三坐标测量机设计文档
三坐标测量仪设计

三坐标测量仪设计三坐标测量仪是用于测量并确定三维物体形状和位置的仪器。
它由三个方向的坐标轴和一系列传感器组成,可以测量物体在三个方向上的位置和形状。
三坐标测量仪广泛应用于制造业中的精密加工、质量控制和逆向工程等领域。
在设计三坐标测量仪时,有几个重要的要素需要考虑。
首先是测量的精度和稳定性。
由于三坐标测量仪通常用于测量精度要求较高的物体,因此它的测量精度和稳定性至关重要。
设计时应选择高精度、高稳定性的传感器,并采取合适的补偿和校准方法,以确保测量结果准确可靠。
其次是机械结构的设计。
三坐标测量仪需要具有稳定可靠的机械结构,以确保测量过程中的稳定性和重复性。
机械结构应该能够承受物体的重量,并且具有足够的刚性和抗振性。
在设计过程中应该选择合适的材料和工艺,以确保机械结构的稳定性和耐用性。
另外,软件系统的设计也是三坐标测量仪的重要组成部分。
软件系统需要能够实时采集和处理传感器的信号,并进行数据处理和分析。
设计时应充分考虑软件系统的稳定性、实时性和易用性。
软件系统应该提供友好的用户界面,使操作人员能够方便地进行测量和分析,并提供相应的数据输出和报告生成功能。
在实际应用中,三坐标测量仪还需要考虑与其他设备和系统的兼容性。
例如,它可能需要与计算机、自动化设备或生产线集成使用,因此在设计时应该考虑与其他设备的接口和通信方式。
此外,三坐标测量仪还需要考虑尺寸、重量和移动性等因素,以便在不同的工作环境中灵活使用。
综上所述,设计一台高精度、高稳定性的三坐标测量仪需要综合考虑机械结构、传感器、软件系统以及其他因素。
通过合理的选择和匹配,可以设计出性能卓越、功能丰富的三坐标测量仪,以满足不同行业对精度和稳定性要求的测量需求。
实验I-三坐标测量实验
实验九三坐标测量实验姓名:学号:班级:实验成绩:一、实验目的:1、了解三坐标测量机的组成及工作原理2、了解测量机主机的几种结构形式3、掌握三坐标测量机测量软件的基本功能4、操纵盒的使用5、掌握测头的校准二、实验设备:三坐标测量机、电脑、测量软件。
三、实验内容:1、三坐标测量机的基本组成:○1测量机主机○2控制系统○3测头测座系统○4计算机(测量软件)2、测量机主机的几种结构形式:○1活动桥式:活动桥式测量机是使用最为广泛的一种机构形式。
特点是结构简单,开敞性比较好,视野开阔,上下零件方便。
运动速度快,精度比较高。
有小型、中型、大型几种形式。
○2固定桥式:固定桥式测量机由于桥架固定,刚性好,动台中心驱动、以上特点使这种结构的测量机精度非常高,是高精度和超高精度的测量机的首选结构。
○3单边高架桥式:高架桥式测量机适合于大型测量机,适合于航空、航天、造船行业的大型零件或大型模具的测量。
3、三坐标测量机测量软件的基本功能○1对控制系统进行参数设置;○2进行测头定义、测头校正及测针补偿;○3建立零件坐标系(零件找正);○4对测量数据进行计算和统计、处理;○5输出测量报告。
4、操纵盒使用注解:1. SERVO PWR ON:电机加电按钮,按下后电机上电指示灯亮;2. Joystick:方向摇杆,左右为X 轴方向,前后为Y 轴方向,旋转摇杆为Z 轴方向;3. E-STOP:急停按钮,按下后三轴电机掉电,顺时针旋转1/4 圈,急停按钮弹起;4. SERVO READY:指示系统已准备进入自动模式;5. SERVO PWR ON:指示所有的电机都已激活;6. RECORD:删除测量点;7. DRIVE:添加移动点;8. X LOCK:灯亮时,指示X 轴方向不能手动移动;9. Y LOCK:灯亮时,指示Y 轴方向不能手动移动;10.Z LOCK:灯亮时,指示Z 轴方向不能手动移动;11.SLOW:移动速度切换键,灯亮,慢速,速度为19.05MM/S。
三坐标实验指导书(简单)有答案doc(1)

三坐标测量机实验指导书20100909一、实验目地了解三坐标测量机的使用方法和测量原理二、仪器设备三坐标测量机:三坐标测量机是一种高效、新颖的精密测量仪器。
它广泛应用于机械制造、仪器制造、电子工业、航空工业等各领域。
应用三坐标测量机可对直线坐标、平面坐标以及空间三维尺寸进行测量,可以测量球体直径、球心坐标、曲线曲面轮廓、各种角度关系以及凸轮、叶片等复杂零件的几何尺寸和形状位置误差。
三坐标测量机测量精度高,速度快,软件功能强大,是测量行业不可或缺的高级仪器。
三、三坐标测量机型号规格及结构特点1.型号规格型号:GLOBAL 05.07.05测量范围:x= 600mm, y=45Omm,z=300mm;分辨率:0.01 um=0.00001 mm测量精度:1/10000 mm2.结构特点测量机主要由主体(包括底座、工作台、立柱、导轨、驱动系统和测量系统)、电器控制柜、测量头、计算机及控制软件,打印机等组成。
其特点是:1) x、y、z三条导轨组成活动桥式结构: 结构刚性好,承重能力大,可完成中型到大型工件的测量。
它采用空气静压导轨,导轨运动时几乎无摩擦(阻力非常小),轻便灵活并且稳定性好,导向精度高。
2) 操纵盒:略3)采用光栅式测量系统,测量精确度非常高。
4)花岗石工作台稳定性和抗振性好,不易变形。
5)工件的定位比较方便,我们可以通过对工件的基准边、基准孔或几个参考点进行测量后,由计算机确定工件的坐标系。
6)计算机可通过软件来补偿测量头的半径并且完成多种几何运算和测量数据处理。
如直线、平面、圆、圆柱、圆锥、球以及复杂的曲面的测量等等。
以及形位公差的数据处理。
7)由于采用“学习程序”,在测量成批零件时。
按照第一个工件的测量操作次序,把测量的程序记忆贮存起来。
8)测量机附有多种机械式测量头。
用于测量不同轮廓形状的零件。
9)它可以由计算机屏幕显示,并由打印机打印测量结果。
3.测量原理三坐标测量机所采用的标准器是光栅尺。
三坐标测量机的机械结构设计
(5)测量工件最大体积:120mm×120mm×120mm,最小高度为:20mm;
(6)进给运动的总阻力 。
(7)给定某飞行零件,利用CMM进行测量和建模。
III、毕业设计(论文)工作内容及完成时间:
(1)查阅文献、熟悉相关软件使用,撰写开题报告;2周
(2)相关外文文献阅读与翻译(6000字符以上);1周
总之,用户应选用精度(包括重复精度)高一些的测量机。这不仅由于测量复杂件时,测点可能带入的误差比预想的要大(由于测头测杆变化或加长会引入更大的误差),而且测量机的精度会随使用次数增多而有所下降。
2、合乎要求的测量范围
测量范围的选择时选择测量机时的最基本参数。因为在测量范围内才能获得精确的测量值,超出了范围,测量就难于进行。选择测量范围时,应考虑以下几个方面。
精度比对不是一个简单的比较过程。测量机的技术规范中一般只给出单轴测长和空间测长的两个不确定度公式及重复精度值。但在具体测件时需要将被测参数的测量不确定度限制在一定范围内。一般测量时,要测量很多测点。在形位测量时,更有大量测点参与并带来测量误差,精确计算是很难的。因此从经验出发,在一般测量中,测量不确定度应为被测工件尺寸公差带的1/5~1/3。例如某一被测箱体上二孔的孔距为500mm,公差带为15um,则所选用的测量机在500mm长度上的测量不确定度应不大于3um~5um。对于精密测量及复杂的形位测量要求还高,一般应为被测尺寸公差带的1/10~1/5。重要的是重复精度必须满足要求,因为系统误差还可以通过一定方法补偿,而重复精度应由测量机本身保证。
(3)三坐标测量机总体方案设计;2周
(4)三坐标测量机传动系统设计计算;2周
(5)三坐标测量机总体装配图设计;4周
三坐标测量仪毕业设计

本科毕业设计(论文)附件题目:拉刀测量仪的设计院(系):机电工程学院专业:机械设计制造及自动化班级: 090202学生:张栋学号: 090202122指导教师:陈晓东2013年6月拉刀测量仪的设计摘要由于拉刀在磨齿前进行淬火处理后产生变形,导致齿距不均匀,从而使磨齿过程中不能一次调整好齿轮位置,为了提高生产效率,就要先测出每个齿间的齿距,因此拉刀测量仪就成为提高生产效率的必备机械设备。
对于拉刀测量仪的设计采用接触式测量方法,及将测头移至拉刀表面,进行在线测量,所以拉刀测量仪要满足X,Y,Z,三个方向的运动,为了满足运动的要求,采用丝杠螺母副的传动方式,所以需要进行合理的选择丝杠、电机等标准件。
为了满足制造的工艺的简单性,要进行合理的结构设计,测头部分选用能够满足在线测量的要求。
本文首先了解了丝杠的选择,导轨的选择安装,电机的选择,整体设计。
通过大致的估算床身质量,以及在满足测量精度的情况下确定每个方向的运动速度,进而确定电机,丝杠的型号。
然后画二维装配图,零件图。
通过本次设计的拉刀测量仪对于测量装置有了更深入的认识,也更好的掌握了机械的结构设计。
关键词:拉刀测量仪,丝杠,电机,导轨。
BroachMeasuring InstrumentAbstractSincebroachgrinding teethinbeforedeformationafterquenching, resulting in unevenpitch, making agrindingprocess can notadjustthe gear position, In order to improveproduction efficiency, we must first measure thedistanceof eachtoothteeth, so broachesmeasuring instrumentto improve production efficiencyhas becomeessentialequipment。
三坐标测量机测量方案设计
三坐标测量机测量方案设计1.零点和标定:在进行测量之前,需要对三坐标测量机进行零点和标定。
零点校准是将测量机的坐标系原点与实际工件的坐标系原点对应起来,以确保测量结果的准确性。
标定可以分为线性标定和非线性标定,线性标定用于消除测量机的定位误差,非线性标定用于消除测量机的长度变形误差和非直线性误差。
2.测量方向和路径:在设计测量方案时,需要确定测量的方向和路径。
测量方向通常分为X、Y和Z轴方向,根据工件的几何形状和测量要求确定具体的测量方向。
测量路径应该尽可能使用直线或圆弧路径,以最小化测量误差,并确保测量结果的稳定性和可靠性。
3.测量策略:根据实际测量需求,选择合适的测量策略。
常见的测量策略包括点测量、线测量、面测量和体测量。
点测量适用于测量工件的尺寸和位置;线测量适用于测量直线或圆弧的尺寸和位置;面测量适用于测量平面的尺寸和位置;体测量适用于测量体积和形状的尺寸和位置。
4.数据处理和分析:在测量完成后,需要对测量数据进行处理和分析。
数据处理包括数据滤波、数据平滑和数据校正等。
数据分析可以使用统计方法和图形方法,例如均值、方差和标准差分析,以评估测量结果的准确性和稳定性。
5.报告生成和记录:根据测量结果生成测量报告,并进行记录。
测量报告应包括测量结果、误差分析、测量方法和测量仪器的相关信息。
记录测量数据可以使用电子表格或数据库,以便后续的数据分析和查询。
除了以上几个方面外,还需要考虑实际的生产环境和测量要求。
例如,工件的材料、尺寸和形状会影响测量的精度和稳定性;测量时间和测量精度之间存在一定的权衡关系,需要根据实际情况进行选择;测量环境的温度和湿度等因素也会对测量结果产生影响,需要进行相应的校正和补偿。
综上所述,设计三坐标测量机的测量方案需要考虑多个方面,包括零点和标定、测量方向和路径、测量策略、数据处理和分析、报告生成和记录等。
只有在充分考虑到这些因素的情况下,才能设计出高精度和可靠性的测量方案。
三坐标测量(接触法)典型测量零件的设计

本科毕业设计(论文)通过答辩三坐标测量(接触法)典型测量零件的设计摘要:随着CAD/CAM软件加工及快速成型等先进制造技术的不断发展,以及这些技术在机械行业中的普及应用,机械设计与制造领域正发生着一场深刻的技术革命,传统的二维设计及模拟量加工方式正逐步被基于产品三维数字化定义的数字化制造方式所取代。
在这场技术革命中,逐步掌握三维CAD/CAM软件的使用,并用于数字化的设计与制造是其中的关键。
三坐标测量机(CMM)则是一种高效率、高精度、多功能的检测设备。
七十年代以来在测量机上广泛应用电子计算机后,它的性能和自动化程度都大为提高,使用范围也更广泛。
昔日三坐标测量机主要面向航空航天等高技术产业,而今日,它在现代制造业的各个领域中都得到了广泛的应用,已成为机械制造业中发展最快的现代量仪之一。
本文就是采用UG三维建模软件设计出基于三坐标测量技术能够进行测量的实体。
然后把实体导入到AutoCAD绘图软件,得到实体零件图。
所设计出来的实体的曲面图形部分还要在微机上进行CAM仿真加工并通过后处理得到NC程序。
然后利用三坐标测量机对现有类似零件进行检测。
这样不仅能够较好的掌握UG 的三维建模方法,AutoCAD的绘图方式,还能熟悉三坐标测量机的操作环境。
UG关键词:三坐标测量技术实体设计The design of typical measurement component which based on the 3-Dimensional Measuring TechnologyAbstract: With the development of advanced manufacturing technology, such as the CAD / CAM software processing and rapid prototyping, and the universal and application in the machinery industry of these technologies, a profound technological revolution has taking place in the field of mechanical design and manufacturing, the digital manufacturing methods which based on the 3D digital definition are gradually in place of the traditional 2-dimensional design and analog processing approach. Gradually master the use of 3D CAD / CAM software then used for the digital design and manufacturing is the key to this technological revolution.Coordinate Measuring Machine (CMM) is an inspection and measuring apparatus with a high accuracy, high efficiency and high performances. Since the 1970s,with the widely use of electronic computer on the measuring machine ,which performance and the degree of automation are improve ,and could using in a wider range. CMM mainly only used for aerospace and other high-tech industries, but today, its have been widely used in various fields of modern manufacturing industry .It has becoming fastest-growing one of the modern measuring instruments in machinery manufacturing.This article is used UG 3-dimensional modeling software to designing the entity which can be measured based on the 3-dimensional measuring technology .Then imported the entity into AutoCAD mapping software, and obtain the parts plans of the entity. Graphics of the surface ,which by the designed entity ,must to proceed CAM simulation processing and obtain NC program through after treatment in computer .Then use CMM to examination the similar existing parts. So we could not only to grasp the UG 3-D Modeling methods and the AutoCAD drawing methods, but also familiar with the CMM 's operating environment.Keyword :3-Dimensional Measuring Technology Physical design UG目录1 绪论1.1 课题研究背景 (1)1.2 选题的依据 (2)1.3 主要设计内容 (2)2 标准件的测量与建模2.1 测量与建模标准件的目的与工具 (3)2.2 测量数据 (3)2.3 标准件的建模 (4)3 典型测量零件的设计3.1 典型测量零件的设计依据与目的 (12)3.2 典型测量零件的建模 (12)4 典型测量零件典型部件的CAM及后处理4.1确定要进行CAM的典型测量零件部件 (28)4.2典型部件的CAM (28)4.3数控加工程序的输出 (37)5 对现有类似零件进行三坐标测量并编制测量工艺规程5.1工件检测的主要步骤 (40)5.2对典型测量零件进行测量 (42)5.3对典型测量零件形位公差进行评价 (46)6 总结 (51)参考文献 (52)致谢 (53)三坐标测量(接触法)典型测量零件的设计1 绪论本设计利用UG软件对三坐标测量典型测量零件进行设计,并对零件曲面造型部分进行CAM,得到此部分零件的NC程序,再对现有类似零件进行三坐标检测,得到测量工艺规程。
三坐标测量机测量方案设计

三坐标测量机测量方案的设计探讨常柴股份有限公司刘志明前言三坐标测量机以其测量效率高、精度高、适应性强等优点,广泛应用于机械制造、仪器制造、电子工业、汽车及航空等工业部门,用于零部件的几何尺寸、形位误差的测量,有“测量中心”的称号,是未来几何量测试的应用发展方向。
三坐标测量机的使用在三坐标测量机的使用过程中,由于诸多因素,使得测量结果的准确度达不到应有精度。
在此,我想结合我厂三坐标测量机在实际使用过程中情况,谈谈我们的使用体会和测量方案的设计思路,供各位同行参考。
对使用测头个数的理解最终对称度测量结果由3个测头测量采样计算得到。
测头校正后的校验处理建议在多测头测量方案中,测头校正完成后,可将校正球作为被测件,用校正好的各测头分别测量校正球,其测量结果的差值即为多测头的校正误差。
如果该误差较大,可对误差大的测头重新校正,使其满足测量精度的要求。
测头的选择2、少用、尽量不用加长测尖(包括加大测力)和加长杆。
使用加长测尖或加大了测力,测头的各向异性误差和探测误差也将随之增大。
使用加长杆时,测量机运动时导轨的偏摆及扭摆现象引起的测量误差也将随加长杆的长度而增大。
二、测量采点1、采点测量几何元素时,在条件允许的情况下,采样点数应尽量多些,并且最好均布采点。
下面我们以三点法测量圆心坐标以及圆弧半径为例进行分析。
三点法测圆举例在圆周上采样三点,根据这三点坐标可计算出圆的圆心坐标(x0,y0)和半径R:=F1(x1,y1;x2,y2;x3,y3)=F2(x1,y1;x2,y2;x3,y3)间接测量误差分析•这里圆心坐标的误差是由各采样点的坐标误差Δxi ,Δyi产生的,根据间接测量的函数误差分析:•由于Δx0和Δy0中包含对函数F1,F2的偏微分,因而ΔX0与ΔY0就与采样点在圆上的位置分布有关。
由上式可知,均布采点的圆心计算误差小于不均布采点,特别是局部采点其函数误差较大。
采样点数与计算得到的圆心坐标和直径的关系对于圆,采样点数与计算得到的圆心坐标和直径的弥散度右表。
超精密三坐标测量仪整机机构设计

摘要本文中,对三坐标测量仪的研究现状和精密测量的关键技术做了总结,对所设计的测量仪的总体布局、床身的选材、导轨的设计、进给方式的选择做了介绍,选用燕尾型气体静压导轨,同步齿形带和钢带传动,摩擦杆进行驱动。
对移动桥和溜板进行了简单的ANSYS分析,计算了移动桥受力时最大的变形量和直线度;选用伺服电机作为动力源,并对其进行了简单的功率计算,分析了测量仪的工作环境对其精度的影响和它的应用环境;定位采用开式光栅尺,对光栅尺的选型做了比较。
最后针对测量仪整机进行精度分析,查找误差源和精度的综合分析。
关键词:超精密、气静压、高精度、精密测量Three Coordinates Measuring Instrument Ultra-precision MachineABSTRACTIn this paper, three coordinates measuring instrument for precision measurement, the research present situation and the key technology of summing up, the design of measuring instrument lathe bed of the general layout, the design of the selection of materials, guide rail, into to the choice of the ways of doing introduced, choose coattails "type aerostatic guide rail, synchronous cog belt and steel belt transmission, friction lever driven. Slip board of mobile bridge and the simple ANSYS analysis method, the largest mobile bridge when stress deformation and straightness; Choose servo motor as a power source, and analyses the simple power calculation, analyzes the working environment of measuring apparatus to the precision of the influence and its application environment; The positioning of grating open grating feet, comparison of the selection of the feet. Finally, according to the measuring apparatus for precision analysis, find the error sources and precision of the comprehensive analysis.Keywords:The ultra precision, Gas static pressure, High accuracy, Precision measurement目录1 绪论 (2)1.1课题的来源 (2)1.2课题的意义 (2)1.3精密测量的研究现状 (2)1.4精密测量的关键技术 (6)2 超精密三坐标测量仪整机机构介绍 (8)2.1总体布局 (8)2.2床身材料选用 (9)2.3导轨的设计 (10)2.4进给传动方式的选择 (14)2.5测量仪整体结构设计 (16)2.6测量仪的工作原理 (17)3 测量仪的主要零部件的设计 (18)3.1移动桥的设计 (18)3.2溜板的设计 (19)3.3电机选型 (21)3.4环境控制平台 (25)3.5光栅尺的选型 (26)4 测量仪精度分析 (28)4.1测量仪误差源 (28)4.2测量仪精度分析 (29)5 结束语 (32)参考文献 (33)致谢................................................... 错误!未定义书签。
三坐标测量仪设计
三坐标测量仪设计
三坐标测量仪是一种用于测量物体几何形状和尺寸的高精度测量设备。
它利用三个坐标轴的运动,通过测量物体各点在三个坐标轴上的位置,计
算出物体的大小和形状。
设计一台三坐标测量仪需要考虑以下几个方面:
测量精度、测量速度、稳定性和易操作性。
首先,测量精度是设计三坐标测量仪的关键要素之一、该设备需要具
备高精度的测量功能,以确保测量结果的准确性。
为了提高测量精度,可
以使用高精度传感器,如干涉仪和编码器,以便测量物体各点在三个坐标
轴上的位置。
其次,测量速度也是设计该设备时需要考虑的因素之一、现代生产环
境通常需要快速进行大量的测量,因此三坐标测量仪需要能够在较短的时
间内完成多个点的测量。
为提高测量速度,可以优化机械结构和增加扫描
速度。
稳定性是设计三坐标测量仪时需要关注的一个重要因素。
测量仪使用
过程中,需要保持稳定的测量环境,避免外部振动和温度变化对测量结果
的影响。
为提高稳定性,可以采用抗震设计、加强结构刚度和使用稳定的
材料。
另外,易操作性也是设计该设备时需要考虑的一个方面。
实际使用中,操作人员应能够轻松使用该设备进行测量操作。
设计时可以考虑简化操作
步骤、增加人机交互界面和提供易于理解的测量结果显示。
综上所述,设计三坐标测量仪需要考虑测量精度、测量速度、稳定性
和易操作性等方面。
为了满足这些要求,可以合理选取传感器、优化结构
设计、增加扫描速度和采用稳定的材料等手段。
通过这些措施,可以设计一台高精度、高效、稳定且易于操作的三坐标测量仪。
三坐标测量教学课程设计

三坐标测量教学课程设计一、教学目标本课程的学习目标包括:知识目标:学生需要掌握三坐标测量基本原理、坐标测量机的构造及工作原理、常见测量方法和操作技巧。
技能目标:学生能够熟练操作坐标测量机进行各种尺寸和形状的测量,并掌握数据处理和分析的方法。
情感态度价值观目标:培养学生对测量技术的兴趣,提高其对精确测量和质量控制的意识,使其认识到三坐标测量技术在工程和制造领域的重要性。
二、教学内容教学内容主要包括:1.三坐标测量基本原理:介绍三坐标测量机的原理、构造和工作方式。
2.坐标测量机的操作:教授坐标测量机的操作步骤、测量方法和技巧。
3.测量数据处理:讲解测量数据的采集、处理和分析方法。
4.测量案例分析:分析实际测量案例,让学生学会将理论知识应用于实际问题。
三、教学方法本课程采用多种教学方法,包括:1.讲授法:讲解三坐标测量基本原理、操作方法和数据处理技巧。
2.讨论法:学生讨论实际案例,培养其解决问题的能力。
3.案例分析法:分析典型测量案例,让学生掌握测量技术的应用。
4.实验法:让学生动手操作坐标测量机,提高其实际操作能力。
四、教学资源教学资源包括:1.教材:选用权威、实用的教材,为学生提供系统的理论知识。
2.参考书:提供相关领域的参考书籍,丰富学生的知识体系。
3.多媒体资料:制作精美的课件、视频等资料,帮助学生形象地理解课程内容。
4.实验设备:提供先进的坐标测量机等实验设备,确保学生能够进行实际操作练习。
五、教学评估教学评估将采用以下方式:1.平时表现:评估学生在课堂上的参与度、提问和回答问题的表现,以考察其对课程内容的掌握程度。
2.作业:布置适量的作业,评估学生对课程知识点的理解和应用能力。
3.考试:定期进行理论考试,全面考察学生的知识掌握和应用能力。
4.实验报告:评估学生在实验过程中的操作技能和数据处理能力。
评估方式将客观、公正地全面反映学生的学习成果。
六、教学安排教学安排如下:1.进度:按照教材和大纲进行教学,确保覆盖所有知识点。
三坐标 测量 实验报告
三坐标测量实验报告1. 实验目的通过三坐标测量仪器进行测量,熟悉并掌握其操作方法,提高测量的准确性。
2. 实验器材和原理2.1 实验器材本次实验使用的器材有:- 三坐标测量仪- 计算机2.2 实验原理三坐标测量仪是一种高精度的测量仪器,可同时测量物体的三个坐标位置。
其工作原理是通过测量传感器检测到的信号来计算物体的位置坐标,并通过计算机进行数据处理和显示。
该仪器通过激光、光电测量或触点探测等方式来实现测量。
3. 实验步骤3.1 实验准备- 打开计算机,将三坐标测量软件启动并连接到三坐标测量仪。
- 检查测量仪器是否正常工作,确保各个部件灵活可动。
3.2 校准测量仪器- 垂直校准:使用垂直角度块将测量样品精确定位在测量台上,进行垂直校准。
- 水平校准:使用水平角度块进行水平校准。
- 零点校准:使用零点块进行零点校准。
3.3 进行测量- 将待测样品放置在测量台上,确保样品稳定。
- 使用测量仪器的探针进行测量。
可以选择激光或触点测量方式,根据实际情况选择合适的方式。
- 测量仪器会自动记录并显示样品的坐标位置。
3.4 数据处理- 将测量数据导入计算机,使用三坐标测量软件进行数据处理。
- 对测量数据进行分析和计算,得出需要的结果,如样品的尺寸、形状等。
4. 实验结果与分析- 根据测量数据,可以得出样品的尺寸、形状等信息。
- 通过与样品设计参数进行比较,可以评估样品的制造质量。
5. 总结与心得通过本次实验,我对三坐标测量仪器有了更深入的了解。
通过实际操作,我掌握了三坐标测量仪器的使用方法,并且了解到其在工业生产中的重要性。
三坐标测量仪器具有高精度、高效率的特点,可以提高产品的制造质量。
在今后的工作或研究中,我将继续学习和应用三坐标测量技术,以提升自己的专业水平。
6. 参考文献- 无。
三坐标测量机测量方案的设计

三坐标测量机测量方案的设计首先,确定测量的目标和要求。
具体明确需要测量的物体是什么,需要测量的尺寸、形状和位置的要求是什么。
例如,测量一种零件的尺寸和位置,要求精度在几个微米以内。
其次,选择适合的工作台。
根据需要测量的物体的尺寸和重量,选择合适的工作台尺寸和负载能力。
确保工作台的平整度和稳定性以及工作台上的夹具能够固定物体。
然后,确定测量机的精度要求。
根据测量要求,选择适合的三坐标测量机。
通常,精度要求越高,测量机的成本也越高。
考虑到预算和实际需求,选择精度达到要求的测量机。
设计测量程序。
根据需要测量的物体的特点,设计相应的测量程序。
测量程序应包括几个关键步骤:建立坐标系、选择参考点、设置初始位置、确定测量路径和参数、进行测量、分析和记录测量数据等。
确保测量程序能够满足测量要求,并且测量过程能够自动化、高效、准确。
选择合适的探测器和测量头。
根据需要测量的物体的特点,选择合适的探测器和测量头。
例如,需要测量较小的孔径时,可以选择光学测量头;需要测量曲面时,可以选择接触式测量头。
确保探测器和测量头能够提供足够的精度和测量范围。
进行测量。
根据测量程序,将物体放置在工作台上,并固定好。
根据测量程序的指示,进行测量。
确保测量机、工作台和测量头等各部件的运动平稳,没有松动和干扰。
测量过程中要注意避免外界干扰,如振动、温度变化等。
分析和记录测量结果。
测量完成后,根据测量数据进行分析和处理,得出测量结果。
将结果记录下来,包括尺寸、形状和位置等。
根据需要,可以制作图表或报告,方便后续使用和分析。
最后,进行校准和维护。
定期对测量机进行校准,确保测量结果的准确性和一致性。
同时,定期对测量机进行维护,保持其正常运行。
设计一个三坐标测量机测量方案需要考虑多个因素,包括需要测量的物体特点、测量要求、测量机和探测器选择、测量程序设计、测量过程的操作和维护等。
通过合理设计测量方案,可以确保测量结果的准确性和可靠性,提高生产工艺的控制能力和产品质量的稳定性。
三坐标测量机测量方案的设计

三坐标测量机测量方案的设计探讨常柴股份有限公司刘志明前言三坐标测量机以其测量效率高、精度高、适应性强等优点,广泛应用于机械制造、仪器制造、电子工业、汽车及航空等工业部门,用于零部件的几何尺寸、形位误差的测量,有“测量中心”的称号,是未来几何量测试的应用发展方向。
三坐标测量机的使用在三坐标测量机的使用过程中,由于诸多因素,使得测量结果的准确度达不到应有精度。
在此,我想结合我厂三坐标测量机在实际使用过程中情况,谈谈我们的使用体会和测量方案的设计思路,供各位同行参考。
对使用测头个数的理解最终对称度测量结果由3个测头测量采样计算得到。
测头校正后的校验处理建议在多测头测量方案中,测头校正完成后,可将校正球作为被测件,用校正好的各测头分别测量校正球,其测量结果的差值即为多测头的校正误差。
如果该误差较大,可对误差大的测头重新校正,使其满足测量精度的要求。
测头的选择2、少用、尽量不用加长测尖(包括加大测力)和加长杆。
使用加长测尖或加大了测力,测头的各向异性误差和探测误差也将随之增大。
使用加长杆时,测量机运动时导轨的偏摆及扭摆现象引起的测量误差也将随加长杆的长度而增大。
二、测量采点1、采点测量几何元素时,在条件允许的情况下,采样点数应尽量多些,并且最好均布采点。
下面我们以三点法测量圆心坐标以及圆弧半径为例进行分析。
三点法测圆举例在圆周上采样三点,根据这三点坐标可计算出圆的圆心坐标(x0,y0)和半径R:=F1(x1,y1;x2,y2;x3,y3)=F2(x1,y1;x2,y2;x3,y3)间接测量误差分析•这里圆心坐标的误差是由各采样点的坐标误差Δxi ,Δyi产生的,根据间接测量的函数误差分析:•由于Δx0和Δy0中包含对函数F1,F2的偏微分,因而ΔX0与ΔY0就与采样点在圆上的位臵分布有关。
由上式可知,均布采点的圆心计算误差小于不均布采点,特别是局部采点其函数误差较大。
采样点数与计算得到的圆心坐标和直径的关系对于圆,采样点数与计算得到的圆心坐标和直径的弥散度右表。
三坐标测量仪设计
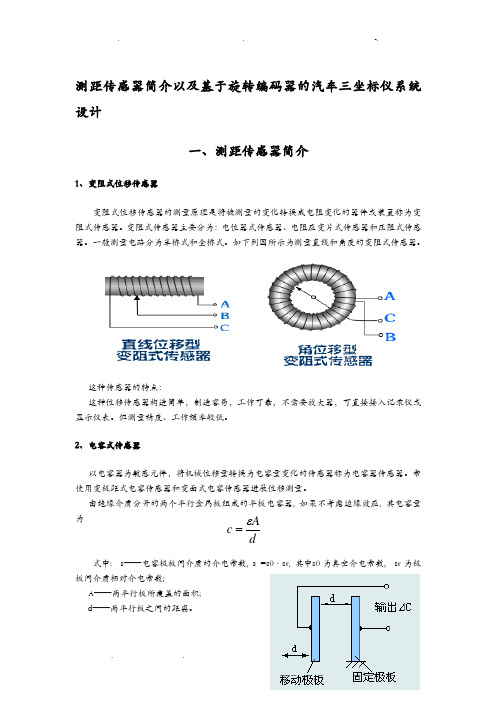
测距传感器简介以及基于旋转编码器的汽车三坐标仪系统设计一、测距传感器简介1、变阻式位移传感器变阻式位移传感器的测量原理是将被测量的变化转换成电阻变化的器件或装置称为变阻式传感器。
变阻式传感器主要分为:电位器式传感器、电阻应变片式传感器和压阻式传感器。
一般测量电路分为半桥式和全桥式。
如下列图所示为测量直线和角度的变阻式传感器。
这种传感器的特点:这种位移传感器构造简单,制造容易,工作可靠,不需要放大器,可直接接入记录仪或显示仪表。
但测量精度、工作频率较低。
2、电容式传感器以电容器为敏感元件,将机械位移量转换为电容量变化的传感器称为电容器传感器。
常使用变极距式电容传感器和变面式电容传感器进展位移测量。
由绝缘介质分开的两个平行金属板组成的平板电容器, 如果不考虑边缘效应, 其电容量为式中: ε——电容极板间介质的介电常数, ε =ε0·εr, 其中ε0为真空介电常数, εr 为极板间介质相对介电常数; A ——两平行板所覆盖的面积;d ——两平行板之间的距离。
dAc ε=变极距式电容传感器:其原理是一个为电极板固定桥,另一 极间距d 变化,d 变化电容量变化因 此,只要测出电荷量的变化,就可以 反推出位移量的变化。
如图右图所示。
变面积式电容式传感器:变面积式电容传感器构造示意图,由两个电极 构成,其中一个为固定极板,另一个为可动极 板,两极板均成半圆形。
如下图。
电容式传感器特点:优点:输出与输入成线性关系 缺点:灵敏度较低。
用途:测量较大线位移或角位移。
3、电感式传感器电感式传感器是把被测量转换为电感量变 化的一种装置,有自感式、互感式和电涡流式。
电感式位移传感器举例: 自感型:工作原理是通过衔铁的移动得到两衔铁之间的 距离从而引起磁阻的变化,最终电感值有了变 化。
自感是回路的本身属性,与通电线圈的电 流大小无关,仅与几何形状、大小及周围介质 的磁导率有关。
如下图。
涡流型:传感器的变换原理是利用金属体在交变磁场中的涡电流效应。
三坐标测量机的机械结构设计

三坐标测量机的机械结构设计及应用摘要:从60年代初发明到现在,三坐标测量机(CMM)在制造业得到世界范围广泛应用,成为3D检测工业标准设备。
三坐标测量技术得到迅速发展,而配套检测软件的发展,更是突飞猛进。
最早的三坐标测量机只能显示XYZ坐标,而目前的各种检测软件几乎可以解决用户的绝大部分问题。
软件日益成为影响用户使用好坏的关键所在。
CMM测量软件发展趋势,对于传统的三坐标测量机检测来说,通常是设计部门提供二维图纸,检验部门根据图纸对工件进行尺寸及形位公差的检测。
随着三维CAD软件的应用,越来越多的技术部门使用三维CAD 建模技术进行设计。
因此,各坐标机厂家纷纷推出了基于三维CAD技术的测量软件,直接将客户设计好的三维CAD模型导入测量软件进行检测。
这样做的优点非常明显,不需要额外的图纸,理论值可以直接捕获,更可以进行测量仿真,测头干涉检查等,所以,受到用户的一致好评。
基于CAD的测量成为目前三坐标测量软件的发展热点。
关键词三坐标测量机传感器三维传动装置指导老师签名:Coordinate measuring machine mechanical design andapplicationAbstract:Invents from the beginning of the 60's to present, coordinate measuring machines (CMM) obtains the worldwide scale widespread application in the manufacturing industry, becomes the 3D examination industry standard equipment. Three coordinates survey technology obtains the rapid development, but the necessary examination software development, is progresses by leaps and bounds. The earliest coordinate measuring machines only can demonstrate the XYZ coordinates, but the present each kind of examination software may solve user's major part problem nearly. The software becomes the influence user use quality the key to be at day by day. The CMM survey software trend of development, regarding the traditional coordinate measuring machines examination, usually is designs the department to provide the two-dimensional blueprint, the inspection department carries on the size and the shape position common difference examination according to the blueprint to the work piece. Along with the three dimensional CAD software application, the more and more many technical department uses the three dimensional CAD modeling technology to carry on the design. Therefore, various coordinates machine factory has promoted in abundance based on the three dimensional CAD technology survey software, the three dimensional CAD model which designs the customer inducts directly surveys the software to carry on the examination. Does this the merit is extremely obvious, does not need the extra blueprint, the theoretical value may catch directly, may carry on the survey simulation, the gauge head interference inspection and so on, therefore, receives the user the consistent high praise. Survey the software based on the CAD survey into at present three coordinates the development hot spot.Key words Coordinate measuring machines Sensor Three dimensional Transmission deviceSignature of Supervisor:目录1 绪论 (4)1.1 三坐标测量机的应用与发展 (4)1.2 三坐标测量机测量原理 (8)1.3 设计要求 (10)2 三坐标测量机总体设计方案 (10)2.1 设计任务和内容 (10)2.2 总体设计方案拟订 (10)2.2.1 三坐标测量机机械部分设计 (10)2.2.2 三坐标测量机电路部分设计 (11)3 三坐标测量进给系统的设计计算 (17)3.1 进给系统电动机的容量的选择 (17)3.1.1 电动机容量的选择原则 (17)3.1.2 步进电动机的概述 (18)3.1.3 步进电动机的容量的计算 (18)3.2 轴概述 (19)3.2.1 轴的用途 (19)3.2.2 轴设计的主要内容 (19)3.2.3 轴的材料 (19)3.3 轴的结构设计 (19)3.3.1 拟定轴上零件的装配方案 (20)3.3.2 轴上零件的定位 (20)3.3.3 轴的结构设计 (21)3.3.4 初步设计轴的最小直径 (22)3.3.5 拟定轴上零件的装配方案 (23)3.3.6 根据轴向定位的要求确定轴的个段直径和长度 (23)3.3.7 轴上零件的轴向定位 (23)3.3.8 确定轴上圆角和倒角尺寸 (24)3.4 丝杠螺母副的选用计算 (24)3.4.1 丝杠螺母的导程的确定 (24)3.4.2 确定丝杠的等效转速 (24)3.4.3 丝杠的等效负载上边已经阐明过了 (24)3.4.4 确定丝杠所受的最大动载荷 (24)3.4.5 临界压缩负荷F (24)cr3.4.6 临界转速验算 (25)3.4.7 计算轴承动载荷 (25)3.4.8 丝杠拉压振动和扭转振动的固有频率验算 (26)3.5 丝杠的扭转刚度 (26)3.6 传动精度计算 (27)3.7 导轨的选型及计算 (27)3.7.1 滚动导轨的结构及配置直 (27)3.7.2 滚动导轨副的预紧 (28)3.7.3 滚动导轨副润滑防护 (28)3.8 横向伺服进给系统的设计计算(同以上方法) (28)3.9 纵向、横向的移动工作台的装配图见(图3-1) (28)论文总结 (29)致谢 (30)参考文献 (31)附录 .......................................... 错误!未定义书签。
(完整版)三坐标测量机
三坐标测量机三坐标测量机,也称为CMM,是典型的现代化仪器设备,它由机械系统和电子系统两大部分组成。
涵盖了几乎所有的普通尺寸测量,数据处理,外形分析等现代测量任务。
三坐标测量机的测量过程是由测头通过三个坐标轴导轨在三个空间方向自由移动实现的,在测量范围内可到达任意一个测点。
三个轴的测量系统可以测出测点在X,Y,Z三个方向上的精确坐标位置。
根据被测几何型面上若干个测点的坐标值即可计算出待测的几何尺寸和形位误差。
另外,在测量工作台上,还可以配置绕Z 轴旋转的分度转台和绕X 轴旋转的带顶尖座的分度头,以方便螺纹、齿轮、凸轮等的测量。
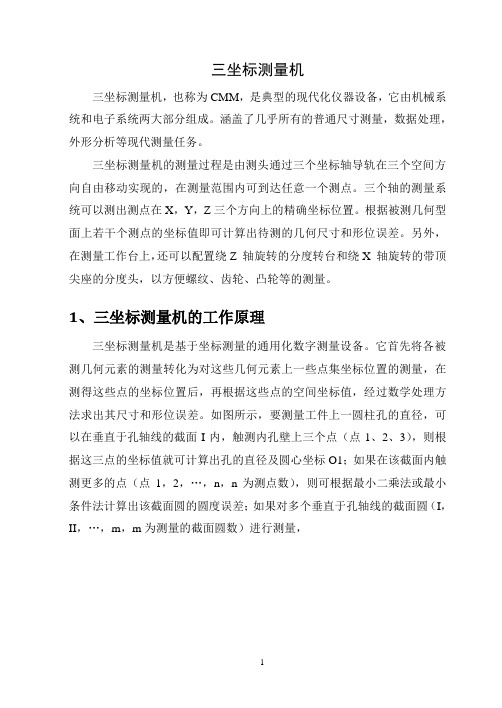
1、三坐标测量机的工作原理三坐标测量机是基于坐标测量的通用化数字测量设备。
它首先将各被测几何元素的测量转化为对这些几何元素上一些点集坐标位置的测量,在测得这些点的坐标位置后,再根据这些点的空间坐标值,经过数学处理方法求出其尺寸和形位误差。
如图所示,要测量工件上一圆柱孔的直径,可以在垂直于孔轴线的截面I内,触测内孔壁上三个点(点1、2、3),则根据这三点的坐标值就可计算出孔的直径及圆心坐标O1;如果在该截面内触测更多的点(点1,2,…,n,n为测点数),则可根据最小二乘法或最小条件法计算出该截面圆的圆度误差;如果对多个垂直于孔轴线的截面圆(I,II,…,m,m为测量的截面圆数)进行测量,则根据测得点的坐标值可计算出孔的圆柱度误差以及各截面圆的圆心坐标,再根据各圆心坐标值又可计算出孔轴线位置;如果再在孔端面A上触测三点,则可计算出孔轴线对端面的位置度误差。
由此可见,CMM的这一工作原理使得其具有很大的通用性与柔性。
从原理上说,它可以测量任何工件的任何几何元素的任何参数。
2、三坐标测量机系统的硬件构成和功能三坐标测量机系统的硬件主要有三部分组成:⑴终端控制计算机和打印机:在三坐标测量机系统的硬件结构中,计算机是整个测量系统的管理者。
计算机实现与操作者对话、控制程序的执行和结果处理、与外设的通讯等功能。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第一章概论1.1三坐标测量机的发展现状三坐标测量机是近些年来发展起来的一种高效的新型精密测量仪器。
它广泛地用于机械制造、电子、汽车和航空航天等工业中。
它可以进行零件和部件的尺寸、形状及相互位置的检测,例如箱体、导轨、涡轮和叶片、缸体、凸轮、齿轮、形体等空间型面的测量。
此外,还可用于划线、定中心孔、光刻集成线路等,并可对连续曲面进行扫描及制备数控机床的加工程序等。
由于它的通用性强、测量范围大、精度高、效率高、性能好、能与柔性制造系统相连接,已成为一类大型精密仪器,故有“测量中心”之称。
进入60年代以来,工业生产有了很大的发展,特别是机床、机械、汽车、航空航天和电子工业兴起后,各种复杂零件的研制和生产需要先进的检测技术与仪器,因而体现三维测量技术的三坐标测量机应运而生,并迅速发展和日趋完善。
三坐标测量机的出现是标志计量仪器从古典的手动方式向现代化自动测试技术过渡的一个里程碑。
三坐标测量机在生产的各个方面对三维测量技术有着重要作用。
三坐标测量机作为现代大型精密仪器,已越来越显示出它的重要性和广阔的发展前景。
它可方便地进行空间三维尺寸的测量,可以实现在线检测及自动化测量。
它的优点是:①通用性强,可实现空间坐标点的测量,方便地测量出各种零件的三维轮廓尺寸和位置精度;②测量精确可靠;③可方便地进行数据处理与程序控制。
因而它可纳入自动化衙门和柔性加工线中,并成为一个重要的组成部分。
三坐标测量机基于坐标测量原理。
坐标测量机的发展与其它事物一样,是由简单到复杂逐步形成的。
早期出现的测长机可在一个坐标方向上进行工件长度的测量,即是单坐标测量机,仅完成一维测量。
后来出现的万能工具显微镜具有X与Y两个坐标方向移动的工作台,可测量平面上各测点的坐标位置。
因此,从理论上讲,三维测量可对空间任意处的点、线、面及相互位置进行测量。
随着现代科学技术的飞速发展和对测量方法的深入研究,在机电行业中人们对三维坐标测量技术的要求也越来越高。
物体的三维轮廓以及形位测量已被广泛应用于机械制造、航海、航空航天等领域。
目前物体三维轮廓测量的主要方法有导轨式三坐标机的高精度接触测量、激光点扫描和激光线扫描式三坐标轮廓测量、激光散斑物体轮廓高精度显微全场测量。
在这些诸多的测量方法中,激光散斑物体轮廓测量法测量精度最高,属非接触和全场测量,测量速度高,但其测量范围小。
此外,导轨式三坐标机的测量精度高,已被广泛采用。
但它只能进行接触测量,并且测量速度很慢。
导轨式三坐标测量机己经成为一种比较成熟的传统测量设备,它经历了三代产品:第一代测量机由手动(或机动)测量,测量结果由人工处理,效率极低。
第二代测量机在第一代测量机的基础上,由微机处理测量结果,形成了微机化测量机。
第三代测量机在第二代的基础上,配备上相应的程序控制和数据图形化软件处理系统,可以实现全自动测量。
其中,第三代是目前的主要产品。
特别是近二十年来 随着微机和光电技术的迅猛发展,三坐标机已成为多个高科技领域诸多技术的融合产品,包括了微机、精仪、光电传感、数据分析和人工智能等多项应用技术。
目前,国内外三坐标测量机正迅速发展。
国外著名的生产厂家有德国的蔡司(Zeiss)和莱茨(Leitz)、意大利的DEA、美国布朗—夏普(Brown & Sharpe)、日本的三丰(Mitutoyo)等公司、我国自70年代开始引进研制三坐标测量机以来,也有较大的发展。
我国的主要生产厂家有中国航空精密机械研究所、青岛前哨英柯发测量设备有限公司、上海机床厂、北京机床研究所、哈尔滨量具刃具厂、昆明机床厂和新天光学仪器厂等。
如今,我国已经具有年产几百台各种型号三坐标测量机的能力。
1.2三坐标测量机测量原理简而言之,将被测物体置于三坐标测量空间,通过坐标机获得被测物体上各测点的坐标位置,根据这些点的空间坐标值,经计算求出被测物体的几何尺寸、形状和位置。
导轨式三坐标测量机是近二十年来发展起来的一种以精密机械为基础,综合光栅与激光干涉、计算机、应用电子等先进技术的测量设备,在国内外得到了广泛的应用。
其主要特征是具有X、Y、Z三个坐标方向的导轨。
目前,导轨式三坐标测量机己被广泛地应用于机械制造、仪器制造、电子、汽车、计量中心、航空和航天等多个工业和研究行业,用来测量机械零件的几何尺寸、相对位置和形位误差,包括零件空间曲面、汽车白身等多项工作。
1.3三坐标测量机的组成三坐标测量机各类繁多、形式各异、性能多样,所测对象和放置环境条件也不尽相同,但大体上都由若干个具有一定功能的部分组合而成。
作为一种测量仪器,三坐标测量机主要是比较被测量与标准量,并将比较结果用数值表示出来。
三坐标测量机需要3个方向的标准器(标尺),利用导轨实现沿相应方向的运动,还需要三维测头对被测量进行探测和瞄准。
此外,测量机还具有数据处理和自动检测等功能,需要由相应的电气控制系统与计算机软硬件实现。
三坐标测量机可以分为主机、测头、电气系统三大部分。
1.3.1 主机主机可以分为框架结构、标尺系统、导轨、驱动装置、平衡部件、转台与附件等1.3.2 三维测头三维测头即三维测量的传感器,它可在三个方向上感受瞄准信号和微小位移,以实现瞄准与测微两种功能。
测头主要有硬测头、电气测头、光学测头等,此外还有测头回转体等附件。
测头有接触式和非接触式之分。
1.3.3 电气系统电气系统可以分为电气控制系统、计算机硬件部分、测量机软件、打印与绘图装置等。
第二章坐标测量机的设计与分析三坐标测量机是精密的测量仪器,它集机、光、电、算于一体。
随着电子技术、计算机技术的发展,三坐标测量机由手动数显逐步发展到目前的CNC控制的高级阶段。
测量机机械结构最初是在精密机床的基础上发展起来的。
考虑到三坐标测量机是一个庞大而复杂的机器,而自身的能力及精力有限,本设计文档仅对三坐标测量机涉及到的机械构造进行简要设计及初步的应力分析。
方案采用如下:设计内容采用方案坐标测量机结构形式移动桥式坐标测量机的结构材料导轨:铸铁;底座:花岗石;支架:钢标尺系统光栅测量系统导轨滚动式导轨驱动机构X轴:齿轮齿条传动;Y轴:丝杠传动;Z轴:蜗轮副传动机构(实现Z轴平衡);三坐标测头球形测头控制系统CNC型控制系统测头系统及其控制触发式测头设计总效果图如下:2.1 坐标机测量结构三坐标测量机的结构形式可归纳为七大类:由平板测量原理发展起来的悬臂式、桥框式和龙门式,这三类一般称为坐标测量机;由镗床发展起来的立柱式和卧镗式,这两类测量机一般称为万能测量机;由测量显微镜演变而成的仪器台式,又可称为三坐标测量仪;极坐标式,它是从极坐标原理发展起来的。
按功能不同,上述各型皆可设计成专用的和通用的。
在本次设计中,我采用的是移动桥式。
移动桥式三坐标测量机是目前应用最广泛的一种结构形式。
它主要由四部分组成:工作台、桥框、滑架、主轴。
其中工作台是固定不动的,桥框可沿工作台上的导轨沿X向运动,滑架可沿桥框横梁上的导轨沿Y向运动,主轴可沿Z向运动。
被测工作安放在工作台上,测头则装在主轴上。
这种形式的三坐标测量机结构结单、紧凑、刚度好,具有较开阔的空间。
工件安装在固定的工作台上,承载能力较强,工件质量对测量机的动态性能没有影响。
中小型测量机,无论是手动的,还是数控的,多数采用这种形式。
2.1.1 导轨在此次设计中,我采用的滚动导轨。
导轨支承结构如下图:导轨支承结构与框架之前用滚柱作中介,如下图:其中导轨与滚柱的材料均选用铸铁材料,应用Autodesk Inventor对所设计的导轨进行应力分析,给导轨底面添加约束,在下图的箭头方向加以1000N的力:分析结果如下:从分析结果中我们可以看到,在较大压力作用下,导轨左侧的部分的变形较为严重,所以在设计框架的时候,应特别注意框架的自重的影响,以免导轨产生变形,导致测量不准。
除了对导轨的受力分析,我还对导轨上的滚柱进行相应的受力分析,把滚柱放在一平面上固定,并在另一面上施加一定的压力:仿真结果如下:在导轨与工作台之间我设计了以下部件作为导轨与工作台的中介,在这个支承台的水平面上有几个螺钉孔,用于将其固定在导轨之上,同时在此支承的外缘还有几个螺钉孔,主要用于添加弹性元件,用于设计工作台的位置及固紧等。
部分装配效果图:2.1.2 工作台在此次设计中,我采用传统的花岗石作为工作台,结构图如下:在仿真中,我选择了其中一面作为固定面,在相对的一面上加载荷:得到如下分析结果:从仿真结果可知,工作台受力后变形在同一表面上表现为同一性,没有凹凸不平的现象。
2.1.3 桥框桥框结构图如下:设计选用钢材,同样用仿真的方法对桥框进行受力分析:分析结果如下:从仿真结果可以看到,桥梁中央部分受力发生的变形最为明显,在实际设计中,我们可以根据其受的重力与外加载荷,使桥梁在反方向有一定的变形,从根源上消除误差,使得测量机的测量结果更加可靠。
2.1.4 滑架本次的三坐标设计并不在于把整个机器的每个部件都设计得很到位,而是一个大体的结构设计,所以在设计中我适当简化了一些部件,比如滑架的结构图:为了避免繁琐的工作量,我把它精简成如上图所示结构,一个矩形孔用于在桥框中滑行,另外又打了一个孔,用于主轴的Z方向上的运动。
所选材料与桥框一致。
2.1.5 测头设计的测头分为两个部分,部分一为主轴,用于在Z轴方向下运动:该部件已经简化为几个不同半径的轴的叠加,在尖端部分我预留了5个孔,这5个孔是用来装加测头的感触单元,感触单元如下图所示:该感触单元由一根细轴和一个球状体连接而成,材料选用钢材,因为该部件是与被测物体直接接触的部分,我进行了如下仿真将右端固定,并在左端的球状部分加上Y轴的大小为10N 的力:运行仿真分析后,结果如下:2.2 坐标测量机的结构材料三坐标测量机的结构材料对其测量精度、性能有很大影响,随着各种新型材料的研究、开发和应用,三坐标测量机的结构材料也越来越多,性能也越来越好。
常用的结构材料有铸铁、钢、花岗石、陶瓷、铝等。
铸铁作为一种应用较普遍的材料,主要用于底座、滑动与滚动导轨、立柱等地方,它具有变形小、耐磨性好、易于加工、成本低、线膨胀系统与多数被测件相近等优点。
在本设计中,导轨和滚柱均采用铸铁作为加工材料。
钢主要用于外壳、支架等结构,有的测量机底座也采用钢。
一般采用低碳钢,而且必须要进行热处理。
钢有刚性和强度好等优点,但其容易变形,因为加工之后,内部的残余应力释放容易导致变形,本设计中,桥框、滑件和测头部件均采用钢作为加工材料。
花岗石比钢轻,比铝重,也是目前应用较为普遍的一种材料。
它具有变形小、稳定性好、不生锈,易于作平面加工等优点,目前很多三坐标测量机均采用这种材料作为底座加工材料,在本设计中,工作台的材料的选用就是花岗石。
2.3 标尺系统标尺系统,也称为测量系统,是坐标测量机的重要组成部分。