机械花键轴断裂原因分析
主轴表面开裂原因分析

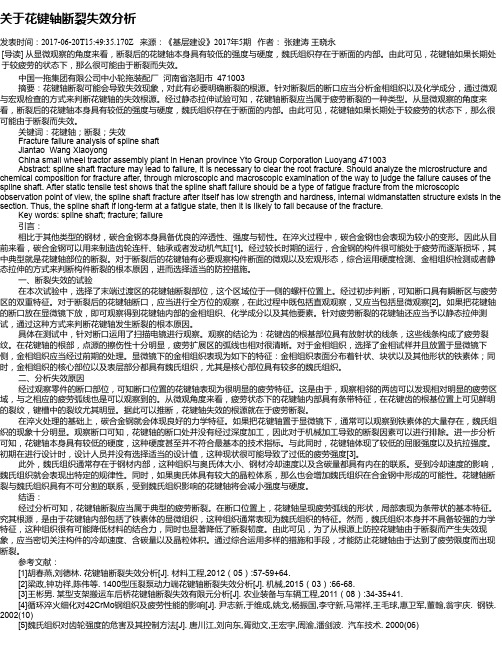
主轴表面开裂原因分析我公司生产的一级公路运输车左右半轴总成,在喷砂处理后准备喷底漆时发现10件产品中有7件产品表面存在裂纹.裂纹分为两种形态,一种裂纹位于轴本体并沿轴向扩展,另一种裂纹位于焊缝附近并沿焊缝熔合线扩展.问题发生后,工厂高度重视,选取了一件轴本体开裂件(1#)和一件焊缝开裂件(2#)进行分析.主轴所用材料为45CrNiMoVA,属碳含量较高,并含有较多合金元素的高强度合金钢.该种材料淬硬倾向很大,热影响区冷裂倾向也很大,且焊接性差.轴的加工流程为:棒材粗加工→主轴与滑块支座采用手工氩弧焊连接(焊缝为环形插接角焊缝)→焊接后立即进行退火处理→探伤→调质处理(硬度要求为33~38HRC)→校正→喷砂→精加工.1. 宏观观察两件轴裂纹的宏观形貌如图1所示,对两件轴进行部分分解后,采用目视及体视显微镜对两件轴表面裂纹分别进行观察.1#轴表面裂纹位于轴本体上并基本沿轴向扩展(尾部存在弧线拐弯),裂纹在深度方向上沿径向扩展,裂纹中部已经穿透了所取试样的厚度(厚约30mm),如图2所示.2#轴表面裂纹沿主轴一侧的焊缝熔合线扩展,所取试块焊缝熔合线位置均存在开裂现象(长约1/2周),进一步放大观察裂纹由多条断续微裂纹组成,如图3所示.剖面观察,主裂纹上存在明显分插裂纹;主轴焊缝底部熔合线也已开裂,从裂纹的走向判断,该裂纹起源于角焊缝底部应力集中区,剖面裂纹宏观形貌及走向如图4所示.图1 两件轴分解的宏观形貌2. 断面宏观观察图2 1#轴表面裂纹宏观形貌图3 2#轴熔合线裂纹宏观形貌图4 2#轴裂纹剖面宏观形貌采用机械方法将两件轴上裂纹打开后进行观察,1#轴裂纹断面较平坦,断面呈黑色,局部呈红褐色,源区位于次表面,表面存在明显的剪切唇(剪切唇厚度较薄),如图5所示;2#裂纹断面凹凸不平,裂纹沿熔合线扩展,断面主要呈黑色,局部呈红褐色,源区位于表面,为多源起裂,如图6所示.3. 断面微观观察将断面置于扫描电镜下进行微观形貌观察,两个轴断面的微观形貌相似,整个断面均附着一层较厚的氧化物,仅局部区域断面隐约可见沿晶形貌,如图7、图8所示.将断面氧化物清洗后观察:1#轴断面源区位于次表面,源区及扩展区呈沿晶形貌,表面剪切唇呈韧窝形貌,如图9所示;2#轴整个断面均呈沿晶形貌,如图10所示.以上形貌特征表明两个轴的开裂模式均为脆性开裂,且裂纹断面存在严重的氧化.本文对PAPP的结构进行了表征,并将PAPP单独的添加到PA6中,研究了不同添加量下PAPP对PA6复合材料的阻燃效果。
关于花键轴断裂失效分析
关于花键轴断裂失效分析发表时间:2017-06-20T15:49:35.170Z 来源:《基层建设》2017年5期作者:张建涛王晓永[导读] 从显微观察的角度来看,断裂后的花键轴本身具有较低的强度与硬度,魏氏组织存在于断面的内部。
由此可见,花键轴如果长期处于较疲劳的状态下,那么很可能由于断裂而失效。
中国一拖集团有限公司中小轮拖装配厂河南省洛阳市 471003摘要:花键轴断裂可能会导致失效现象,对此有必要明确断裂的根源。
针对断裂后的断口应当分析金相组织以及化学成分,通过微观与宏观检查的方式来判断花键轴的失效根源。
经过静态拉伸试验可知,花键轴断裂应当属于疲劳断裂的一种类型。
从显微观察的角度来看,断裂后的花键轴本身具有较低的强度与硬度,魏氏组织存在于断面的内部。
由此可见,花键轴如果长期处于较疲劳的状态下,那么很可能由于断裂而失效。
关键词:花键轴;断裂;失效Fracture failure analysis of spline shaftJiantao Wang XiaoyongChina small wheel tractor assembly plant in Henan province Yto Group Corporation Luoyang 471003Abstract: spline shaft fracture may lead to failure, it is necessary to clear the root fracture. Should analyze the microstructure and chemical composition for fracture after, through microscopic and macroscopic examination of the way to judge the failure causes of the spline shaft. After static tensile test shows that the spline shaft failure should be a type of fatigue fracture from the microscopic observation point of view, the spline shaft fracture after itself has low strength and hardness, internal widmanstatten structure exists in the section. Thus, the spline shaft if long-term at a fatigue state, then it is likely to fail because of the fracture.Key words: spline shaft; fracture; failure引言:相比于其他类型的钢材,碳合金钢本身具备优良的淬透性、强度与韧性。
花键轴断裂原因分析

理论计算和有限元模拟分 析, 确定 了花键轴 的断裂性质及断裂原因。结果表 明: 该花键轴 的断裂性质为扭转疲劳断裂 , 花键 轴发生扭转疲劳断裂可能与共振有关 ; 另外 , 花键轴花键与机匣 内花键 啮合 间隙不当和断裂处 轴径 尺寸偏小 均为促进其 扭 转疲劳 断裂 的影响因素 。 【 关键词 ]花键轴 ; 扭转疲劳 ;共振
第2 8卷 1 期 0 1 3年第 2月
失效分析 与预 防
F e b r u a r y , 2 0 1 3
Vo 1 . 8 , No . 1
花 键 轴 断裂 原 因分 析
刘 松
( 中航 工业南京机 电液压 工程研 究中心, 南京 2 1 1 1 0 6 )
[ 摘 要]通过对断裂花键 轴断 口的宏微观形貌 、 材料化学成分、 金相显微组织 、 硬度及形状尺寸进行了测试与分析 , 并应 用
F r a c t u r e An a l y s i s o f S p l i n e S h a f t
L I U S og E n g i n e e r i n g I n s t i t u t e o fA i r c r a f t 跏£ e 榭, N a n j i n g 2 1 1 1 0 6 , C h i n a )
[ 中圈分类 号] T K 4 4 2 ;T H 1 3 3 . 2 【 文献标志码]A d o i : 1 0 . 3 9 6 9 / j . i s s n . 1 6 7 3 - 6 2 1 4 . 2 0 1 3 . 0 1 . 0 0 7 【 文章编号 ]1 6 7 3 6 - 2 1 4 ( 2 0 1 3 ) 0 1 - 0 0 3 0 - 0 5
Ab s t r a c t :T h e f r a c t u r e f a i l u r e mo d e a n d c a u s e o f a s p l i n e s h a f t we r e na a l y z e d b y me ns a o f f r a c t u r e o b s e r v a t i o n, c h e mi c l a c o mp o s i t i o n a n ly a 8 i s .me t a l l o g r a p h i c e x a mi n a t i o n a n d d i me n s i o n t e s t ng i .T h e o et r i c l a c lc a u l a t i o n a n d f i n i t e e l e me n t na a l y s i s we r e
花键轴的失效分析与解决

2019年 第7期 热加工52花键轴的失效分析与解决■ 牟怀飞,田源摘要:对失效的花键轴进行了原因分析,并根据分析结果对感应淬火工艺进行改进,防止类似问题再次发生。
关键词:花键轴;感应淬火;磨损失效;防止措施花键轴是机械传动系统中用来传递轴与轴之间运动和扭矩的零件,在轴的外表有纵向的键槽,套在轴上的旋转件也有对应的键槽,可保持与轴同步旋转,广泛应用在汽车、摩托车、拖拉机、机床及工程机械等领域。
某车间生产的花键轴,经高频感应淬火、回火、校直后装配使用,在客户使用过程中发生磨损失效,本文对失效的花键轴进行了原因分析,并根据分析结果对感应淬火工艺进行改进,防止类似问题再次发生。
1. 花键轴材料及技术要求(1)花键轴材料 花键轴(见图1),采用45钢制造,其材料化学成分要求执行G B /T699—2015《优质碳素结构钢》标准。
(2)花键轴技术要求 花键轴长410mm 范围内感应淬火,要求淬硬层连续且有效硬化层深度≥1.2m m ,花键表面硬度≥50HRC ,轴颈硬度≥42HRC ,轴颈处对两端中心孔的径向圆跳动≤0.10mm 。
2. 花键轴加工工艺流程花键轴加工工艺流程:下料→锻造→调质→粗车→精车→车螺纹→铣花键→感应淬火→低温回火→校直→磨外圆→防锈处理→成品入库→装配。
3. 热处理感应淬火设备与工艺(1)设备 花键轴感应淬火采用高频Z P -65型电源,GCLY1040数控淬火机床,回火采用低温井式电阻炉,型号为RJ2-35-6,校直设备为10TY41-10A 校直机。
(2)热处理工艺 感应淬火:感应器为自制φ8m m 铜管匝成4×φ65mm 圆环感应器,实物如图2所示,匝间距离3m m ,喷水圈内径90m m ,喷水角度45°;电参数为电流180~220A ,频率19~20k H z ,淬火(a )花键轴实物外观(b )花键轴结构图1 45钢制花键轴图4 花键轴不同位置的硬度分布1 花键轴化学成分(质量分数)C Si Mn Cr 图3 花键轴失效部位2019年 第7期 热加工54(6)回火炉的温度检验 利用热电偶、测量仪等仪器检验回火炉的温度均匀性和温控精度,均满足使用要求。
双螺杆挤出机花键轴断裂失效机理探析
双螺杆挤出机花键轴断裂失效机理探析发布时间:2022-06-30T06:16:21.459Z 来源:《中国科技信息》2022年第5期作者:曹波[导读] 本文根据双螺杆花键轴材料的理化检验结果,分析双螺杆花键轴断裂失效机理。
曹波南京科亚化工成套装备有限公司摘要:双螺杆挤出机在工程塑料的改性、造粒以及预混等生产中十分常见,其作为挤出机的重要构件,一旦发生失效,那么会给企业带来严重的经济损失,造成企业大量人员伤亡,威胁企业生产安全。
本文根据双螺杆花键轴材料的理化检验结果,分析双螺杆花键轴断裂失效机理。
关键词:双螺杆挤出机;花键轴断裂;失效机理引言双螺杆挤出机在聚合加工中具有十分重要的地位,其高生产效率能够有效保证工程塑料质量。
双螺杆挤出机结构及材料强度会对其运转生产重要影响,为预防事故放生,确保大型聚烯烃职评安全生产的高可靠性,促进企业安全生产技术进步。
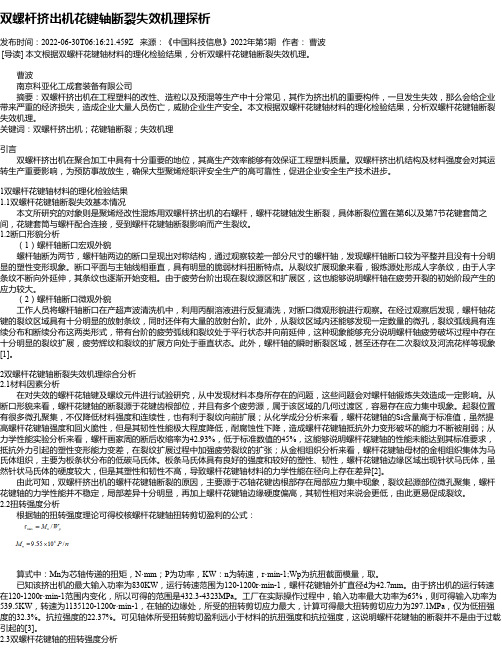
1双螺杆花键轴材料的理化检验结果1.1双螺杆花键轴断裂失效基本情况本文所研究的对象则是聚烯烃改性混炼用双螺杆挤出机的右螺杆,螺杆花键轴发生断裂,具体断裂位置在第6以及第7节花键套筒之间,花键套筒与螺杆配合连接,受到螺杆花键轴断裂影响而产生裂纹。
1.2断口形貌分析(1)螺杆轴断口宏观外貌螺杆轴断为两节,螺杆轴两边的断口呈现出对称结构,通过观察较差一部分尺寸的螺杆轴,发现螺杆轴断口较为平整并且没有十分明显的塑性变形现象。
断口平面与主轴线相垂直,具有明显的脆弱材料扭断特点。
从裂纹扩展现象来看,锻炼源处形成人字条纹,由于人字条纹不断向外延伸,其条纹也逐渐开始变粗。
由于疲劳台阶出现在裂纹源区和扩展区,这也能够说明螺杆轴在疲劳开裂的初始阶段产生的应力较大。
(2)螺杆轴断口微观外貌工作人员将螺杆轴断口在产超声波清洗机中,利用丙酮溶液进行反复清洗,对断口微观形貌进行观察。
在经过观察后发现,螺杆轴花键的裂纹区域具有十分明显的放射条纹,同时还伴有大量的放射台阶。
此外,从裂纹区域内还能够发现一定数量的微孔,裂纹弧线具有连续分布和断续分布这两类形式,带有台阶的疲劳弧线和裂纹处于平行状态并向前延伸,这种现象能够充分说明螺杆轴疲劳破坏过程中存在十分明显的裂纹扩展,疲劳辉纹和裂纹的扩展方向处于垂直状态。
轴的失效形式和原因分析

轴的失效形式和原因分析轴的失效形式与特征轴是各种机械中最为普通⽽不可缺少的重要零件,根据使⽤条件的差异,轴有很⼤不同的类型,按其功能和所受载荷的不同,⼀般可分为⼼轴、转轴和传动轴三类。
⼼轴主要承受弯矩⽽不承受扭矩,它只能旋转零件起⽀撑作⽤,并不传递动⼒。
传动轴主要承受扭矩,其基本功能只传输动⼒,⽽转轴既承受弯矩⼜承受扭矩,它兼有⽀撑与传输动⼒的双倍功能。
由于各类轴⾃⾝的材质、结构和承载条件不同、运⾏环境和使⽤操作的差异可能发⽣各种不同类型的失效时有发⽣,失效的形式和特征也各异。
⼀.疲劳断裂疲劳断裂是指轴在交变应⼒的作⽤下,经过多次反复后发⽣的突然断裂。
是轴类零件在其服役过程中主要的失效形式。
轴在疲劳断裂前没有明显的塑性变形,反映在宏观形态上属于脆性断裂。
断⼝形貌有其本⾝的特征,在宏观形貌上可分为三个区域:图1 疲劳断裂⽰意图1)疲劳源区:通常是指断⼝上的放射源的中⼼点,源区表⾯细密光滑,多发⽣于轴的表⾯。
由于表⾯常存在缺⼝、⼑痕、沟槽等缺陷,导致应⼒集中,从⽽诱发疲劳裂纹。
疲劳断⼝上可能只有⼀个疲劳裂纹源,也可能出现⼏个裂源。
疲劳源区有时存在疲劳台阶,这是由于不同⾼度的多源疲劳裂纹在其扩展过程中连接形成的。
2)疲劳扩展区:是断⼝上最重要的特征区域,海滩花样(贝壳花样、疲劳弧线、疲劳条带)的存在是鉴别疲劳断裂的宏观依据。
有时必须借住⾼倍的电⼦显微镜才能观察到疲劳条带。
根据弧线数量和间距可以略微地判断零件所承受交变应⼒幅值,弧线规律分布表⽰交变载荷是平稳的。
承受应⼒状态、⼯作环境以及材料性质的不同,疲劳裂纹扩展的形貌所异。
每条疲劳条带表⽰载荷的⼀次循环,条带间距离与外加载荷的应⼒幅值有关。
当交变载荷变化不⼤、零件内的残余应⼒很⼩时,往往不出现弧线或不明显,所以不是所以疲劳断⼝有存在疲劳条带,低周疲劳断⼝有时可呈现韧窝状,有时也可出现轮胎花样(图2),所以疲劳条带并不是疲劳断裂的唯⼀显微特征。
⾼频疲劳断⼝或腐蚀疲劳断⼝上的疲劳条带⽐较模糊,较难判断。
机械花键轴断裂原因分析

机械花键轴断裂原因分析1.状态说明(1)该失效件曾送交某研究院检测,最终检测结果为调质处理淬火裂纹。
对热处理工艺进行排查,从工件来料装筐、设备使用前检查、热处理工艺的制订及实施、热处理后试样的检测,结果没有发现任何问题。
(2)我们对送检的样件重新检测,客户提供的裂纹样块为20mm×20mm×40mm,未见到失效件本体、断裂部位和断裂形式,工件实际服役状况也没详细了解。
据客户介绍,工件的材质为42CrMo低合金调质钢,零件的工艺路线为:下料→锻造→粗加工→调质。
(3)将样件分成两块,经镶嵌、磨制、抛光、浸蚀,目测就可以看到,断口为凹凸不平的断面,断口边缘有一层非常明显的较深的白亮层,推测可能是脱碳层(见图1、图2)。
2.化学成分在样块上线切割截取15mm×15mm×10mm(长×宽×厚)的试样,进行化学成分检测,检测设备为Labspark5000精密直读火花光谱仪,检查结果表明化学成分符合材料标准要求。
化学成分的检查结果见附表。
3. 金相组织(1)用1E-200M型金相显微镜进行金相组织观察,试样断口表面的白亮层,为细小等轴状铁素体。
这种组织是较低奥氏体温度下,由原始锻造柱状晶组织重结晶细化形成的。
该组织为锻造开裂后高温氧化脱碳,脱碳层组织经过奥氏体化重结晶的典型形貌特征(见图3)。
(2)断口处的二次裂纹两侧,被以铁素体组织为主的脱碳层完全包围,裂纹内充满浅灰色的高温氧化产物,说明二次裂纹仍然是在锻造加工过程中形成的(见图4)。
(3)主裂纹断口表面堆积大量的高温形成的氧化物,表明锻造加工时加热温度高,裂纹边缘氧化脱碳现象严重,其中全脱碳层较深,半脱碳层较浅(见图5)。
裂纹的次表层镶嵌有较多量的氧化物夹杂,这是由于锻造加工时,裂纹内表层高温氧化形成的氧化皮,在锻轧焊合过程中嵌入到次表层而形成(见图6)。
(4)试样主裂纹断口处沿晶开裂,晶粒剥落坑极粗大,剥落坑的宽度显示出晶粒的直径。
断轴关键在分析原因

断轴关键在分析原因减速机高速轴断裂是一种经常会出现的严重事故,导致的原因也有多种,或者是由几种因素共同导致的结果。
常见的原因有如下几种:1.耦合器选型偏大,减速机选型偏小,使得减速机高速轴承担的径向荷载较大;2.耦合器平衡有问题,在高速旋转时给减速机和电机轴施加了较大的交变附加荷载;3.减速机高速轴轴材质、热处理的问题-存在内应力或裂纹;4.驱动单元组装或运输过程中甚至是驱动装置底座基础不平焊接后使底座变形导致电机轴和减速机轴的同心度超差;5.设备使用过程中的野蛮操作和维护不到位也可能造成设备的损坏......因此,仅从减速机高速轴断裂的表面现象还不能准确的判断原因所在,需根据实际情况进行分析:1.根据胶带机的参数校核部件的选型:胶带机轴功率、电机功率、电机转速-看耦合器规格、减速机额定功率和使用系数等参数,检验部件选型是否正确;2.了解胶带机工作过程中的噪音、震动、设备温升等情况,看是否存在耦合器平衡问题、电机轴和减速机轴不同心等问题;3.可以从中控室调取该胶带机的电流记录,反算胶带机的实际消耗功率,看是否存在严重超载或其它原因导致的减速机服务系数不够的情况;4.查看安装调试记录或安装指导书,看该耦合器内所加液体量是否过多,导致启动曲线过硬同时增加了减速机轴的径向荷载。
关于驱动单元的一点建议:1.设备部件规格并非越大越有利,尤其是耦合器的规格常参考电机功率,目前好多设计院在计算胶带机功率时的系数选择很保守,导致耦合器规格偏大;2.目前SEW、FLENDER公司的竞争也非常激烈,所以在设备选型时的服务系数裕度不大,尤其是电厂胶带机的工作条件相对较好的情况下,其服务系数更小,导致高速轴很细;3.耦合器作为传递扭矩的联轴器,其重心靠近减速机侧,这对难以承受径向力的减速机高速轴不利(部分厂家采取将耦合器反装的方法来改善该矛盾,但会破坏耦合器的功率传递曲线,使耦合器充油量与传递功率偏离说明书给出的曲线);4.胶带机安装调试说明书和运行维护手册中应强调指出:严格控制每条胶带机耦合器的充油量,并根据功率曲线给出具体数值,保证胶带机启动曲线的平滑同时控制轴端的径向荷载;5.电机轴可承受径向荷载,减速机高速轴一般不承担径向荷载,所以电机轴的直径要比减速机轴颈粗,再加上进口材料的性能较好,使得减速机高速轴的直径更细,因此在与减速机厂家签订技术协议时一定要明确:耦合器的重量由减速机和电机共同承担,以避免断轴事故发生时减速机厂家推诿责任(实际上减速机不承担耦合器重量是无法实现的,目前耦合器的正确安装方发就是将重型靠近减速机侧);6.减速机的具体选型型规格建议由减速机厂家来确定,胶带机厂家要提供正确的轴功率、电机功率、速比等选型所必须的参数,以引起减速机厂家在选型时的重视程度-避免因竞争激烈,人为降低设备规格的情况发生;7.在设备安装调试结束后,转交业主和培训的过程中一定明确设备的正常使用要求,严禁超载并进行正常的维护和巡检,从使用和维护的角度避免断轴等恶性事故的发生-设备是否正常只有使用者才最清楚!这个问题已经讨论了一年多了,大家还在关心和热议。
花键过度磨损原因分析

花键过度磨损原因分析朱孝录 1,2, 胡 炜 2, 薄文丽 2, 李东武 2(1. 北京科技大学,北京 100083;2. 沃德传动(天津)股份有限公司,天津 300409)[摘 要]以内外花键磨损为实例,根据磨损断口形貌观察,判定花键齿的磨损主要是由于内外花键轴线不同轴引起。
给出花键齿的滑动速率和摩擦功的计算式,分析偏心量、法向力、摩擦因数、齿数等参数对花键磨损的影响。
结果表明:内、外花键轴的轴线不同轴是造成花键磨损的主要原因之一;内、外花键轴的轴线不同轴(轴线偏心)使键齿齿面产生滑动;轴线偏心使各键齿齿面的载荷分配不均匀,加速齿面的磨损;防止花键齿的磨损最有效的措施是提高与轴线偏心量有关零件的加工精度和安装精度,尽量减少内外花键的偏心量;提高花键硬度,可以增加花键的磨损寿命。
[关键词]失效分析; 花键; 微动磨损; 滑动速率; 摩擦功[中图分类号] TH117.1 [文献标志码] A doi :10.3969/j.issn.1673-6214.2020.06.008[文章编号] 1673-6214(2020)06-0388-05Cause Analysis for Excessive Wear of SplinesZHU Xiao-lu 1,2,HU Wei 2,BO Wen-li 2,LI Dong-wu 2(1. University of Science and Technology Beijing, Beijing 100083, China ;2. World Transmission Technology (Tianjin) Co., Ltd., Tianjin 300409, China)Abstract: Taking the internal and external spline wear as an example, according to the observation of wear fracture morphology, it is determined that the wear of spline teeth is mainly caused by different axes of internal and external splines. A formula for calculating the sliding speed and friction work of spline teeth is presented. According to this, the influence of eccentricity, normal force, friction factor and tooth number on spline wear is comprehensively analyzed. The results show that the different axes of the internal and external spline shafts are one of the main reasons for the spline wear; the different axes of the internal and external spline shafts (the axis eccentricity) make the tooth surface of the key tooth slide; the eccentric axis makes the load distribution of each key tooth surface uneven, and accelerates the tooth surface wear; to prevent the spline tooth wear, the most effective measure is to increase the axis eccentricity The machining accuracy and installation accuracy of the parts can reduce the eccentricity of the internal and external splines as far as possible, and improve the hardness of the spline can increase the wear life of the spline.Key words: failure analysis; spline; fretting wear; sliding speed; friction work0 引言花键连接在减速机中是一种常用的连接形式,但是如果设计、使用不当,因花键齿过度磨损而失效是高概率事件,微动磨损成为主要失效形式之一[1]。
001 40Cr储能轴断裂原因分析,6页,材料热处理问题导致应力过载断裂

记录号:JS-AL-转动设备(轴和外壳)-4640Cr 储能轴断裂原因分析摘要:某储能轴在储能启动时发生突然断裂,材质为40Cr 锻造件,设计热处理状态为整体调质,表面经氮化处理。
储能轴通过花键与凸轮连接,并经由凸轮推动活塞进行储能。
分析结果表明:1.该储能轴是属于应力过载脆性断裂,是在弯曲应力和扭转应力的作用下一次性断裂的,起裂过程主要受轴向弯曲应力控制。
2.该储能轴没有进行正常的调质处理,其基体组织以细片状珠光体加细网状铁素体为主,不是调质处理的回火索氏体组织或回火屈氏体组织。
这是导致储能轴承载能力不足,从而在使用启动时即发生一次性脆性断裂的主要原因。
3.由于其断裂过程主要受弯曲应力控制,建议对轴件安装对中情况进行检查,避免因安装原因引起的弯曲应力过载。
关键词:储能轴;脆性断裂;调质处理 材料种类/牌号:合金结构钢/40Cr概述某储能轴在储能启动时发生突然断裂,材质为40Cr 锻造件,设计热处理状态为整体调质,表面经氮化处理。
储能轴通过花键与凸轮连接,并经由凸轮推动活塞进行储能。
试样为储能轴断裂件,对其断裂的原因进行了分析。
测试过程与结果宏观断口分析图1是断裂储能轴的宏观照片,断裂位置处在动力输入侧的花键槽的端部,如箭头所示,左上角小裂块是从断口上崩落的。
断口参差不齐,全断面呈闪晶状脆性断口,看出储能轴是一次性断裂,但断轴没有明显变形,属脆性断裂,图2是起裂位置的低倍断口。
肉眼观察可以看到有多个断裂源,其中有两个主断裂源,相距8个齿距,约24mm,都是位于花键齿凸的根角线位置,如图1和图3中箭头所指。
主断裂面与储能轴的轴向呈大约20度的夹角,从断裂面方向分析,弯曲应力和扭转应力是引起储能轴断裂的主应力,而受弯曲应力的作用更大。
图1 断裂储能轴的宏观照片断裂位置在动力输入侧的花键槽的端部,如箭头所示中国应急分析网起裂位置1 起裂位置2图2 起裂位置的低倍断口图3 起裂位置的侧面形貌 ,箭头所指为裂纹源 宏观分析表明,储能轴属于应力过载脆性断裂,是在弯曲应力和扭转应力的作用下一次性断裂的,起裂过程以弯曲应力为主。
花键轴断裂的原因
花键轴断裂的原因
花键轴断裂的原因可能包括以下几点:
1. 载荷过大或超载:花键轴在工作过程中承受的载荷过大,超过其承载能力,导致断裂。
2. 材质问题:花键轴的材质不良,如强度不足或存在缺陷,容易发生断裂。
3. 制造工艺问题:花键轴的制造工艺不合理,如热处理不当、加工精度不高等,可能导致其强度和韧性不足,容易断裂。
4. 长期疲劳损伤:花键轴长期承受交变载荷,导致疲劳裂纹的产生和扩展,最终发生断裂。
5. 安装和维护问题:花键轴的安装和维护不当,如安装位置不正确、缺乏润滑等,也可能导致其断裂。
为了防止花键轴断裂,可以采取以下措施:
1. 合理设计:根据实际工况和载荷条件,合理设计花键轴的结构和尺寸,确保其承载能力足够。
2. 选择优质材料:选用高强度、高韧性的材料,如合金钢、不锈钢等,确保花键轴的机械性能。
3. 严格制造工艺:制定合理的热处理和加工工艺,确保花键轴的制造精度和表面质量。
4. 加强检测和维护:定期对花键轴进行检测和维护,发现异常及时处理,避免疲劳裂纹等潜在缺陷的扩展。
5. 合理安装和使用:按照规范进行花键轴的安装和使用,确保其工作状态良好,避免超载或过载情况的发生。
挖掘机挖斗销轴断裂原因分析

挖掘机挖斗销轴断裂原因分析摘要: 石家庄钢铁有限责任公司高建华摘要本文利用扫描电镜、金相显微镜等设备对挖掘机挖斗销轴断裂件断口形貌、金相组织进行了检验分析,推断为用户加工和热处理工艺不当,造成销轴注油孔开口处存在应力集中而导致疲劳破 ...石家庄钢铁有限责任公司高建华摘要本文利用扫描电镜、金相显微镜等设备对挖掘机挖斗销轴断裂件断口形貌、金相组织进行了检验分析,推断为用户加工和热处理工艺不当,造成销轴注油孔开口处存在应力集中而导致疲劳破坏,为用户改进工艺提供了理论依据。
关键词疲劳断裂应力集中断口形貌热处理某用户使用挖掘机进行道路维修土方挖掘作业,使用1155小时后机手在加注黄油时发现挖斗销轴断裂向外退出,用手一拉即拉出半截销轴,现场为用户更换销轴后试机工作正常,销轴材料为40Cr,制造工艺为正火—机加工—调质处理—精加工—感应淬火—磁粉探伤检验,由于供需双方对销轴断裂原因持不同意见,笔者受委托进行断裂销轴原因分析。
1、宏观分析销轴外观无人为撞击痕迹,摩擦部位光亮均匀,无明显异常磨损,断裂位置位于销轴中部不受摩擦处,沿衬套润滑油注油孔中心横向断裂,见图1、图2,断口形貌为典型的表面有应力集中旋转弯曲低应力高周疲劳断口,裂纹源位于注油孔开口处,起始裂纹扩展缓慢,断口平齐,扩展至1/2截面时扩展速度增加,明显可见贝壳纹,同时由于断裂过程中销轴旋转,扩展方向发生偏转,瞬断区为椭圆状,距表面约3mm,占整个截面5%,见图3。
图1 断裂销轴整体形貌图2 断裂位置图3 断口形貌2、理化检测2.1 化学成分(%):断裂件化学成分光谱分析结果(质量分数,%)见表1,符合B/T3077-1999 标准要求。
2.2 断口检验:在Zeiss EVO 40扫描电镜下观察断口起源于注油孔开口处,有明显疲劳台阶,未发现夹杂等冶金缺陷,在扩展初期,由于应力较小,扩展速度较慢,断口因反复张合摩擦成较为光滑的断口,见图4、图5;扩展中期速度加快,产生微裂纹和孔洞状撕裂,见图6;扩展后期由于应力较大,在表面多处形成新裂纹源同时向内扩展,形成圆弧状疲劳弧线,见图7,最后断裂区在距表面约3mm处形成,瞬断区微观形貌为准解理+韧窝断口,见图8、图9。
试论机械构件裂纹形成原因及断口特征分析
试论机械构件裂纹形成原因及断口特征分析【摘要】随着国民经济的飞速发展和现代科学技术的进步,各种机电设备的复杂程度提高和大量应用,设备和人身事故也随着不断增加。
因此各类事故的失效分析、产品质量检验、仲裁检验和司法鉴定方面工作不仅数量大量增加,而且由于涉及学科较多,技术难度也更大。
断裂和裂纹与腐蚀一样是机械构件主要的失效形式,断裂是构件最危险的一种失效形式,而裂纹是构件断裂的主要因素。
因此,掌握各种裂纹的形成原因、宏观与微观断口特征非常重要。
本文重要论述了构件常见的几种工艺裂纹形成原因。
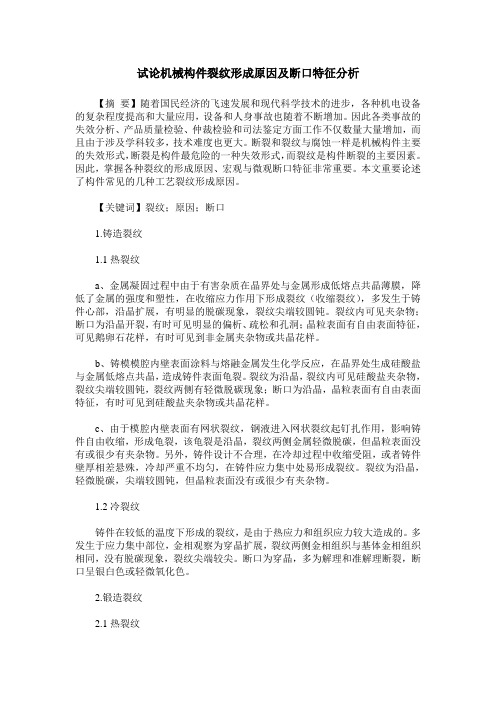
【关键词】裂纹;原因;断口1.铸造裂纹1.1热裂纹a、金属凝固过程中由于有害杂质在晶界处与金属形成低熔点共晶薄膜,降低了金属的强度和塑性,在收缩应力作用下形成裂纹(收缩裂纹),多发生于铸件心部,沿晶扩展,有明显的脱碳现象,裂纹尖端较圆钝。
裂纹内可见夹杂物;断口为沿晶开裂,有时可见明显的偏析、疏松和孔洞;晶粒表面有自由表面特征,可见鹅卵石花样,有时可见到非金属夹杂物或共晶花样。
b、铸模模腔内壁表面涂料与熔融金属发生化学反应,在晶界处生成硅酸盐与金属低熔点共晶,造成铸件表面龟裂。
裂纹为沿晶,裂纹内可见硅酸盐夹杂物,裂纹尖端较圆钝,裂纹两侧有轻微脱碳现象;断口为沿晶,晶粒表面有自由表面特征,有时可见到硅酸盐夹杂物或共晶花样。
c、由于模腔内壁表面有网状裂纹,钢液进入网状裂纹起钉扎作用,影响铸件自由收缩,形成龟裂,该龟裂是沿晶,裂纹两侧金属轻微脱碳,但晶粒表面没有或很少有夹杂物。
另外,铸件设计不合理,在冷却过程中收缩受阻,或者铸件壁厚相差悬殊,冷却严重不均匀,在铸件应力集中处易形成裂纹。
裂纹为沿晶,轻微脱碳,尖端较圆钝,但晶粒表面没有或很少有夹杂物。
1.2冷裂纹铸件在较低的温度下形成的裂纹,是由于热应力和组织应力较大造成的。
多发生于应力集中部位,金相观察为穿晶扩展,裂纹两侧金相组织与基体金相组织相同,没有脱碳现象,裂纹尖端较尖。
机械加工中的刀具磨损与开裂分析

机械加工中的刀具磨损与开裂分析机械加工是一项重要的制造技术,它涉及到材料的切削和加工,而刀具则是机械加工中的核心工具。
然而,在机械加工过程中,刀具不可避免地会出现磨损和开裂的问题,这对加工质量和刀具寿命都会产生一定的影响。
因此,对刀具磨损和开裂的分析十分重要。
首先,我们来讨论刀具磨损的问题。
刀具磨损是指刀具表面的材料被磨掉或烧蚀的现象。
机械加工中的切削过程往往会产生大量的摩擦和热量,这就造成了刀具表面材料的磨损。
刀具磨损的主要原因有以下几点。
首先是切削力的影响。
在切削过程中,刀具需要承受巨大的切削力,而这种力会导致刀具表面的材料疲劳和磨损。
尤其是在高速切削中,刀具磨损会更加明显。
其次是材料的选择。
不同的材料有不同的硬度和强度,而这些性质对刀具的磨损程度有很大的影响。
合适的刀具材料可以提高其抗磨损性能,延长其使用寿命。
再次是切削条件的合理性。
切削速度、进给量、切削深度等切削条件会直接影响刀具磨损的程度。
如果切削速度过快或者切削深度过大,都会导致刀具的过度磨损。
最后是刀具的使用和维护。
如果使用不当或者缺乏有效的维护,刀具的寿命会大大缩短。
因此,正确的刀具选择和使用方法、以及定期的维护保养是减少刀具磨损的重要策略。
接下来,我们将讨论刀具的开裂问题。
刀具的开裂是指刀具表面出现裂纹或断裂现象。
刀具开裂的主要原因有以下几点。
首先是刀具的强度不足。
刀具在高速和高温的工作环境下要承受巨大的载荷,如果刀具的强度不够,就容易发生开裂。
其次是刀具的设计缺陷。
刀具的设计包括结构和材料的选择,如果设计不合理或者材料不适合,刀具容易出现开裂问题。
再次是切削温度过高。
在高速切削中,摩擦会产生大量的热量,如果不能有效地散热,刀具会因温度过高而出现开裂。
最后是刀具的使用环境。
刀具在工作时会受到不同的工艺条件和外部环境的影响,例如湿度、酸碱性等,这些因素也会导致刀具的开裂。
要解决刀具磨损和开裂问题,我们可以从以下几个方面入手。
首先是选择合适的刀具材料。
SAE1141H钢花键轴热处理后开裂原因分析

图6 中频感应淬火后横截面上的残余应力分布
Fig.6 Distribution of residual stress after medium·frequency induction hardening
当沿垂直于花键轴纵向的方向切割或与纵向成一 定角度切割时,该切割方向与主要应力方向平行,因此 不会出现这种开裂。当沿图5中的MPBC方向或 MFEC方向切割时,由于开始在横向切割时产生的一 条裂纹改变了原来零件的内应力分布并使内应力提前 释放了一部分,削减了花键轴的内应力和应力集中效 应。因此,沿这些方向切割时就不会产生裂纹。
摘要:用显微组织观察和超声波探伤等方法,分析研究了SAEll41H钢花键轴经中频感应加热淬火后检验时在线切割取样过程中 出现的开裂现象。结果表明,花键轴内部并没有裂纹,这种开裂是中频感应加热淬火后花键轴中的残余应力在切割过程中释放的 结果,它起源于硫化物的偏聚区并沿着硫化物扩展。通过改变检验时取样的切割路线可以有效避免这种开裂现象。 关键词:易切削钢;开裂;残余应力;硫化物偏聚 中图分类号:TGl62.71 文献标识码:A 文章编号:0254-6051(2009)07-0106-04
在DE面上出现开裂
M_+P_+B_+C
没有发现开裂
M—+F—+E—圯
没有发现开裂
M—}N
没有发现开裂
M—’H
没有发现开裂
M—+P_呻B—+E—+F
没有发现开裂
M_+F-+E-÷B_P一+F
没有发现开裂
观察花键轴产生开裂的结果如表1所示。由表1 可以看出,这种开裂现象在切割的过程中产生,它只在 第一刀的剖面上产生,位置在零件大约半径1/2处靠 心部的区域。沿垂直于花键轴纵向的方向切割或与纵 向成一定角度切割时不会出现这种开裂,但这种切割 方式不适于取样检验。沿图5中的ABC方向或DEC 方向切割会在AB或DE面上产生开裂。沿图5中的 MPBC方向或MFEC方向切割不会产生开裂,沿图中 的MPBEF方向或MFEBPF方向切割也不会产生开 裂。
电机轴的断裂分析及优化设计

电机轴的断裂分析及优化设计作者:杜帆来源:《科学与财富》2016年第03期摘要:当前电机运行的过程中,轴承断裂是非常重要的一个问题,它会直接影响到电机的正常运行,所以,为了保证正常的生产,我们必须要采取有效的措施对其加以全面的改进,同时还要对当前存在的一些不足加以全面的控制,在这样的情况下才能更好的保证电机运行的整体效果。
本文主要分析了电机轴的断裂分析及优化设计,以供参考和借鉴。
关键词:电机轴;断裂;改进;优化设计在电机运行的过程中,电机轴一直都是非常关键的一个部件,其通常需要6-8块的肋板焊接或者是采用花键联结以及主轴共同组合而成,在实际的应用中,其已经能够广泛的应用到机械、矿山、冶金等多个行业当中。
因为其在工作中所面对的环境及条件都十分的恶劣,所以也非常容易出现裂纹或者是断裂等情况,这样也就出现了非常严重的生产安全隐患,因此,我们必须要对电机轴承的裂化进行全面的分析,同时还要在这一过程中对其设计进行全面的优化处理。
1 断裂分析电机轴在实际的运行过程中主要是承受交变弯曲应力以及扭转应力的作用,一般亲概况下其主要由作用在肋板上的电磁拉力轴两端位置上的拉力等导致,这些应力会随着运行时间的延长而不断的变化。
如果出现了过载的问题,突然启动或者是制动,受到反复的荷载冲击,电机轴的一些局部的位置就有可能会出现非常明显的低周能改变疲劳考咧或者是扭转过载的塑性断裂情况。
断轴的时候通常会出现在负荷侧的位置,主要可能是前轴承支承的位置,其会产生十分明显的刀痕,肋板或者是主轴结合的地方,按照日常对其全面的观察实验以及分析,断裂的原因主要有以下几种:首先是材质上的缺陷。
我们从断轴当中抽取一部分材料,同时还要对材料和其自身的机械性能进行全面的分析和实验,从分析的结果上来看,如果选用的材料是优质碳素结构钢材料的或者是合金钢同时没有对其进行热处理的时候,其材质性能并不是很好,强度方面也相对较差。
一般情况下,我们应该采用45*钢检验探伤,发现有一定的缺陷,所以,材料追两的不足会使得电机止呕出现较为严重的断裂问题。
飞机发电机花键轴断裂原因
飞机发电机花键轴断裂原因黄晋华;袁春;华小珍;周贤良【摘要】某型飞机发电机50CrVA花键轴发生断裂.采用金相显微及扫描电镜观察断口宏观及微观断裂形貌,利用能谱技术对断口元素进行分析.结果表明,花键轴工作时在扭转应力及较高工作温度下,工件表面的镀镉层中的镉渗入基体晶界之间,致使晶间结合力降低而导致发生沿晶脆性断裂.该型飞机发电机花键轴的工作条件因素决定了镀镉处理工艺的不合理,易引起工件的沿晶脆性断裂.建议更改处理工艺并替换全部的该零件.【期刊名称】《腐蚀与防护》【年(卷),期】2015(036)005【总页数】4页(P493-496)【关键词】50CrVA;断裂;镉脆;花键轴【作者】黄晋华;袁春;华小珍;周贤良【作者单位】南昌航空大学材料科学与工程学院,南昌330063;中航贵州飞机有限公司,安顺561018;南昌航空大学材料科学与工程学院,南昌330063;南昌航空大学材料科学与工程学院,南昌330063;南昌航空大学无损检测技术教育部重点实验室,南昌330063【正文语种】中文【中图分类】TG142.33随着航空飞行器的发展,飞行器发电机要求提供的功率要求越来越大,其发电机花键轴工作存在高速转动,并有间歇回转运动,转动扭转状况复杂。
因此对飞行器发电机的要求提出更高的要求[1]。
同时,新的使用环境对传统加工工艺构成挑战。
某型飞机发电机在正常维护时发现花键轴断裂。
花键轴材料为50CrVA钢,热处理工艺为:正火(860±10)℃,保温2~3h,空冷+淬火(860±10)℃,保温10~12min,油冷+回火(410±30)℃,30~40 min,水冷。
由于扭转轴对表面缺口及显微裂纹敏感,通常出现的失效形式为疲劳断裂。
因此其热处理常使用中温回火以降低马氏体正方度及体积收缩等引起塑性流变而降低内应力,并且在中温回火中借助碳化物聚集长大时的桥接作用和扩散控制的愈合作用减少微裂纹。
钟形壳花键断裂分析

钟形壳花键断裂分析方静;郑金松;高振;曹慧泉;黄勇【摘要】汽车左后轮总成产品中的钟形壳花键在行驶过程中发生断裂,采用宏观观察、扫描电镜观察分析、断口分析、金相分析及理化测试分析等试验方法对钟形壳花键断口进行了化学成分、非金属夹杂、硬度、硬化层深度、金相组织、断口形貌特征进行了分析.结果表明:花键为脆性断裂,且有数个裂纹源同时扩展.电镜下可观察到有明显的脆性特征,花键部位的化学成分、非金属夹杂物、硬度均符合技术要求,但马氏体较粗(2级),不符合技术要求的M3-6级.花键齿顶部位的晶粒粗大,易造成该部位的韧性不足,脆性过大,抗冲击过载能力不足,易产生脆性起始裂纹.因此晶粒粗大是造成花键断裂的主要原因.针对深层次原因,提出了应对花键淬火温度加以监测控制的改进措施.%The spline of the bell-like shell of the left rear wheel assembly fractured while a car was running.To find out the failure cause, macro and micro observation, chemical composition analysis, microstructure examination, hardness testing, non-metallic inclusions inspection and hardened-layer depth measurement were carried out.The results show that the fracture of the spline is brittle fracture with more than one source.Brittle fracture characteristics can be observed by SEM, and the chemical composition, non-metallic inclusions and hardness of the spline are all in accordance with the technical requirements.However, there are coarser martensites of grade M2, which does not meet the technical requirements of grade M3-6.The grains in the spline teeth are too coarse, which can easily lead to inadequate toughness and higher brittleness, and lower resistance to overload, so brittle cracks easily initiate.The coarsegrains are the main cause for the spline fracture.Accordingly, improvement measures were put forward to control the quenching temperature.【期刊名称】《失效分析与预防》【年(卷),期】2017(012)003【总页数】6页(P163-168)【关键词】花键;脆性断裂;晶粒;沿晶裂纹;失效分析【作者】方静;郑金松;高振;曹慧泉;黄勇【作者单位】万向钱潮股份有限公司技术中心,杭州 311215;万向钱潮股份有限公司技术中心,杭州 311215;万向钱潮股份有限公司技术中心,杭州 311215;万向钱潮股份有限公司技术中心,杭州 311215;万向钱潮股份有限公司技术中心,杭州311215【正文语种】中文【中图分类】TG162.71汽车行业已成为我国经济的重要支柱行业,国内汽车生产企业设计和生产能力的提升,促进了自主品牌的发展。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机械花键轴断裂原因分析
1.状态说明
(1)该失效件曾送交某研究院检测,最终检测结果为调质处理淬火裂纹。
对热处理工艺进行排查,从工件来料装筐、设备使用前检查、热处理工艺的制订及实施、热处理后试样的检测,结果没有发现任何问题。
(2)我们对送检的样件重新检测,客户提供的裂纹样块为20mm×20mm×40mm,未见到失效件本体、断裂部位和断裂形式,工件实际服役状况也没详细了解。
据客户介绍,工件的材质为42CrMo低合金调质钢,零件的工艺路线为:下料→锻造→粗加工→调质。
(3)将样件分成两块,经镶嵌、磨制、抛光、浸蚀,目测就可以看到,断口为凹凸不平的断面,断口边缘有一层非常明显的较深的白亮层,推测可能是脱碳层(见图1、图2)。
2.化学成分
在样块上线切割截取15mm×15mm×10mm(长×宽×厚)的试样,进行化学成分检测,检测设备为Labspark5000精密直读火花光谱仪,检查结果表明化学成分符合材料标准要求。
化学成分的检查结果见附表。
3. 金相组织
(1)用1E-200M型金相显微镜进行金相组织观察,试样断口表面的白亮层,为细小等轴状铁素体。
这种组织是较低奥氏体温度下,由原始锻造柱状晶组织重结晶细化形成的。
该组织为锻造开裂后高温氧化脱碳,脱碳层组织经过奥氏体化重结晶的典型形貌特征(见图3)。
(2)断口处的二次裂纹两侧,被以铁素体组织为主的脱碳层完全包围,裂纹内充满浅灰色的高温氧化产物,说明二次裂纹仍然是在锻造加工过程中形成的(见图4)。
(3)主裂纹断口表面堆积大量的高温形成的氧化物,表明锻造加工时加热温度高,裂纹边缘氧化脱碳现象严重,其中全脱碳层较深,半脱碳层较浅(见图5)。
裂纹的次表层镶嵌有较多量的氧化物夹杂,这是由于锻造加工时,裂纹内表层高温氧化形成的氧化皮,在锻轧焊合过程中嵌入到次表层而形成(见图6)。
(4)试样主裂纹断口处沿晶开裂,晶粒剥落坑极粗大,剥落坑的宽度显示出晶粒的直径。
经测量晶粒的直径为0.40mm,对应晶粒度的级别达0级,属于严重的过热组织。
锻造加热时局部区域加热温度过高,晶粒急剧长大,晶界宽化及晶间弱化,晶间结合力急剧降低。
此时的锻造应力远大于晶间结合力,造成锻造热裂纹脆性开裂(见图7)。
(5)断口表面全脱碳层的铁素体组织,呈细小等轴状分布。
该组织属于锻造开裂氧化脱碳后的重结晶组织。
锻造开裂后裂纹内高温氧化脱碳,断口表层形成粗大柱状晶组织,调质处理过程的再加热,使柱状晶组织重新奥氏体化形核,转变为细小等轴状组织(见图8)。
(6)试样的基体组织为细小马氏体位向的回火索氏体+少量颗粒状铁素体调质组织,调质组织级别评定为2级,国家标准要求1~4级,检验结果合格。
调质组织的平均晶粒直径为0.02mm,对应的组织晶粒度级别为8级,调质工艺正常(见图9、图10)。
4. 结论
(1)试样的失效断裂形式为锻造开裂。
(2)锻造开裂的原因是由于锻造加热时局部温度过高,造成锻造热裂纹。
5. 分析与建议
针对该公司某研究院检测报告中的试验、分析和论述,提出一些建议供参考。
(1)试验报告对图1未表明断口形貌特征。
由图片可以观察到宏观断口的形貌,左边为放射状断口,右边为石状断口。
断裂源的部位应该由石状断口处开始,沿放射状断口扩展,最终开裂。
这种断裂形式属于典型的脆性断口形貌特征。
( 2)试验报告对图2的推测,裂纹是由于粗加工刀痕引起的。
由图片观察,切削加工的刀痕不深,而且主裂纹走向与切削加工刀痕呈约30°夹角,二次裂纹走向与切削加工刀痕垂直,裂纹的扩展方向不符合调质淬火应力集中的特征。
当然出现淬火开裂的裂纹两侧,是不会有脱碳层出现的。
(3)试验报告图3、图4是扫描电镜图片,对图片中的表述是冰糖状组织。
冰糖状花样的微观特征形貌,只有在白点、氢脆、应力腐蚀断口中发生,而其他组织结构中一般不存在。
该扫描电镜的图片放大倍率低,而且笔者看到的报告为纸质复印件,难以准确鉴别组织类别,同时也无法确定断口特征形貌是沿晶+准解理,还是沿晶+韧窝。
(4)报告对图3、图4的论述为:“该样件的断裂机制为沿晶解理脆性断裂”。
该试样确实属于沿晶脆性断裂,但不是解理断裂。
因为解理断裂是穿晶型的,且解理断裂的组织形态表现为淬火状态脆性断裂,或是在韧脆性转变温度以下瞬间冲击断裂。
(5)试验报告图5中,试样的基体组织为珠光体+铁素体。
笔者在实际试样中未见到该组织特征。
实际观察到的金相组织为马氏体位向的回火索氏体+少量的颗粒状铁素体,属于典型调质处理后的组织特征。
可能由于取样的部位不同,实际观察的组织也就不一样。
(6)报告中对工件渗氮处理进行了微区成分检查。
笔者因在试样断裂面上未见到渗氮处理的组织痕迹,故对试样的渗氮处理工艺及检测,未做任何表述。