基于PLC的烤箱佳肴箱控制系统的设计
电烤箱温度控制计算机控制系统设计
计算机控制系统课程设计说明书电烤箱温度控制系统设计DESIGN OF ELECTRIC OVEN TEMPERATURECONTROL SYSTEM学生姓名周泽民学院名称信电工程学院学号20120501153班级12电气 1专业名称电气工程及其自动化指导教师曹言敬2015年7月10日摘要本次温度控制系统设计整体而言完全可以实现对电烤箱温度闭环恒定控制。
但是不当之处在所难免。
当热电阻检测出当前电烤箱所处温度时,不能和预置温度一起以数字形式很直观的对比显示出来。
及操作者无法同时看到电烤箱当前所处温度和预置温度。
鉴于此种情况,应再外接一个数码显示器以软件程序来实现,将电烤箱当前所处温度和预置温度同时显示出来;在实际使用过程中,由于电烤箱加热时有一定得温度缓冲,即当电烤箱断电时,加热并不是立即停止,而是过一段时间后温度才慢慢停下来以致开始下降。
这样就使得我们控制很不准确,会出现严重超温或者低温现象。
鉴于此种情况,我们应在电烤箱温度接近我们要求的温度时,由连续加热或连续降温改为断续加热或断续降温。
关键词单片机;温度;电烤箱;控制目录1 绪论 (1)1.1 技术指标 (1)1.2控制方案 (1)1.2.1 控制系统的建模 (1)1.2.2 PLC系统 (2)1.2.3 单片机系统 (3)1.2.4选择最优方案 (3)2硬件部分设计 (5)2.1 C51单片机简介 (5)2.1.1 中央处理器CPU (5)2.1.3 AT89C51单片机引脚功能 (6)2.1.4 AT89C51单片机时钟电路及时序 (8)2.1.5 AT89C51单片机复位电路 (9)2.2 温度检测电路设计 (9)2.2.1 温度传感器 (9)2.2.2 变送器 (10)2.2.3 A/D转换 (10)2.3 温度控制电路设计 (12)2.4 键盘电路设计 (14)2.5 数码管显示电路设计 (15)3控制程序设计 (18)3.1 工作流程 (18)3.2 功能模块 (18)3.3 资源分配模块 (18)3.4 软件功能设计 (18)3.4.1 键盘管理 (18)3.4.2 显示管理 (19)3.4.3 温度检测模块 (20)3.4.4 温度控制模块 (21)3.4.6主程序模块 (22)3.5 基于SIMULINK的PID仿真 (22)结论 (25)致谢 (26)参考文献 (27)附录 (28)附录1 (28)附录2 (29)1 绪论1.1 技术指标温度控制是工业生产过程中经常遇到的控制,有些工艺过程对其温度的控制效果直接影响着产品质量,因而设计一种较为理想的温度控制系统是非常有价值的。
基于PID算法的电烤箱控制系统

院(系):电气工程学院 教研室:自动化注:成绩:平时20% 论文质量60% 答辩20% 以百分制计算课程题目基于PID 算法的烤箱温度控制系统设计课程设计(论文)任务课题完成的功能、设计任务及要求、技术参数实现功能采用单片机作为控制器,由pt100测量温度,与设定温度进行比较,经过PID 运算后调整温度控制信号的占空比,将温度控制在规定范围内,并要求实时显示当前温度值,用三位LED 灯显示。
被控对象为s e s T K τ-+100,仿真研究时用15.0211+⨯+s s 近似。
设计任务及要求1、确定系统设计方案,包括单片机的选择,输入输出通道,键盘显示电路和报警电路;2、建立被控对象的数学模型;3、推导控制算法,设计算法的程序流程图或程序清单;4、仿真研究,验证设计结果;5、撰写、打印设计说明书一份;设计说明书应在4000字以上。
技术参数温度控制范围:室温+20~260℃ 误差小于:±5%进度计划1、布置任务,查阅资料,确定系统方案(1天)2、被控对象建模(1天)3、算法推导,程序设计(3天)4、仿真研究(2天)5、撰写、打印设计说明书(2天)6、答辩(1天)指导教师评语及成绩平时:_______ 论文质量:_________ 答辩:__________总成绩:________ 指导教师签字:_________年 月 日摘要随着社会的不断发展,人们改造自然的能力也在不断的提高。
机器的诞生,为我们减少了部分或者全部的脑力劳动和体力劳动。
电子技术的诞生更是带来了翻天覆地的变化。
机电控制系统成为机械技术与微电子技术集成的共性关键技术。
人们通过它可以使机械完全按照自己的意愿来执行。
本设计采用单片机控制。
单片机在日常生活中的运用越来越广泛。
温度控制在工业生产中经常遇到。
从石油化工到电力生产,从冶金到建材,从食品到机械都要对温度进行控制.甚至在有些产品生产过程中温度的控制直接影响到产品的质量。
(完整word版)基于PLC的烤箱佳肴箱控制系统的设计

成都电子机械高等专科学校成教院毕业设计(论文)论文题目:基于PLC的烤箱佳肴箱控制系统的设计教学点:指导老师:刘老师职称:讲师学生姓名:李黄瓜学号: 00000000专业:机电一体化技术成都电子机械高等专科学校成教院制二零一三年四月二十五日成都电子机械高等专科学校成教院毕业设计(论文)任务书题目:基于PLC的烤箱佳肴箱控制系统的设计任务与要求:时间:2010 年 1 月4 日至2010 年4 月25 日共15 周教学点:学生姓名: 李黄瓜学号: 000000000专业:机电一体化技术指导单位或教研室:指导教师:刘老师职称:讲师成都电子机械高等专科学校成教院制毕业设计(论文)进度计划表本表作评定学生平时成绩的依据之一。
摘要能使烘烤物受热均匀,由里及外,时间迅速.配有自动恒温、定时断电,超温报讯、操作简便等特点.烘烤的食品色泽鲜艳、味香扑鼻。
烘烤箱是应用较广泛的家电,特别是家庭、餐厅、企业、以及各种饮食企业中有着普遍的应用。
随着机电控制技术的发展,主要体现出了单片机和PLC两种控制方式.温度控制在工业生产中经常遇到。
从石油化工到电力生产,从冶金到建材,从食品到机械都要对温度进行控制。
甚至在有些产品生产过程中温度的控制直接影响到产品的质量。
PLC温度控制无论是现在还是未来都会起到重要作用.关键词:PLC、自动化、控制系统、烤箱AbstractCan make the baking material is heated evenly,by inside and outside,time quickly. Equipped with automatic constant temperature,regular power outages, overtemperature quote inquiry,convenient operation,etc. Bright color,taste sweet and tangy baked goods。
基于三菱PLC的电烤箱温度系统

基于三菱PLC的电烤箱温度系统摘要:随着社会的不断发展,人们改造自然的能力也在不断的提高。
机械技术的发明和使用,减轻了劳动人民和工作人员的劳动力也减少了工作时间,电子信息技术的发展是人们的生活越来越现代化和科技化,生活中到处都越来越方便快捷。
机电控制技术与微电子技术这两项技术结合在一起产生的机械产品,是人们可以对机械机器进行人为的控制和设定,从而改变机器的运作状态和功能。
在机电技术方面,我们主要是用到的是三菱PLC和单片机两种,针对本课题的设计,采用的是三菱PLC,三菱PLC的使用在的现代的生活中已经非常普遍了,很多生活用品家电器具中都会用到它,一些生产制造的企业也会用到。
在工业生产中,对产品生产环境温度的控制是非常有必要的。
从石油化工到电力生产,从食品到机械对温度的要求都是严格的,有些产品的生产过程或者储存中,温度把控不好可能直接造成产品的质量问题。
所以三菱PLC在这些产品中就起到很重要的作用。
本文就介绍了以三菱PLC为核心的电烤箱内部系统,主要介绍其内部的温度控制系统是如何设计和工作的。
通过研究我们发现电烤箱内部的控制系统是分为硬件部分和软件部分的。
本文将主要针对这两个模块来对电烤箱的温度控制系统进行详细研究和分析。
文章最后也对本设计进行了总结,同时对温度控制系统的发展提出了几点个人建议。
关键词:三菱PLC;电烤箱;温度控制Electric oven temperature system based on Mitsubishi PLC Abstract: With the continuous development of society, people's ability to transform nature is also constantly improving. The invention and use of mechanical technology has lightened the labor force of working people and workers and reduced working hours. The development of electronic information technology has made people's life more and more modern and technological, and everywhere in life is more and more convenient and fast. The mechanical products produced by the combination of electromechanical control technology and microelectronics technology is that people can control and set the mechanical machine artificially, thus changing the operation state and function of the machine.In mechanical and electrical technology, we mainly use Mitsubishi PLC and single-chip computer. For the design of this subject, we use Mitsubishi PLC. The use of Mitsubishi PLC has been very common in modern life. It is used in many household appliances and appliances, and also in some manufacturing enterprises. In industrial production, it is very necessary to control the temperature of production environment. From petrochemical industry to electric power production, from food to machinery, the temperature requirements are strict. In the production process or storage of some products, poor temperature control may directly cause product quality problems. So Mitsubishi PLC plays an important role in these products.This paper introduces the internal system of electric oven with Mitsubishi PLC as the core, mainly introduces how to design and work the internal temperature control system. Through the research, we find that the control system of the oven is divided into hardware and software parts. In this paper, the temperature control system of electric oven will be studied and analyzed in detail aiming at these two modules. At the end of the paper, the design is summarized, and some personal suggestions for the development of temperature control system are put forward.Keywords: Mitsubishi PLC;Electric oven;Temperature control一、绪论三菱PLC出现的历史并不长,但发展迅猛。
基于PLC的自动化烘焙设备控制系统毕业设计

基于PLC的自动化烘焙设备控制系统毕业设计1. 项目背景随着现代社会生活节奏的加快,自动化技术在食品工业中的应用日益广泛。
烘焙行业作为食品工业的重要组成部分,对生产效率和产品质量的要求越来越高。
为满足这一需求,利用可编程逻辑控制器(Programmable Logic Controller,PLC)设计一套自动化烘焙设备控制系统成为必然趋势。
2. 系统概述本设计旨在实现自动化烘焙设备的控制,通过PLC作为控制核心,结合传感器、执行机构及相关控制软件,实现对烘焙过程的自动化控制。
主要包括原料投料、和面、分割、烘焙、冷却和包装等环节。
3. 系统设计3.1 硬件设计- PLC选型:选用某品牌可编程逻辑控制器作为控制核心,具备足够的输入输出点,满足系统需求。
PLC选型:选用某品牌可编程逻辑控制器作为控制核心,具备足够的输入输出点,满足系统需求。
- 传感器:包括温度传感器、压力传感器、光电传感器等,用于实时监测烘焙过程的各项参数。
传感器:包括温度传感器、压力传感器、光电传感器等,用于实时监测烘焙过程的各项参数。
- 执行机构:包括电机、气缸、电磁阀等,用于实现具体的控制动作。
执行机构:包括电机、气缸、电磁阀等,用于实现具体的控制动作。
- 人机界面:选用触摸屏作为操作界面,便于操作人员监控和控制设备。
人机界面:选用触摸屏作为操作界面,便于操作人员监控和控制设备。
3.2 软件设计- 控制程序:采用梯形图编程,实现对各执行机构的控制逻辑。
控制程序:采用梯形图编程,实现对各执行机构的控制逻辑。
- 监控软件:开发上位机监控软件,实现对烘焙过程的实时监控和数据记录。
监控软件:开发上位机监控软件,实现对烘焙过程的实时监控和数据记录。
4. 系统实现4.1 控制逻辑详细描述PLC控制程序的梯形图,包括启动、停止、故障处理等逻辑。
4.2 系统调试对系统进行分模块调试,确保各环节控制功能的正确实现。
5. 系统测试对完成的自动化烘焙设备控制系统进行全面测试,包括功能测试、性能测试和安全测试,确保系统稳定可靠。
烤箱自动控制论文

内蒙古科技大学本科生毕业设计说明书(毕业论文)题目:基于PLC的温度控制系统设计学生姓名:孟凡强学号:0605106317专业:自动化班级:自06-3班指导教师:贾玉瑛基于PLC的温度控制系统设计摘要温度控制系统广泛应用于工业控制领域,如钢铁厂、化工厂、火电厂等锅炉的温度控制系统,电焊机的温度控制系统等。
加热炉温度控制在许多领域中得到广泛的应用。
一般来说,单片机在数据采集、数据处理等方面占据优势,其通用性和适应性较强。
然而单片机控制的DDC系统软硬件设计较为复杂, 特别是涉及到逻辑控制方面更不是其长处, 而PLC在这方面却是公认的最佳选择。
加热炉温度是一个大惯性系统,一般采用PID 调节进行控制。
随着PLC功能的扩充在许多PLC控制器中都扩充了PID控制功能, 因此在逻辑控制与PID控制混合的应用场所中采用PLC控制是较为合理的。
本设计是用电烤箱来模拟加热炉,利用西门子S7-200 PLC控制电烤箱温度的控制系统。
首先介绍了温度控制系统的工作原理和系统的组成,然后介绍了西门子S7-200 PLC和系统硬件及软件的具体设计过程。
关键词:西门子S7-200 PLC、EM235、PID、温度传感器、固态继电器PLC-based temperature control system designAbstractTemperature control system has been widely used in the industry controlled field, as the temperature control system of boilers and welding machines in steel works、chemical plant、heat-engine plant etc. Heating-stove temperature control has also been applied wildly in all kinds of fields. In general, the MCU takes advantage of their strong versatility and adaptability in data collection, data processing and so on. Yet the hardware and software design of DDC system controlled by MCU is somewhat complicated, it’s not an advantage especially related to logic control, however it is accepted as the best choice when mentioned to PLC.The furnace temperature of heating-stove is a large inertia system, so generally using PID adjusting to control. With the expanding of PLC function, the control function in many PLC controllers has been expanded. Therefore it is more reasonable to apply PLC controlling in the applicable fields where logical control and PID control blend together. The design is to come to simulate Heating-stove, using Siemens S7-200 PLC to control the electric oven temperature control system. In the first place this paper presents the working principles of the temperature control system and the elements of this system. Then it introduces Siemens S7-200 PLC and the specific design procedures of the hardware and the software.Key words:Siemens S7-200 PLC、EM235、PID、temperature pickup、solid state relay目录摘要 (I)Abstract (II)第一章绪论 (1)1.1 系统设计背景 (1)1.2 系统工作原理 (1)1.3 技术综述 (2)第二章系统设计 (3)2.1 闭环控制系统特点 (3)2.2 PID控制原理 (3)2.2.1 PID控制器基本概念 (3)2.2.2 PID控制器的参数整定 (4)2.3 S7-200 PLC在PID闭环控制系统中的应用 (6)2.3.1 PLC实现PID控制的方式 (7)2.3.2 PLC的PID控制器的实现 (7)2.3.3 PID指令及其回路表 (10)2.4 系统组成 (11)第三章硬件设计 (12)3.1 PLC基本概述 (12)3.2 PLC的组成及功能 (13)3.3 PLC的工作方式与运行框图 (16)3.4 PLC的工作过程 (18)3.5 S7-200 PLC简介 (19)3.5.1 S7-200 PLC组成原理及技术指标 (19)3.5.2 CPU224及EM235 (20)3.5.3 S7-200网络 (21)3.6 固态继电器 (22)3.7 温度传感器 (27)第四章软件设计 (29)4.1 S7-200 CPU的PID控制 (29)4.1.1 PID算法在S7-200中的实现 (29)4.1.2 PID控制器的调试 (30)4.2 PID Wizard - PID 向导 (31)4.3 系统程序流程图 (40)4.4 变量分配表 (41)4.5 温控曲线 (41)结束语 (44)参考文献 (45)附录 (46)致谢 (49)第一章绪论1.1系统设计背景近年来,加热炉温度控制系统是比较常见和典型的过程控制系统,温度是工业生产过程中重要的被控参数之一,冶金﹑机械﹑食品﹑化工等各类工业生产过程中广泛使用的各种加热炉﹑热处理炉﹑反应炉,对工件的处理均需要对温度进行控制。
基于PLC的食品加工设备控制系统设计-控制方案
基于PLC的食品加工设备控制系统设计-控制方案引言控制系统是食品加工设备的核心组成部分,它负责协调和管理设备的各个功能模块,确保食品的安全和高效加工。
基于PLC(可编程逻辑控制器)的控制方案提供了一种可靠、灵活和易于维护的设计方案。
设计原则在设计基于PLC的食品加工设备控制系统时,以下原则应被遵循:1. 可靠性:控制系统应具有高可靠性,以确保设备正常运行而不会出现故障或停机。
2. 灵活性:控制系统应具有良好的灵活性,以满足不同食品加工需求的变化。
3. 简化操作:控制系统应设计成易于操作和管理的方式,减少人为操作失误的风险。
4. 安全性:控制系统应具备完善的安全机制,以保障操作人员和食品安全。
控制方案设计基于上述原则,以下是一个基本的基于PLC的食品加工设备控制系统设计方案:1. 输入模块1.1 传感器模块:安装适当的传感器来检测食品加工设备的状态,如温度、压力、液位等。
2. 输出模块2.1 执行器模块:控制执行器(如马达、阀门等)来控制设备的运行状态和工作参数。
3. PLC控制逻辑3.1 状态监测与控制:PLC通过读取传感器模块的数据,监测设备状态,并根据预设的逻辑和算法进行控制。
3.2 软件编程:使用适当的PLC编程语言,编写控制逻辑和算法,以实现设备的自动化运行,并根据需要进行调整。
4. 人机界面4.1 触摸屏界面:为操作人员提供直观的操作界面,以便监控设备状态、更改参数和报警信息。
4.2 警报系统:当设备发生异常情况时,通过警报系统及时通知操作人员,以便采取必要的措施。
总结基于PLC的食品加工设备控制系统设计方案是一个可靠、灵活和易于操作的方案,它可以满足食品加工设备的各种需求,并提供高效和安全的加工过程。
通过合理的输入、输出模块设计和PLC 编程,我们可以实现设备的自动化运行和远程监控,提高生产效率和质量。
同时,适当的人机界面和警报系统可以帮助操作人员及时发现并处理异常情况,保障食品加工的安全性和稳定性。
基于西门子PLC和触摸屏的烘箱温度控制系统

电机作 为使 用最 广 泛 的电气 设备 之一 ,在整 个 观 性 强 、易 于操 作 .综 合 以上 考 虑 ,为 了很 好 的控 制
国 民经济生 产 中所起 的作用 越来 越 大 ,几乎 制约 着 烘 干过 程 中各 个 阶段 的温度 ,该 系统 使用 s7—200系
工 业 生产 的各 个 环节 .电机 在 日常使 用 中 出现 故 障 , 列 PLC为 主控 单 元 ,通 过 PID算 法来 控 制 各个 阶段
表虽 然设 计 和操作 都 比较 简单 ,但 是其 直 观性 比较 热管 .
差 ,不 利 于操 作 工 的操 作 .PLC成 本 低 廉 ,编程 语 言
控 制过 程 :烘 箱开 始 工作 后 ,PTIO0铂 电 阻将 温
简单 易懂 ,其 串行 接 口可 与触摸 屏 相连 ,并 可通 过触 度信号采集进来 ,然后通过 EM235模块送人 CPU
表 面形 成 硬膜 ,阻 碍 内部 溶 剂 的 挥 发 .在 此过 程 中 , 还 应控 制 风量 进行换 气 ,保 证整 个 电 阻炉 内部温 度
2 控制 系统硬件构成设计
的均 匀 ,且 有一 定量 的空气 不断 换新 ,加 速溶 剂 的挥 2.1 控 制 系统 的组成 和控 制 过 程
第 9卷 第 3期 2010 年 9 月
宁 夏 工 程 技 术
Ningxia Engineering Technology
文 章 编 号 :167l一7244(2010)03—0223—03
ห้องสมุดไป่ตู้
V01.9 No.3 Sep.2010
基于西门子 PLC和触摸屏的烘箱温度控制系统
高永 亮 , 虎 恩典 , 董 明 , 马 刚
电烤箱温度控制计算机控制系统设计

计算机控制系统课程设计说明书电烤箱温度控制系统设计DESIGN OF ELECTRIC OVEN TEMPERATURECONTROL SYSTEM学生姓名周泽民学院名称信电工程学院学号153班级12电气 1专业名称电气工程及其自动化指导教师曹言敬2015年7月10日摘要本次温度控制系统设计整体而言完全可以实现对电烤箱温度闭环恒定控制。
但是不当之处在所难免。
当热电阻检测出当前电烤箱所处温度时,不能和预置温度一起以数字形式很直观的对比显示出来。
及操作者无法同时看到电烤箱当前所处温度和预置温度。
鉴于此种情况,应再外接一个数码显示器以软件程序来实现,将电烤箱当前所处温度和预置温度同时显示出来;在实际使用过程中,由于电烤箱加热时有一定得温度缓冲,即当电烤箱断电时,加热并不是立即停止,而是过一段时间后温度才慢慢停下来以致开始下降。
这样就使得我们控制很不准确,会出现严重超温或者低温现象。
鉴于此种情况,我们应在电烤箱温度接近我们要求的温度时,由连续加热或连续降温改为断续加热或断续降温。
关键词单片机;温度;电烤箱;控制目录1 绪论技术指标温度控制是工业生产过程中经常遇到的控制,有些工艺过程对其温度的控制效果直接影响着产品质量,因而设计一种较为理想的温度控制系统是非常有价值的。
根据温度变化快慢的特点,并且控制精度不易掌握等特点,本文电烤箱的温度控制为模型,设计了以AT89C51单片机为检测控制中心的温度控制系统。
温度控制采用PID 数字控制算法,显示采用3位LED 静态显示。
该设计结构简单,控制算法新颖,控制精度高,有较强的通用性。
电烤箱的具体指标如下:(1)电烤箱为一封闭长方体结构, (2)烤箱内尺寸:××。
(3)加热器件为一1kw (220v )电热丝。
(4)从室温开始升温到100℃系统调节时间t s ≤5分钟,超调量≤10%。
(5)控制温度范围为50~200℃连续可调。
(6)显示实时温度,显示精确到1℃。
基于PLC的自动食品包装机控制系统的设计
基于PLC的自动食品包装机控制系统的设计介绍本文档描述了一个基于PLC(可编程逻辑控制器)的自动食品包装机控制系统的设计。
该系统旨在实现高效、可靠和精确的食品包装过程,并提供一种集成的解决方案。
系统架构PLC选择在设计过程中,我们选择了一款功能强大且可靠的PLC。
该PLC具有高性能处理器、多个输入输出接口、通信模块以及易于编程和维护的特点。
传感器和执行器该系统需要使用多个传感器和执行器来监测和控制食品包装过程。
例如,我们可以使用光电传感器检测食品进入包装机的位置,使用温度传感器检测封口温度,以及使用电机执行器控制输送带和封口装置的运动。
系统功能自动包装控制该系统能够读取和解析来自操作员的指令,并根据指令自动化地控制食品包装过程。
例如,通过设置合适的输送带速度、封口时间和温度,系统能够确保食品封口质量达到预期标准。
异常检测和报警系统能够监测故障和异常情况,并及时报警。
例如,如果温度过高或者传感器检测到错误的食品类型,则系统可以立即停止运行并发出警报,以保证包装过程的安全和质量。
数据记录和报告系统还能够记录关键数据,如包装数量、速度和故障信息,以备后续分析和报告。
这些数据可以帮助企业了解包装过程的效率和质量,从而进行优化和改进。
系统优势高效性通过自动化控制和优化设定参数,该系统能够提高食品包装的速度和效率,减少人工操作的需求,从而提升整体生产效率。
可靠性采用PLC作为核心控制器,该系统具有良好的稳定性和可靠性。
PLC的自动化功能和故障检测机制可以减少人为差错和故障的发生,提高生产过程的可靠性。
灵活性PLC提供了灵活的编程和配置选项,使得系统能够适应不同类型和规格的食品包装需求。
同时,系统还具备一定的可扩展性,以适应未来生产工艺的变化和扩展。
总结本文档介绍了基于PLC的自动食品包装机控制系统的设计。
该系统通过自动化控制、异常检测、数据记录等功能,实现了高效、可靠和灵活的食品包装过程。
通过采用PLC作为核心控制器,该系统能够提高生产效率、减少人工差错,并为食品包装企业提供了集成的解决方案。
基于PLC的电动机烘箱温度控制系统设计

文章编号:1004-289X(2008)06-0038-03基于PL C的电动机烘箱温度控制系统设计刘霞(宝鸡文理学院电子电气工程系,陕西宝鸡721007)摘要:为实现电动机烘箱加热均匀、温度阶梯上升、恒温时间准确且安全性高的控制,以松下电工FP1型PL C 为主控制器及固态继电器PSS R,设计一可靠性较高的烘箱温度控制系统;通过实际运行达到了较好的控制效果。
关键词:可编程序控制器;温度控制;电动机烘箱中图分类号:TP273文献标识码:BD esign of T e m p erature C on trol Syste m of a M otor O ven Ba sed on PLCLIUXia(Dep.of E lectronics and E lectrical Eng.,Baoji College ofA rts and Science,Baoji721007,China) Abstract:In order tom ake the motor oven even heati n g,te mperature step r i s e,accurate constant te mperature and high saf ety contro,l take PLC of FP1type as main controller and soli d2state relay PSS R.A oven te mperature control syste m that is h i g her re li a bility is desi g ned.It has fi n e resu lt in practica l operation.K ey word s:PLC;te mperat u re con tro;l motor oven1引言电动机绕组重绕后应对其绕组进行绝缘浸漆过程,这个过程重要的一个环节是要将绕组已经浸透绝缘漆的电机定子放到浸漆烘干设备及烘箱中进行烘干处理。
电烤箱温度控制计算机控制系统设计
计算机控制系统课程设计说明书电烤箱温度控制系统设计DESIGN OF ELECTRIC OVEN TEMPERATURE CONTROL SYSTEM 学生姓名周泽民学院名称信电工程学院学号20120501153班级12 电气 1专业名称电气工程及其自动化指导教师曹言敬2015 年7 月10 日摘要本次温度控制系统设计整体而言完全可以实现对电烤箱温度闭环恒定控制。
但是不当之处在所难免。
当热电阻检测出当前电烤箱所处温度时,不能和预置温度一起以数字形式很直观的对比显示出来。
及操作者无法同时看到电烤箱当前所处温度和预置温度。
鉴于此种情况,应再外接一个数码显示器以软件程序来实现,将电烤箱当前所处温度和预置温度同时显示出来;在实际使用过程中,由于电烤箱加热时有一定得温度缓冲,即当电烤箱断电时,加热并不是立即停止,而是过一段时间后温度才慢慢停下来以致开始下降。
这样就使得我们控制很不准确,会出现严重超温或者低温现象。
鉴于此种情况,我们应在电烤箱温度接近我们要求的温度时,由连续加热或连续降温改为断续加热或断续降温。
关键词单片机;温度;电烤箱;控制目录1 绪论 .................................................................... (1)1.1 技术指标 ............................................................. (1)1.2 控制方案 .................................................................... (1)1.2.1 控制系统的建模 ...................................................... (1)1.2.2 PLC 系统 ....................................................... (2)1.2.3 单片机系统 ....................................................... (3)1.2.4 选择最优方案 ....................................................... (4)2 硬件部分设计 .................................................................... (5)2.1 C51 单片机简介 .................................................................... (5)2.1.1 中央处理器CPU ...................................................... (5)2.1.3 AT89C51 单片机引脚功能 ...................................................... (6)2.1.4AT89C51单片机时钟电路及时序 (8)2.1.5 AT89C51单片机复位电路 ....................................................... (9)2.2 温度检测电路设计 ............................................................ (10)2.2.1 温度传感器 ...................................................... (10)2.2.2 变送器 ....................................................... (10)2.2.3 A/D 转换 ....................................................... (10)温度控制电路设计 ............................................................2.5 数码管显示电路设计 ............................................................ (16)3 控制程序设计 .................................................................... (19)3.1 工作流程 ............................................................. (19)3.2 功能模块 ............................................................. (19)3.3 资源分配模块 ............................................................. (19)3.4 软件功能设计 ............................................................. (19)3.4.1 键盘管理 ....................................................... (19)3.4.2 显示管理 ....................................................... (20)3.4.3 温度检测模块 .................................................................... (22)3.4.4 温度控制模块 ....................................................... (23)3.4.6 主程序模块 ....................................................... (23)3.5基于 SIMULINK 的 PID 仿真 (24)结论................................................................ (26)II徐州工程学院课程设计说明书致谢 (27)参考文献 (28)附录 (29)附录 1 (29)附录 2 (30)徐州工程学院课程设计说明书1绪论1.1 技术指标温度控制是工业生产过程中经常遇到的控制,有些工艺过程对其温度的控制效果直接影响着产品质量,因而设计一种较为理想的温度控制系统是非常有价值的。
电烤箱温度控制计算机控制系统设计

电烤箱温度控制计算机控制系统设计SANY GROUP system office room 【SANYUA16H-计算机控制系统课程设计说明书电烤箱温度控制系统设计DESIGNOFELECTRICOVENTEMPERATURECONTROLSYSTEM学生姓名周泽民学院名称信电工程学院学号班级12电气1专业名称电气工程及其自动化指导教师曹言敬2015年7月10日摘要本次温度控制系统设计整体而言完全可以实现对电烤箱温度闭环恒定控制。
但是不当之处在所难免。
当热电阻检测出当前电烤箱所处温度时,不能和预置温度一起以数字形式很直观的对比显示出来。
及操作者无法同时看到电烤箱当前所处温度和预置温度。
鉴于此种情况,应再外接一个数码显示器以软件程序来实现,将电烤箱当前所处温度和预置温度同时显示出来;在实际使用过程中,由于电烤箱加热时有一定得温度缓冲,即当电烤箱断电时,加热并不是立即停止,而是过一段时间后温度才慢慢停下来以致开始下降。
这样就使得我们控制很不准确,会出现严重超温或者低温现象。
鉴于此种情况,我们应在电烤箱温度接近我们要求的温度时,由连续加热或连续降温改为断续加热或断续降温。
关键词单片机;温度;电烤箱;控制目录1绪论 (1)1.1技术指标 (1)1.2控制方案 (1)1.2.1控制系统的建模 (1)1.2.2PLC系统 (2)1.2.3单片机系统 (3)1.2.4选择最优方案 (3)2硬件部分设计 (5)2.1C51单片机简介 (5)2.1.1中央处理器CPU (5)2.1.3AT89C51单片机引脚功能 (6)2.1.4AT89C51单片机时钟电路及时序 (8)2.1.5AT89C51单片机复位电路 (9)2.2温度检测电路设计 (9)2.2.1温度传感器 (9)2.2.2变送器 (10)2.2.3A/D转换 (10)2.3温度控制电路设计 (12)2.4键盘电路设计 (14)2.5数码管显示电路设计 (15)3控制程序设计 (18)3.1工作流程 (18)3.2功能模块 (18)3.3资源分配模块 (18)3.4软件功能设计 (18)3.4.1键盘管理 (18)3.4.2显示管理 (19)3.4.3温度检测模块 (20)3.4.4温度控制模块 (21)3.4.6主程序模块 (22)3.5基于SIMULINK的PID仿真 (22)结论 (25)致谢 (26)参考文献 (27)附录 (28)附录1 (28)附录2 (29)1绪论1.1技术指标温度控制是工业生产过程中经常遇到的控制,有些工艺过程对其温度的控制效果直接影响着产品质量,因而设计一种较为理想的温度控制系统是非常有价值的。
基于PLC的烘焙食品包装自动化生产线控制系统设计
基于 P L C的烘焙食品包装 自动化生产线控制系统设计
Co n t r o l Sy s t e m De s i gn o f B a k e d F o o d Pa c k a g i n g Au t o ma t i c Pr o du c t i o n L i n e B a s e d o n PL C
陈 晨 沈俊 杰 ( 上海大学机 电工程与 自 动化学院, 上海 2 0 0 0 7 2 )
摘要: 针 对 烘焙 食 品 生产 过 程 中包装 效 率低 、 人 工成 本 高原 因 , 分 析 设 计 了一 整 套针 对 烘 焙食 品 的 包装 自动 化 生 产线 控 制
系统 。 根 据 食 品 包装 的特 点 以及 技 术要 求 , 给 出食 品 包装 生产 线 的 总体 设计 方案 , 采 用 西 门子 公 司 的 S 7 — 1 2 0 0 P L C 设计 控 制
1 自动 化 生产 线 结构 方 案
1 . 2 生 产 线 总 体 结 构
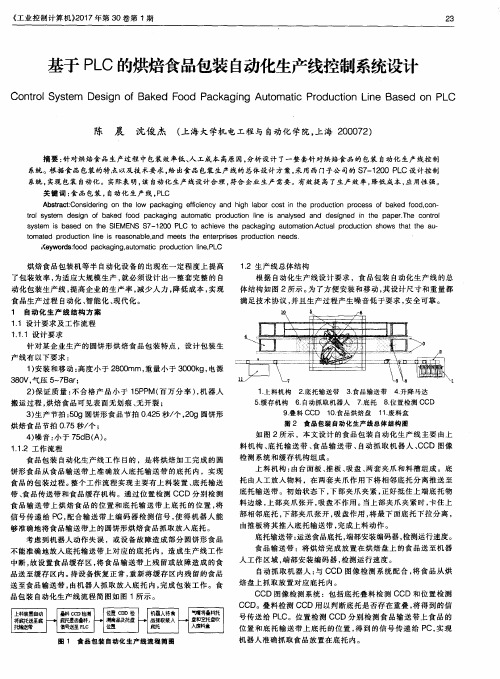
根 据 自动 化 生 产 线 设 计 要 求 ,食 品 包 装 自动 化 生 产 线 的 总 体 结 构 如 图 2所示 。 为 了方 便 安 装 和 移 动 , 其 设 计尺 寸 和重 量 都
满足技术协议 , 并 且 生 产 过 程产 生 噪 音低 于要 求 , 安全可靠。
1 . 上 料机构
2 . 底托输送带
3 . 食品输送带 7 . 底托
4. 升 降 马达
5 . 缓 存 机 构 6 . 自动抓 取 机器 人
8 . 位 置 检 测 CCD
9 . 叠 料 CCD 1 0 . 食 品 烘焙 盘 1 1 . 废料 盒
烤箱连续温度控制系统

目录之阳早格格创做烤箱连绝温度统制系统01安排概括1错误!未定义书签。
错误!未定义书签。
2.1系统硬件安排22.1.1 8155接心电路32.1.2 A/D变更电路4错误!未定义书签。
错误!未定义书签。
错误!未定义书签。
2.2系统硬件安排62.2.1 主步调62.2.2 T0中断服务步调73统制历程道明7错误!未定义书签。
错误!未定义书签。
错误!未定义书签。
3.4 PID统制MATLAB仿真及参数整定10参照文件11烤箱连绝温度统制系统戴要自动统制系统正在各个范畴更加是工业范畴中有着及其广大的应用,温度统制是统制系统中最为罕睹的统制典型之一.随着电力电子战单片机技能的飞快死少,通过芯片对付被控对付象举止统制日益成为以后自动统制范畴的一个要害死少目标.随着人民经济的死少,人们需要对付百般加热炉、热处理炉、反应炉战锅炉中温度举止监测战统制.采与单片机去对付他们统制没有然而具备统制便当,简朴战机动性大等便宜,而且不妨大幅度普及被控温度的技能指标,从而不妨大大的普及产品的本量战数量.保守的温度支集要收没有然而费时劳累,而且粗度好,单片机的出现使得温度的支集战数据处理问题不妨得到很佳的办理.温度是工业对付象中的一个要害的被控参数.然而所采与的测温元件战丈量要收也没有相共;产品的工艺分歧,统制温度的粗度也没有相共.果此对付数据支集的粗度战采与的统制要收也没有相共.保守的统制办法以没有克没有及谦足下粗度,下速度的统制央供.近几年去赶快死少了多种进步的温度统制办法,如:PID统制,朦胧统制,神经搜集及遗传算法统制等.那些统制技能大大的普及了统制粗度,没有单使统制变得烦琐,而且使产品的本量更佳,落矮了产品的成本,普及了死产效用.本系统所使用的加热器件是电炉丝,功率为三千瓦,央供温度正在400~1000℃℃.本安排主要有四部分组成:(1)单片机统制器安排;(2)电力电子统制拆置;(3)温度检测变支部分1安排概括电烤箱是一种应用广大的食品加工设备 .电烤箱自己是个热容系统,具备大杂滞后战大惯性;由于家用烤箱的中壳很薄,启关性短佳,与环境温好越大集热越快,具备非线性;共时对付象的参数还受箱内食品种类战数量的效用.电阻炉是利用电流利过电热体元件将电能转移为热能去加热大概者熔化工件战物料的热加工设备.图1 系统结构框图如图1所示,该系统为单关环统制系统.系统由统制器,真止器,被控对付象,检测变支拆置形成.其中温度统制器及比较关节不妨由单片机形成;电炉温度主假如由其电流去决断,果此不妨利用电力电子拆置组成电流可控的真止拆置;检测变支器则不妨用热电奇及相关旗号处理电路去形成.对付于该系统而止,热工件加进电炉加热时对付电炉温度制成的效用是系统的主要搞扰果素.由单片机完毕温度丈量、统制,隐现等功能.用温度传感器丈量温度值,其采用AD590,通过运算搁大器组成的旗号调理电路形成0—5V电压旗号,由A/D变更器变更为数字旗号,支进单片机.单片机的数字旗号通过D/A变更器变更成模拟量,由运算搁大器电路形成0—5V电压旗号,统制固态继电器的导通角,从而统制被控对付象的输出功率.由单片机完毕温度丈量、统制,隐现等功能.用温度传感器丈量温度值,其采用尺度铂电阻pt100,通过运算搁大器组成的旗号调理电路形成0—5V电压旗号,由A/D变更器变更为数字旗号,支进单片机.单片机的数字旗号通过D/A变更器变更成模拟量,由运算搁大器电路形成0—5V电压旗号,统制固态继电器的导通角,从而统制被控对付象的输出功率.2安排真止2系统硬件安排电烤箱温度统制系统是以MS-5l单片机为统制核心,辅以采样反馈电路,启动电路,晶闸管主电路对付电炉炉温举止统制的微机统制系统.其系统结构框图可表示为:系统采与单关环形式,其基础统制本理为:将温度设定值(即输进统制量)战温度反馈值共时支进统制电路部分,而后通过安排器运算得到输出统制量,输出统制量统制启动电路得到统制电压施加到被控对付象上,电炉果此达到一定的温度.片机应用系统中广大使用的芯片.图4 戴有I/O接心战计时器的固态RAM8155 8155用做键盘/LED隐现器接心电路,当IO/M为下电通常,8155选通片内的I/O端心.A,B,C三个心不妨动做扩展的I/O心使用,MCS-51单片机的PO心与8155的AD0~AD7贯串.此时P0输出的矮8位天面惟有3位灵验,用于片内选址,其余位无用.使用A,B,C三个心时,最先背下令寄存器写进一个统制字以决定三个心的处事办法.如果写进的统制字确定他们处事于办法Ⅰ大概办法Ⅱ下,则那三个心皆是独力的基础I/O心.不妨间接利用MOVX A,@DPTR大概MOVX @DPTR,A指令完毕那三个心的读/写(输进/输出)支配.处事正在办法Ⅲ大概办法Ⅳ时,C心用做统制心大概部分用于统制.MCS-51单片机不妨战8155间接对接,没有需要所有中加电路,给系统减少了256个字节的RAM、22位I/O线及一个计数器.当P2.0=0且P2.1=0时,选中8155的RAM处事;正在P2.0=1战P20=0时,8155选中片内三个I/O端心.相映天面调配为:0000H-00FFH 8155里里RAM0100H 下令/状态心0101H A心0102H B 心0103H C 心0104H 定时器矮八位心0105H 定时器下八位心2.2 A/D变更电路图5 A/D变更电路图ADC0809的IN0战变支器输出端贯串,故IN0上输进的0V-+5V范畴的模拟电压经A/D变更后可由8051通历步调从P0心输进到它的里里RAM单元.最先输进天面采用旗号,正在ALE旗号效用下,天面旗号被锁存,爆收译码旗号,选中一路模拟量输进.而后输进开用变更统制旗号START开用变更.变更中断,数据支三态缓冲锁存器,共时收出EOC旗号.正在允许输进旗号OE的统制下,再将变更截止输进到中部数据总线.图6 温度检测电路温度的检测通时常使用二种要收:热电阻战热电奇.热电阻普遍用于温度矮一些的场合,而热电奇则用于温度比较下的场合.那里是要检测电炉的温度,果此采用使用热电奇.对付于0~1000℃的温度,不妨使用镍铬热电奇,分度号为EU,其输出旗号为0~41.32 mA,经毫伏变支器,输出0~10mA,而后再通过电流电压变更电路变更为0~5V.为了普及统制粗度,可将变支器举止整面迁移,比圆温度丈量范畴改为400~1000℃热电奇给出℃.为了与消缺面,还必须思量举止热端温度补偿.简曲电路如图5所示.电阻炉即为该系统的被控对付象.其处事本理是将电能转移为电阻炉的热能.根据焦耳定律可知:2Q I Rt其中I为流过电热丝的电流,R为电热丝电阻,t为处事时间.很明隐改变电流便不妨安排电阻炉的收热功率,而且电阻炉属于杂电阻背载,要改变其电流,只需要改变它的处事电压便止了.其余,电阻炉常常会给系统戴去很大的杂滞后时间,以致系统开环相频个性相角滞后过大,制成关环系统宁静性下落.为了办理那一问题,常常不妨采与采样统制的办法.让统制系以一定的时间隔断T采样一次被控参数,与设定值举止比较后,经统制运算输出统制旗号,而后脆持该统制旗号没有变,脆持时间T必须大于杂滞后时间τ.图7 采样统制历程结构图电力电子拆置动做该系统的真止器,由电阻炉处事本理的分解可知,它的任务是改变供给电阻炉的电压.那里使用的是接流调功电路的办法.利用过整型单背晶闸管的触收个性,惟有当其二端电压过整时统制端上施加触收旗号,它才导通;一朝导通,惟有再次过整时才被关断,针对付那一个性,本系统采与了统制正在M个电网周期内晶闸管导通的周期数m(0≤m≤M)的要收去统制输出仄衡电压.为简朴起睹,不妨使统制运算道的统制量u战本量导通周期m间接对付应.共步检测电路检出电网电压旗号的过整面,产死过整共步旗号,并接到CPU的中断哀供输进端,以提供触收参照面战统制周期M的计数旗号.需要注意的是,共步检测电路战电阻炉加热回路的电源必须是共相的,以包管触收旗号的共步.、图8 过整型单背晶闸管的触收个性启动电路安排为包管启动电路稳当处事,其启动电路应谦足如下央供:1)动背启动本收强,能提供启动脉冲,使加热电路赶快导通.2)能提供适合的正背偏偏压战足够的反背偏偏压,使加热电路稳当的开通战关断.3)有足够的输进输出电气断绝本收,使旗号电路与栅极启动电路断绝,且具备敏捷的短路、过流呵护功能.所安排的启动电路如图9所示.图9启动电路处事本理电路Q1,Q2组乐成率搁大电路,OUT1、OUT3去自统制电路.该启动电路能仄安担当输进旗号,正在接到粗确的统制旗号后对付加热电路举止启动,加热电路开初处事,对付中部举止加热,最大功率可达到2000W.从而真止电烤箱的加热历程.3 系统硬件安排3.1 主步调图10 主步调过程图应当注意:由于T0被设定为计数器办法2,初值为06H,故它的溢出中断时间为250个过整共步脉冲.为了系统仄常处事,T1中断服务步调的真止时间必须谦足T0的制一时间央供,果为T1的中断是嵌套正在T0中断之中的.3.2 T0中断服务步调T0中断服务步调是温度统制系统的主步调,用于开用A/D变更器,读如数据采样,数字滤波,越权温度报警战处理,PID估计战输出可控硅的共步触收脉冲等.P1.3引足上输出的该共步脉冲宽度由T1计数器的溢出中断统制,8051利用等待T1溢出中断清闲时间完毕把本次采样数值变更成隐现值而搁进隐现缓冲区战调用温度隐现步调,8051从T1中断服务步调返回后即不妨回复现场战返回主步调,以等待下次T0中断.4统制历程道明以热电奇为主要组成的温度检测变支关节,主假如用去检测电阻炉的炉温,并以电旗号的形式反馈给系统,使系统形成关环.根据热电奇的处事本理,电阻炉炉温越下,其导体二端的电压好便越大,末尾反馈给系统的电压旗号也越大.果此温度检测变支器属于正效用.从电阻炉处事本理的分解可知,提供给电阻炉的仄衡处事电压越下,其仄衡电流便越大,根据焦耳定律,它的收热功率便越大.果此被控对付象电阻炉也属于正效用.动做真止器的电力电子拆置是一种接流调功电路,它的输出主假如由触收旗号去统制的.而触收旗号是由统制器的输出旗号通过处理搁大后产死的,即输进越大,输出也越大.所以真止器也是正效用.本系统的统制器是用单片机形成的数字安排器,比较关节也有单片机去完毕.安排器的输出决断于被控参数的丈量值与设定值之好,被控参数的丈量值与设定值变更,对付输出的效用目标是好异的.为了使本系统形成关环背反馈,该当采用为反效用,即随着丈量值的减少,安排器的输出要随之减小;反之当丈量值减小时,安排器的输出要删大.那里使用的是典范统制中最时常使用的PID 安排办法.其余由于采与数字统制器,果此必须使用失集的PID 统制算法.PID 统制器是指按偏偏好的比率(P )、积分(I )战微分(D )举止统制的PID 统制器(亦称PID 安排器)是应用最为广大的一种自动统制器.它具备本理简朴,易于真止,适用里广,统制参数相互独力,参数的选定比较简朴等便宜;而且正在表里上不妨道明,对付于历程统制的典型对付象──“一阶滞后+杂滞后”与“二阶滞后+杂滞后”的统制对付象,PID 统制器是一种最劣统制.PID 安排顺序是连绝系统动背本量矫正的一种灵验要收,它的参数整定办法烦琐,结构改变机动(PI 、PD ).数字PID 统制器的本理是将PID 参量失集化.正在工业上,偏偏好统制又称为PID 统制,那是工业统制中时常使用的统制形式,普遍能支到令人谦意的效验.PID 统制上暂时包罗三种比较简朴的PID 统制算法,分别是:删量式算法,位子式算法,微分先止. 那三种PID 算法虽然简朴,然而各有个性,基础上能谦足普遍统制的大普遍央供.本安排中草用的是删量式PID 算法.统制论报告咱们,PID 统制的理念圆程是:11()p D de U K E edt T T dt=++⎰(1.1) 式中e —丈量值与给定值之间的偏偏好;TD —微分时间:T - 积分时间;KP —安排器的搁大系数.将上式失集化得到数字PID 位子式算法,正在位子式算法的前提之上得到数字PID 删量式算法:11012101()(2)()np n n n n n n p n n n n U K e e K e K e e e K e K e K e e ----∆=-++-+=∆++∆-∆(1.2)比率系数加大,使系统的动做敏捷,速度加快,稳态缺面减小.Kp偏偏大,振荡次数加多,安排时间加少.Kp太大时,系统会趋于没有宁静.Kp太小,又会使系统的动做缓缓.Kp不妨选背数,那主假如由真止机构、传感器以统制对付象的个性决断的.如果Kp 的标记采用没有当对付象状态便会离统制目目标状态越去越近,如果出现那样的情况Kp的标记便一定要与反.积分效用使系统的宁静性下落,Ti小(积分效用强)会使系统没有宁静,然而能与消稳态缺面,普及系统的统制粗度.微分效用不妨革新动背个性,Td偏偏大时,超调量较大,安排时间较短.Td偏偏小时,超调量也较大,安排时间也较少.惟有Td 符合,才搞使超调量较小,减短安排时间.正在本量的工业死产历程之中皆央供系统不妨宁静的处事.然而是由于百般本果,往往会出现一些没有成预料的搞扰果素损害系统本先安排佳的运奇迹态,那便央供系统自己要有一定得抗搞扰本收,不妨正在支到搞扰的情况下自动回复本去的处事状态.如图1所示,热工件加进电炉加热时对付电炉温度制成的效用是系统的主要搞扰果素.工件加热的历程自己也并没有是是一个温度线性降下的历程.当工件刚刚加进炉中时,会引导检测到的温度蓦天落矮很多.此时温度检测变支拆置将温度旗号反馈回去,与给定值举止比较,会创制偏偏好的蓦天删大,于是统制器输出也删大.电力电子拆置输出删大,电阻炉的加热功率也便随之删大,使得炉内温度不妨尽量回到宁静值.其余,假如由于电网动摇本果,令电阻炉正在每一时段内输出偏偏下,而制成炉温过下,经检测变支拆置也会回馈到统制器上,统制器输出会随之减小,从而使输出减小,电阻炉收热功率也减小,最后使炉内回复仄常.本系统属于单关环统制系统.共开环统制系统相比,关环统制具备一系列便宜.正在反馈统制系统中,没有管出于什么本果(中部扰动大概系统里里变更),只消被统制量偏偏离确定值,便会爆收相映的统制效用去与消偏偏好.果此,它自己便具备压制搞扰的本收,对付元件个性变更没有敏感,并能革新系统的赞同个性.果此关环统制系统也是工业上应用得最多的一种统制结构.天然对付于一些特殊的场合简朴的PID统制顺序战单关环结构大概也谦足没有了央供,那便央供使用更为搀杂的统制顺序战系统结构.4.4 pid统制matlab仿真及参数整定果为是使用matlab对付参数举止决定,所以不妨采用宁静鸿沟法(临界比率度法),采用的模拟统制模型如图中所示,即用一个一阶关节战一个杂比率滞厥后模拟.杂滞后时间为4(若采用大于一阶关节时间常数的杂滞后时间常数则必须采与串级、前馈统制).根据杂比率统制系统临界振荡考查所得数据(临界比率度P m 战振荡周期T m),按体味公式供出安排器的整定参数.图11 电烤箱仿真本理图最先,置安排器T i®¥,T d=0,比率度P ®较大值,将系统加进运止;再渐渐减小P,加搞扰瞅察,曲到出现等幅减振荡为止.记录此时的临界值Pm战T m=12.依照宁静鸿沟法整定参数估计表,得pid统制器的各参数图12 系统临界振荡时输出波形图13 参数整定后pid统制输出波形归纳体验本安排使用无ROM的8051动做主控芯片举止统制,单片机具备集成度下,通用性佳,功能强,特天是体积小,沉量沉,耗能矮,稳当性下,抗搞扰本收强战使用便当等特殊便宜,正在数字、智能化圆里有广大的用途.其中的温控系统采与镍铬/镍铝热电奇,此电奇用于0℃~1000℃的温度丈量范畴,相映的输出电压为0mV-41.32mV.温度是工业对付象中的一个要害的被控参数,正在本系统中,若采与朦胧统制大概者神经搜集及遗传算法统制,那些统制技能会大大普及统制粗度,没有单使统制简便,落矮了产品的成本,普及了死产效用.尔正在以去的安排真验中会加以致用,博得更佳的结果.正在查阅资料的历程中,教会了许多书籍本上教没有到的物品,而且使自己的动脚本收得到了加强,那次课程安排是咱们教习完《历程统制系统与仪容》之后一次较为概括的安排通过约莫二周的过控课设使尔深深的感触课设的历程是艰辛的,然而是支获也是巨大的.最先,咱们再一次的加深坚韧了对付已有的知识的明白及认识;其次,咱们第一次将历程统制系统与仪容使用到了本量安排,使得所教知识正在更深的条理上得到了加深.参照文件[1]吕小白,马明.鉴于单片机的电阻炉温度统制系统安排[J].微估计机息,2008(17).[2]崔崴,史丽华.电阻炉温度统制系统安排[J].科技资讯,2009(12).[3]葛毁.单片机正在电阻炉温度统制系统中的应用[J].华夏新技能新产品,2009(22).[4]崔小武.一种由单片机组成的数字统制器[J].仪器仪容教报,1989(01).[5]何桥,段腐败,邱秋玲.单片机本理与应用[M].北京:华夏铁讲出版社,2007.12.[6] 圆大千等.真用电子统制电路[M].北京:国防工业出版社,2002,234~304.[7] 曹巧媛.单片机本理及应用[M].北京:电子工业出版社,1997,125~186.[8] 李华等.单片机真用接心技能[M]. 北京:北京航空航天大教出版社,2002,60~72.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
成都电子机械高等专科学校成教院毕业设计(论文)论文题目:基于PLC的烤箱佳肴箱控制系统的设计教学点:指导老师:刘老师职称:讲师学生姓名:李黄瓜学号: 00000000专业:机电一体化技术成都电子机械高等专科学校成教院制二零一三年四月二十五日成都电子机械高等专科学校成教院毕业设计(论文)任务书题目:基于PLC的烤箱佳肴箱控制系统的设计任务与要求:时间: 2010 年 1 月 4 日至 2010 年 4 月 25 日共 15 周教学点:学生姓名:李黄瓜学号:000000000专业:机电一体化技术指导单位或教研室:指导教师:刘老师职称:讲师成都电子机械高等专科学校成教院制毕业设计(论文)进度计划表本表作评定学生平时成绩的依据之一。
能使烘烤物受热均匀,由里及外,时间迅速。
配有自动恒温、定时断电,超温报讯、操作简便等特点。
烘烤的食品色泽鲜艳、味香扑鼻。
烘烤箱是应用较广泛的家电,特别是家庭、餐厅、企业、以及各种饮食企业中有着普遍的应用。
随着机电控制技术的发展,主要体现出了单片机和PLC两种控制方式。
温度控制在工业生产中经常遇到。
从石油化工到电力生产,从冶金到建材,从食品到机械都要对温度进行控制.甚至在有些产品生产过程中温度的控制直接影响到产品的质量。
PLC温度控制无论是现在还是未来都会起到重要作用。
关键词:PLC、自动化、控制系统、烤箱Can make the baking material is heated evenly, by inside and outside, time quickly. Equipped with automatic constant temperature, regular power outages, overtemperature quote inquiry, convenient operation, etc. Bright color, taste sweet and tangy baked goods.Home appliance baking box is widely used, especially family, restaurants, enterprises, as well as a variety of diet has a widespread application in the enterprises. With the development of mechanical and electrical control technology, mainly out of the single chip microcomputer and PLC control method.Temperature control is often encountered in industrial production. From petrochemical to electricity production, from metallurgy to building materials, from food to mechanical to control temperature. Even in some temperature control in the production process directly affects the quality of the product. PLC temperature control whether now or in the future will play an important role.Key words:PLC、automation、Control system、oven第一章烘烤箱的介绍 (1)第一节烘烤箱的概述 (1)第二节技术指标 (1)第二章烤箱的整体设计 (3)第一节烤箱的基本构成 (3)第二节烤箱的总体设计 (3)第三章基于plc恒温烤箱系统硬件设计 (5)第一节系统的控制要求 (5)第二节系统设计思路 (5)第三节 plc的选型 (6)第四节温度传感器的选型 (6)第五节温度变送器 (7)第六节模拟量输入模块FX2N-4AD (7)第七节固态继电器 (8)第八节恒温烤箱加热系统的设计 (9)第四章 plc控制恒温烤箱的软件设计和操作界面的设计 (10)第一节输入和输出点分配表 (10)第二节系统流程图的设计 (10)第三节触摸屏的选择及操作界面 (11)结束语 (12)谢辞 (13)参考文献 (14)第一章烘烤箱的介绍第一节烘烤箱的概述烤箱是一种密封的用来烤食物或烘干产品的电器,分为家用电器和工业烤箱。
家用烤箱可以用来加工一些面食。
如面包,pizza,也可以做蛋塔、小饼干之类的点心。
还有些烤箱可以烤鸡肉。
做出的食物通常香气扑鼻。
工业烤箱,为工业上用来烘干产品的一种设备,有电的有瓦斯,又叫烤炉、烘干箱等。
其中0℃到300℃之间最为家庭常用. ℃家用烤箱分为台式小烤箱和嵌入式烤箱两种。
台式小烤箱是个过渡型的产品。
是在人们对烤箱有一定了解和追求,但是作为尝试,才买的一个产品。
台式小烤箱能做一些简单的烘烤,但是由于功率较小、密封性差、隔热性差、温控不准等原因,逐步被淘汰。
另一种就是嵌入式烤箱了。
嵌入式烤箱是小烤箱的升级和终极版。
因为其功率较大,烘烤速度快,密封性好(一般采用橡胶垫条密封)、隔热性好(三层钢化玻璃隔热)、温控准确,受到越来越多人的喜爱。
同时由于现在对健康的追求,外面蛋糕店里的食品由于添加剂过多,越来越多的中产家庭开始注意到这个问题,并且食用自己烘烤的食品。
现在家用嵌入式烤箱的价格相对还较高,一般进口的在七八千上万(像阿里斯顿),国产的大品牌也在七八千左右(方太的),另外还有一个网络出身的品牌德普(DEP)因为走平民路线,以较高的品质(其产品一直出口欧洲)销售情况一直很好,其在全国很多城市都设有分公司,一般烤箱价格在3000左右,网络直销价格在两千多。
第二节技术指标一、电烤箱的具体指标(1) 电烤箱由2 kW电炉加热,最高温度为500℃。
(2) 电烤箱温度可预置,烤干过程恒温控制,温度控制误差≤±2℃。
(3) 预置时显示设定温度,烤干时显示实时温度,显示精确到1℃。
(4) 温度超出预置温度±5℃时发声报警。
(5) 对升降温过程的线性没有要求。
二、PLC系统1.PLC的定义可编程控制器是一种数字运算操作的电子系统,专为在工业环境下应用而设计。
它采用了可编程序的存储器,用来在其内部存储执行逻辑运算、顺序控制、定时、计算和算术操作等面向用户的指令,并通过数字化或模拟式的输入/输出,控制各种类型的机械或生产过程。
2.PLC的特点现代工业生产是复杂多样的,它们对控制的要求也各不相同.(1)可靠性高,抗干扰能力强:PLC用软件取代了继电器控制系统中大量的中间继电器和时间继电器,接线可减少到继电器控制系统的十分之一以下,大大减少了因触点接触不良造成的故障。
(2)硬件配套齐全,使用方便,适应性强:PLC产品已经标准化、系列化、模块化,配备有品种齐全的硬件装置。
(3)编程方法简单易学:梯形图是使用的最多的PLC编程语言,其电路符号和表达方式与继电器电路原理图相似,梯形图语言形象直观,易学易用,熟悉继电器电路图的电气技术人员只需花几天时间就可以熟悉梯形图语言,并用来编制用户程序。
(4)系统的设计、安装、调试工作量少:PLC用软件功能取代了继电器控制系统中大量的中间继电器、时间继电器、计数器等器件,使控制柜的设计、安装、接线工作量大大减少。
PLC的梯形图程序可以用顺序控制设计法来设计。
这种设计方法很有规律,容易掌握。
可以在实验室模拟调试PLC的程序,用小开关来模拟输入信号,通过个输出点对应的发光二极管的状态来观察输出信号的状态,调试的时间比继电器系统少的多。
(5)功能强,性能价格比高:一台小型的PLC内有成百上千个可供用户使用的编程元件,可以实现非常复杂的控制功能。
与相同功能的继电器系统相比,具有很高的性能价格比。
PLC可以通过通信联网,实现分散控制,集中管理。
(6)维修工作量小,维修方便:PLC的故障率很低,并且有完善的故障诊断功能。
PLC或外部的输入装置和执行机构发生故障时,根据PLC上的发光二极管或编程软件提供的信息,可以很方便地查明故障的原因,用更换模块的方法可以迅速地排除故障。
第二章 烤箱的整体设计第一节 烤箱的基本构成电烤箱主要由箱体、电热元件、调温器、定时器和功率调节开关等构成。
其箱体主要由外壳、中隔层、内胆组成三层结构,在内胆的前后边上形成卷边,以隔断腔体空气;在外层腔体中充填绝缘的膨胀珍珠岩制品,使外壳温度大大减低;同时在门的下面安装弹簧结构,使门始终压紧在门框上,使之有较好的密封性。
第二节 烤箱的总体设计本系统设计主要通过plc 的控制使得烤箱达到恒温,从而实现烤箱的智能化和多功能化。
烤箱内有360度旋转式烘烤功能,主要根据模仿人式烧烤方法转动食物设计制造,达到在烘烤过程中,食物自动翻转均匀受热,使其表面各处烘烤效果一致,从而烤制出色泽鲜嫩,美味的食品。
恒温烤箱总体图如下:图2-1 恒温烤箱总体图18 74236 59图2-1中,各序号分别代表的含义是:1.电烤箱的外壳2.电源指示灯3.报警灯4.plc、电机等电路总柜5.三菱触摸屏操作界面6.总电源开关7.360度旋转轴8.电烤箱门9.电热丝。
第三章基于plc恒温烤箱系统硬件设计第一节系统的控制要求本系统通过plc的控制,对加热器的加热温度进行控制使得烤箱的温度达到消费者所设定的温度,并使得温度的控制精度小于2度。
并运用plc与触摸屏的通信,使得烤箱更加人性化和智能化。
本系统的被控对象是1.8KW电加热管,被控制量是烤箱的炉温T,PLC 的模拟量输出控制调功器的输出,由固态继电器控制电加热管的通断,被控对象为烤箱中的单相电热管,被控制量为烤箱炉温。
它由铂电阻PT100测定,输入到温度变送器上,量程为0~200℃。
温度变送器变换为4~20mA传送给PLC的模拟量输入通道。
根据给定值与测量的温度值相比较的结果,PLC模拟量输出通道向固态继电器发出控制信号,从而达到控制烤箱温度的目的第二节系统设计思路根据对系统设计内容的分析,确定控制系统所需要的输入输出点数为1/3点。
选用FX 系列PLC,由于系统必须对温度信号进行采集和控制,还必须使用到模拟量输入/输出模块FX-4AD模块、固态继电器、温度变送器。
一、烤箱系统控制恒温的过程示意图图3-1 控制框图第三节 plc的选型可编程控制器(Programmable Controller)是计算机家族中的一员,是为工业控制应用而设计制造的。