率并显著提高功率,有助于减少燃油消耗和废气排放。
追溯其发展历史最初应用到高压压气机以及商用压气机末端上。
是现代燃气涡轮发动机中最具创新和挑战的零部件。
The emergence of BLISK(Bladed integrated Disk) is in order to meet the market demand calls, comparing with conventional separable assembled rotor blades and disk counterparts, due to the reduction in the conventional connector assembly parts of the disk lugs, blade root groove, etc.; the rim load lower. The essential advantages are that they reduce weight up to 30% as well as reduce aerodynamic losses by avoiding disk lugs air leakage flows, thus improve aerodynamic efficiency and the power output, specially it enables reduce in fuel consumption and exhaust gas volume emissions. Retracing the history of Blisk development, it’s application initially used in high-pressure compressors and commercial compressors. It is the most innovative and challenging components of modern gas turbine engine.图1: 整体叶盘模拟图 Fig. 1: CAD Blisk市场需求情况-应对2020年需求的挑战Markt demond-Preparing for the Global Challenges of 2020European aviation is experiencing a golden age which shows no sign of slowing. The continuous growth in world air transport - passengers and freight - experienced since the 1960s is set to continue at a rate of at least 5% a year over the next two decades. The latest Airbus forecasts indicate that this will mean a demand for 7600 new aircraft every decade - or a market estimated at 1300 billion Euros by 2019. As a vital sector in the European - and American - industrial dynamic, aircraft manufacture must therefore continue to innovate if it is to win these large markets.自从1960年以来航空业一直维持每年近5%的持续的年增长率,欧洲航空空客业乐观的预测下一个12年直到2019年的平均年增长率会保持不变,这也就意味着在2020年前将会有7200架新的飞机需求(客运以及货运)/也即13000亿欧元的市场份额。
电解加工技术

(3)型孔及小孔加工
4. 枪、炮管膛线加工
传统的枪管膛线制造工艺为挤线法,该法生产效率高,但挤线 冲头制造困难,毛坯材料损耗严重,且校正、电镀、回火等辅 助工序较多。
5. 整体叶轮加工
通常整体叶轮多为不锈钢、钛合金或高温耐热合金等难切削材 料;再加之其为整体结构且叶片型面复杂,使得其制造非常困 难。
电解加工是特种加工技术中应用最广泛的技
电解加工的基本设备
1. 直流电源——为提高电解加工精度,生产中采 用脉冲电源加工。
2.机床 ——要求:足够的刚性;进给速度的稳定 性;防腐绝缘;安全措施。
3. 电解液系统——主要由泵、电解液槽、过滤装 置、管道和阀组成。
电解加工原理图
1-直流电源
2-工具阴极 3-工件阳极 4-电解液泵 5-电解液
加工)。
(2) 利用电化学阴极沉积的原理进行镀覆加工。
(3) 利用电化学加工与其他加工方法相结合的电化学
复合加工。
电化学加工分类
类别 Ⅰ 加工方法及原理 电解加工(阳极溶解) 电化学抛光(阳极溶解) 电镀(阴极沉积) 电铸(阴极沉积) 应 用 用于形状尺寸加工 用于表面加工 用于表面加工 用于形状尺寸加工
类别加工方法及原理电解加工阳极溶解电化学抛光阳极溶解用于形状尺寸加工用于表面加工电镀阴极沉积电铸阴极沉积用于表面加工用于形状尺寸加工电极磨削阳极溶解机械磨削电解放电加工阳极溶解电火花蚀除用于形状尺寸加工用于形状尺寸加工电解加工electrochemicalmachiningecm是利用金属在电解液中发生阳极溶解反应而去除工件上多余的材料将零件加工成形的一种方法
表面形成与工具表面基本相似的形状为止。
pecm加工化学式
pecm加工化学式
PECM(Pulsed Electrochemical Machining)是一种脉冲电化学加工技术,用于
加工金属材料。
它通过在电解液中施加脉冲电流来去除材料表面的金属,从而
实现加工和精加工的目的。
PECM的化学反应涉及电解液和电极之间的相互作用。
通常,电解液是一种含
有电解质的溶液,例如硫酸、盐酸或硝酸等。
在PECM过程中,电解液中的正
离子(如H+、Na+、K+等)会与工件表面的金属离子发生反应,从而溶解或
去除金属。
举个例子,如果我们考虑使用PECM加工铁(Fe),则电解液可以是硫酸溶液
(H2SO4)。
在这种情况下,硫酸中的H+离子会与铁表面的Fe离子发生反应,生成Fe2+离子和水。
这些Fe2+离子会被电解液中的电流带走,从而实现对铁
材料的加工。
需要注意的是,PECM的具体化学反应涉及电解液的选择、电流密度、电解液
温度等因素,这些因素会根据不同的材料和加工要求而有所变化。
轻有色金属冶炼产品目录及主要技术经济指标计算方法

轻有色金属冶炼产品目录及主要技术经济指标计算方法Document number:BGCG-0857-BTDO-0089-2022轻有色金属冶炼产品目录及主要技术经济指标计算方法—铝、精铝、铝用炭素部分(预审稿)轻有色金属冶炼产品目录及计算方法修订编写组第一部分铝产品目录及主要技术经济指标计算方法一、电解铝冶炼方法概述现代铝冶炼工业,普遍采用冰晶石——氧化铝融盐电解法,即霍尔——埃鲁法。
其实质是在电解槽内以氧化铝为原料,以氟化盐为溶剂,以碳素材料分别为阳极和阴极,在直流电的作用下,通过阴极和阳极之间发生电化学反应,在电解温度(950度左右)下,使溶解于电解质中的氧化铝被还原成金属铝,铝液集中于阴极,阳极产生二氧化碳和少量一氧化碳气体。
定期将铝液从电解槽中吸出并铸锭。
电解铝生产的主要设备是电解槽。
目前国内有自焙阳极电解槽和预焙阳极电解槽两种。
自焙槽分为上插式和侧插式,预焙槽分为连续式和间断式。
自焙阳极电解槽因能耗高、环境污染严重,逐步被淘汰。
预焙阳极电解槽成为铝工业当今发展的主流槽型,目前我国预焙电解槽槽型包括从75KA~320KA的各种类型。
电解铝的生产工艺流程图如下:直流电预焙阳极(阳极糊)氟化盐新鲜氧化铝铝产品二、铝冶炼产品产量铝冶炼系列产品按生产工艺、用途及其含铝量分为铝及铝合金(如重熔用铝锭、炼钢及铁合金用铝锭、重熔用铝稀土合金锭、电工圆铝杆及铝合金等)和经进一步深加工的精铝、高纯铝。
(一)铝及铝合金产量1、电解槽出铝量电解槽出铝量是指从电解槽内吸出供铸造用的铝液的重量,习惯上称作出铝量。
通常是根据电解的出铝周期按照出铝任务单实际吸出的铝液数量,以磅称衡量数为准,计算单位吨(单槽产出量常采用千克表示)。
出铝量是计算原铝产量的基数。
2、电解铝液产量电解铝液(以下简称铝液)产量,是铝电解槽实际产出的计入电流效率的金属铝量。
铝液产量是电解铝生产管理上一个极为重要的产量指标,是计算一系列技术经济指标的基数。
铝电解槽“全息”操作及控制技术与焙烧启动给华圣
3 影响电解槽技术指标的因素
典型的槽电压:
V槽 = 4.190V
E分解 = 1.222V η阳极过电压 = 0.502V η阴极过电压 = 0.032V IR电解 = 1.334V V气泡 = 0.25V I R阳极+阴极+母线 =0.85V
3 影响电解槽技术指标的因素
影响槽寿命的因素:
电解槽设计
对操作和管理者的挑战:
-电解槽的物料平衡和能量平衡越来越难控制; -电解槽的运行必须在较小的范围内受控; -给操作者管理电解槽的空间越来越小。
1 我国大型预焙槽的发展
SAMI解决问题的办法: 加强同国内、国际科研院所的合作,在设计和生产上解决大型 槽所面临的问题。
~2002- SAMI与BHP开始合作 ~2005- SAMI与LMRC(奥克兰大学轻金属研究中心)开始合作
国内电解槽生产技术发展:
-自焙槽,无计算机控制。 -近十年来的预焙槽,只有氧化铝浓度在进行计算机控制。 -当前,越来越多的铝电解厂注意到,不得不进行能量平衡 控制,如启明星铝厂…。 -电解槽技术指标良莠不齐,为什么? 无统一、规范的生产操作和控制标准!!!
3 影响电解槽技术指标的因素
电解槽的技术指标覆盖料的维护
沉淀,阴极隆起 炉帮厚度,槽壳温度.
氧化铝浓度 (加料点维护)
极距,噪音 阳极电流分布
温度,过热度 化学成分, 电阻率
铝水 和电解质 高度
电解槽能量 (电压, 电流)
关键的中间过程 及输出过程记录
-事故率 - 电流效率 - 电流强度 - 吨铝直流电耗 - 电力利用率及事故率 - 吨铝成本 - 生产槽数 - 铝水纯度 - 天窗排放 - 炭素消耗 - ALF3 消耗 - 槽寿命 - 铝水的定期交付
电解锰生产工艺流程简述
第一章设计要求和原则1.1 概述本项目为俄罗斯CHEK-SU公司建设的年产8万吨电解金属锰项目,生产主原料为公司生产的氧化锰和碳酸锰精矿,采用湿法冶炼工艺,年生产天数330天,年生产产量为80000吨,设计四条电解生产线。
采用有硒电解、无铬钝化环保工艺,生产中产生的粉尘、酸雾回收利用,废水全部回收至污水处理站处理后重复使用,废渣排至尾矿库堆存,电解冷却水闭路循环使用。
1.2 设计指导思想和编制原则1.2.1 设计指导思想1、设计执行相关的方针、政策,使设计做到切合实际,技术先进,经济合理,安全适用。
2、全面贯彻综合利用俄罗斯CHEK-SU公司锰矿资源的基本方针,有效保护和科学合理开发利用当地资源。
3、优化冶炼工艺流程,在经济合理的条件下,尽量提高金属回收率。
4、遵循可持续发展的观念,严格执行环境保护法规、安全和工业卫生法规,加强综合利用,减少三废排放,完善三废处理设施,控制对环境的污染,做到环境措施与工程建设“三同时”。
5、设计中在各个环节注意节省能源和降低成本。
6、严格按设计程序开展设计工作,确保设计质量。
1.2.2 设计原则、产品产量和质量及能源消耗保证值1、建设年产8万吨电解金属锰工厂,工厂一次建成投产;2、项目设计生产的产品为含Mn99.8%的电解金属锰(中华人民共和国黑色冶金行业标准(YB/T051-2003),牌号为DJMnD);3、主原料采用俄罗斯奇克苏福克公司生产的碳酸锰矿、氧化锰矿,湿法冶炼生产工艺;4、本项目采用目前行业最新的设备和工艺,对生产过程中产生的废气、废水、废渣均采取了有效的治理措施,达到清洁生产及环保要求,工艺技术达到目前同行业先进水平;5、本次项目采用的技术经济指标为:(1)每条电解生产线330天生产量为20000吨,设计四条电解生产线,生产规模80000吨/年(产品合格率为100%);(2)电解采用SeO2添加剂,正常生产时,电流效率68~70%,电流密度320~380A/m²,槽电压为4.2~4.6V,每吨锰直流电耗≤6500kWh;(3)项目采用的碳酸锰精矿Mn27%,氧化锰精矿Mn35%,本批次全锰分析结果中,二价锰回收率:85%;(4)电解金属锰产品Mn含量达到99.8%,即产品质量符合中华人民共和国黑色冶金行业标准YB/T051-2003;6、废弃场和排放场的再利用,应符合俄罗斯联邦的卫生和自然保护立法要求。
《基于多层LCP基板的高密度系统集成技术》记录

《基于多层LCP基板的高密度系统集成技术》阅读记录目录一、内容概览 (1)二、多层LCP基板概述 (2)1. 定义与特点介绍 (3)2. LCP材料及其应用现状 (4)三、高密度系统集成技术基础 (5)1. 高密度系统集成概念与重要性 (6)2. 集成技术分类及特点分析 (7)四、基于多层LCP基板的高密度系统集成技术介绍 (8)1. 技术原理及发展历程 (9)2. 关键工艺技术研究 (10)(1)高精度制造与加工技术 (11)(2)电路设计与布局优化技术 (13)(3)可靠性与稳定性保障技术 (14)五、多层LCP基板高密度系统集成技术应用领域分析 (15)1. 通信领域应用现状及前景展望 (17)2. 计算机硬件领域应用案例分析 (17)3. 消费电子产品的应用示范研究及市场趋势预测分析以及改进方向分析提出19一、内容概览引言部分简要介绍了当前电子产业发展的趋势以及面临的挑战,从而引出了多层LCP基板的重要性。
强调了高密度系统集成技术在推动电子产业发展中的关键作用。
接下来,文章介绍了多层LCP基板的基本概念和特点。
包括其优良的电气性能、热稳定性、机械强度以及良好的加工性能等。
也指出了多层LCP基板在制造上的难点和挑战。
文章重点阐述了多层LCP基板在高密度系统集成中的应用。
包括其在芯片封装、电路板设计、半导体器件等领域的具体应用实例。
分析了多层LCP基板如何帮助实现更高密度的系统集成,从而提高系统的性能和效率。
文章还讨论了多层LCP基板技术的最新发展动态和未来趋势。
包括新材料、新工艺、新技术在多层LCP基板领域的应用,以及这些技术对未来高密度系统集成的影响。
文章对多层LCP基板在高密度系统集成技术中的优势进行了总结,并对其面临的挑战和可能的风险进行了分析。
同时也提出了一些建议,以便读者更好地理解和应用多层LCP基板技术。
通过阅读本文,我对多层LCP基板在高密度系统集成技术中的应用有了更深入的了解,并对未来该领域的发展前景充满了期待。
埃马克电化学去毛刺机床

~ 0 之间。 工具 阴极 以一定 的低速 度移 向阳极 工 精度可以控制在1 1 m 最 近几 年 ,埃 马克 倾心 研 究 “ 去 件 ,工具 和 工件之 间发 生 电荷 交换 , 阳极 工件 被溶 解 ,并被 高速流 动 的电 毛 刺 ” 这 个 长 久 以来 被 很 多人 视 作 解液带走 ,从而达到非常精确的加工
等 都 可 以加 工 ;电 解 没 有 宏 观 切 削 能 一 手 提 供 含 去 毛 刺 在 内 的所 有切 力 ,适 于 加 工 各 种 复 杂 形 体 及 薄 壁 削 工艺 的多 面手 。 埃 马 克 电 化 学 去 毛 刺 机 床 的独 工 件 ;加 工 表 面 无 刀 痕 、飞 边 、毛 刺 ;复 杂 型 面 不 需 分 粗 精 加 工 ,可 特 处 在 于 ,除 了 电 解 机 床 中低 速 进 在 一 次 进 给 中完 成 ,所 以生 产 效 率 给 的 阴极 工 具 向 固定 不 动 工 件 运 动
欧 洲柴油机 燃 油喷射 系统 制造领 域 , 工 件 的 同 时 ,可 以达 到 最 经 济 及 最 提供 了具 有精 密去毛 刺 的专 门电解加 高压 共轨 喷油嘴 针 阀体 回油槽腔体 的 佳加工精度 ,从 而使阴极及 电能 的 工技 术和 为缩短 节拍 时间 而设计 的多
电解成 型加 工是该 公 司非振 动 电解 机 损耗 是 竞 争 对 手 的 1 。 该机 型广 位一体 封 闭式流 道夹具 的 电化学去 毛 门0 床( 直流 或脉 冲 电源 ) 用最 多 的地 方 泛 用 于 形 状 复 杂 、 工 件 可 达 性 很 差 刺设备 。现 在 ,使 用埃马克 的 电化 学 应 之一 。 的 部 位 ,如 后 棱 、 凹 腔 、 内腔 交 叉 加 工技术 可 以去除所 有复杂 工件 的毛
高压浸出技术1 绪论
除压力载荷、温度载荷外,还可能受风载荷、 除压力载荷、温度载荷外,还可能受风载荷、 地震载荷、冲击载荷的作用。 地震载荷、冲击载荷的作用。
2012-5-13
过程设备设计
压力容器的规范标准—— 压力容器的规范标准
对压力容器的材料、设计、制造、安装、使用、检验和修理、 对压力容器的材料、设计、制造、安装、使用、检验和修理、 修改提出相应的要求。 修改提出相应的要求。
2012-5-13 12
d、核反应堆:核电站的核心设备。 、核反应堆:核电站的核心设备。
e、超临界流体萃取装置:萃取和分离过程中所需的萃取 、超临界流体萃取装置: 分离器等设备。 釜、换热 器、分离器等设备。 f、潜艇外壳:承受外压作用的壳体。日本于1988年 研制成 、潜艇外壳:承受外压作用的壳体。日本于 年 功的潜深为6000m的深海潜艇,其耐压舱为一壁厚 的深海潜艇, 功的潜深为 的深海潜艇 70mm的钛合金制球形壳体。 的钛合金制球形壳体。 的钛合金制球形壳体
2012-5-13
24
过程设备设计
4. 过程设备的质量保证
概念: 概念: 质量保证—设备在设计、制造、操作和退役漫长过程中 设备在设计、制造、操作和退役漫长过程中, 为保证安全所采取的有计划的系统措施。 质量监督—达到质量保证的具体手段。 质量监督 达到质量保证的具体手段。 达到质量保证的具体手段 质保体系—包括设计、材料、制造与检验、在役设备 质保体系 包括设计、材料、制造与检验、 包括设计 检验与监控的全部措施和手段。 检验与监控的全部措施和手段。
高 压 浸 出 技 术
1. 概述 2. 高压浸出技术及相关问题 3. 高压浸出技术之一——氧化铝生产 4. 高压浸出技术之二——稀有金属提取 5. 高压浸出技术之三——重有色金属生产
EGM2推瘤机
目录一、原理简介 (3)二、技术规范 (3)三、机器起动前的调整1.刀头的调整 (4)2.限位的调整 (5)3.锁定系统的调整 (5)四、机器操作方法1.拆模 (6)2.推瘤 (6)五、刀头1.磨刃 (6)2.不同规格的刀头 (7)六、液压示意图 (8)七、零配件1.推瘤装置 (9)2.液压泵支撑横梁配套件 (11)3.液压安装 (13)八、质量控制卡 (14)九、新设备合格确认书 (29)一、 原理简介铝热焊接期间,在固化时会在轨头上留下一个金属瘤。
传统上这个瘤是手工用大锤和凿子把它打掉,但这使工人为防止高温金属溅射到自己身上而让工作更加困难。
液压推瘤机可以将多余的金属切掉而且不会损坏钢轨本身。
拆模之后,两液压操作刀头沿着钢轨本身移动,将瘤切掉。
该推瘤机较轻,只要有两个人就可液压油: 粘度指数 100 闪点 192 0C严禁将不同型号液压油混和使用!三、 开机前的机器调整1) 刀头调整a) 水平导向调整推瘤单元沿钢轨的水平导向是靠4个导向螺栓来实现的(如图,D 和E ):2个在固定横梁上,2个在移动横梁上,同时它们也给刀头的切割边缘和轨头的侧面留有一定的间距。
调节步骤:— 松开固定螺母和螺栓D 、E;— 调节左侧螺栓D ,使刀头的垂直切割边缘与钢轨的间距为1.5mm; — 拧紧右边的螺栓E ,同样也使其于钢轨的间距为1.5mm; 活动横梁和固定横梁的调整都是通过螺栓C 来实现的。
这些螺栓在出厂时已经调好,因此在刀头的切割边缘和钢轨的运行面之间有一个1.5~2mm 的间距。
调节步骤:— 松开固定螺母和螺栓C (2个);— 在钢轨运行面上放置一个1.5mm 厚的木楔; — 把推瘤单元放于木楔之上;— 拧紧螺栓C 直至其与钢轨接触;— 锁紧固定螺母要得到较好的推瘤效果,在每次刀头磨刃或更换后,都应该系统地进行一次调整。
2) 推瘤限位的调整为防止刀刃损坏,在调节螺栓F (2个)时留上1mm 的间隙是绝对有必要的。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
页码 1 — 6
埃马克高精密电解加工(PECM 技术——应对难加工材料的解决方案
汽车生产行业发展飞速,其趋势之一就是,建设新的生产基地,迎接新的挑战。
特别是南美和中国,正在建设大量的生产基地,这些基地的规划会受到多种需求的影响。
不仅需要建设具备创新技术和高度灵活的生产线来确保产量的提高(例如,每天出厂的乘用车数量,还要必须保障产品质量的不断提高。
因此,在研发更有效的新工艺方面,对机械工程设计行业的创新者们提出了更高的要求,而埃马克(EMAG 的PECM 技术在对难加工材料制成的复杂零部件进行加工时拥有巨大的优势。
汽车工业、航空工业以及其他工业部门的发展为加工行业带来了巨大挑战,因为随着这些行业的发展和技术的进步,他们需要越来越多的难加工材料,以及制造更多具有特别复杂几何形状的新零部件。
制造这些零部件所需的新工艺必须能够保证高效的生产工艺,和保证绝对的工艺完整性。
关注高难度的加工要求
在这种背景下,显而易见,生产计划人员必须要努力寻找新的创新性加工工艺。
同时人们经常会问:那些机械工程设计领域中的新技术能否应对不断增长的生产需求?对于这一问题,埃马克集团旗下的一家电解加工(ECM 技术公司 EMAG ECM GmbH 给出了一个特殊的答案。
埃马克的专家们利用他们称之为 PECM 的技术(“ P ”代表“精密”,进一步改进了该工艺。
他们从一开始就特别关注加工复杂零部件
过程中所需的高难度任务。
正如 EMAG ECM 技术销售主管理查德 ·凯勒所说:“在加工高强度合金时,许多用户至今仍依赖高速铣削和电火花放电加工。
但是这项技术有自己的劣势,比如,工具磨损非常大,而且产生高温对材料造成不良影响。
在PECM 中,则不会存在这些问
页码 2 — 6
题,即使出现这些现象,所造成的影响也是微不足道的。
事实上,这正是该项工艺的特殊优势所在。
”
高质量的工艺
该项工艺具有出众的优势:加工高强度合金(又被称为“超级合金”以及其它难加工材料时,工具基本上没有明显的磨损。
产品表面光洁度非常高:没有毛刺,也没有材料结构损害。
这是如何实现的呢?首先, EMC 工艺在清除材料的过程中,动作非常柔和。
工件作为阳极,工具作为阴极,在这两极之间有电解液,电解液可以将金属离子从工件上剥离。
由于工具的阴极形状代表了所期望的工件形状,因此仅在需要清除的地方清除材料即可。
通过这种技术, 可以在非接触式、不受热效应影响的情况下加工出曲面、环形通道、凹槽或腔室等形状,并且能够确保最高的精确度。
更高的效率
凯勒先生说:“这项工艺使我们能够生产最为精致和复杂的零部件。
我们已经有意识地将 ECM 发展为 PECM ,以确保我们能够在越来越小的部件上实现更高精度
的图像,同时使表面光洁度更趋完美。
”该技术有两个要素最为关键:电解液通过工件的工作间隙,以及电解液自身流动的方向。
凯勒解释道:“一方面,要保证确实存在间隙,在 PECM 中,该间隙特别小;另一方面,要确保脉冲在加工间隙最小的时候放电。
” ——电解液的进给率与机械振动相叠加,这就保证了可以高效且精确地清除材料。
“ 涡轮增压器” 示例:快速而完美
对于各个行业及用户来说,使用 PECM 的优势最好的例证就是汽车工业的“涡轮增压器”。
在精密数控电解工艺的帮助下,对于许多高强度材料制成的零部件(特别是涡轮增压器领域的零部件来说,使用更短、更为有效的工艺链进行加工是非常理想的。
一些传统工艺将不再需要,例如铣削工艺之后的去除毛刺操作,因为 PECM 工艺不仅可以实现精微成型加工而且也不会留下毛刺。
如前所述,使用 PECM ,几乎无需为工具磨损操心。
这意味着跟需要经常
页码 3 — 6
更换工具的铣削工艺相比,这种工艺的机器停机时间大大缩短,整个工艺也更稳定,更不容易出错。
对于 PECM 来说,其优势还有更重要的一点:表面光洁度。
凯勒先生肯定的说:“我们可以实现 RZ 0.3 µm 的光洁度(依材料而定,这是令人惊讶的极佳粗糙度值。
”
市场潜力巨大
技术销售主管是如何评估该工艺的市场潜力的呢?凯勒先生这样总结说:“我相信利用这项工艺,我们可以为客户提供卓越的附加值。
例如,在竞争异常激烈的燃油喷射技术方面,分包商一直在寻找一种方案来提升生产率,从而提高他们的市场地位,这正是我们能够提供的。
该工艺在实现完美的表面光洁度、极短的复位时间以及最低的工具磨损方面都具备极佳的表现,而这些优势将会成为今后发展的趋势”。
事实上,埃马克专家完全可针对特定的客户需求提供完整的 PECM 和 ECM 方案。
相关的电脉冲与机械振动复合加工技术和专利电源技术正是为实现这一目的而研发出来的。
对于零部件自身尺寸来说,这些工艺的应用几乎不受限制。
即使是 1,000 mm 以下直径的工件,通过埃马克的精密数控多轴联动电解加工机床以及成熟的工艺也能以极高的加工效率在极短的加工周期内加工完成,这就确保了该项创新技术也可以应用于飞机发动机等环境要求难度高的部件的制造,可以部分或完全取代五轴高速铣削及五轴乃至七轴电火花加工工艺来进行扩压器及整体叶盘复杂翼面叶片,单个叶片或者盘片分离的供装配叶片的盘榫槽加工等。
页码 4 — 6
图示
图 1:适用于高难度二维和三维结构工件的模块化、可扩展加工概念的PECM 。
页码 5 — 6
图 2:喷射喷嘴加工过程中 PT400的加工区域, 30个工件同时加工。
图 3:喷嘴内腔加工,喷嘴直径 4mm 。
新闻稿日期页码 2013 年 9 月 6—6 图 4:PECM技术也应用于航空工业。
图为加工整体叶盘过程中EMAG PO 900 BF上的加工区域。
以下可不排关于埃马克逆向思维的创新加工技术创立了埃马克公司的行业领先地位。
1992 年埃马克公司匠心独具,首次推出构思巧妙的倒置式车床,大获成功。
此后,埃马克公司再接再厉,又研发出了新的倒置式多功能生产中心。
如今,埃马克已名符其实成为世界上倒置式机床举足轻重的制造商。
埃马克集团总部设在德国萨拉赫市,传统悠久,机床制造经验丰富。
其工艺技术全面而完善,能为用户提供加工盘类件、轴类件和箱体类零件的机床和生产系统。
不管是车床,还是磨床、滚齿机、激光焊接机或是加工中心——埃马克集团几乎能为所有的应用提供最佳的生产方案。