产品过程流程图
产品生产流程图

生产部经理
《生产任务单明细表》
5
车间领料员到仓库或前工序领用可允许生产的物料
领料员
车间主管
《领料单》
6
按生产任务单明细表要求,生产首件产品
生产员工、组长
车间主管
《巡检记录表》
7
否
巡检员对生产的首件产品进行严格的检验并确认
车间组长
品质部主管
《巡检生产过程中员工应不定时对照首件确认件加强自检,QC抽检,生产后按规定进行包装,并加上批量卡。
生产员工
车间主管、组长
《巡检记录表》《批量卡》
9
根据实际问题,分析原因,找出解决方案,并做好相应的纠正预防措施。
生产部、品质部、工程部
N/A
《纠正和预防措施报告》
10
否
生产完成的产品,放置待检区域,入库前抽检
巡检员
N/A
《巡检记录表》
11
是
车间将检验合格的产品进行入库,
物料员
N/A
《检验合格单》
《入库单》
产品生产流程图(总1页)
产品生产流程图
过程顺序
生产控制流程图
活动过程描述
执行者
审批者
依据表单
1
PMC根据生产订单和其他特殊情况以周计划为基础,制定生产任务单明细表
PMC
生产技术部经理
《生产任务单明细表》
3
PMC将周生产任务单明细表下发至各相关部门和车间
PMC
N/A
《生产任务单明细表》
4
生产车间及时调试好相应的生产设备,工装夹具和测量设备,必要时对相关岗位人员进行技能培训。
IATF16949五大工具运行图(APQP过程流程图)-详细完整版

材料进公司
产品的全工艺过程流程图 下料 锻造 机加工
压铸 机加工
热处理
顾客财产管理 4 产品和过程确认
(加工过程质量确认)
组装 包装入库 运输
顾客
工艺卡(控制计划) 分工分细表
有顾客要求时按顾客要求编制
无顾客要求时要符合IATF16949标准要求 工艺卡(控制计划)中应包括:
·SPC工具的应用 ·全尺寸检测的规定 ·型式试验要求 ·测量器具的确定及正确性
市场 占有率
市场开发 风险分析
交货期、数量、成本/售价(包括附件)、日期、双方签署签字
技术协议
级别设定会议确定等 级/记录
竞争对手分析(可行 性分析/风险分析) ·设计历史经验 ·产品技术分析 ·可靠性与质量目标 ·产品特殊特性清单 ·初始材料清单 ·供应商初选清单 ·投资预算 ·目标成本
功能/性能, 搭载车型, 特殊特性 (顾客提出)
图样 DFMEA 特殊特性清单 设备工装和设施要求 设备的增置与导入计划 产品标准(技术条件、交检技术条件)
过程设计品质保证计划
特殊特性一览表(产品工艺控制特性)
PFMEA 机加工、锻工、压铸、组装
设计依据:严重度、频度、探测度确定依据 人员因素分析、探测方法 顾客投诉、零公里、市场退货信息等
工艺过程卡
CPK
过程能力指数≥1.33
设备增置/变更
生产 平面图
生产线布局合理,维修方便
分布图
工装、刀具设计及明细表
过程审核 (分析)
品质保证计划
过程 审核计划
审核结果
审核 检查表
审核人员/时间 (资格确认)
修改工艺卡(控制计划)
初期管理要求
过程能力确认
产品过程流程图

出货检
◇
1.“◇”表示检验“□”表示制造、“→”表示搬运、“△”表示贮存、“○”表示返工/返修 2. 产品特性/配合特殊特性符号;▲为过程特殊特性符号; ● 产品安全特性 ; 一般特性无符号 产品安全特性 ● 产品重要特性 过程特殊特性 ▲ 批准: 审核 : 编制 :
XXXX
编制日期:2017.5.15
制造 序号 过程 □ 10 15 20 进货检 验 储存 折纸 □ → △ △ ◇ ◇ ○ 搬运 储存 检验 返工 临时替代
过程流程图
编号:XXXX
机器设备/ 测量设备
产品特性
特性符号
过程特性
特性符号
按进货检验作业指导书检验 货架叉车 按各物料技术指标 ○ 折高:40±0.5 方形滚筒 折数:92±3 折纸机 纸宽:205±1 筋外观:无歪斜、 不断裂,无压瘪 筋个数:背面筋2道 筋长度:背面筋丢 热熔胶机 1-2折 筋宽度:5±1 筋材质:TH156高温 胶 外观:PU颜色橘黄 色 外形尺寸: 设备替代:显 长:280±3 AB料配比聚氨 聚氨酯灌 宽:222.5±1.5 酯注胶机替代 注机 高:48±1.5 显转速比聚氨 PU高:8.5±1 酯注胶机 邵氏硬度A25±5 (SH°) PU表面无飞边 外观:无毛边、无 污物、无凹凸 产品防护作业指导书 ▲
25
打筋
□
35
注胶
□
○
▲
40
去飞边
□
剪刀
45
检验
◇
外观:无污损,无 毛边,PU胶橘黄色 长:280±3 游标卡尺 宽:222.5±1.5 邵氏硬度 高:48±1.5 计 PU高:8.5±1邵氏 硬度A:25±5 (SH°) 折数:92±3
50
产品初始过程流程图(示例)

零件编号:1227 3267
零件描述:气缸盖垫片(金属型)、(上页、下页0Cr18Ni9厚度δ0.25±0.01,中间板Ⅰ0Cr18Ni9厚度δ0.35±0.02,中间板Ⅱ1Cr17Ni7厚度δ0.25±0.01)
工序号
加工
检验
移动
存放
操作描述
关键产品特性
关键过程特性
续表
零件编号:1227 3267
零件描述:气缸盖垫片(金属型)、(上页、下页0Cr18Ni9厚度δ0.25±0.01,中间板Ⅰ0Cr18Ni9厚度δ0.35±0.02,中间板Ⅱ1Cr17Ni7厚度δ0.25±0.01)
工序号
加工
检验
移动
存放
操作描述
关键产品特性
关键过程特性
●
■
▲
26
■
检验
27
●
中间板Ⅰ翻边
16
■
检验
17
●
下页压波
高度0.3±0.05
18
■
检验
19
车间内转序
20
●
中间板Ⅱ冲孔
Φ122+0.5,Φ12.4+0.1,水孔、螺栓孔、燃烧室孔、推杆孔位置和直径尺寸
21
■
检验
22
●
中间板Ⅱ压波
高度0.3±0.05
23
■
检验
24
车间内转序
25
●
中间板Ⅰ冲孔
Φ106±0.2,Φ12.4+0.1,水孔、螺栓孔燃烧室孔、推杆孔位置和直径尺寸
3.5±0.2
■
检验
车间内转序
●
将上页、下页、中间板Ⅰ、中间板Ⅱ进行表面处理
HACCP产品流程图及过程步骤描述(HACCP最新范本)

文件编号 文件版本 页码
FW-HACCP-02 B/3
第 33 页,共 39 页
产品名称:硬质糖果
过程步骤及控制措施说明:
生效日期
2.1 原料接收:采购的原辅料由货仓点数暂收,放置于待验区,通知 IQC 进行检验;检验结果合格的办理入库
手续。
2.2 储存:将合格的物料放置于规定的物料摆放区域,对温湿度和储存环境进行控制,防止物料变异。
***食品有限公司 HACCP 计划 生产工艺流程图
文件编号 文件版本 页码
FW-HACCP-02 B/3
第 32 页, 共 39 页
产品名称:硬质糖果 工艺流程图:
生效日期
CCP1 关键控制 点:限量添加剂 用量
CCP2 关键控制点:过 滤袋目数
CCP3 关键控制点:熬 糖温度
内/外包材接受
原
料 OK 储 配
2.3 配料:根据配方清单将各种原辅料按照比例搭配。
2.4 煮糖:将配好的原料倒入煮糖锅中,在糖液煮到 108 度关火。
2.5 色素添加:将已称好的添加剂加入已煮好的糖浆。
2.6 混合:将其它辅料和煮好的糖液进行混合均匀。
2.7 过滤:用 120 目的过滤袋将混合好的糖浆进行过滤。
2.8 熬糖:将过滤好的糖液注入熬糖机,熬糖温度≥150 度;然后加入香精,搅拌均匀。
由货仓办理入库手续。
2.14 储存:将品质部 IQC 检验合格的内、外包装材料放入规定的区域,控制好温湿度等各种储存条件,防止
包装材料变异。
2.15 臭氧消毒:将内包材用臭氧进行消毒。
2.16 外包装:将金探后的糖果装入胶袋。
2.17 入外箱:将装好产品装入外箱。
2.18 储存:将做好的并且经过品质部 QC 检验合格的糖果成品放到规定的成品仓,控制温湿度等储存条件,防
产品过程流程图(范例)
■
焊接电流160~180A 电压380V
★
Φ282.5+1mm
焊接电流160~180A
电压380V
■
① 除油粉配比:5%;
② 脱脂剂配比5%10-15分
钟;
③ 盐酸配比:2%-3%30秒-1 分钟;
■
④ 表调剂:0.2%;
⑤ 磷化剂:10%;
⑥ 水洗:3秒-1分钟
漆膜厚度30~50 um
时间:4~5秒
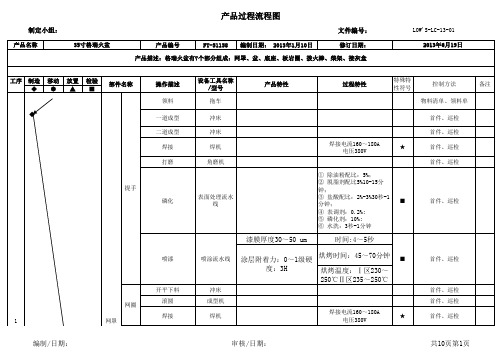
产品名称
35寸格瑞火盆
产品过程流程图
文件编号:
产品编号
FT-51158 编制日期: 2013年1月10日
修订日期:
产品描述:格瑞火盆有7个部分组成:网罩、盆、底座、板岩圈、拨火棒、柴架、接灰盒
LOW'S-LC-13-01 2013年6月19日
工序 制造 移动 放置 检验 ◆●▲■
◆
部件名称
盆
卡片 盆底
◆
提手
网圈
1
网罩
操作描述 领料
一道成型 二道成型
焊接 打磨
磷化
喷漆
开平下料 滚圆 焊接
设备工具名称 /型号
拖车
产品特性
过程特性
特殊特 性符号
控制方法
物料清单、领料单
备注
冲床 冲床 焊机 角磨机
表面处理流水 线
焊接电流160~180A 电压380V
★
① 除油粉配比:5%;
② 脱脂剂配比5%10-15分
35寸格瑞火盆
产品过程流程图
文件编号:
产品编号
FT-51158 编制日期: 2013年1月10日
修订日期:
产品描述:格瑞火盆有7个部分组成:网罩、盆、底座、板岩圈、拨火棒、柴架、接灰盒
产 品 过 程 流 程 图

产品过程流程图制定部门:制定日期:产品名称顾客名称规格/型号版本阶段状态□第一阶段(初始)■第三阶段修订日期年月日步骤过程流程过程流程名称机器设备/测量设备产品特性过程特性搬运方式特殊特性符号备注10→△□□原材料入厂检验发货货车牌号PA6 L灰分含量L含水量L粘度指数1 L颜色为黑色L20 原材料储运机动叉车是否有遗漏原材料L 每次转运量L 是否在转运过程中出现原料袋跌落L 产品堆放L 核对原材料牌号L30 原材料干燥除湿干燥机原材料牌号L 颜色L 杂质L温度L时间L料仓料量LL40 注塑成型注塑机、模具、模具恒温机真空助力管外管径L 真空助力管外管凸点L 碳罐外管径L碳罐外管凸点L 温度压力传感器安装孔L外观L平面度L重量L50 包装入库仓储笼、薄摆放规范L△膜数量L塑料薄膜使用L仓储笼规格L小纸隔板放置规范L大纸隔板放置规范L装箱单填写规范L出厂检验报告L装箱单放置规范L仓储笼堆垛量L包装外观L备注1.“◇”表示检验、“□”表示加工、“→”表示搬运、“△”表示贮存、“☆”表示返工/返修2.“G”表示产品与安全有关的特殊特性符号;“L”表示产品与安全无关的特殊特性符号。
核准审查制表第页,共页 PPP-2-07A0。
电池PACK产品过程工艺流程图

批准:
12
固定单体电池模块、电池组总成转移
13
电池组进行封箱
14
电池包气密性检测
15
充电、成品入库出货
审核:
编写日期:2016.2.05
考核方式
标准操作指引、工艺文件 标准操作指引、工艺文件 标准操作指引、工艺文件 标准操作指引、工艺文件 标准操作指引、工艺文件 标准操作指引、工艺文件 标准操作指引、工艺文件 标准操作指引、工艺文件 标准操作指引、工艺文件
过程符号
序号 制造 移动 储存 检测 关键过程 重要过程
◆●▲■ ★
☆
5◆
10 ◆
★
☆
15 ◆
20 ◆ 25 ◆
☆ ★
30 ◆ 35 ◆
★ ☆
40 ◆
45 ◆
50
■
☆
55
■★
60
●
65 ◆
☆
70 ◆
☆
75
▲
注:“★”表示关键过程,“☆”表示重要过程
制定:
产品过程流程图
编号:
过程流程
编号
流程描述
总成前加工 模块入箱 电气固定 模块串联 线束连接 接插件安装 通讯线测试 绝缘罩固定 压板固定 通讯测试 均衡测试 电池组转运 电池组封箱 电池包气密性检测 充电、入库
1
底部清理、粘贴加热膜
2
测量内阻、模块入箱
3
绝缘柱、继电器、分流器及防水通气阀固定
4
使用软连接进行串联
5
连接温度线束、电压采集线束,均衡线束
6
产品过程流程图

制定部门:工程部
NO:
机种名称
顾客名称
品名
公司料号
阶段状态 ■ 第一阶段(初始) □ 第三阶段
步骤
过程 流程
过程流程
机器设备/ 测量设备
◇
材质.
10
进料检验 电子秤
外观
料重.
产品特性
20
烘料 烘箱
制定日期:
修订日期 过程特性
1.温度: 2.时间:
尺寸
外观
30
成型
注塑机
1、射压 2、温度 3、时间
核准
审查
制表
编号
1、射速 2、保压 3、位置
年
月
日
版本
A
搬运 方式
09 年 4 月 15 日
特殊特
备
性符号
注
★ ☆
◇
卡尺
1.产品尺寸
40
检验
★
目视/签样
1.产品外观
50
包装 泡棉、纸箱、胶带
60 → 入库出货
1.“◇”表示检验、“□”表示加工、“→”表示搬运
2.“★”表示产品的特殊特性符号;“☆”表示过程的特殊特性符号。 备注
APQP五个过程流程图

APQP 流程图
概念提出 /批准项目批准样件试生产生产
策划策划
产品设计和开发
过程设计和开发
产品与过程确认
生产
反馈,评定和纠正措施
计划和确定项目产品设计和
开发验证
过程设计和
开发验证
产品与过程
确认
反馈,评定
和纠正措施
-顾客声音目标?-AEMFD标准--试生产-减少变差[7.2.1/8.2.1.1]和质?性和-程质产品/--测量系统评-顾客满意-- 市场研究目标配;设计评审价-交付和服务-- 保修记录和料清?验证-程图--初始过程能
质量信息单评审-面图-力研究
-- 小组经验程流?样件控制造--阵图--生产件批准
-业务计划 /营程图计划AEMFP-生产确认试
销战略过程?工程包图样)-控制-验
[5.4.1.1]的初数据)计划-包装评价
-产品 /过程标清单规范-导书--生产控制计
杆数据证计?规范-统分-划
-产品 /过程设划规范-计划-质量策划认
想支持?更改程能-定和管理者支
-产品可靠性计划持
研究新设,备工-规范-
-顾客输入要求支持-
过程-
特性
验设量具/-
要求
行性-
理者
支持。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
德信诚培训网
更多免费资料下载请进:
好好学习社区
产品过程流程图
产品名称 换向器 顾客名称 规格/型号 QZQC-RF32-205
版 本 A
阶段状态 ■ 第一阶段(初始) □ 第三阶段 修订日期 年 月 日 步骤
过程 流程
过程流程 名 称 机器设备/ 测量设备 产品特性 过程特性
搬运 方式 特殊特
性符号 备 注
05 ◇ △ □ □ □ □
□
□
□ ◇
进货检验 千分尺 外观 外径 直流电桥 电阻率 入库/贮存 打头 打头机 直径 辊轧
轧梯排机 千分尺 长度
★ 厚度 ★
退火
退火炉 硬度计
硬度 (50±5°) 温度 时间 第一道拉拔
拉丝机 千分尺 外观 ☆ 弦长 ★ ☆ 厚度 ☆ 第二道拉拔
拉丝机 千分尺 外观 弦长 厚度 第三道拉拔 拉丝机 千分尺 外观 弦长 厚度 成型拉拔 拉丝机 千分尺 外观 弦长 厚度 检验
千分尺
外观
弦长。