LEO捆包材品质判定基准明细表
包材类质量标准

包材类质量标准本标准适用于本司外协加工的所有木箱,铝箱,塑料箱,纸箱,彩盒,插卡,胶袋,吸塑,泡棉,内衬,说明书及标贴等材料。
1、检验表面等级划分A.级表面:能直接正视的包材产品外部表面,以下简称A面.B.级表面:包材产品的底部或背部位置以及不易看到的面,以下简称B面.C.级表面:在包材产品包装完后无法直观看到的地方,如木铝箱的内部,纸箱彩盒的内部等,以下简称C面.2、木箱塑料箱及铝箱检验要求.2.1、尺寸与材质要求(1)尺寸及结构按技术图纸要求测量.(2)在本司有要求具体材料的情况下,按本司设计图纸要求检验;没有具体说明的情况下,则按供应商常规或样品,其中木箱要求材质不能潮,发霉,腐蚀等,如木盒为胶合板,则胶合板中不得留有夹杂物, 即不影响板面平整和不影响胶合质量,胶合板不许有拼接.2.2、外观要求(1)表面应平整,不得有毛刺,划痕,虫眼,鼓泡.变形,缺料等;(2)箱子上的活页扣子及螺钉,要求电镀表面光洁,不能生锈,发黑,发黄,毛刺等;(3) 活页及扣子要求钉子钉实,不能有松动,离缝等;(4)如要求有印刷的,要求表面印刷内容要符合图纸,不能有歪斜,要求清晰完整.2.3、实装装上内衬及产品实配,要求松紧到位;盖上盖子扣好,不能出现挤压现象,箱子不能有离缝,胀鼓.3、纸箱检验要求3.1、尺寸及材质要求(1)尺寸按设计图纸要求测量,单瓦楞纸箱允许误差±1.5mm;双瓦楞纸箱允许误差±2.5mm;(2)材质要求为:双瓦楞为A*A(意为表面及里纸各为A级纸),单瓦楞为A*C(意为表面为A级纸,里纸为C级纸),瓦楞纸要求为120g瓦楞纸;(3)瓦楞要求:双瓦楞要求为BC瓦楞,单瓦楞要求为单B瓦楞,其它有特殊要求的,按技术或客户要求检验.3.2、外观及印刷(1)要求纸箱表面不能有破损,脏污,折皱,切边整齐;(2)印刷图案字体按本司设计图纸,要求印清晰完全正确,位置准确;(3)纸箱接合处,按我司设计图纸,钉装的,要求钉子不能生锈,钉的位置整齐且牢固;胶水粘合的,要求胶水不能外溢,粘合要牢固,不能有开裂;(4)压痕线要求深浅适中,不能压得太深,会导致装箱折箱时破损;也不能压得太浅,否则折箱时不整或不易折.7.3其它要求瓦楞纸箱合箱时两摇盖不能有搭接现象,且接缝不能超过5mm;两摇盖开合180度往复5次以上不得有明显裂缝.4、胶袋类检验要求4.1、尺寸及材质(1) 尺寸按设计图纸标明尺寸检验(包括长宽厚),长宽尺寸公差允许在5MM之内,厚度公差要求在在0.05MM之内.(2) 材料按设计要求,具体材料无法检测,按公司封样或供应商常规胶袋对比检验.4.2、外观表面要求不能有破损,划痕,折皱,毛边,气泡,拉毛;切边要求整齐等.5、彩盒,插卡,说明书及标贴类等检验要求5.1、尺寸及材质要求(1)尺寸按设计图纸要求测量,其中彩盒长度尺寸公差可在1.5MM内,宽与高要求在1MM之内.(2) 材质要求按技术图纸.主要测试方式为:图纸要求的克数,主要是以每平方米的克数,再跟据实物面积及称其重量算,就可知道是否符合图纸要求克数;图纸没有要求的,就按其公司常规要求或根据样品对照检验.(3) 标贴类底部胶质要求按设计图纸检验(有强胶,普胶,可移除性不干胶等),如没有要求,则按普胶检验接收,不能出现粘不牢或起翘现象.5.2、外观要求.(1)要求表面不能破损,划伤,折皱,脏污;切边整齐等,(2) 印刷图案及字样要求清晰完全,不能有油墨,脏污等.(3)标贴条形码印刷要求一定不能断线,双影或模糊不清等(条码不良印刷,会导致条形码无法扫描,属A级不合格项目)6、吸塑及吹塑产品检验要求.6.1、尺寸及材质要求(1)尺寸按设计图纸要求测量,公差要求在0.5MM内,其中厚度公差要求在0.1MM之内(2) 增加实配项目,与插卡实装,要求松紧到位,且冲孔要与插卡孔相对应.(3)材质按设计图纸要求,一般要求为PVC PE材料,如图纸无要求,按公司常规或封样对比检验.6.2、外观吸塑一般要求透明,表面不能有明显划痕,黑点,折皱发白,气泡,杂质,毛边;要求切边要整齐等.7、泡棉及内衬检验要求.7.1、尺寸要求(1)尺寸按设计图纸要求测量(2) 增加实装项目,把内衬装进木箱,铝箱或塑料箱,再装上产品,不能出现有装不进,胀鼓或难装等情况.7.2、外观要求(1)表面不能有破损,毛边,缺料等.(气孔外径要求不能超过1MM)(2) 内衬粘合不能有胶水溢出.粘合不能有缝隙,且不能有脱胶或没有粘牢等现象.。
包材类检验标准

检验
方式
一、外观检验
1.1
纸箱
表层有无破损、脏污、裂开、受潮的现象;
字唛及图案要正确、清晰、整齐;尺寸与BOM单一致且要试装,材质区分具体对照样板或参照纸箱检验规范《WI-824-300C-006-01.
本厂标准要求印刷: 、 、 、、 回收标
注:堆码层数极限根据实际情况而定,此图标只是例图
目视
目视
对板
MAJ
Ⅱ
1.9.1
吸塑
无缺口、杂质、破损且可试装,尺寸与BOM单一致,颜色及材质对照样板
目视
对板
MIN
Ⅱ
1.9.2
铭牌/参数贴
丝印正确、清楚、完整,尺寸与BOM单一致,一般是用银低黑字,具体对照生产订单
本厂贴纸要求,也是商检贴纸五要素:公司logo或厂址、产品名称、产品型号、电压、功率。
贴纸丝印电压、电流及功率单位大写如:‘V、A、W’
卷尺
对板
MAJ
Ⅱ
12
彩盒
表面无刮花、色差、破损;表层有无破损、脏污、裂开、受潮的现象;
字唛及图案印刷要正确、清晰、完整;尺寸与BON单一致且要试装,材质有:普通、过光胶等具体表面处理及颜色对照样板或参照彩盒检验规范《WI-824-300C-006-01.》
试装成品,装不下或太松,不接收
目视
卷尺
对板
MAJ
★检测标准:
1、根据GB/T2828.1-2003一次抽检一般检验Ⅱ级水准
2、印刷、破坏性测试单批抽检2pcs
★产品示意图:
项目
标记序数
修改内容
修订版本
修订人
修改日期
1
1.9.2
增加了对商检贴纸的要求
R0304-008(A0) 包材验收判断准则
1.目的:区分进厂包材检验的各缺陷项目严重性以及处理办法2.范围适用于本公司的包材验收及供应商管理3.定义本准则为包材验收及不良处理的依据,包材验收标准补充文件4.引用标准4.1 GB2828-87 逐批检查记数抽样程序及抽样表4.2 纸箱(盒)类验收标准4.3 纸质印刷品类验收标准4.4 塑料复合袋验收标准4.5 塑料复合膜验收标准4.6 瓶材类验收标准5.职责5.1 品管部负责包装材料的验收及出具不良批次的处理意见5.2 计划供应部负责与供应商的协调、沟通6.内容6.1 使用<计数抽样计划>,检验结果按正常检查单次抽样方案MIL-STD-105DⅡ表,合格质量水平AQL判定。
严重不良AQL值定为0.65,主要不良的AQL值为2.5,次要不良的AQL值为6.5。
6.2 严重不良指对来料功能有影响及特别明显外观缺陷。
6.3 主要不良指很明显的外观缺陷。
6.4 次要不良指较明显外观缺陷。
6.5 严重不良检验结果判定;不良数在允收范围内,所产生的不良率入库时按其实际合格率入库或挑选后按实际数量入库;不良数在允收范围外,不良率在5%以上判定结果为退货,如确定不能使用的由我司直接报废处理;不良率在5%以内可退货挑选,或工厂挑选检验合格后按实际数量入库。
6.6 主要不良检验结果判定:不良数在允收范围内,所产生的不良率入库时按其实际合格率入库,不良率超过5%但不影响使用的按实际合格率入库;不良数在允收范围外根据实际缺陷状况及比率处理结果为退货、挑选、打折、特采。
6.7 次要不良检验结果判定:不良数在允收范围内,所产生的不良率入库时按其实际合格率入库,不良率超过5%仍按95%入库。
不良数在允收范围外,根据实际比率处理结果为:打折、特采。
不合格连续三次以上加严处理。
6.8不良项目分类6.8.1纸箱(盒)类(1)严重不良a.抗压强度低于标准要求20kg以上;b.耐破裂强度低于标准要求2kg以上;c.含水率≥12%;d.纸箱(盒)及附件材质不符;e.图案及文字印刷错、漏、重复;主要部位套印不准≥0.5mm;f.纸箱、刀卡有横坑、离坑、蹋坑、刀卡开口不符合要求;g.规格尺寸负偏差5mm以上;摇盖合不拢距离5mm以上;h.面纸、纸板破裂或折叠断裂;里纸破裂长度累计超过70mm;i.同批严重色差;(2)主要不良a.抗压强度低于标准要求20kg以内;b.耐破裂强度低于标准要求2kg以内;c.印刷断墨、主要部位套印不准≥0.25mm;印刷排版位移0.5mm内;d.箱面污染面积大于总面积5%;e.箱边破裂、大量毛边、批锋;打钉不规范、少钉;f.压痕线两条以上,成型不方正,困难;面、芯纸不齐超过10mm;g.规格尺寸正偏差5mm以上,负偏差5mm以内;h.纸箱(盒)接头粘合搭接舌边宽度≤30mm;粘合剂溢出接缝致使盒与盒粘合不分;(3)次要不良a.包装不规范、不整齐或不符我司要求;b.头尾钉拒压痕线20mm以上、单排钉距大于80mm以上、打钉偏离45°角;c.切口不齐、边料未切掉、少量毛边、披锋;d.印刷拖印、积墨;e.同批明显色差;f.箱面污染面积小于总面积5%;6.8.2不干胶纸质印刷品(1)严重不良a.粘度不够、溢胶、与底纸不易分离;b.材质不符、尺寸不符(偏差1mm以上)、表面处理不符我司要求;c.污染、折皱、模切位移、残缺、边料与主体粘连、断膜;d.图案及文字印刷错、漏、重复或不可辨认;e.烫金掉色、掉粉、主要部位套印不准≥0.5mm;f.出标方向颠倒;g.同批严重色差或与样版有严重色差;(2)主要不良a.主要部位套印不准≥0.25mm;次要部位套印不准≥0.3mm;b.整体图案位置偏移0.2mm以上;c.烫金不齐、锯齿状;d.同批明显色差或与样版有明显色差;e.网纹不清晰、印刷断墨、积墨(图文难辨认);(3)次要不良a.包装不规范、不整齐或不符我司要求;b.表面粗糙、光泽度差;c.印迹不光洁、拖印;d.包装夹有杂物;e.标识不清晰、不完整;6.8.3 塑料复合膜(袋)(1)严重不良a.材质不符、规格尺寸不符、厚度不符(超出国家标准);b.热封强度不够,漏粉;c.静电太强致使不能开口、开口困难;d.复合强度低于国家标准、复合层间分层、穿孔、破损;e.污染、折皱;同批严重色差或与样版有严重色差;f.图案文字印刷错、漏、重复或不可辨认;g.主要部位套印不准≥0.5mm、整体图案位置偏移0.5mm以上;h.卷膜卷向颠倒、膜卷筒严重变形、卷筒内径不符我司机器要求、卷膜色标移位;(2)主要不良a.主要部位套印不准≥0.25mm;次要部位套印不准≥0.3mm;整体图案位置偏移0.2mm以上;b.封边折皱、焦痕、切边位移、大小边;c.印刷断墨、积墨(图文难辨认);e.袋体方向不一致;f.膜(袋)表面刮痕、汽泡、白点等;(3)次要不良a.包装不规范、不整齐或不符我司要求;b.印迹不光洁、拖印、积墨;c.网纹不清晰、网点粗糙、光泽度差;d.卷膜接头数超出我司规定;e.同批明显色差或与样版有明显色差;f.包装夹有杂物;6.8.4瓶材(1)严重不良a.材质不符、瓶重、尺寸不符;物理性能及化学稳定性不符合相关规定;b.满口容量低于公称容量115%;c.瓶穿孔、缺料、集料、变形、有裂痕、瓶身不圆、瓶底不平导致贴标歪斜;d.瓶、盖(内塞、垫片)不配套、滑牙;瓶与盖、内塞(垫片)配套封口后渗漏;e.复合层间分层、瓶身有大于0.6mm气泡;f.瓶壁厚薄严重不均(最薄处与最厚处相差2倍以上);g.瓶内有异物、水迹;h.铝箔片漏装、反装、残缺、破损;i.瓶、盖有大量批锋;同批严重色差;(2)主要不良a.瓶口压模、瓶体色泽不均匀、有雾状发白、气泡等;b.瓶、盖表面有可见粉尘、油污;c.拧盖不顺畅、有约束感;d.瓶壁厚薄不均(最薄处与最厚处之比超过1:1.3);e.瓶、盖有少量批锋、毛刺;(3)次要不良a.包装不规范、不整齐或不符我司要求;b.瓶身有少量小于0.6mm气泡、杂质、印痕;b.同批明显色差;6.9 一次抽样方案判定表:7.附件:无8.记录表单:无。
包材检验标准总表

第4页
BJKE4.23.1 附件5.2 上海宝娇化妆品厂有限公司
包材检验标准
Package Inspecting Criteria
口红底组件 Lipstick Base Assembly
1. 取样频率参照Sampling according to MIL.Std 105E Level Ⅱ 检查项目 Test Item 标准 Criteria 测试方法 Test Method 目测 Visual 目测 Visual 目测 Visual 目测 Visual 目测 Visual 目测/手动 Visual/ Manual 手动 Manual 拉力器 Force Gauge 拉力器 Force Gauge 扭力器 Torque Gauge 游标卡尺 Vernier Caliper
3M-810胶带,45°~ 90°用力,文字部分无明显脱落。 Apply the 3M-810 Tape, 45°~ 90° pull strongly, no visible decoration falling off. 正常力,用手拔,无明显 松动 It have not obviously loose when you pulled it by hands with normal force 正常力,用手拔,无明显 松动 It have not obviously loose when you pulled it by hands with normal force
结构 Construction 杂质 Foreign Matter 颜色 Color
无导致使用者伤害的突出物。 serious protusions that would be harmful to end user.
瓶表面无可能污染产品的杂质(灰尘、油污等) No foreign matter (dirt, grease, etc.) that would contaminate the product. 符合标样。 Conform to the approved Standard Sample.
包材出货检验标准
1:适应范围本公司所有真空瓶、乳液瓶类系列产品,成品出货验收需按此标准执行。
2:规范性文件引用:GB/T-2828.1-2003 计数抽样检验程序:按接收质量限(AQL)检索的逐批检验抽样计划.GB/T 2829 周期检验计数抽样程序及表(适用于对过程稳定性的检验).QB/T 1685-2006 化妆品产品包装外观要求.QB/T 1684-2006 化妆品检验规则.GB/T 14449- 93 气雾剂产品测试方法.GB7918-87 化妆品卫生标准.GB/T 9286-1998 色漆和清漆漆膜的划格试验.GB 191-2000 包装储运图示标志.3:标准术语解释:3.1 缺陷的定义:a.致命缺陷(CRITICAL):使产品功能特性失效/ 安全隐患/违反法律法规要求;b.主要缺陷(MAJOR):影响产品使用/不能滿足客户某种功能特性要求;c.次要缺陷(MINOR):不影响产品使用及功能特性,但在视觉上不美观。
3.2 表面主次面定义:产品外观应为在正常使用情况下,按照表面的重要性进行评估;a.主要面:整体组合之后,被关注的外露部位。
如产品顶部、中间及目视明显的部位。
b . 次要面:整体组合之后,被隐藏部位及不被关注或不易发现的外露部位。
如产品底部。
3.3 合格、不合格的定义:合格:产品的质量特性符合技术标准规定;不合格:产品的质量特性不符合技术标准规定。
4:检验条件4.1 外观检验环境光源:100W冷白荧光灯,光源距被测物表面50~55㎝(照度达500~550LUX)被测物表面与眼睛距离:30~35㎝.视线与被测物表面角度:45 ±15 °检验时间:≤ 12 S检验员视力:裸视或矫正视力在1.0以上且无色盲.4.2 尺寸:用直尺或精度 0.02mm 游标卡尺对样本进行测量并记录值。
4.3 重量:用分度值 0.01g 的电子称对样本进行称量并记录数值。
4 .4 容量:将样本放在分度值 0.01g 的电子称称量,去除瓶的毛重,把自来水注入样本瓶内到满口并记录容积换算数值(必要时直接注入膏体或将水与膏体的密度换算)。
包材品质确认表
调达部 承認
技术部 承認 承認
受入部門 確認 作成
工程変更 作成
判定
作成
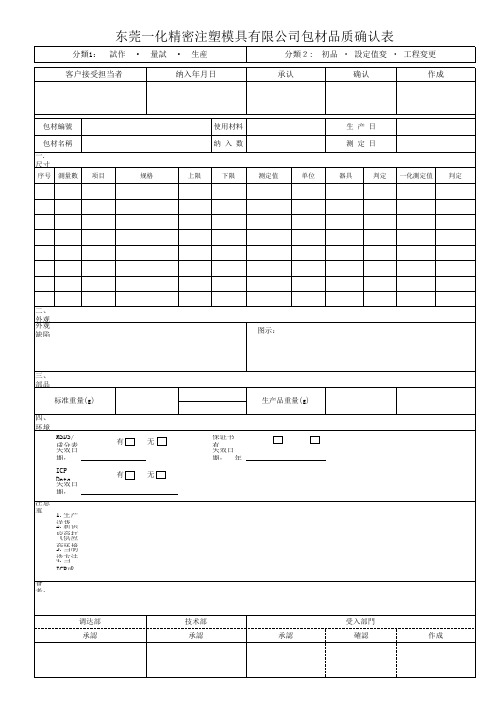
东莞一化精密注塑模具有限公司包材品质确认表
分類1: 試作 · 量試 · 生産 分類2: 承认 初品 ・ 設定值変 ・ 工程変更 确认 作成 客户接受担当者 纳入年月日
包材編號 包材名稱 一.尺寸检查
序号 測量數 项目 规格 上限
使用材料 纳 入 数
生 产 日 测 定 日下限源自测定值单位器具
判定
一化測定值
二、外观检查 外观缺陷描述:(如有) 图示:
三、部品重量 标准重量(g) 四、环境物质确认 MSDS/成分表 失效日期: ICP Data 失效日期: 注意事项: 1.生产送货时,请将此表填妥后交一化品质管理部。(每次交货时都要提供) 2.新供应商打样时,除提供此确认份表、MSDS或ICP报告以外,还须同时填妥以下资料交于一化品质管理部: 《供应商环境信息调查表》、《环境协议》、《有关产品中所含物质的保证书》、《变更管理确认书》. 3.当制造方法、材料、担当人员、制造场所发生变更明,请提交《变更管理确认书》。 4.当ICP或MSDS、保证书在失效日期的前一个月,请主动提供新的ICP或MSDS、保证书于一化品质管理部. 备考: 年 年 有 月 有 月 日 无 日 无 保证书 有 无 失效日期: 年 月 日 生产品重量(g)
包材类检验报表V1.0
检验方式 检验项目
加严检验 放宽检验
正常检验 全检
检验内容
项目 AC/RE
NG
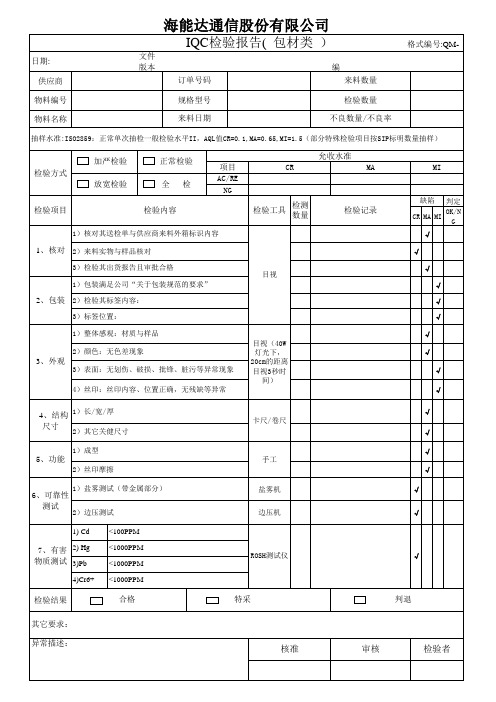
1)核对其送检单与供应商来料外箱标识内容
允收水准
CR
MA
检验工具
检测 数量
检验记录
MI
缺陷 判定
CR
MA
MI
OK/N G
√
Hale Waihona Puke 1、核对 2)来料实物与样品核对√
3)检验其出货报告且审批合格 1)包装满足公司“关于包装规范的要求”
1)成型 5、功能
2)丝印摩擦
1)盐雾测试(带金属部分) 6、可靠性
测试 2)边压测试
卡尺/卷尺
手工 盐雾机 边压机
√ √ √ √ √ √
1) Cd 7、有害 2) Hg 物质测试 3)Pb
4)Cr6+
检验结果
<100PPM <1000PPM <1000PPM <1000PPM
合格
ROSH测试仪 特采
目视
2、包装 2)检验其标签内容:
3)标签位置:
√ √ √ √
1)整体感观:材质与样品
2)颜色:无色差现象 3、外观
3)表面:无划伤、破损、批锋、脏污等异常现象
4)丝印:丝印内容、位置正确,无残缺等异常
目视(40W 灯光下, 20cm的距离 目视3秒时
间)
√ √
√ √
4、结构 1)长/宽/厚 尺寸
2)其它关健尺寸
√ 判退
其它要求: 异常描述:
核准
审核
检验者
日期: 供应商
海能达通信股份有限公司
IQC检验报告( 包材类 )
文件
药品包装用材料、容器注册验收评分明细表.doc
附件三
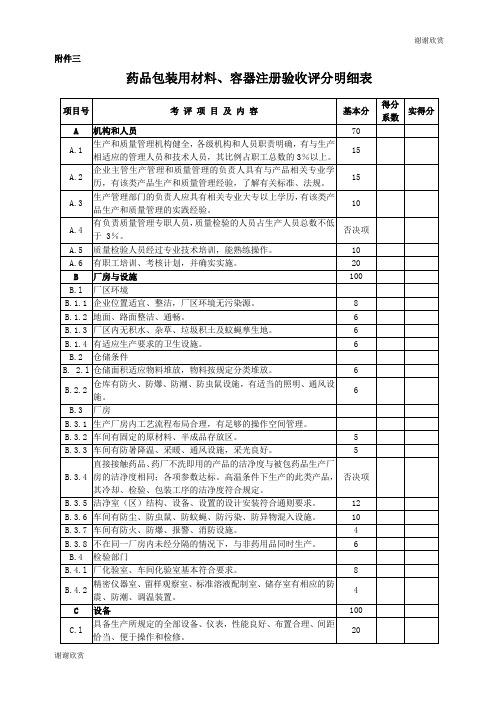
药品包装用材料、容器注册验收评分明细表
说明
(一)本评分明细表依据国家药品监督管理局的《药品包装用材料、容器注册验收通则》制定。
(三)实际评分达总分的70%(含70%)为合格,出现下列情况之一者实行否决:
1、评分明细表中有一章达不到章总分的70%。
2、企业和部门质量负责人与生产负责人互相兼任或由非在编人员担任。
3、设有独立质量管理部门或质量管理专职人员,不具备对产品进行检测的条件。
4、生产不洗即用药包材产品的车间没有空气净化调节系统,不符合《通则》规定的洁净级别。
5、产品经一次抽三批样品检验不合格。
(四)对考核项目逐条评定,评审采用系数评定法,共分为五个档次即:
1、满意:按标准分×系数1.0。
2、执行情况较好,尚需改进:按标准分×系数0.8。
3、基本达到要求,按标准分×系数0.7。
4、部分达到要求,按标准分×系数0.4。
5、尚未执行,按标准分×系数0。
(五)检查中不涉及的条款,计算得分率时应在分子、分母同时扣除不涉及条款的基本分。
包装材料检验规范(含表格)
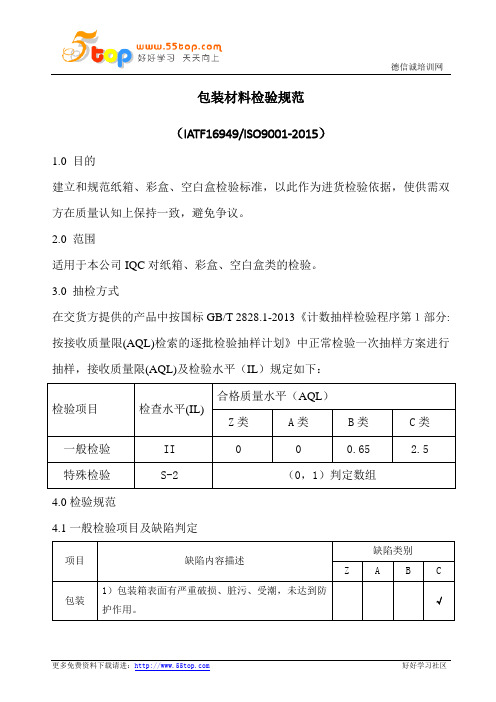
包装材料检验规范(IATF16949/ISO9001-2015)1.0 目的建立和规范纸箱、彩盒、空白盒检验标准,以此作为进货检验依据,使供需双方在质量认知上保持一致,避免争议。
2.0 范围适用于本公司IQC对纸箱、彩盒、空白盒类的检验。
3.0 抽检方式在交货方提供的产品中按国标GB/T 2828.1-2013《计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划》中正常检验一次抽样方案进行抽样,接收质量限(AQL)及检验水平(IL)规定如下:检验项目检查水平(IL)合格质量水平(AQL)Z类A类B类C类一般检验II 0 0 0.65 2.5 特殊检验S-2 (0,1)判定数组4.0检验规范4.1一般检验项目及缺陷判定项目缺陷内容描述缺陷类别Z A B C包装1)包装箱表面有严重破损、脏污、受潮,未达到防护作用。
√2)包装箱上未注明物料代码、规格描述、数量、厂家等内容√3)包装箱上注明物料代码、规格描述、厂家等内容与实际来料不符。
√4)装箱上注明物料代码、规格描述、厂家等内模糊不清。
√外观1)表面严重脏污、斑点、划伤、破裂、严重起皱、压痕。
√2)折线破裂、断裂长度大于30mm。
√3)箱盖对口错位超过5mm。
√4)图案、标记、字体内容、位置与样品不一致。
√5)图案、标记、字体残缺、模糊不清。
√6)彩盒颜色深浅与样品不一致。
√7)纸箱(含彩箱)提手扣位断裂。
√8)表面有裂口、孔径大于5mm。
√9)表面有湿斑、浆块。
√10)箱盖折叠后中间缝隙大于3mm √11)箱钉钉距大于75mm、排列错位、距离不均匀(与样品相比,两端公差+/-10mm,中间+/-20mm)。
√12)箱钉未钉牢,脱落,叠钉、翘钉、锈蚀、剥层、氧化现象。
√13)铜钉超出搭边。
√14)打钉处、粘胶处搭边距离小于20mm,存在隐患。
√15)搭边脱胶、溢胶,导致产品被粘住,打不开。
√16)混有其它型号物料。
√17)来料潮湿,水份未干。
包材检验标准

1.目的规范各类包材的检验标准及各部位名称的统一性,加强包材的质量控制,确保包材检验的合理化。
2.范围本作业适用于进料检验中所有规格类型的包材检验。
3.定义3.1.包材:包装材料,对产品外观、尺寸特性无影响。
4.职责4.1.IQC检验员依据本作业指导书负责对包材实施检验。
5.作业内容5.1.进料检验中所有物料的检验均按:IL-STD-105ELEV-II抽样水准AQL值为:CR:(严次缺陷)0MAJ:(主次缺陷)1.0MIN:(轻次缺陷)2.55.2.我司包材的种类主要分为:纸箱纸盒类、薄膜袋类、托盘类、吸塑盘类和纸卡标贴类。
5.1.1纸箱纸盒类:5.1.2薄膜袋类:5.1.3托盘类:5.1.4吸塑盘类:5.1.5纸卡标贴类:5.3.纸箱纸盒类检验要求:5.2.1检查项目:a)编码检查b)材质检查c)尺寸检查d)外观检查e)装订检查f)印刷检查g)性能检查5.2.2检查内容及检查工具:5.4.薄膜袋类检验要求:5.3.1检验项目:a)编码检查b)材质检查c)尺寸检查d)外观检查e)印刷检查5.3.2检查内容及检查工具5.5.托盘类检查要求5.4.1检验项目a)编码检查b)尺寸检查c)强度检查d)外观检查5.6.吸塑盘类检验要求5.5.1检验项目:a)编码检查b)尺寸检查c)外观检查5.5.2检查内容及检查工具5.7.纸卡标贴类检验要求5.6.1检查项目:a)编码检查b)尺寸检查c)印刷检查d)外观检查5.6.3对客户有特殊要求的纸卡标贴,按照客户要求检验,具体参照技术要求。
6.作业流程无7.相关文件《MIL-STD-105E应用标准》8.会签表品管部检验规范申请表检验规范类结构表申请日期TAIZHOUfONGHEVALVECO.._-DZHEJIANGYONGHESANITATIONCO..LTD。
包材检验标准

�量测尺 度高或尺卡标游�视目 视目
歪头瓶 形变
观
感触、视目 下一 敲轻轻槌木及查检视目 视目 视目 视目 视目 视目 视目 法方查检
刺毛 薄厚身瓶 损破 缝裂 口缺 入混 、着附物异 误错示表 入 混种品异 目项查检 外
测检观外与能功 . 5
。化变无有测目�后燥干然自其让�出取后钟分 0 1 - 5 过�中液溶醇乙的% 0 8 入浸瓶金烫、涂喷将�剂溶耐 5 . 4 。化变无
值 差公量容
观
C C C 个 3 野视 1 个 2 野视 1 C 数许允
外以值格规在值均平 显明不底瓶 感手触有线夫哈 泡气破无 ㎜ 2 -㎜ 5 . 0 工手 ㎜ 1 -㎜ 5 . 0 制机 径直泡气 子石色颜它其有许允不
平天子电 视目 感触、视目
量容内 疤刀剪 线夫哈
)下一 掐手用泡气面表 (视目
4991�2048OS I 准标际国 1.2
。性能可的本版新最准标列下用使讨探应方各的准标本用使�订修被会都准标有所。效有为 均本版有所�时版出准标本。文条的准标本成构而用引中准标本在过通�文条的含包所准标列下 准标用引�2 。准标本 用采即节细的验检于关�中准标品产体具�准标用通司公本。验检样抽的料材装包厂进于用适准标本 2.1 。案方的检抽样抽验检材包了定规准标本 1.1 围范用适与容内题主�1
N M L K J H G F E I
K J J H G G F E E 4-S
H G G F F E E D D 3-S
E E E D D D C C C 2-S
D D D C C C C B B 1-S
100005≥ 000005-100051 000051-10053 00053-10001 00001-1023 0023-1021 0021-105 005-182 082-151 围范量批
包装材料 检验标准

包装材料检验标准1. 引言包装材料在产品的生产、运输和储存过程中起着关键的作用。
为了确保产品的质量和平安性,包装材料需要进行严格的检验。
本文档旨在介绍包装材料的检验标准,并提供一些常见的检验工程和方法。
2. 检验标准包装材料的检验标准通常根据国家相关标准或行业标准来制定。
以下是一些常见的包装材料检验标准:2.1. 尺寸和形状•尺寸:检验包装材料的长度、宽度和厚度是否符合规定。
•形状:检验包装材料的平整度、平行度和直角度是否符合规定。
2.2. 物理性能•强度:检验包装材料的抗拉强度、抗压强度和抗撕裂强度。
•弹性:检验包装材料的弹性模量和回弹性。
•耐磨性:检验包装材料的耐磨性和摩擦系数。
2.3. 包装性能•密封性能:检验包装材料的气密性和液密性。
•包裹性能:检验包装材料的包裹性能和包装紧密度。
•抗震性:检验包装材料的抗震能力和冲击吸收能力。
2.4. 平安性能•化学物质:检验包装材料是否含有有害化学物质,如重金属、有机溶剂等。
•食品平安:检验包装材料是否符合相关食品平安标准。
3. 常见检验工程和方法3.1. 尺寸和形状检验尺寸和形状的检验可以采用以下方法:•使用千分尺或卷尺测量包装材料的长度、宽度和厚度。
•使用平行度规或量规检验包装材料的平直度和直角度。
3.2. 物理性能检验物理性能的检验可以采用以下方法:•使用万能拉力试验机测量包装材料的抗拉强度和抗压强度。
•使用裂纹扩展试验机测量包装材料的抗撕裂强度。
•使用弹性模量测试仪测量包装材料的弹性模量和回弹性。
•使用摩擦系数测定仪测量包装材料的耐磨性和摩擦系数。
3.3. 包装性能检验包装性能的检验可以采用以下方法:•使用气密性测试仪测量包装材料的气密性。
•使用液密性测试仪测量包装材料的液密性。
•使用包裹性能测试仪测量包装材料的包裹性能和包装紧密度。
•使用震动试验台测量包装材料的抗震性能和冲击吸收能力。
3.4. 平安性能检验平安性能的检验可以采用以下方法:•使用化学分析仪器检测包装材料中是否存在有害化学物质。
包装材料通用检验标准
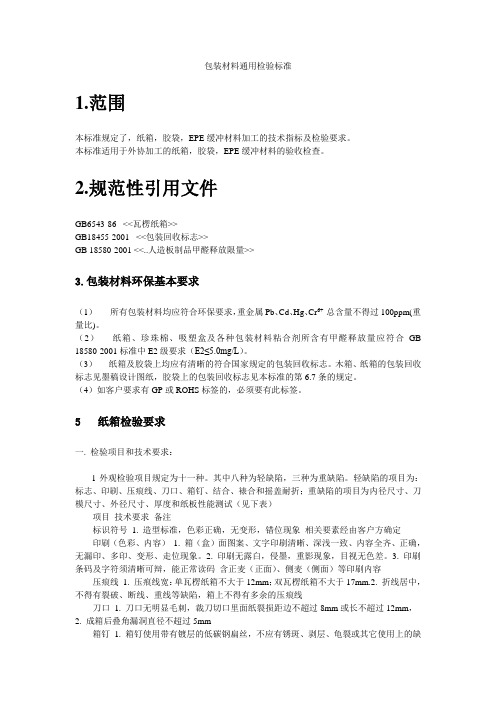
包装材料通用检验标准1.范围本标准规定了,纸箱,胶袋,EPE缓冲材料加工的技术指标及检验要求。
本标准适用于外协加工的纸箱,胶袋,EPE缓冲材料的验收检查。
2.规范性引用文件GB6543-86 <<瓦楞纸箱>>GB18455-2001 <<包装回收标志>>GB 18580-2001 <<..人造板制品甲醛释放限量>>3.包装材料环保基本要求(1)所有包装材料均应符合环保要求,重金属Pb、Cd、Hg、Cr6+ 总含量不得过100ppm(重量比)。
(2)纸箱、珍珠棉、吸塑盒及各种包装材料粘合剂所含有甲醛释放量应符合GB 18580-2001标准中E2级要求(E2≤5.0mg/L)。
(3)纸箱及胶袋上均应有清晰的符合国家规定的包装回收标志。
木箱、纸箱的包装回收标志见墨稿设计图纸,胶袋上的包装回收标志见本标准的第6.7条的规定。
(4)如客户要求有GP或ROHS标签的,必须要有此标签。
5 纸箱检验要求一. 检验项目和技术要求:外观检验项目规定为十一种。
其中八种为轻缺陷,三种为重缺陷。
轻缺陷的项目为:标志、印刷、压痕线、刀口、箱钉、结合、裱合和摇盖耐折;重缺陷的项目为内径尺寸、刀模尺寸、外径尺寸、厚度和纸板性能测试(见下表)项目技术要求备注标识符号1. 造型标准,色彩正确,无变形,错位现象相关要素经由客户方确定印刷(色彩、内容)1. 箱(盒)面图案、文字印刷清晰、深浅一致、内容全齐、正确,无漏印、多印、变形、走位现象。
2. 印刷无露白,侵墨,重影现象,目视无色差。
3. 印刷条码及字符须清晰可辩,能正常读码含正麦(正面)、侧麦(侧面)等印刷内容压痕线1. 压痕线宽:单瓦楞纸箱不大于12mm;双瓦楞纸箱不大于17mm.2. 折线居中,不得有裂破、断线、重线等缺陷,箱上不得有多余的压痕线刀口 1. 刀口无明显毛刺,裁刀切口里面纸裂损距边不超过8mm或长不超过12mm,2. 成箱后叠角漏洞直径不超过5mm箱钉 1. 箱钉使用带有镀层的低碳钢扁丝,不应有锈斑、剥层、龟裂或其它使用上的缺陷。
包材检验标准
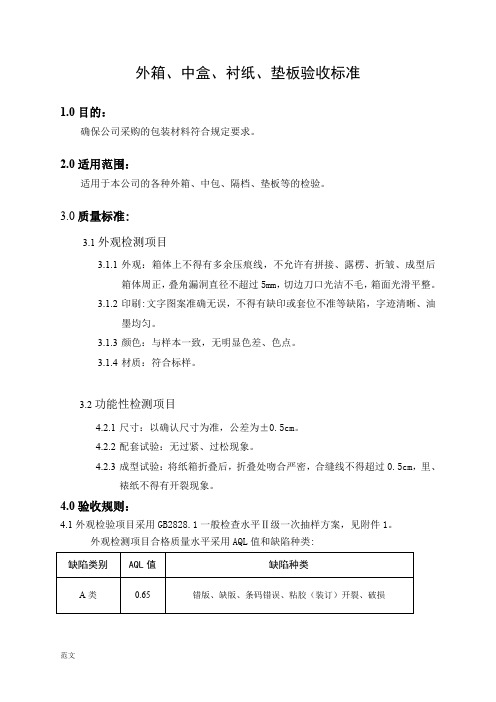
外箱、中盒、衬纸、垫板验收标准1.0目的:确保公司采购的包装材料符合规定要求。
2.0适用范围:适用于本公司的各种外箱、中包、隔档、垫板等的检验。
3.0质量标准:3.1外观检测项目3.1.1外观:箱体上不得有多余压痕线,不允许有拼接、露楞、折皱、成型后箱体周正,叠角漏洞直径不超过5mm,切边刀口光洁不毛,箱面光滑平整。
3.1.2印刷:文字图案准确无误,不得有缺印或套位不准等缺陷,字迹清晰、油墨均匀。
3.1.3颜色:与样本一致,无明显色差、色点。
3.1.4材质:符合标样。
3.2功能性检测项目4.2.1尺寸:以确认尺寸为准,公差为±0.5cm。
4.2.2配套试验:无过紧、过松现象。
4.2.3成型试验:将纸箱折叠后,折叠处吻合严密,合缝线不得超过0.5cm,里、裱纸不得有开裂现象。
4.0验收规则:4.1外观检验项目采用GB2828.1一般检查水平Ⅱ级一次抽样方案,见附件1。
外观检测项目合格质量水平采用AQL值和缺陷种类:注:若有新的缺陷种类可补充,以标样为准。
4.2功能性测试抽样方案尺寸检测按每批10个样本数随机抽检,配伍试验按同一供方每5批抽检一批,样本数为10个。
每一样品每一项目不得出现不合格项。
5.0验收方法:5.1外观、颜色、印刷、材质检查以目测为主,在光线充足环境,正常视力下,距眼正前方30cm—40cm处进行检查。
5.2 尺寸:把纸箱撑开成型、相邻面夹角成90°,用菲林尺量取搭接舌边以外的、构成长宽两面间的距离为箱长、箱宽,量取构成箱高的底、盖间的距离为箱高。
5.3配套试验:中盒、纸箱等与相应包材配套,无过紧过松现象,宽松适中。
6.0判定:根据样本检查的结果,若在样本中发现的不合格品数小于或等于合格判定数,则该批为合格批,若在样本中发现的不合格品数大于或等于不合格判定数,则该批为不合格批。
花盒、商标、卷膜、铝箔、底托验收标准1.0目的:确保公司采购的包装材料符合规定要求。
包装材料 检验标准(共7页)
包装材料(Liao)查验尺度一、主题内(Nei)容与使用范围本尺度规定了进厂包(Bao)装材料的质量和技术要求。
本尺度适用于本公司采购的大宗包装材(Cai)料。
包装材料的质量和技术要求局(Ju)部没有列出的材料,按订货合同要求进行查验和判定。
二、引用尺度1、GB 10344饮料酒标签尺度2、GB 191包装储运图示标记3、GB 12904商品条码4、BB/T 0018包装物葡萄酒瓶5、GB6543瓦楞纸箱6、GB 7718预包装食品标签通那么三、质量和技术要求<一> 纸箱1、本尺度参照GB6543尺度制定2、纸箱的质量和技术要求箱体方正,箱盖合拢无离缝,尺寸大小符合要求。
纸箱外外表不允许有明显的损坏和污迹,如有样箱的,颜色图案应与样箱一致。
箱面印刷图字清晰,颜色深浅一致,光亮鲜艳,位置准确,摆布上下偏差不超过5㎜。
纸箱外应标注内容应符合GB7718预包装食品标签通那么要求,图示标记应符合GB191包装储运图示标记要求。
有出产许可证的应标明许可证号。
QS标记式样应按食品出产加工企业质量安然监督办理实施细那么规定的式样印制。
外箱应标有“小心轻放〞、“向上〞、“怕湿〞字样及标记,标注内容应正确,无文字错误。
钉合:瓦楞纸箱使用带有镀层的低碳扁丝或钢丝。
扁丝不该有锈斑、剥层、龟裂或其他使用上的缺陷,扁丝的规格型号与纸箱厚薄相适应。
纸箱接头钉〔粘〕合塔接舌边宽度:普通粘合箱不小于30㎜、钉合箱不小于35㎜,小型彩箱不小于28㎜,金属钉应沿塔接局部中线钉合,箱钉摆列整齐,钉距均匀,单排钉距不大于80㎜,双排钉距不大于90㎜,同一纸箱上的钉距差别应在5㎜之内,箱钉应装钉在纸箱的付版上,采用斜钉〔与纸箱立边成45度角〕或竖钉,头尾钉距上下底面压痕边线不大于20㎜。
钉合接缝应钉牢、钉透,不得有叠钉、翘钉、不转角等缺陷。
2.7粘合瓦楞纸箱应使用乙酸乙烯乳液或具有不异效果的其他粘合剂。
粘合接缝的粘合剂涂布应均匀充(Chong)分,以致面纸别(Bie)离时接缝依然粘合不分,也不该有多余的粘合剂溢出接缝,纸(Zhi)箱撑开后不开胶。
药品包材质量标准

药品包材质量标准工作资料 2009—03-16 16:41 阅读229 评论0字号:大中小(一)聚酯/铝/聚乙烯药品包装用复合膜、袋来源国家药品监督管理局YBB00172002 本品系指聚酯(PET)与铝箔(Al)及聚乙烯(PE)通过黏合剂复合而成的膜。
本品的袋系将上述膜通过热合的方法制成。
本标准适用于固体药品包装用的复合膜、袋。
[外观]取本品适量,照药品包装用复合膜、袋通则(试行)(YBB00132002)外观项下的方法检查,应符合规定。
[鉴别]红外光谱取本品适量,采用内表面反射方法,照分光光度法(中华人民共和国药典2000年版附录ⅣC)测定,PET及PE层应分别与对照图谱基本一致。
[阻隔性能]水蒸气透过量照塑料薄膜和片材透水蒸气性试验方法杯式法(GBl037-88)的规定进行。
试验时PE层向湿度低的一侧,试验温度(38±2)℃,相对湿度(90±5)%,不得过0.5(g/m2·24h)。
氧气透过量照塑料薄膜和薄片气体透过性试验方法压差法(GB/T 1038—2000)的规定进行.试验时PE层向氧气低压侧,试验温度为(23±2)℃,不得过0.5cm3/(m2·24h·0.1MPa)。
[机械性能] PE层与A1层剥离强度照药品包装用复合膜、袋通则(试行)(YBB00132002)内层与次内层剥离强度项下的方法检查,纵、横向剥高强度平均值均不得低于2.5N/15mm。
[热合强度] 膜除另有规定外,裁取100mm×100mm试片四片,将任意两个试片PE面叠合,置热封仪上进行热合,热合温度150℃~170℃,压力0.2~0.3MPa,时间1秒。
从热合的中间部位各裁取3条15mm宽的试样,进行试验。
试样应在温度23℃±2℃,相对湿度50%±5%的环境中,放置4小时以上,并在上述条件下进行试验.以热合部位为中心线,打开呈180度,把试样的两端夹在试验机的两个夹具上,试样轴线与上下夹具中心线相重合,并松紧适宜,夹具间距离为50mm,试验速度为(300±30)mm/min,读取试样断裂时的最大载荷,平均值不得低于12N/15mm。
原辅料质量标准
分发控制号: 受控状态:编制: 审核: 批准:1 目的规定采购物资的质量要求标准,确保采购的物资满足产品生产的要求。
2 适用范围适用于生产所需物资的采购。
3 采购物资进货验收的办法3.1检测中心检验:主要是针对采购物资中直接影响产品质量或产品成本的重点控制物资实行化验室检验。
3.2感官检验:主要是针对采购物资中农林牧渔产品或调味品,采用的主要的检验方法:目视、手摸、口尝、鼻闻等。
3.3对比检验:主要是针对采购物资中,本公司不进行化验室检验的重要物资的控制检验,采用主要的检验方法是:以供方提供的质量证明书或供方提供的产品说明书与公司制定的验收标准实行对比。
应按以下程序进行:a.供方提供的质量证明书或产品说明书中技术质量指标(应包括出厂日期、保质期)与公司制定的验收标准中的技术质量指标要求相符,且产品包装完整无损,产品标识清楚易于识别,应经采购员验收合格,方准予入库。
b.供方提供的质量证明书或产品说明书中技术质量指标(应包括出厂日期、保质期)与公司制定的验收标准中的技术质量指标要求相符,但产品包装破损,可能受到污染,应经品控部判定,进行化验或要求供方复验合格后,方可准予进货。
c.供方提供的质量证明书或产品说明书中技术质量指标(应包括出厂日期、保质期)与公司制定的验收标准中的技术质量指标要求相符,且产品包装完整无损,但产品标识模糊不清,特别是出厂日期、保质期不易识别,应经品控部判定,进行化验或要求供方复验合格后,方准予进货。
d.所有原辅材料(除农副产品、包装物)除索取相关合格证明外,必须索取含有食品添加剂的名称及使用量的县级以上质监部门出具的检验报告给开发员确认。
4 物资采购的质量要求4.1 ☆葱:90%以上的葱直径在1cm以上,葱白长约50—60cm。
葱叶约占总长的三分之一,不允许带沙土、烂叶、干叶等,出率85—90%。
4.2 ☆姜:生姜须新鲜饱满,组织脆嫩,含粗纤维少,不霉烂,不带泥沙。
姜出率达到90%以上。
包材类尺寸公差清单

寶健電子制品廠包材類尺寸參照公差清單
審核﹕制訂﹕
詳細規格說明﹕
注﹕Ⅰ>.紙厚可分為
1)三層瓦楞(又叫單坑)即由兩層平板紙+一層波浪紙組成。
2)五層瓦楞(又叫雙坑)即由三層平板紙+兩層波浪紙組成。
※“U”坑表示平板紙間波浪紋呈U形且粘膠較多﹐此方式紙板有彈性※“V”坑表示平板紙間波浪紋呈V形且粘膠較少﹐此方式紙板彈性較差※“UV”坑表示平板紙間波浪紋呈U.V形相連且粘膠合適﹐此方式紙板力度合適且常用
Ⅱ>.封箱方式有如下几種﹕
1)雙排釘2)單排釘3)膠粘
Ⅲ>.檢測儀器﹕
耐破度儀﹐戳穿強度儀﹐紙板厚度儀﹐紙板水份儀﹐圓型取樣器﹐電子天平儀
環保型可熱封/熱熔材料﹕PETG
環保型可熱縮材料﹕TOF
制表人﹕
[文档可能无法思考全面,请浏览后下载,另外祝您生活愉快,工作顺利,万事如意!]。
包材抽样标准细则
文件编号:WI/HY-PG-021A-2013章节号:ISO9001:2008 之8.2.4 包材抽样标准细则编制:日期:审核:日期:批准:日期:2013-**-** 发布2013-**-** 实施1 目的规范广州环亚化妆品科技有限公司包材的进料检验,保证所有包材满足产品要求。
2适用范围适用于广州环亚科技化妆品有限公司所有进料包材的抽样检验。
3引用文件GB/T 2828.1-2003 《按接收质量限(AQL )检索的逐批检验抽样计划》GB/T 15172-1994 《运输包装件抽样检验》4名词、术语检验:为确定产品或服务的各特性是否合格,测定、检查、试验、度量产品或服务的一种或多种特性,并且与规定要求进行比较的活动。
计数检验:关于规定的一个或一组要求,或者仅将单位产品划分为合格或不合格,或者仅计算单位产品中不合格数的检验。
缺陷:不满足预期的使用要求。
不合格:不满足规范的要求。
A类不合格:有一个或一个以上A 类不合格,也可能还有B类和(或)C类不合格的单位产品缺陷,成为A类缺陷。
B类不合格:有一个或一个以上B类不合格,也可能还有C类不合格但不包含A 类不合格的单位产品缺陷,成类B 类缺陷。
C类不合格:有一个或一个以上C类不合格,但不包含A类或B 类不合格的单位产品缺陷,成为C类缺陷。
不合格品:具有一个或一个以上不合格的产品。
批:汇集在一起的一定数量的某种产品、材料或服务。
批量:批中产品的数量。
样本:取自一个批并且提供有关该批的信息的一个或一组产品。
样本量:样本中产品的数量。
接收质量限( AQL ):当一个连续系列批被提交验收抽样时,可允许的最差过程平均质 量水平。
5 检查水平与 AQLGB/T 2828 规定了 7 个检查水平,即一般检查水平:Ⅰ、Ⅱ、Ⅲ级,特殊检查水平: S-1、 S-2、S-3、S-4 级。
环亚公司采用:外观检验采用一般检查水平:Ⅱ级功能检验采用特殊检查水平:S-3级接收质量限( AQL )采用:A类:主要缺陷 AQL=0.65B类:一般缺陷 AQL=2.5 C类:轻微缺陷AQL=4.06 抽样方案的确定根据来料总件数 N ′依据GB/T 15172-1994 (见附表 1),选择抽样件数,随机抽取 n ′件作为检查样本,根据批量 N 依据 GB/T 2828.1-2003 样本字码表确定样本字码(见附 表 2),按照样本字码确定对应的样本大小n ,从检查样本中随机抽取样本n ,再从样本字码所在的行与 AQL 所在列的相交栏, 找到对应的合格判定数 Ac 和不合格判定数 R (e 见 附表 3)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
LEO捆包材品质判定基准明细表
不良内容不良欠点不良发生原因改善及预防措施LEO品质判定标准
印刷不良 1.印刷错位 1.机器自身精度的关系把机器控制到最稳定的状态 1.套印走位不超过1mm.整体走
2.作业员操作方法不当教育作业员位不超过错3mm<以摇盖色为准>
3.印刷机器的调节关系适时调节机器速度,PQC监督
2.印刷露白 1.印刷机压力调节过轻按货品的坑型规格调节压力细数 1.小白点在3平方毫米以内可以.每个面不可以超过3个.
<限度样板制作> 2.胶板或纸箱上粘付有纸屑发现后及时停机清理改善不良品可以修理,修理的效果要看LEO的具体要求.<制作
3.纸板自身不良,变形或凹陷加强纸板线人员品质意识,保护好纸板限度样板>3.文字以及标识上不可以有露白.
3.油墨飞散 1.机器速度过快,甩油控制机速在4000-5000张/小时以内 1.黑点在3平方毫米以内可以.
2.胶板松动时会有油墨飞散印刷前对胶板送紧度,印刷过程中发现有胶板松动要及时挺机进行调整.每个面不可以超过3个.2.文字
3.机器调节时造成但未发现检查完成后必须彻底清洗干净方可开始以及标识上不可以有.
4.印刷粘连 1.油墨粘度过高在调机过程中一定要把油墨调到最佳状态,调机实验品不可混到量货里以文字有可读性为限(可作成限度样板)
<限度样板制作> 2.胶板老化一经发现立即更换,对胶板进行寿命管理
3.机器调节不当,压力过重调机人员一定要经过正式培训
5.印刷不完全 1.压力过轻,局部印刷不到按货品的坑型规格调节压力细数 1.小白点在3平方毫米以内可以.每个面不可以超过3个.
2.胶版自身残缺印刷前对胶板确认,一经发现立即更换,对胶板进行寿命管理不良品可以修理,修理的效果要看LEO的具体要求.<制作
3.纸板自身不良,变形或凹陷加强纸板线人员品质意识,保护好纸板限度样板>3.文字以及标识上不可以有露白.
纸箱破损 1.箱子的打包带的勒痕 1.打包用的纸皮未摆好或脱落规范打包人员的作业手法不可
2.打包带过紧打包前对打包机的松紧度要进行调节
3.搬运时的方法及用力不当对运输搬运人员作教育培训
2.纸箱角的碰损 1.作业员搬运不当对运输搬运人员作教育培训 1.上摇盖不超过20*20mm.下摇盖不超过30*30mm
2.纸箱摆放不当,易发生碰撞(三角形状)
3.运输时对纸箱的保护不当
4.作业员对产品的保护意识不够
3.纸箱表面的破损 1.搬运不当加强操做人员品质意识,小心作业避免货品出现破损上外侧摇盖不可有破损,上内侧摇盖,同下内外摇盖
2.摆放不当,运输途中造成摩擦,碰撞破损在5mm以内可以
3.仓库放置不当,发生摩擦,碰撞
4.纸箱边缘的碰损 1.搬运不当对仓库/运输人员作教育培训,加强对货品的保护意识①上外侧摇盖边缘的破损不可;
2.摆放不当,运输途中造成摩擦,碰撞②上内侧、下内外侧摇盖破损在1mm为限
3.仓库放置不当,发生摩擦,碰撞③其他破损不影响封箱后整体效果可以
5.表面凹陷 1.作业员对产品的保护意识不强同上纸箱表面不破损为限
2.纸箱摆放不当,易发生碰撞
3.运输时对纸箱的保护不当
6.边缘折皱 1.作业员对产品的保护意识不强同上上外侧摇盖边缘的破损在1MM以内可以,其他破损不
2.纸箱摆放不当,易发生碰撞影响封箱后整体效果可以
3.运输时对纸箱的保护不当
纸箱脏污 1.表面油迹 1.运输过程中滴到未查明不可
2.机器漏油严格检查
2.纸箱表面脚印 1.运输人员踩到纸箱生产QC共同确认OK后方可以量产不可
2.垫板自身脏污转移到纸箱上要求摆放的卡板必须垫上清洁的垫板
3.加工作业员踩到纸箱教育指导为主,建立奖罚制度
3.表面灰尘,脏污 1.库存品出货前清扫不彻底出货前对货品进行检查,对灰尘做彻底清扫不可
2.仓库货品保存不当对货品在库进行监控,对于暂不出货的货品做防护措施
3.货品包装不当更改合理的包装方式
4.表面有胶水痕迹 1.作业时溢出胶水按货品的粘条大小调节上胶量宽度5mm以内
2.确认是原纸纸斑反馈IQC对供应商的管理
5.油墨脏污 1.胶板翘印刷时拖曳印刷前对胶板的松紧度进行确认,印刷过程中如有发现胶板松动立即停机整修不可
<限度样板制作> 2.修正品的油墨未干时转写发生对修理过的纸箱进行全检
3.作业员在确认修正品时用手摸试造成教育指导为主,建立奖罚制度
4.切换时机器清洗不彻底印刷前对机器做彻底清洗
加工不良 1.材料使用错误 1.纸板线作业员操作错误严格按生产单要求作业不可
2.因该尺寸原纸在库不足而有意更换如遇到此种情况必须事前知会客人
3.加工作业员做货时取错材料教育指导为主,建立奖罚制度
4.质检人员未检出或漏检教育指导为主,建立奖罚制度
2.纸箱边缘毛边 1.开槽刀不锋利定期检查,及时更换毛边不超过3mm
2,操作人员未校正好的机器必须确认合格后方可量产
3.质检人员检查不彻底教育指导为主,建立奖罚制度
3.啤切不完全 1.刀模不锋利定期检查,及时更换不可
2.纸屑未去除掉必须确认合格后方可出货
3.啤压机器压力调节不当对于调正机器的人员必须要求其准确性
4.纸箱折痕 1.纸板线生产时自身造成折痕尽量避免折痕仅表纸部分,每个纸箱只允许有1条贯通的折痕。
.
2.作业员拿取时造成同上<保证耐压>
3.搬运不当造成同上
5.纸碎混在货品里 1.啤切部品的纸屑未清除干净彻底教育不可
2.打包人员对外观检查不彻底教育指导为主,建立奖罚制度
6.啤切掉的纸碎未去除 1.作业员未确认生产要求生产前确认好货品的相关要求不可
2.有个别部分未去除操作人员除去纸碎后,全检后出货
7.纸箱尺寸不良 1.作业员未按生产要求作业,调机错误生产QC共同确认OK后方可以量产不可
2.纸板变形或凹陷倒致啤切走位加强纸板线人员品质意识,保护好纸板
3.机器自身精度的关系不机器控制到最稳定的状态
4.质检人员未检出或漏检加强QC人员的检查出力
8.坑形做错 1.纸板线作业员操作错误生产QC共同确认OK后方可以量产不可
2.作业员未按生产要求作业教育指导为主,建立奖罚制度
3.加工作业员做货时取错材料货品要标示清楚
4.质检人员未检出或漏检加强QC人员的检查能力。