焊接工艺评定报告报审表
焊接工艺评定报告表格-全套

门式起重机焊接工艺评定报告
编 号:
编 制:
焊接责任人:
技术人员:
批 准:
单 位:
日 期:
表B-1焊接工艺评定报告目录
序号
报告名称
报告编号
页数
1
焊接工艺评定报告
2
焊接工艺评定指导书
3
焊接工艺评定记录表
4
焊接工艺评定检验记录
5
附件1:力学检验报告
6
附件2:超声波检测报告
7
附件3:金属材料冲击试验报告
8
9
环境温度(℃)
相对湿度
%
预热温度(℃)
层间温度(℃)
后热温度
时间(min)
后热处理
技术措施
焊前清理
层间清理
背面清根
其他
焊工姓名
资格代号
级别
施焊日期
Байду номын сангаас年月日
记录
日期
年月日
审核
焊接工艺评定表格

Ni
Mo
V
Ti
Nb
/
/
/
/
/
/
/
/
/
/
/
化学成分测定表面至熔合线旳距离(mm)/
附加阐明:
结论:本评估按NB∕47014—2023规定焊接试件、检查试样、,测定性能,,确认试验记录对旳
评估成果:合格
焊工
姓名
焊工代号
施焊日期
编制
审核
同意
日期
备注
焊接工艺评估汇报
接头型式板材对接焊缝
母 材S30408
弯 曲 试 验 试验汇报编号:2023-02
试样编号
试样类型
试样厚度
(mm)
弯心直径
(mm)
弯曲角度
(°)
试验成果
12H-3-B1
横向面弯
8
4S
180
合格
12H-3-B2
横向面弯
8
4S
180
合格
12H-3-B3
横向背弯
8
4S
180
合格
12H-3-B4
横向背弯
8
4S
180
合格
冲 击 试 验 试验汇报编号:
预热:
预热温度(℃)/
道间温度/
其他常温
拉 伸 试 验 试验汇报编号:2023-02
试样编号
试样宽度
(mm)
试样厚度
(mm)
横截面积(mm2)
最大载荷(KN)
抗拉强度(Mpa)
断裂部位和特性
12H-3-A1
25.2
8
200.8
131
649
热影响区断
12H-3-A2
焊接工艺评定报审表监理意见

焊接工艺评定报审表监理意见以下是一份简要的焊接工艺评定报审表监理意见,具体内容可能需要根据实际情况进行调整:
焊接工艺评定报审表监理意见
项目名称:[项目名称]
监理单位:[监理单位]
报审日期:[报审日期]
焊接工艺:[焊接工艺规范]
报审单位:[报审单位]
监理工程师:[监理工程师姓名]
评审结论:[通过/不通过]
监理意见:
1.焊接工艺合规性评定:
对于报审的焊接工艺,我们认为其符合相关规范和标准要求,具备实施的基础。
2.焊工资质:
在评定焊接工艺的同时,对参与焊接的焊工资质进行了评估。
目前参与的焊工资质良好,符合项目要求。
3.焊接设备及环境:
检查了焊接设备及工作环境,设备工作正常,工作环境清洁整齐,符合相关安全规范。
4.监理建议:
提议在实际焊接开始之前,对焊工进行一次简要的培训,确保所有焊工充分了解并掌握焊接工艺规范的要求。
5.补充说明:
在评审中发现的一些细微问题已经与报审单位沟通,已有相应整改计划。
希望报审单位能够按照计划及时整改,并提供相关整改报告。
监理工程师签名:____________________
日期:____________________
这份报审表的目的是在对焊接工艺进行评定的基础上,提供监理工程师的意见和建议,确保焊接工艺的实施符合标准和规范,保障工程的质量和安全。
在实际应用中,具体内容可能会根据项目特点和实际情况进行调整。
焊接工艺评定报审表

3、焊接工艺评定报告
项目经理(签字):施工单位(章):年月日
专业监理工程师审查意见:
专业监理工程师(签字):年月日
总监理工程师审核意见:
总监理工程师(签字):项目监理机构(章):年月日
说明:专业监理工程师包括安全监理工程师。
焊接工艺评定报审JL-A02
工程名称
榆树林油田二氧化碳试验区供气及液化站工程(工艺、土建)
Hale Waihona Puke 编号S(12)0514GP001
致:大庆仟环工程管理服务有限公司(监理单位)
我方已根据施工合同的有关规定完成了榆树林油田二氧化碳试验区供气及液化站工程(工艺、土建)工程焊接工艺评定,请予以审核。
附件:1、申请代用报告
焊接工艺审查表(SMAW) 附表1 - 1
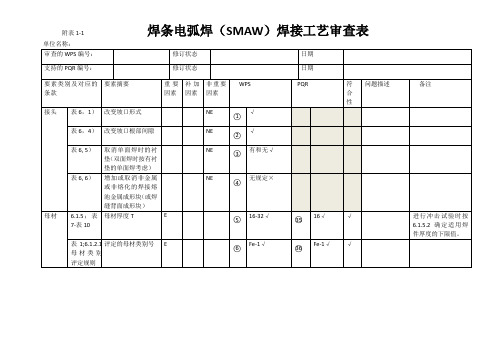
未规定×
无√
√
适用于焊件母材的最大厚度为1.1T
表10, 1)
试件经过超过上转变温度热处理
E
不适用√
无√
√
填充金属
6.1.3.1 a);表2焊条分类
变更填充金属类别号
E
未规定×
无×
×
评定用J507而焊件用J427,不符合要求
当用强度级别高类别填充金属代替强度级别低的填充金属焊接Fe-1、Fe-3类母材时,可不需重新评定
道间温度比评定值高70℃
当经过高于上转变温度的焊后热处理或奥氏体母材焊后经固溶处理时不作为补加因素
表6;3)
施焊结束后至焊后热处理前,改变后热温度和保温时间
NE
无规定×
焊后热处理
5.1.4
改变焊后热处理种类
E
有规定√
√
√
6.1.5.2
焊后热处理温度范围
AE
600±25℃√×
625±25℃√
×
WPS中热处理温度错误
附表1-1焊条电弧焊(SMAW)焊接工艺审查表
单位名称:
审查的WPS编号:
修订状态
日期
支持的PQR编号:
修订状态
日期
要素类别及对应的条款
要素摘要
重要因素
补加因素
非重要因素
WPS
PQR
符合性
问题描述
备注
接头
表6,1)
改变坡口形式
NE
√
表6,4)
改变坡口根部间隙
NE
√
表6,5)
取消单面焊时的衬垫(双面焊时按有衬垫的单面焊考虑)
7、标记为 的PQR焊后热处理温度不支持标记为 的WPS的热处理温度。
焊接工艺分析评定表
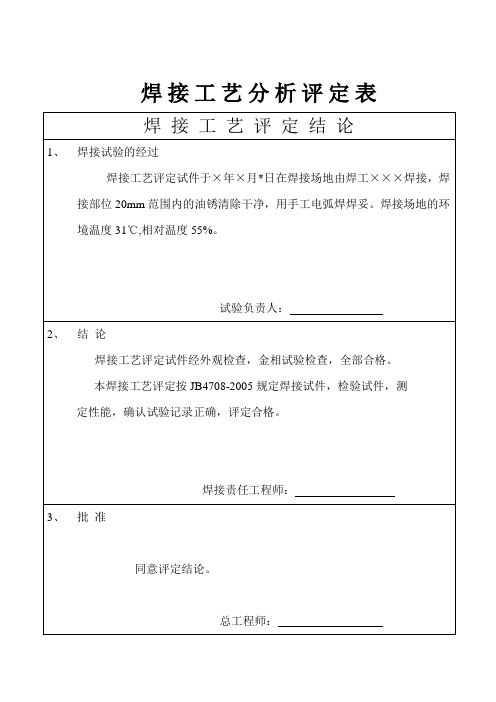
σ
5
(%) 32 27 Mo% /
常温 应变时效 冲击功 值 auks Akv(J) (J/cm2) 压扁合格 50 42 38 Cr% 0.060 V% 扩口合格 冷弯合格
检验号
G08-46 B08-58 检验号 G08-46 B08-58
Mn% 0.50 1.42
2、焊材机械性能和化学成分 屈服强度 焊材分类 牌号规格 抗拉强度 延伸率 缺口 冲击值 Akv(J) 167 176 173 181 175 187 V% 0.016 0.015
11、检验结果 (1)外观检查 试件编号 焊脚高 AGP08-04 K=5 / 良好 / / / 正 余 面 高 表面成形 焊缝宽度 检验员: 背 余 面 高 表面成形
(2)无损探伤 试件编号 探伤方法 / / 探伤比例 / 探伤结果 / 报告号 /
(3)抗拉试验 试样 编号 试验方法 标 准 试验部 位
AGP08-04
焊接工艺评定任务书
焊接工艺评定 / 部 件 名 称 部 件 图 号
日期 / /
管板角接手工电弧焊工艺评定
缺口冲击功
σb
(Mpa) /
σs
(Mpa) / 打底层 D 直、反
E4315
σ
(度) / 焊接位置 预热温度 消氢温度 /
5
(%)
Akv(J) / 垂直俯位 /
焊接层次 焊接方法 电流种类极性 焊 接 工 艺 参 数 要 求 焊材牌号 焊材规格(mm) 焊剂或保护气体 焊接电流(A) 电弧电压(V) 焊接速度(m/mm)
E01-06 E02-03 检验号 E01-06 E02-03
4、焊缝坡口 钢印号 W 垂直俯位 31℃ 55℃ 试件尺寸 / 衬板材质 /
焊接工艺评定报告(样表)

焊材型号
焊材牌号
焊材规格
焊缝金属厚度
其他
电特性:
电流种类
极性
钨极尺寸
焊接电流(A)
电弧电压(V)
焊接电弧种类
其他
焊接位置:
对接焊缝位置方向:
角焊缝位置方向:
技术措施:
焊接速度(cm/min)
摆动或不摆动
摆动参数
多道焊或单道焊(每面)
多丝焊或单丝焊
其他
预热:
预热温度(℃)
道间温度(℃)
其他
拉伸试验试验报告编号:
母材:
类别号组别号与类别号组别号相焊或
标准号材料代号与标准号材料代号相焊
对接焊缝焊件母材厚度范围
角焊缝焊接母材厚度范围
管子直径、壁厚范围:对接焊缝角焊缝
其他
填充金属:
焊材类别:
焊材标准:
填充金属尺寸:
焊材型号:
焊材牌号(金属材料代度范围:角焊缝焊件焊缝金属厚度范围:
填充金属
焊接电流
电弧电压
(V)
焊接速度
(cm/min)
线能量
(kJ/cm)
牌号
直径
极性
电流(A)
技术措施:
摆动焊或不摆动焊摆动参数
焊钳清理和层间清理背面清根方法
单道焊或多道焊单丝焊或多丝焊
导电嘴至工件距离(mm)锤击
其他:
编制
日期
审核
日期
批准
日期
焊接工艺评定报告(PQR)
单位名称
焊接工艺评定报告编号预焊接工艺规程编号:
评定结果:
焊工
姓名
焊工代号
施焊日期
编制
日期
审核
日期
焊接工艺评定报告样表
接头简图:(坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺的焊缝金属厚度)
母材:
材料标准
材料代号
类、组别号与类、组别号相焊
厚度
直径
其他
焊后热处理:
保温温度(℃)
保温时间(h)
保护气体:
气体种类 混合比 流量(L/min)
保护气体
尾部保护气
背面保护气
填充金属:
焊材类别
耐蚀堆焊金属化学成分(%)
C
Si
Mn
P
S
Cr
Ni
Mo
V
Ti
Nb
其他:
注:对每一种母材与焊接材料的组合均需分别填表。
焊接位置:
对接焊缝的位置
立焊的焊接方向:(向上、向下)
角焊缝位置
立焊的焊接方向:(向上、向下)
焊后热处理:
保温温度(℃)
保温时间范围(h)
预热:
最小预热温度(℃)
最大道间温度(℃)
保持预热时间
焊缝、热影响区(有裂纹、无裂纹)。
检验截面
Ⅰ
Ⅱ
Ⅲ
Ⅳ
Ⅴ
焊脚差(mm)
/
/
/
/
/
无损检验:
RTUT
MTPT
其他
耐蚀堆焊金属化学成分(重量,%)
C
Si
Mn
P
S
Cr
Ni
Mo
V
பைடு நூலகம்Ti
Nb
/
/
/
/
/
/
/
/
/
/
/
化学成分测定表面至熔合线的距离(mm)
附加说明:
焊接工艺评定报审表
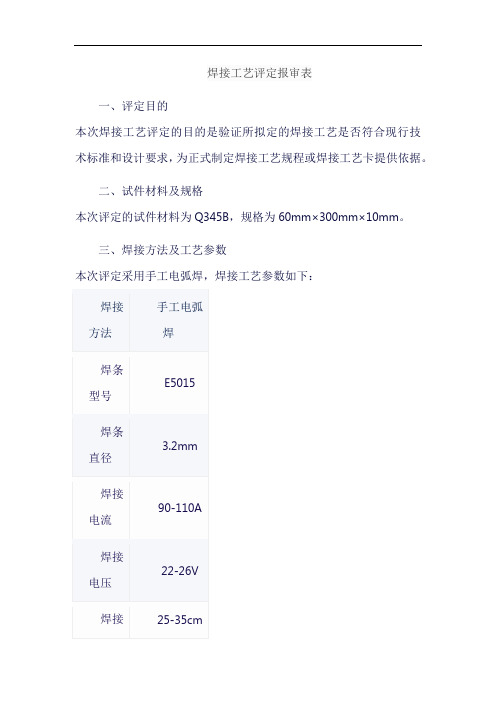
焊接工艺评定报审表
一、评定目的
本次焊接工艺评定的目的是验证所拟定的焊接工艺是否符合现行技术标准和设计要求,为正式制定焊接工艺规程或焊接工艺卡提供依据。
二、试件材料及规格
本次评定的试件材料为Q345B,规格为60mm×300mm×10mm。
三、焊接方法及工艺参数
本次评定采用手工电弧焊,焊接工艺参数如下:
四、焊接工艺评定过程
1.焊前准备:清除试件表面的油污、锈迹等杂质,将试件进行适当固定。
2.焊接操作:按照拟定的焊接工艺参数进行焊接,每层焊道完成后进行清理,并检查焊缝外观质量。
3.焊接完毕后,对试件进行无损检测,确保无焊接缺陷。
4.对试件进行机械性能试验,包括拉伸、弯曲和冲击试验,测试结果应符合标准要求。
五、焊接工艺评定结果
本次焊接工艺评定结果如下:
1.焊缝外观质量合格,无缺陷。
2.无损检测结果合格,未发现焊接缺陷。
3.机械性能试验结果合格,符合标准要求。
综上所述,本次焊接工艺评定结果符合现行技术标准和设计要求,可以用于正式制定焊接工艺规程或焊接工艺卡。
某某公司焊接工艺评定报告表完整版1

焊接工艺评定报告编号:编制:审核:批准:88888888公司目录序号页数1.焊接工艺指导书---------------------------共2页2.焊接工艺评定报告-----------------------------共4页3.试件施焊记录表-----------------------------共3页4.超声波探伤报告-----------------------------------------------共3页5.力学性能试验报告--------------------------------------------共1页6.母材及焊材材质证明书--------------------------------------共2页焊接工艺指导书单位名称批准人(签字) 编制焊接工艺指导书编号H 日期2011 相应焊接工艺评定编号焊接方法CO2气体保护焊机械化程度半自动归档日期焊接工艺指导书接头型式T型对接接头多口尺寸简图和焊道分布顺序有无衬垫及衬垫材料牌号/接口形式V形坡口组对间隙/焊接层次和顺序1-2母材:钢材标准号GB/T 3274-2007钢号 Q345B类、组别号 I-1与类、组别号I-1相焊厚度20mm直径/质量证明书号A013251903复检报告编号2013-064869填充金属:焊条标准/ 焊条牌号/ 焊条直径/焊丝牌号ER50-6 焊丝直径Φ1.2 焊剂牌号/质量证明书号 890000092729焊接位置:对接焊缝位置板对接横焊、3G方向(横向)角焊缝位置 /预热:预热温度/ 层间温度/其它/1焊条(焊丝)熔敷金属化学成分(%)C Si Mn P S Cu Ni Mo V Cr0.08- 0.15 0.80-1.151.40-1.85NAX0.025NAX0.035NAX0.50NAX0.15NAX0.15NAX0.03NAX0.15焊接位置:对接焊缝的位置:板对接横焊、3G焊接方向:横向角焊缝位置 /预热:预热温度(允许最低值)/层间温度(允许最高值)/保持预热时间/加热方式/焊后热处理加热温度/ ℃升温速度/保温时间/ 冷却方式/焊接电流范围(A)160-210 电弧电压(V)24-30焊接设备型号YD-500KR2HGE 检测仪表/按所有焊位置和厚度,分别列出电流和电压范围。
焊接工艺评定报告报审表
施工单位申请表(通用)
JL·J·GC·A-19
序号:ZYLJ/HJPD—003
工程名称
兰州60万吨/年乙烯改扩建工程乙烯装置裂解炉区
专业名称
焊接
致乙烯装置及外管工程项目监理部:
内容:
我单位已完成了辐射段炉管焊接工艺指导书和焊接工艺评定工作,现报上该工程报验申请,请予以检查和验收。
附件:
WPS与WPQ说明
对流段预所使用焊条中美对照表
焊接工艺评定PQR328、303、323、402、321、315、314、320
接工艺指导书WPS009-015。
项目经理部: (章)项目经理:日期:2005-10-19
PC 承包商意见:
项目部: (章)(总)专业工程师:日期:
监理意见:
项目监理部: (章)监理工程师:日期:
PC 承包商意见:
项目部: (章)(总)专业工程师:日期:
监理意见:
项目监理部: (章)监理工程师:日期:
兰州石油化工工程建设监理公司
施工单位申请表(通用)
JL·J·GC·A-19
序号:ZYLJ/HJPD—007
工程名称
兰州60万吨/年乙烯改扩建工程乙烯装置裂解炉区
专业名称
焊接
致乙烯装置及外管工程项目监理部:
内容:
我单位已完成了管线焊接工艺指导书和焊接工艺评定工作,现报上该工程报验申请,请予以检查和验收。
附件:
WPS与WPQ说明
焊接工艺评定PQR262、121
接工艺指导书WPS027、028
项目经理部: (章)项目经理:日期:2006-03-16
PC 承包商意见:
项目部: (章)(总)专业工程师:日期:
焊接工艺评定报审

承包单位(章)
项目经理/专业工程师:
日 期:
审查意见:
总/专业监理工程师:
项目监理机构(章) 日 期:、
建设单位审批意见:
(注:此仅对建设单位必要时)建设单位(章)ຫໍສະໝຸດ 建设单位代表:日 期:
SH/T3903-B.17
焊接工艺评定报审/报验申请表
工程名称:浙江石油化工有限公司4000万吨/年炼化一体化项目一期工程-炼油公用工程项目压力罐区梯子平台安装施工
编号:
致北京华旭工程项目管理有限责任公司(监理单位)
我单位已完成了焊接工艺评定报审资料工作,经自检合格,现报上该工程报验申请表,请予以审查和验收。
焊接工艺评定表格

坡口焊缝位置:
焊接方向(向上/向下):
其它:
其它:
预热(QW-406)
预热温度(℃): /
层间温度: /
其他: /
其他:/
Page2of2
PQRNo.
拉伸实验(QW-150)
试样No.
宽
厚
面积
极限总载荷lb
极限单位应力psi
破坏性质和位置
导向弯曲实验(QW-160)
类型和图号
最大焊道厚度≤1/2in.(13mm)是:否:
其他
填充金属(QW-404)
SFANo.:
AWSNo.:
F—No.:
A—No.:
填充金属尺寸:
填充金属产品形式
附加填充金属:
评估的焊缝金属厚度范围:
坡口焊:
角焊缝:
焊丝—焊剂(分类号):
焊剂类型
焊剂商品类型
可熔化嵌条:
其他:
每种母材和填充金属的给合宜分别记录。
气体混合比流量(L/min)
保护气: / / /
尾部保护气: / / /
背面保护气: / / /
其他
填充金属(QW-404)
SFANo.:
AWSNo.:
填充金属F—No.:
填充金属A—No.:
填充金属尺寸:
填充金属产品形式
附加填充金属:
焊丝—焊剂(分类号):
焊剂类型
焊剂商品名称
熔敷金属厚度
其它
电特性(QW-409)
(当应用连续或特殊的加热时,宜予记录)
气体(QW-408)
(比例组成)
气体混合比流量(L/min)
保护气: / / /
尾部保护气: / / /
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
我单位已完成了管线焊接工艺指导书和焊接工艺评定工作,现报上该工程报验申请,请予R262、121
接工艺指导书WPS027、028
项目经理部: (章)项目经理:日期:2006-03-16
PC 承包商意见:
项目部: (章)(总)专业工程师:日期:
工程名称
兰州60万吨/年乙烯改扩建工程乙烯装置裂解炉区
专业名称
焊接
致乙烯装置及外管工程项目监理部:
内容:
我单位已完成了管线焊接工艺指导书和焊接工艺评定工作,现报上该工程报验申请,请予以检查和验收。
附件:
WPS与WPQ说明
焊接工艺评定PQR369
接工艺指导书WPS024、025、026
项目经理部: (章)项目经理:日期:2006-03-15
附件:
WPS与WPQ说明
焊接工艺评定PQR319、478
接工艺指导书WPS016-018。
项目经理部: (章)项目经理:日期:2005-11-10
PC 承包商意见:
项目部: (章)(总)专业工程师:日期:
监理意见:
项目监理部: (章)监理工程师:日期:
兰州石油化工工程建设监理公司
施工单位申请表(通用)
兰州石油化工工程建设监理公司
施工单位申请表(通用)
JL·J·GC·A-19
序号:ZYLJ/HJPD—003
工程名称
兰州60万吨/年乙烯改扩建工程乙烯装置裂解炉区
专业名称
焊接
致乙烯装置及外管工程项目监理部:
内容:
我单位已完成了辐射段炉管焊接工艺指导书和焊接工艺评定工作,现报上该工程报验申请,请予以检查和验收。
JL·J·GC·A-19
序号:ZYLJ/HJPD—005
工程名称
兰州60万吨/年乙烯改扩建工程乙烯装置裂解炉区
专业名称
焊接
致乙烯装置及外管工程项目监理部:
内容:
我单位已完成了管线焊接工艺指导书和焊接工艺评定工作,现报上该工程报验申请,请予以检查和验收。
附件:
WPS与WPQ说明
焊接工艺评定PQR303、338
PC 承包商意见:
项目部: (章)(总)专业工程师:日期:
监理意见:
项目监理部: (章)监理工程师:日期:
兰州石油化工工程建设监理公司
施工单位申请表(通用)
JL·J·GC·A-19
序号:ZYLJ/HJPD—007
工程名称
兰州60万吨/年乙烯改扩建工程乙烯装置裂解炉区
专业名称
焊接
致乙烯装置及外管工程项目监理部:
接工艺指导书WPS019、021、022
项目经理部: (章)项目经理:日期:2006-02-26
PC 承包商意见:
项目部: (章)(总)专业工程师:日期:
监理意见:
项目监理部: (章)监理工程师:日期:
兰州石油化工工程建设监理公司
施工单位申请表(通用)
JL·J·GC·A-19
序号:ZYLJ/HJPD—006
监理意见:
项目监理部: (章)监理工程师:日期:
兰州石油化工工程建设监理公司
施工单位申请表(通用)
JL·J·GC·A-19
序号:ZYLJ/HJPD—008
工程名称
兰州60万吨/年乙烯改扩建工程乙烯装置裂解炉区
专业名称
焊接
致乙烯装置及外管工程项目监理部:
内容:
我单位已完成了管线焊接工艺指导书和焊接工艺评定工作,现报上该工程报验申请,请予以检查和验收。
附件:
WPS与WPQ说明
焊接工艺评定PQR369、324、325
接工艺指导书WPS024、025、026
项目经理部: (章)项目经理:日期:2006-03-21
PC 承包商意见:
项目部: (章)(总)专业工程师:日期:
监理意见:
项目监理部: (章)监理工程师:日期:
兰州石油化工工程建设监理公司
施工单位申请表(通用)
JL·J·GC·A-19
序号:ZYLJ/HJPD—003
工程名称
兰州60万吨/年乙烯改扩建工程乙烯装置裂解炉区
专业名称
焊接
致乙烯装置及外管工程项目监理部:
内容:
我单位已完成了对流段炉管焊接工艺指导书和焊接工艺评定工作,现报上该工程报验申请,请予以检查和验收。
附件:
WPS与WPQ说明
对流段预所使用焊条中美对照表
焊接工艺评定PQR328、303、323、402、321、315、314、320
接工艺指导书WPS009-015。
项目经理部: (章)项目经理:日期:2005-10-19
PC 承包商意见:
项目部: (章)(总)专业工程师:日期:
监理意见:
项目监理部: (章)监理工程师:日期: