生产工序工时分析
生产过程分析明细

生产过程分析明细在现代工业生产中,生产过程分析是非常重要的一环。
通过对生产过程进行细致的分析,企业可以找到改进和优化的空间,提高生产效率和质量。
本文将对生产过程分析的基本步骤和方法进行详细介绍。
一、确定目标和范围生产过程分析首先需要明确分析的目标和范围。
确定分析的目标有助于明确分析的重点和方向,范围确定则可以避免分析范围过于广泛而导致困扰。
通过明确目标和范围可以使得分析更加有针对性和有效。
二、搜集数据搜集数据是生产过程分析的基础工作。
数据搜集可以通过观察和实地调研、文件资料的查阅、系统记录的分析等方式进行。
在搜集数据时,要注意数据的准确性和全面性,确保分析的结果具有可靠性。
三、制定分析计划在搜集到数据后,制定一个合理的分析计划是必要的。
分析计划包括分析方法、工具和时间安排等内容。
根据分析目标和数据情况,可以选择适合的分析方法,如流程图、鱼骨图、柏拉图等。
分析计划的制定有助于提高分析的效率和准确性。
四、进行过程分析根据制定的分析计划,开始进行生产过程的详细分析。
可以从生产的各个环节入手,观察和记录每一个环节的具体情况,包括人员安排、流程操作、设备使用等。
在分析过程中,可以结合实际情况进行数据分析、统计和对比,找出存在的问题和瓶颈。
五、识别问题和优化方案基于对生产过程的详细分析,可以识别出其中存在的问题和不足之处。
通过问题的识别,可以制定相应的优化方案。
优化方案可以包括改进工艺流程、优化设备配置、提高员工技能等。
通过优化方案的实施,可以提高生产效率和质量。
六、实施改进在制定了优化方案后,需要进行实施。
实施改进需要有一个明确的计划和时间表,并与相关人员进行沟通和协调,确保改进措施能够顺利推进。
在实施过程中,要密切关注改进效果,并及时调整和修正。
七、监控和评估改进措施实施后,需要进行监控和评估,以确保改进效果的持续和稳定。
可以通过设立关键绩效指标、定期检查和评估等方式进行监控。
通过监控和评估可以发现问题和不足,并及时采取纠正措施。
工时消耗变动的原因分析

消耗工时变动的原因分析
产品生产中消耗工时的变动,一般可以从以下几方面来分析:
1.组织是否良好。
企业内部生产活动的计划性,生产调度的水平,对节约人力,提高劳动生产率有很大的影响。
2.生产工艺和操作方法。
采用新的生产工艺,先进的操作方法,就可以节省劳动力、提高工效、提高劳动生产率。
因此,要组织职工开展技术革新,广提合理化建议,推广新技术、新工艺、新操作方法。
3.生产工作的质量。
生产废品、不合格品,就要进行补废和返修,因而会多耗费工时。
实行全面质量管理,提高每个生产环节的生产质量,减少废次品,就可以节约工时,提高劳动生产率。
4.材料、半成品的质量和规格。
供应的材料、半成品质量不好,规格不符,往往也是造成多好用工时的原因。
例如,材料硬度太高,往往多耗费加工工时;铸锻件毛坯或钢材的毛重超过标准,加工余量过大,就会增加加工时间。
在生产实践中,利用废料生产产品,往往比利用好料生产产品要多费工时。
这就要全面衡量生产的经济效益。
5.设备的性能。
使用机械操作的工序时,设备的性能和运转状况也会影响生产工时的耗费。
高效率的设备可能节约工时,提高劳动生产率。
6.工人的技术熟练程度和劳动态度。
先进的技术,要靠人去掌握,才能变成现实的生产力。
人掌握先进技术并使先进技术充分发挥其效率,这取决于人们的知识和技术水平以及对生产的熟练程度。
加强职工的技术培训,提高技术和熟练程度,就有利于节约工时,提高劳动生产率。
测量工时数据分析报告(3篇)

第1篇一、引言随着我国经济的快速发展和企业竞争的日益激烈,企业对生产效率的追求越来越高。
工时管理作为生产管理的重要组成部分,对提高生产效率、降低成本、优化资源配置具有重要意义。
本报告通过对某企业测量工时数据的分析,旨在揭示企业生产过程中的时间利用情况,为企业管理层提供决策依据。
二、数据来源与处理1. 数据来源本报告所使用的数据来源于某企业生产部门近一年的测量工时数据,包括生产任务、工时记录、产品完成情况等。
2. 数据处理(1)数据清洗:对原始数据进行清洗,剔除错误数据和不完整数据。
(2)数据整理:将数据按照生产任务、工种、产品类别等进行分类整理。
(3)数据统计分析:运用统计学方法对数据进行分析,包括平均值、标准差、方差等。
三、数据分析1. 生产任务完成情况通过对生产任务完成情况的分析,我们可以了解企业生产进度和产品质量。
(1)生产任务完成率:通过对生产任务完成率的计算,我们可以了解企业生产计划的执行情况。
本企业生产任务完成率为95%,说明生产计划执行情况较好。
(2)产品质量合格率:通过对产品质量合格率的计算,我们可以了解企业产品质量状况。
本企业产品质量合格率为98%,说明产品质量较高。
2. 工时利用情况通过对工时利用情况的分析,我们可以了解企业生产过程中的时间浪费情况。
(1)人均工时:本企业人均工时为8小时,略高于行业标准。
(2)工时利用率:通过对工时利用率的计算,我们可以了解企业工时利用情况。
本企业工时利用率为85%,说明存在一定的工时浪费。
(3)工时浪费原因分析:通过对工时浪费原因的分析,我们可以找出导致工时浪费的主要原因。
主要包括以下几个方面:设备故障:设备故障导致生产中断,浪费了大量工时。
人员操作不当:部分员工操作不当,导致生产效率低下。
生产计划不合理:生产计划不合理,导致生产过程中出现瓶颈。
3. 生产效率分析通过对生产效率的分析,我们可以了解企业生产过程中的效率水平。
(1)人均产值:本企业人均产值为10万元,略低于行业标准。
工时分析与价值导向
工时分析与价值导向工时分析与价值导向工时是指人们为完成一项工作或任务所花费的时间。
在现代社会,工时是企业和员工管理中十分重要的指标。
通过对工时的分析,可以帮助企业评估员工的工作效益,调整工作安排和工资待遇,提高企业的生产效率和竞争力。
而工时分析的价值导向,则是指在进行工时分析时,要注重体现员工的价值和尊重员工的权益。
首先,工时分析可以帮助企业评估员工的工作效益。
通过对员工的工作时间、工作内容和产出进行测量和分析,企业可以了解到员工的工作状态和产出情况。
比如,某一员工在同样的工作任务下,只需要10个小时就能够完成,而另一名员工则需要15个小时。
这样的数据分析可以帮助企业判断员工的工作效率,合理评估员工的工作水平和能力。
其次,工时分析对于企业的工作安排和工资待遇也具有重要意义。
通过工时分析,企业可以了解到员工的工作负荷和工作压力,并作出相应的调整。
比如,某一员工的工作时间长且工作强度大,那么企业可以适当减少他的工作量,给予他更加合理的工作安排。
此外,工时分析还可以帮助企业评估员工的加班情况和加班费用,确保员工的合法权益得到保障。
另外,工时分析对于提高企业的生产效率和竞争力也有着重要的作用。
通过对工时的分析,企业可以找出工作流程中的瓶颈和问题,进而进行改进和优化。
比如,某一工序需要占用大量的工时,而产出却不高,那么企业可以通过改变工艺、提高员工的技能和培训水平等手段,提高工序的效率,从而提高整个企业的生产效率。
此外,工时分析还可以帮助企业合理安排生产计划,提前预测和解决可能出现的问题,确保生产任务的按时完成。
在进行工时分析时,必须要注重价值导向,尊重员工的价值和权益。
首先,企业不能单纯以工时来评估员工的价值。
员工的价值是多维度的,除了工作时间之外,还应考虑他们的专业技能、工作态度、团队合作能力等方面。
企业在评估员工的价值时,要全面、客观地进行评估,不要仅仅局限于工时分析的结果。
其次,企业在制定工时分析的标准和指标时,要考虑到员工的合理工作时间和休息时间。
工时计算方法大全(各机床工时、各工序工时)
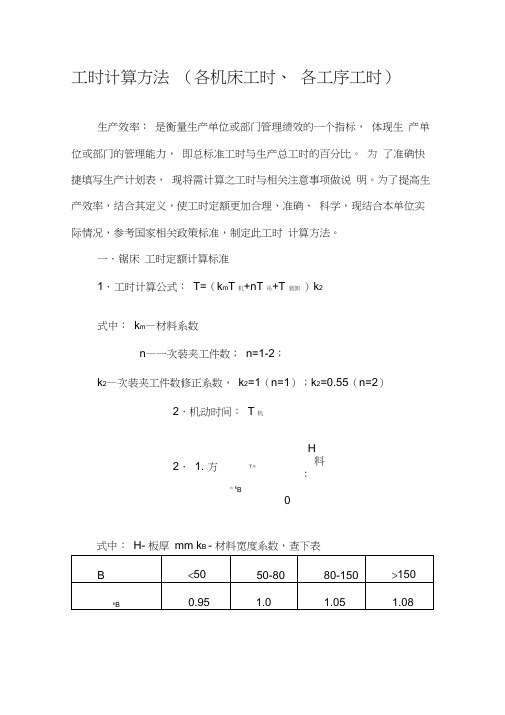
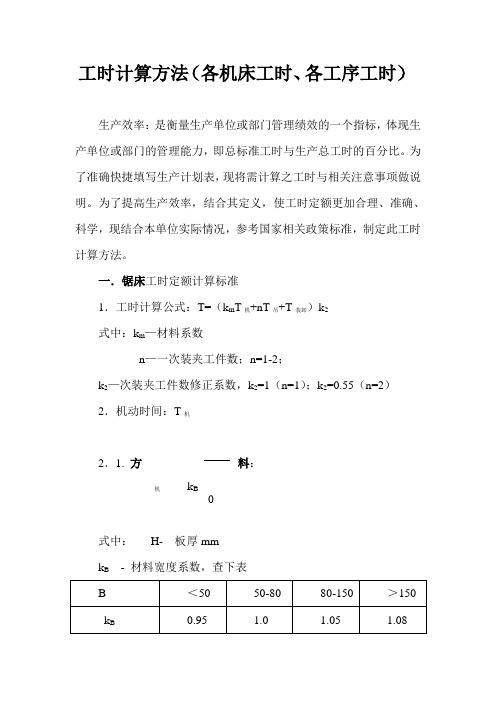
工时计算方法(各机床工时、各工序工时)生产效率:是衡量生产单位或部门管理绩效的一个指标,体现生产单位或部门的管理能力,即总标准工时与生产总工时的百分比。
为了准确快捷填写生产计划表,现将需计算之工时与相关注意事项做说明。
为了提高生产效率,结合其定义,使工时定额更加合理、准确、科学,现结合本单位实际情况,参考国家相关政策标准,制定此工时计算方法。
一.锯床工时定额计算标准1.工时计算公式:T=(k m T 机+nT 吊+T 装卸)k2式中:k m—材料系数n—一次装夹工件数;n=1-2;k2—次装夹工件数修正系数,k2=1(n=1);k2=0.55(n=2)2.机动时间:T 机H2.1. 方T =料:2机k B式中:H- 板厚mm k B - 材料宽度系数,查下表D2.2.棒料:T2 机= 4式中 D —棒料外径 mmDd 022.3. 管料 :T 机=2 — 1000 4 0 式中 d 0—管料内径; mmHH 0*B 0T 机 = —28000—方管外形高3.吊料时 L 间:T1吊=4.装卸料时 000 间及其它时间:装卸2.4..方管:式中: Hmm ;H 0—方管内腔高 mm ; B 0—方管内腔宽 mm ;800综上所述:方料:T=(0.12+n0.0519H+0.001L )k 2-0.00013 H 0*B 0 (min ) 圆料:T=(0.12+n0.0429D+0.001L )k 2-0.0001 d 02 (min ) n —一次装夹工件数; n=1-2;k 2—次装夹工件数修正系数, k 2=1(n=1);k 2=0.55(n=2)二.剪板冲压折弯工时定额计算标准1..剪板工时定额计算方法剪板单件工时定a —每块工时系数、见表b —剪角次数剪板工时系数表=0.12+ 403额:注:准备工时按100 件基数计算,每件0.2,共计200分剪板毛刺工时:T=0.3 + 处理长度/400剪板校正T 校=k*T材料系数K=1~1.52.冲压每冲一次工时3..折弯工时定额计算方法折弯工时定额:t2=Σa i折弯工时定额系数表注:规格栏中,为折弯长度,a 为每折一刀的工时(理论计算:每刀0.15 分×折1.5=0.225+0.2=0.425→0.5)↓准备工时三.风割焊接工时定额计算标准1.风割工时T 风割割长度× 公式:3+1.5修磨工时含补焊工时: T 修磨2= T 风割/2.焊接单件工时:T 焊接=T 工件装卸+T 点焊+ T 全焊2.1 装卸工件工时:T 工件装卸= (T01+0.2n)B式中:T01—装卸基本工时;(取T01=0.2);n-- 工件数B-- 重量系数(见表)2.2.点焊单件工时:T 点焊= T02+0.1J+0.1N式中:T02—点焊基本工时;J—点焊数;N—点焊时工件翻转次数;2.3. 全焊单件工时:T 全焊= T03+0.1M+0.1N+L Σ/200+0.2NC式中:T03—全焊基本工时;M—焊缝段数;N—全焊时工件翻转次数;LΣ--焊缝长NC--- 焊接参数调节次数注:小件装卸与点焊工时合并,统称点焊工时;重量系数(B)1、飞溅按焊接工时的二分之一计算+0.12、校正按焊接工时的二分之一计算+0.13、有辅助工帮助表卸模,从焊接工时中分取三分之一4、焊接有准备工时按每项20 分钟5、点焊螺母按0.5 分钟一个四.钻床工时定额1、T=kT 机+ T 装卸其中k —难度系数有工差要求k=1.5 有深度要求k=1.1 扩孔及攻丝k=0.82、机动时间:T 机注:L/D ≥8 时,须另增排屑时间60% 3、装卸零件时间及辅助时间: T 装卸五.磨床铣床工时定额计算标准1.平面磨工时定额:工作台单行程横向进给量16~24mm/次工件运行行速度8m/min磨一次行程工时2. 无心磨工时定额(含辅助工时) LkT= 1d式中: L—单件被加工零件总长; k d—直径系数,d≤16, k d=1.0; d>16, k d=1.2203.铣端面工时加工段数系数B计算公式加×T= 工长度六。
工序工时拆分算法

工序工时拆分算法1.引言1.1 概述概述部分旨在介绍工序工时拆分算法的背景和基本概念,为读者提供对本文主题的初步了解。
在生产制造业中,工序工时拆分算法是一种重要的计算工具,用于将整体生产过程按照工序进行划分,并根据各个工序的特点和需求,合理地分配工时,以提高生产效率和优化生产资源利用率。
工序工时拆分算法的核心目标是实现对生产流程的细致拆分和有效规划,确保每个工序的时间和资源都能得到合理的安排,以实现更高效的生产结果。
通过对生产过程进行适当的拆分和分析,可以更好地控制整个生产环境,提高生产线的灵活性和生产能力,从而增强企业的竞争力和市场占有率。
本文将详细介绍工序工时拆分算法的定义、原理和步骤。
首先,将对工序工时拆分算法进行规范化的解释和界定,明确其主要目标和作用。
接着,将揭示算法背后的数学模型和计算原理,并详细介绍算法的具体步骤和实施方法。
通过深入分析和解释,读者将能够全面理解和掌握工序工时拆分算法的核心要点和基本操作。
通过本文的阅读,读者将能够深入了解工序工时拆分算法的定义和原理,掌握其实施步骤和应用场景。
同时,本文还将对该算法的优势和适用范围进行评估和探讨,并展望未来的研究方向。
通过应用这一算法,企业可以更加高效地进行生产流程规划和资源分配,从而提高生产效率、降低生产成本,提升企业的竞争力和可持续发展能力。
请继续阅读本文的后续章节,让我们一起探索工序工时拆分算法的奥秘和潜力。
1.2 文章结构文章结构部分可以描述整篇文章的组织结构和各个章节的内容概要。
以下是一个可能的描述:在本文中,我们将讨论关于工序工时拆分算法的内容。
文章分为引言、正文和结论三个部分。
引言部分主要包括概述、文章结构和目的三个小节。
首先,我们将简要介绍工序工时拆分算法,并指出它在实际应用中的重要性。
然后,我们将阐述文章的整体结构,以帮助读者更好地理解和导航文章内容。
最后,我们将明确文章的目的,即为读者提供一个全面的了解工序工时拆分算法的指南。
工序工时管理
①对于不会带来附加价值的工作所花费的时间仅仅带来的是增 加成本的时间 ⇒ 造成无用的成本
②用户需求的是什么? 需求的产品 需求的时间内 真正需求的
到手
⇒ 客户满意度UP
有利于提高公司信誉,有利公司发展。
工序工时的种类 生产工序工时:关于生产 发货工序工时:关于发货/物流 采购工序工时:关于采购 订单工序工时:关于订单 开发工序工时:从计划到出产品的时间
非生产时间(2)
第2step
3天 4天
5天
34天
2天
工序工时时长:48天
第3step
1月~6月平均 生产工序工时:22.4天 非生产时间(1):7天 非生产时间(2):10天
非生产时间=工序间等待时间约占整个工序的76%。 浪费!!
第3step
工程间等待天数30天以上的共有47个工程(占整体的7%)
消除30天以上的长期库存品 生产调度生产计划需更加细化管理 控制同规格批量生产 长期库存品标识标记
着色工序~成缆工序工序工时
25.00
撚線作業時間 造管-撚線待機 造管作業時間 着色-造管待機
20.00
19.8
18.2 16.6 5.73
着色作業時間 目標
15.00 日数(日)
13.9
13.0
可以提高客户满意度、提高公司业绩
2.
不产生附加价值的时间只是增加成本 产生多余的成本
3.
需要缩短不会带来附加价值的非生产时间 缩短工序工时长效果
【将长期库存的产品可视化(一例)】 材料入库或者半成品过了一定的期 限,用上标识,让人一目了然。
※一般来说都是通过缩短不会带来附加值的非生产时间加以改善,达到效果。
第4step
生产工序工时统计表

生产工序工时统计表概述生产工序工时统计表是用于记录和分析生产过程中不同工序所需工时的一种表格。
通过统计每个工序的工时,可以帮助生产部门管理人员了解生产流程的瓶颈和效率,以便进行优化和提升生产效率。
工时是指完成某一工序所需的时间,通常用小时作为单位进行计量。
生产工序工时统计表可以根据具体需求来设计,一般包括工序名称、工序描述、标准工时和实际工时等字段。
表格设计在设计生产工序工时统计表时,需要考虑以下几个字段:•工序名称:记录每个工序的名称,方便识别和查找。
可以使用简洁但具有描述性的名称,如“钣金加工”、“喷涂”等。
•工序描述:简要描述每个工序的具体内容和要求,为操作人员提供必要的指导和参考。
描述可以包括工具和设备的使用、操作步骤、注意事项等。
•标准工时:记录每个工序的标准工时,即完成该工序所需的理论时间。
标准工时通常是由工程师根据实际情况和经验进行测算和设定的。
•实际工时:记录每个工序的实际工时,即在实际生产过程中完成该工序所需的时间。
实际工时是通过监测和记录生产过程中所花费的时间来获得的。
以下是一个示例的生产工序工时统计表的表格设计:工序名称工序描述标准工时(小时)实际工时(小时)钣金加工利用机械设备对金属板进行切割和弯曲2 2.5喷涂清洁、上底漆和涂装 1.5 1.8组装将零部件组装成完整产品3 3.22.5 2.7测试对产品进行功能和性能测试数据收集为了准确统计生产工序的工时,需要进行数据的收集和记录。
数据收集可以通过以下几种方式进行:1.实地观察:生产部门的工程师或作业员可以通过实地观察和记录的方式收集数据。
他们可以亲自参与工序的操作,并记录每个工序所花费的时间。
2.时间测定:使用计时器、秒表或其他时间测定设备对每个工序的耗时进行测定。
可以进行多次测定,并计算平均值来获得较为准确的数据。
3.设备监测:对于自动化生产线或使用设备的工序,可以通过设备上的监测系统来获取工时数据。
这种方式可以自动记录工序的开始和结束时间,减少人工操作的误差。
如何进行生产线的工时和劳动力成本优化

如何进行生产线的工时和劳动力成本优化在现代制造业中,生产线的工时和劳动力成本是一个关键的经营指标。
优化工时和劳动力成本可以提高生产效率,降低成本,增强企业竞争力。
本文将探讨如何进行生产线的工时和劳动力成本优化。
一、生产线工时优化生产线工时是指生产一件产品所需的时间。
优化工时可以提高生产效率,降低生产成本。
以下是一些实用的方法:1. 评估工时标准首先,对生产线的每个工序进行评估,确定工时标准。
要考虑到工人的技能水平、工作条件以及生产设备的效率等因素。
可以参考过去的生产记录和时间测量数据来确定工时标准。
2. 优化工艺流程通过对工艺流程的分析和改进,优化生产线的工时。
可以通过减少不必要的工序或者简化工艺流程来达到效果。
同时,引入先进的生产技术和设备,以提高生产效率。
3. 自动化技术应用自动化技术是降低工时的重要手段。
引入自动化设备和机器人可以实现生产线的自动化和智能化,减少人工操作,提高生产效率和质量。
但在引入自动化设备之前,需要评估其成本和效益,并进行合理的规划。
二、劳动力成本优化劳动力成本是企业的重要经营费用,通过优化劳动力成本,可以降低企业的运营成本,提高利润。
以下是一些方法:1. 人力资源管理合理配置和管理劳动力资源是优化劳动力成本的关键。
通过招聘、培训和激励等手段,提高员工的工作效率和质量,减少员工的流失率。
同时,根据生产需求灵活调整劳动力的规模和结构,以减少不必要的人员成本。
2. 加强员工培训通过加强员工的技能培训,提高其专业知识和操作技能,从而提高生产效率。
培训可以包括对生产设备的操作和维护、工艺流程的改进等方面。
同时,培养员工的团队合作精神和问题解决能力,以提高工作效率和质量。
3. 激励机制设计合理的激励机制能够激发员工的积极性和创造力,提高其工作效率。
可以通过设置奖励制度或者提供晋升机会来激励员工。
此外,与员工的绩效考核和薪酬体系相关,需要建立科学公正的考核和激励机制。
三、综合优化生产线的工时优化和劳动力成本优化是相互关联的,需要进行综合考虑。
生产管理工序过程分析与控制
生产管理工序过程分析与控制生产管理工序是指生产过程中的各个环节和步骤,它对于保证生产的高效运行和产品质量的稳定性非常重要。
通过对生产管理工序的过程分析与控制,可以提高生产效率、降低成本、减少资源浪费,并且能够更好地满足市场需求。
首先,进行生产管理工序的过程分析是为了深入了解每个环节的具体操作,并找出其中的问题和瓶颈。
在这个过程中,可以对生产过程进行详细的分解,确定每个环节所需的时间和资源,并且评估每个环节的重要性和影响程度。
通过这样的分析,可以找出工序中的不足之处,进而制定改进措施。
其次,对于生产管理工序的过程控制是为了确保生产过程的稳定性和一致性。
在每个工序中,需要建立相应的控制指标和监测手段,例如设立质量检测点、进行工时控制、设定进度要求等。
通过及时收集和分析数据,可以对工序进行实时的监控,并及时采取措施解决问题,确保生产进度不受到影响,产品质量得到保障。
生产管理工序的过程控制还可以通过信息化手段来实现。
通过建立生产管理系统,可以实现对工序的全面监控和实时数据的收集和分析。
这样可以及时发现问题,并进行预警和优化,从而提高生产效率和产品质量。
此外,还可以利用信息化手段对生产过程进行模拟和优化,找到最佳的工序组织方式,提高生产效益。
最后,生产管理工序的过程分析与控制需要建立起相应的反馈机制。
通过对生产过程中出现的问题和故障进行分析,并及时记录并反馈给相关人员,可以帮助改进生产工艺和工序流程。
同时,还需要对工序进行定期的评估和检查,确保各项措施的有效性和持续性。
综上所述,生产管理工序的过程分析与控制是生产管理的重要环节。
通过对每个工序的详细分析和控制,可以提高生产效率和产品质量,降低成本并满足市场需求。
这需要建立起信息化的监控和控制系统,并建立反馈机制,以实现生产过程的优化和持续改进。
生产管理工序的过程分析与控制是生产过程中的关键环节,它对于企业的生产效率和产品质量起着决定性的作用。
在竞争激烈的市场环境中,企业需要不断优化和改进生产管理工序,以确保生产的高效运行和产品的稳定质量。
工时计算方法大全(各机床工时、各工序工时)
工时计算方法(各机床工时、各工序工时)生产效率:是衡量生产单位或部门管理绩效的一个指标,体现生产单位或部门的管理能力,即总标准工时与生产总工时的百分比。
为了准确快捷填写生产计划表,现将需计算之工时与相关注意事项做说明。
为了提高生产效率,结合其定义,使工时定额更加合理、准确、科学,现结合本单位实际情况,参考国家相关政策标准,制定此工时计算方法。
一.锯床工时定额计算标准1.工时计算公式:T=(k m T 机+nT 吊+T 装卸)k 2 式中:k m —材料系数n —一次装夹工件数;n=1-2;k 2—次装夹工件数修正系数,k 2=1(n=1);k 2=0.55(n=2) 2.机动时间:T 机 2.1. 方料:式中: H- 板厚mm k B - 材料宽度系数,查下表T 机=k BH22.2.棒料:式中D —棒料外径 mm2.3. 管料:式中d 0—管料内径;mm2.4..方管:式中:H—方管外形高mm ;H 0—方管内腔高mm ; B 0—方管内腔宽mm ;3.吊料时间:4.装卸料时间及其它时间:T机=D24T 机=D —d 02 2410000T 机=H—H 0*B 0208000T吊=L 1000 T装卸LD综上所述:方料:T=(0.12+n0.0519H+0.001L )k 2-0.00013 H 0*B 0 (min ) 圆料:T=(0.12+n0.0429D+0.001L )k 2-0.0001 d 02 (min ) n —一次装夹工件数;n=1-2;k 2—次装夹工件数修正系数,k 2=1(n=1);k 2=0.55(n=2)二.剪板冲压折弯工时定额计算标准1..剪板工时定额计算方法剪板单件工时定额:a —每块工时系数、见表b —剪角次数剪板工时系数表=0.12+1800840T =k *a+b a3注:准备工时按100件基数计算,每件0.2,共计200分剪板毛刺工时:T=0.3 + 处理长度/400剪板校正T校=k*T材料系数K=1~1.52.冲压每冲一次工时3..折弯工时定额计算方法折弯工时定额:t2=Σa i折弯工时定额系数表注:规格栏中,为折弯长度,a为每折一刀的工时(理论计算:每刀0.15分×折1.5=0.225+0.2=0.425→0.5)↓准备工时三.风割焊接工时定额计算标准1.风割工时公式:修磨工时含补焊工时: T 修磨 = T 风割 /22.焊接单件工时: T 焊接=T 工件装卸+T 点焊+ T 全焊 2.1 装卸工件工时:T 工件装卸=(T 01+0.2n )B式中:T 01—装卸基本工时;(取T 01=0.2); n-- 工件数 B-- 重量系数(见表)2.2. 点焊单件工时:T 点焊= T 02+0.1J+0.1N式中:T 02—点焊基本工时;J —点焊数;N —点焊时工件翻转次数;2.3. 全焊单件工时:T 全焊= T 03+0.1M+0.1N+L Σ/200+0.2NC 式中:T 03—全焊基本工时;M —焊缝段数;N —全焊时工件翻转次数;L Σ--焊缝长 NC---焊接参数调节次数注:小件装卸与点焊工时合并,统称点焊工时; 重量系数(B )T风割=风割长度×3+1.5V1、飞溅按焊接工时的二分之一计算+0.12、校正按焊接工时的二分之一计算+0.13、有辅助工帮助表卸模,从焊接工时中分取三分之一4、焊接有准备工时按每项20分钟5、点焊螺母按0.5分钟一个四.钻床工时定额1、T=kT机+ T装卸其中k—难度系数有工差要求k=1.5 有深度要求k=1.1 扩孔及攻丝k=0.82、机动时间:T机注:L/D≥8时,须另增排屑时间60%。
工业工程七大手法标准工时的计算方法

工业工程七大手法标准工时的计算方法引言工业工程是一门关注如何改进和优化生产过程的学科。
而标准工时的计算方法在工业工程中起到了举足轻重的作用。
标准工时的准确计算可以帮助企业有效衡量生产效率和工时成本,进而优化生产过程,提高生产效率和产品质量。
本文将介绍工业工程中常用的七大手法以及它们在标准工时计算中的应用。
七大手法1.时间测量法:时间测量法是通过观察和记录工作任务的各个步骤所花费的时间来计算标准工时。
通过对多个工人进行观察和测量,可以计算出标准工时的平均值。
这种方法适用于任务比较简单和重复性高的工作。
2.工序分析法:工序分析法是通过将一个复杂的工作过程细分为多个工序,然后对每个工序进行分析和计算标准工时。
通过对每个工序的时间测量和工艺要求的评估,可以得出每个工序的标准工时,再进行累加得出整个工作过程的标准工时。
3.工作抽样法:工作抽样法通过随机选取一定数量的样本来观察工作任务的执行情况,然后根据观察结果计算标准工时。
这种方法适用于工作内容比较繁杂和复杂的情况,可以减少整个工作过程的测量时间。
4.分析比较法:分析比较法是通过对相似工作任务的时间数据进行比较和分析,来推测出新工作任务的标准工时。
这种方法适用于没有充分时间进行细致测量和分析的情况,可以快速估计出标准工时。
5.工时调查法:工时调查法是通过对工人进行访谈和调查来获取工作任务的工时数据,然后进行分析和计算标准工时。
这种方法适用于工作任务比较复杂,难以测量的情况,可以直接从工人口中获取关键数据。
6.工时测定法:工时测定法是通过实地观察和测量来获取工作任务的工时数据,然后进行分析和计算标准工时。
这种方法比较准确,但需要耗费较多的时间和资源。
7.标准时间法:标准时间法是通过统计和分析大量的历史工时数据,来估计新工作任务的标准工时。
这种方法适用于工作任务比较规范和重复性高的情况,可以通过历史数据的模型来进行标准工时的计算。
标准工时的计算方法在实际应用中,以上七大手法可以根据具体情况进行组合和调整,以得出准确的标准工时。
总装工厂异常工时分析报告
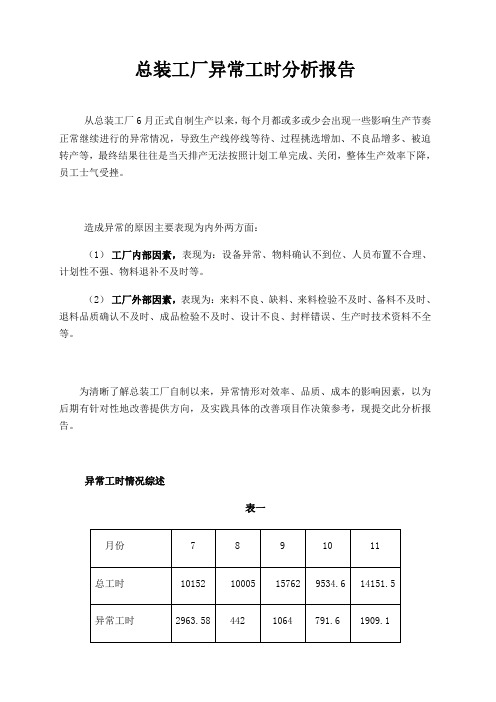
总装工厂异常工时分析报告从总装工厂6月正式自制生产以来,每个月都或多或少会出现一些影响生产节奏正常继续进行的异常情况,导致生产线停线等待、过程挑选增加、不良品增多、被迫转产等,最终结果往往是当天排产无法按照计划工单完成、关闭,整体生产效率下降,员工士气受挫。
造成异常的原因主要表现为内外两方面:(1)工厂内部因素,表现为:设备异常、物料确认不到位、人员布置不合理、计划性不强、物料退补不及时等。
(2)工厂外部因素,表现为:来料不良、缺料、来料检验不及时、备料不及时、退料品质确认不及时、成品检验不及时、设计不良、封样错误、生产时技术资料不全等。
为清晰了解总装工厂自制以来,异常情形对效率、品质、成本的影响因素,以为后期有针对性地改善提供方向,及实践具体的改善项目作决策参考,现提交此分析报告。
异常工时情况综述表一异常工时比例29%4%7%8%13%图一分析总装工厂各月份的异常工时比例都比较高,而且从8月份开始异常工时呈现逐月增长的趋势。
随着生产产量的提升,异常工时将会是影响生产的主要因素。
换句话说,减少异常工时也是提升效率的一种有效手段。
一、异常不良原因分析表二7月异常原因来料不良缺料其它——异常工时比例20% 77% 4% ——8月异常原因来料不良缺料机器故障——异常工时比例37% 45% 18% ——分析:各月份中,因为缺料停产的比例每个月都是最高的,且比例都超过了30%以上,其次为来料不良,这些异常都属于工厂外部原因造成。
缺前段工序的物料(如支架的电源线、绝缘纸、铝条等,吸顶灯的底盘、海绵条、箭头标贴等)会导致整条生产线停产,损失工时量较大。
线体异常工时分布表三吸顶灯2079 324.9 195 408.5 522.2 支架348 112.5 814 351.5 1334 吹塑536.5 5 4 30 52.5图二图三分析:从图二和图三可以看出,吸顶灯和支架的异常工时和比例都较高,平均异常工时比例占班组总工时的8%至9%左右,吹塑的异常工时相对比较平稳,但也在呈逐月上升的趋势。
工序(程序)分析

時
間
以25mm為主
一
指節 手指 手指節之長度
1 最少 最弱 最小
0.0016分
二
手腕 + 手掌 手掌之張度
2 少 弱 小
0.0017分
三
肘 + 前臂 前臂之長度
3 中 中 中
0.0018分
四
肩 + 上臂 上臂之長度
4 多 強 大
0.0026分
五
身軀 +肩 上臂+身軀彎曲
5 最多 最強 最大
五、工序分析的方法
五、工序分析的方法
动作改善四原则
序号 改善原则
目的
事例
1
排除
▘排除浪费
①合理布置,减少搬运。
Eliminate ▘排除不必要的作业 ②取消不必要的外观检查。
2
组合 Combine
▘配合作业 ▘同时进行 ▘合并作业
①把几个印章合并一起盖。 ②一边加工一边检查。 ③使用同一种设备的工作,集中在一起。
3
二、工序分析的常用符号
表1工序分析常用符号
二、工序分析的常用符号
在实际工作中,除了上述5种表示的单一活动符号以外,还有两种活动 同时发生的情况。为此,还派生出如表2所示的一些复合活动符号。
表2复合活动符号
三、工序分析的种类
◆工序分析的种类
工序分析按照研究对象的不同,可以分为:工艺程序分析、流程程序分 析、布置与经路分析以及管理事务分析这四种,具体如图所示。
◆特点
■"对生产过程的宏观分析 ■"对生产过程全面、系统而概略的分析
一、工序分析概述
◆目的
改善生产过程中不经济、不合理、不科学的作业方法、内容 以及现场布置,以达到提高生产效率的目的。
工时计算方法大全(各机床工时、各工序工时)
工时计算方法(各机床工时、各工序工时)生产效率:是衡量生产单位或部门管理绩效的一个指标,体现生产单位或部门的管理能力,即总标准工时与生产总工时的百分比。
为了准确快捷填写生产计划表,现将需计算之工时与相关注意事项做说明。
为了提高生产效率,结合其定义,使工时定额更加合理、准确、科学,现结合本单位实际情况,参考国家相关政策标准,制定此工时计算方法。
一.锯床工时定额计算标准1.工时计算公式:T=(k m T 机+nT 吊+T 装卸)k 2 式中:k m —材料系数n —一次装夹工件数;n=1-2;k 2—次装夹工件数修正系数,k 2=1(n=1);k 2=0.55(n=2) 2.机动时间:T 机 2.1. 方料:式中: H- 板厚mm k B - 材料宽度系数,查下表T 机=k BH22.2.棒料:式中D —棒料外径 mm2.3. 管料:式中d 0—管料内径;mm2.4..方管:式中:H—方管外形高mm ;H 0—方管内腔高mm ; B 0—方管内腔宽mm ;3.吊料时间:4.装卸料时间及其它时间:T机=D24T 机=D —d 02 2410000T 机=H—H 0*B 0208000T吊=L 1000 T装卸LD综上所述:方料:T=(0.12+n0.0519H+0.001L )k 2-0.00013 H 0*B 0 (min ) 圆料:T=(0.12+n0.0429D+0.001L )k 2-0.0001 d 02 (min ) n —一次装夹工件数;n=1-2;k 2—次装夹工件数修正系数,k 2=1(n=1);k 2=0.55(n=2)二.剪板冲压折弯工时定额计算标准1..剪板工时定额计算方法剪板单件工时定额:a —每块工时系数、见表b —剪角次数剪板工时系数表=0.12+1800840T =k *a+b a3注:准备工时按100件基数计算,每件0.2,共计200分剪板毛刺工时:T=0.3 + 处理长度/400剪板校正T校=k*T材料系数K=1~1.52.冲压每冲一次工时3..折弯工时定额计算方法折弯工时定额:t2=Σa i折弯工时定额系数表注:规格栏中,为折弯长度,a为每折一刀的工时(理论计算:每刀0.15分×折1.5=0.225+0.2=0.425→0.5)↓准备工时三.风割焊接工时定额计算标准1.风割工时公式:修磨工时含补焊工时: T 修磨 = T 风割 /22.焊接单件工时: T 焊接=T 工件装卸+T 点焊+ T 全焊 2.1 装卸工件工时:T 工件装卸=(T 01+0.2n )B式中:T 01—装卸基本工时;(取T 01=0.2); n-- 工件数 B-- 重量系数(见表)2.2. 点焊单件工时:T 点焊= T 02+0.1J+0.1N式中:T 02—点焊基本工时;J —点焊数;N —点焊时工件翻转次数;2.3. 全焊单件工时:T 全焊= T 03+0.1M+0.1N+L Σ/200+0.2NC 式中:T 03—全焊基本工时;M —焊缝段数;N —全焊时工件翻转次数;L Σ--焊缝长 NC---焊接参数调节次数注:小件装卸与点焊工时合并,统称点焊工时; 重量系数(B )T风割=风割长度×3+1.5V1、飞溅按焊接工时的二分之一计算+0.12、校正按焊接工时的二分之一计算+0.13、有辅助工帮助表卸模,从焊接工时中分取三分之一4、焊接有准备工时按每项20分钟5、点焊螺母按0.5分钟一个四.钻床工时定额1、T=kT机+ T装卸其中k—难度系数有工差要求k=1.5 有深度要求k=1.1 扩孔及攻丝k=0.82、机动时间:T机注:L/D≥8时,须另增排屑时间60%。
生产工时比例法
生产工时比例法
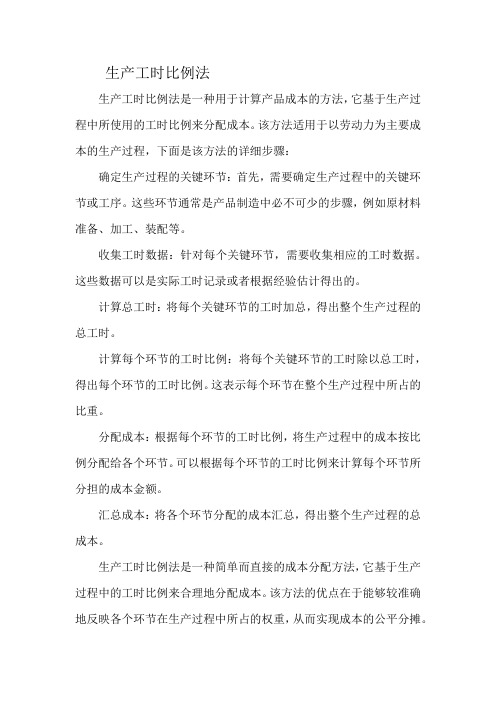
生产工时比例法是一种用于计算产品成本的方法,它基于生产过程中所使用的工时比例来分配成本。
该方法适用于以劳动力为主要成本的生产过程,下面是该方法的详细步骤:
确定生产过程的关键环节:首先,需要确定生产过程中的关键环节或工序。
这些环节通常是产品制造中必不可少的步骤,例如原材料准备、加工、装配等。
收集工时数据:针对每个关键环节,需要收集相应的工时数据。
这些数据可以是实际工时记录或者根据经验估计得出的。
计算总工时:将每个关键环节的工时加总,得出整个生产过程的总工时。
计算每个环节的工时比例:将每个关键环节的工时除以总工时,得出每个环节的工时比例。
这表示每个环节在整个生产过程中所占的比重。
分配成本:根据每个环节的工时比例,将生产过程中的成本按比例分配给各个环节。
可以根据每个环节的工时比例来计算每个环节所分担的成本金额。
汇总成本:将各个环节分配的成本汇总,得出整个生产过程的总成本。
生产工时比例法是一种简单而直接的成本分配方法,它基于生产过程中的工时比例来合理地分配成本。
该方法的优点在于能够较准确地反映各个环节在生产过程中所占的权重,从而实现成本的公平分摊。
然而,该方法也有局限性,因为它忽略了其他可能影响成本的因素,例如材料消耗、设备使用等。
产品工时的计算公式

产品工时的计算公式
一、产品工时的基本概念。
产品工时是指生产一个产品所需要花费的时间。
它是衡量生产效率、成本核算以及生产计划安排等方面的重要依据。
1. 单一工序产品工时。
- 如果生产产品只涉及一道工序,产品工时 = 实际操作时间+准备时间+休息和生理需要时间+不可避免的中断时间。
- 例如,某工人生产一个小零件,实际操作时间为30分钟,准备工具等的准备时间为5分钟,每小时休息和生理需要10分钟(按比例计算该产品生产中的休息和生理需要时间为5分钟),在生产过程中有一次不可避免的中断2分钟。
则产品工时 = 30+5 + 5+2 = 42分钟。
2. 多工序产品工时(顺序加工)
- 当产品经过多道工序顺序加工时,产品工时等于各工序工时之和。
设产品经过n道工序,工序i的工时为T_i,则产品工时T=∑_i = 1^nT_i。
- 例如,生产一个产品需要经过三道工序,第一道工序工时为20分钟,第二道工序工时为15分钟,第三道工序工时为10分钟。
则产品工时 = 20+15 + 10=45分钟。
3. 考虑批量生产时的产品工时。
- 在批量生产中,产品工时的计算要考虑批量大小。
设批量为Q,单件产品的基本工时(按照上述单一工序或多工序计算得出的单件工时)为t,准备结束时间为T_s,则单位产品工时T_u=frac{T_s}{Q}+t。
- 例如,某产品批量Q = 50件,单件产品基本工时t = 30分钟,准备结束时间T_s=150分钟。
则单位产品工时T_u=(150)/(50)+30 = 3 + 30=33分钟。
一道工序的标准工时
一道工序的标准工时
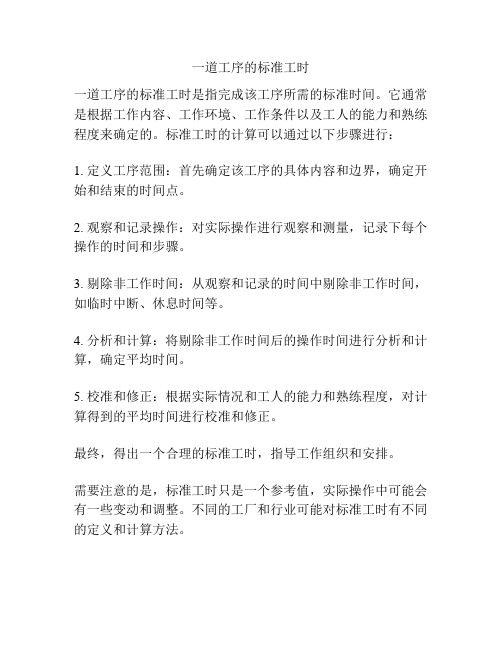
一道工序的标准工时是指完成该工序所需的标准时间。
它通常是根据工作内容、工作环境、工作条件以及工人的能力和熟练程度来确定的。
标准工时的计算可以通过以下步骤进行:
1. 定义工序范围:首先确定该工序的具体内容和边界,确定开始和结束的时间点。
2. 观察和记录操作:对实际操作进行观察和测量,记录下每个操作的时间和步骤。
3. 剔除非工作时间:从观察和记录的时间中剔除非工作时间,如临时中断、休息时间等。
4. 分析和计算:将剔除非工作时间后的操作时间进行分析和计算,确定平均时间。
5. 校准和修正:根据实际情况和工人的能力和熟练程度,对计算得到的平均时间进行校准和修正。
最终,得出一个合理的标准工时,指导工作组织和安排。
需要注意的是,标准工时只是一个参考值,实际操作中可能会有一些变动和调整。
不同的工厂和行业可能对标准工时有不同的定义和计算方法。
制定工序标准工时要求

制定工序标准工时要求
制定工序标准工时是制造企业管理中非常重要的一部分,它涉及到生产效率、成本控制和生产计划等方面。
在制定工序标准工时时,需要考虑以下几个方面:
1. 工序分析,首先需要对生产流程进行详细的分析,确定每个工序的具体内容和所需的操作步骤。
这包括从原材料准备到成品包装的整个生产过程。
2. 工时测定,对每个工序的操作进行时间测定,可以通过实际操作来记录每个步骤所需的时间,也可以借助工时研究和工程师的经验来评估。
3. 考虑因素,在制定标准工时时,需要考虑到各种因素对工时的影响,比如设备故障、人为因素、环境因素等。
还需要考虑到正常休息时间、换班时间和其他计划外的工作中断等因素。
4. 数据分析,对测定的工时数据进行分析,可以采用统计学方法对数据进行处理,得出平均值、标准差等指标,以确定标准工时的合理性。
5. 标准制定,根据工序分析和工时测定的结果,制定出符合实
际情况的标准工时。
这个标准需要既能够激励工人提高效率,又要
合理地反映实际操作的时间。
6. 审批和执行,制定好标准工时后,需要经过相关部门的审批,并将其执行到生产实践中。
同时,还需要建立监督和考核机制,确
保标准工时的执行和效果。
总的来说,制定工序标准工时是一个复杂的过程,需要综合考
虑生产实际情况、技术水平、人力资源等多方面因素,以确保标准
工时的科学性和合理性。
这样才能更好地引导生产活动,提高生产
效率,降低生产成本。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2%
2%
实验三
实验四
实验五
实验六
实验七
实验八
0.05 0.04 0.03 0.02 2% 1% 1% 实验二 实验三 实验四 实验五 实验六 实验七 实验八 2%
机时
0.01 0
实验一
实验一 0.8 0.84 0.88
实验二
实验三
实验四
实验五
实验六
实验七
实验八
等待
0.92 0.96 98% 1 99% 96% 96%
生产工序工时调查分析
1
示范线加硫机、整修机、包装产能配置表
序 1 2 3 4 5 机台号 机台数 Z01-Z06 6 Z07-Z12 6 Z13-Z18 6 Z23-Z26 4 Z27-Z30 4 合计 26 加硫机配置 标准11小时产能 100 100 100 100 100 平均模数 6 6 6 5 5 28 日产能 7200 7200 7200 4000 4000 29600
0.03 0.024
实验一 62 100 4157 59 50 5889 -3 -50 1732 1% 1% 98% 5998
实验二 62 100 4157 59 50 7315 -3 -50 3158 1% 1% 99% 7424
实验三 62 100 4157 48 51 2712 -14 -49 -1445 2% 2% 96% 2811
序 1 2 3 4 5 6 7 8 9 10 11
机台号 ZB01 ZB02 ZB03 ZB04 ZB05 ZB06 ZB07 ZB08 ZB09 ZB10 ZB11 合计
机台数 机台特性 1 自动+包装 1 自动+包装 1 真空 1 真空 1 真空 1 真空 1 真空 1 真空 1 真空 1 真空 1 真空 11
2012年生产工序工时分析
统计项次 实绩 项目 人时标准 机时标准 等待标准 实际人时 生产 实际机时 实际等待 工序 人时差异 工时 机时差异 等待差异 人时占比 机时占比 等待占比 合计
0.2 0.16
实验一 340 3981 9425 544 1915 7409 204 -2066 -2016 6% 19% 75% 9868
实验二 340 3981 9425 622 1915 8594 282 -2066 -831 6% 17% 77% 11131
实验三 340 3981 9425 340 3981 9117 0 0 -308 3% 30% 68% 13438
实验四 340 3981 9425 265 3813 12437 -75 -168 3012 2% 23% 75% 16515
实验四 250 960 5110 195 900 2745 -55 -60 -2365 5% 23% 71% 3840
实验五 250 960 5110
实验六 250 960 5110
实验七 250 960 5110
实验八 250 960 5110
0
0
0
0
人时
0.3 0.2 0.1 0 实验一 实验二 4% 实验三 5% 实验四 实验五 实验六 实验七 实验八
2012年加硫生产工序工时分析
统计项次 实绩 项目 人时标准 机时标准 等待标准 实际人时 生产 实际机时 实际等待 工序 人时差异 工时 机时差异 等待差异 人时占比 机时占比 等待占比 合计
0.03 0.024
实验一 42 2970 1603 28 1655 897 -14 -1315 -706 1% 64% 35% 2580
11小时产能 3300 3300 2700 2700 2700 2700 2700 2700 2700 2700 2700 30900
示范线加硫机、整修机、包装产能配置表
示范线加硫机、整修机、包装产能条件表 工序 产能
33000
整修 31900
包装 30900
加硫 29600
32000
31900
31000
实验五 340 3981 9425
实验六 340 3981 9425
实验七 340 3981 9425
实验八 340 3981 9425
0
0
0
0
人时
0.12 0.08 0.04 0 实验一 实验二 实验三 6% 6% 3% 2% 实验四 实验五 实验六 实验七 实验八
0.5 0.4 0.3 0.2 19% 17% 30% 23%
18
24
22
27
21
22
2012年生产工序工时分析
加硫标准工时
1 等待 三合一暂存时间(325m) 2 人员 加硫领料时间(5m) 3 人员 加硫换模时间(5m) 4 机器 加硫预热时间(30m) 5 机器 加硫生产时间(2820m) 6 等待 加硫暂存时间(3m) 12 人员 统核过称过帐时间(2m) 7 等待 加硫仓暂存时间(15m) 8 人员 二次加硫投料时间(5m) 11 机器 二次加硫工作时间(120m) 9 人员 二次加硫卸料时间(25m) 10 等待 加硫仓二次暂存时间(1260m) 分析: 类别 序 标准工时统计(m) 人时 1 50 机器 2 1590 等待 3 2720 合计 4360
实验二 42 2970 1603 28 1655 897 -14 -1315 -706 1% 64% 35% 2580
实验三 42 2970 1603 42 3970 1275 0 1000 -328 1% 75% 24% 5287
实验四 42 2970 1603 22 2862 6980 -20 -108 5377 0% 29% 71% 9864
机时
0.56 0.5 实验一 实验二 实验三 实验四 实验五 实验六 实验七 实验八
实验一 0.2 0.26 0.32
实验二
实验三 24%
实验四
实验五
实验六
实验七
实验八
等待
35%
35%
0.38 0.44 0.5
2012年整修包装生产工序工时分析
统计项次 实绩 项目 人时标准 机时标准 等待标准 实际人时 生产 实际机时 实际等待 工序 人时差异 工时 机时差异 等待差异 人时占比 机时占比 等待占比 合计
1440 平均 5 5 30 1440 60 15 20 18 23 28 21 10 180 85 70 80 65 70 74 10 120 20 1040
2012年生产工序工时分析
整修及包装标准工时
生产数量 流程卡生产数 操作步骤 类别
1 2 3 4 5 6 7 8 9 10 11 人员 等待 机器 等待 人员 等待 人员 等待 人员 等待 人员
0.5 0.4
实验一 250 960 5110 457 210 623 207 -750 -4487 35% 16% 48% 1290
35%
实验二 250 960 5110 535 210 382 285 -750 -4728 47% 19% 34% 1127
47%
实验三 250 960 5110 250 960 5130 0 0 20 4% 15% 81% 6340
分析: 序 1 2 3 类别 人时 机器 等待 合计 标准工时统计(m) 335 480 625 1440
2012年生产工序工时分析
工序工时参照表 制程 项目 人时 机时 等待 人时占比 机时占比 等待占比 合计 供料 62 100 4157 1% 2% 96% 4319 加硫 50 1590 2720 1% 36% 62% 4360 整修及包装 335 480 625 23% 33% 43% 1440 总计 447 2170 7502 4% 21% 74% 10119
整修及包装配置 计划11小时产能 实际11小时产能 5500 3300 5500 3300 4500 5200 4500 4500 5200 4500 4500 5200 4500 4500 5200 4500 4500 4500 51500 31900
包装桌 1 1 1 1 1 1 1 1 1 1 1 11
实验四 62 100 4157 48 51 2712 -14 -49 -1445 2% 2% 96% 2811
实验五 62 100 4157
实验六 62 100 4157
实验七 62 100 4157
实验八 62 100 4157
0
0
0
0
人时
0.018 0.012 0.006 0 实验一 实验二 1% 1%
标准工时 工序名称 整修备料时间(10m) 整修前暂存时间(4440m) 整修包装工作时间(960m) 包装完暂存时间(20m) 备OEM搬运时间(15m) OEM暂存时间(20m) OEM工作时间(185m) OEM完暂存时间(5m) OEM完移示范线时间(10m) OEM完移示范线暂存时间(645m) 包装入库搬运时间(30m) 单位(分) 30 60 480 60 15 240 240 120 20 145 30
机时
0.1 0 实验一 实验二 实验三 实验四 实验五 实验六 实验七 实验八
实验一 0 0.2 0.4
实验二
实验三
实验四
实验五
实验六
实验七
实验八
等待
0.6 0.8 1 75% 77%
68%
75%
2012年供料生产工序工时分析
统计项次 实绩 项目 人时标准 机时标准 等待标准 实际人时 生产 实际机时 实际等待 工序 人时差异 工时 机时差异 等待差异 人时占比 机时占比 等待占比 合计
实验五 42 2970 1603
实验六 42 2970 1603
实验七 42 2970 1603
实验八 42 2970 1603