相贯线编程使用手册
cnc2000操作手册
CNC2000数控系统操作说明目录1 软件简介1.1主界面1.2 运行环境1.3软件要求1.4 安装与初始化文档1.5 CNC2000下图形缩放、图形移动、图形修改、程序修改2数控文件管理与文件编辑2.1数控文件管理2.2数控文件编辑3工作台手动移动的几种方式3.1 电脑键盘手动3.2 电脑操作界面手动3.3 菜单“手动移动与定位”3.4 外接操作面板手动4 程序运行4.1 程序校验4.2 工作台空走(试运行)4.3 运行整个程序4.4 从光标所在行往下执行4.5 运行光标所在行4.6 空走单段运行与修正程序4.7 画线4.8 边框校验5 回零功能6I/O端口测试7参数设置8 数控编程8.1 自动编程8.2 视教编程8.3 手工编程9 工具栏10 其它功能10.1延时参数设置10.2 激光电源电流波形设置10.3激光电源参数设置10.4 断点恢复与断电恢复10.5 矩形零件和圆形零件焊接10.6 相贯线功能10.7 圆管切割11 配置文件设置11.1 中英文界面设置11.2默认参数设置 \Sconfig\Startdef.dat 11.3自动编程参数设置文件\Sconfig\table.dat1 软件简介CNC2000数控系统主菜单功能:文件管理、文件编辑、程序运行、手动操作、图形仿真、AutoCAD图形文件转化、查看、帮助等功能。
数控系统界面包括上、下两个用户窗口,可用鼠标拖动两个窗口中间的分界线,改变窗口大小。
上窗口为文件编辑窗口,用于进行文件管理与编辑;下窗口为文件执行窗口。
快捷键F9 暂停F11 回退F12 继续ESC 停止1.1主界面1.2 运行环境CNC2000数控系统软件基于Windows操作系统,可在Win2000、WinXP、Windows98、Windowsme或Windows95下运行。
系统设置:在电源使用方案设置中,将系统等待,关闭监视器,关闭硬盘等全部设置为:从不。
计算机不能按装实时性很强的软件,如病毒实时监控软件等,以免影响CNC系统实时运行。
ZLQ六轴五联动相贯线切割机使用说明书(最新)

相贯线数控切割机 使用说明书目录一、安全须知 (1)1.1阅读手册 (1)1.2注意事项 (1)1.3控制系统使用须知 (1)二、主要技术指标 (1)2.1环境条件 (1)2.2主要技术参数 (2)三、产品的主要结构与工作原理 (2)3.1系统总体结构 (2)3.2控制系统组成与工作原理 (3)3.2.1控制系统构成 (3)3.2.2运动控制主板 (3)3.2.3控制面板 (4)四、设备坐标轴定义 (5)4.1卡盘旋转轴(X轴) (5)4.2机头沿钢管轴向移动轴(Y轴) (6)4.3割炬轴向摆动轴(A轴) (7)4.4割炬径向摆动轴(B轴) (7)4.5割炬上下升降轴(Z轴) (8)4.6机头前后移动轴(E轴) (8)五、火焰调节与移动精度检验 (9)5.1接气管 (9)5.2火焰调节 (9)5.3机器各轴移动及精度检验 (10)5.3.1 机器各轴移动 (10)5.3.2移动精度检验 (10)六、摆动头基准调试 (10)6.1割枪轴向摆动,调对称度 (10)6.2割枪轴向摆动,调割枪高度 (12)6.3割枪径向摆动,检验割枪中心点与转轴中心点的重合性 (12)七、控制软件NINEAXIS各功能介绍 (13)7.1控制主界面 (14)7.2单轴定长移动界面 (15)7.3机床回零测试界面 (16)7.3.1 回零测试目的及原理 (16)7.3.2 回零测试操作步骤 (16)7.4机床回零操作界面 (18)7.5单项控制界面 (19)7.6手动编程界面 (19)7.7控制软件N INEAXIS安装步骤 (20)八、管件切割操作流程 (20)九、系统电气连接及定义 (21)9.1系统电气总体构成 (21)9.2限位信号输入接口定义 (22)9.3用于X轴减速比切换的拨码开关 (22)安全须知1.1 阅读手册尊敬的用户,感谢您们使用我公司相贯线数控切割机。
请仔细阅读和理解该说明书,这样会使您们使用得更熟练、更快捷。
数控平板与相贯线两用切割机(用户指南)
第三章设备安装
3.1 安装基础 3.2 纵向导轨的安装
3.3 割台
第四章
4.1 4.2 4.3 4.4
调试
导向间隙调整 传动间隙的调整 加机油 接气管
4.5 安装控制柜 4.6 接线
4.7 通电
4.8 自检 4.9 划线装置与设备运行状况检验
网址:
1
Generated by Foxit PDF Creator © Foxit Software For evaluation only.
武汉领航数控科技有限公司 切割机使用说明书
一、产品的用途、适应范围及主要特点 ................................. 1.1 产品的主要用途与适应范围 1.2 主要性能特点 1.3 各型号切割机外型及性能特点 二、主要技术指标 三、产品的主要结构与工作原理 3.1 系统总体结构 3.2 系统电源电路原理 3.3 控制系统组成与结构 四、安装与调试 ..................................................... 4.1 悬臂式各型切割机的安装 4.2 龙门式切割机的安装 4.3 间隙调整及平衡配重 4.4 加机油 4.5 接气管 4.6 安装控制柜 4.7 接线 4.8 通电 4.9 自检 4.10 划线装置与设备移动状况检验 4.11 割台 五、CAD 图形加工代码转换 5.1 第一套 CAD 图形转换软件的使用说明 5.2 第二套 CAD 图形转换软件的使用说明 5.3 图形套料 5.4 公共边的处理 5.5 直线和圆弧以外线段的处理 5.6 超大图形处理 5.7 常见绘图问题处理 六、有关说明 ....................................................... 6.1 关于面板与按键的说明 6.2 关于图形编号及选取的说明 七、U 盘操作........................................................ 7.1 对 U 盘的要求 7.2 文件存储及存储格式 7.3 图形读入 八、编程 ........................................................... 8.1 编程输入界面 8.2 系统坐标及象限的约定 8.3 系统线型的约定 8.4 直线编程 8.5 圆弧编程
柱体(管子)相贯线展开lisp程序

(setq qdk pdik)
(command );少一次此命令就是单步循环,必须用鼠标在绘图区单击,单击一次走一循环步
)
)
)
;***
(defun xz ()
(command "text" "100,80" "10" "0"
"先以较大步距画一条线,查看最小曲率区,再以1/2步距画另一条,根据需要确定是取数还是用线,详细说明见 BJZKL.TXT 一文。"
(command )
(setq qd pdi)
)
(setq fhw (if (<= Rdli 0) -1 1));fhw符号位
(setq Rdzk (* (* Rd Rdji) fhw)
kkci (/ aRx0 (sin j));小管马蹄长在大管开孔的斜长
kkcfji (/ Rdcsi htan);伸进大管的交点比弯头马蹄长附加部分
(princ "小管子展开长度= " f)
(prin1 zkc f)
(princ " mm\n" f)
(close f);关闭文件,只有将文件关闭才能将加入到文件中的内容真正写入文件
(princ )
)
;***
(defun C:ztxgx ( )
(srcs)
(js)
(ht)
(xz)
)
x0k (+ x0 zkc Rdzc 130);大管开孔图与小管位于同一水平线上
y0k y0;大管开孔图与小管位于同一水平线上
qdk (list x0k y0k);画大管开孔起点
)
相贯线数控切割机使用技巧

相贯线数控切割机使用技巧
相贯线切割机 /
• 一般来说,各厂家生产的相贯线切割机,在联动轴数相同 时,实现相贯线坡口的能力,都是一样的。其主要区别在 所配用的相贯线编程软件。对编程软件,主要区别在: • 第一、编程界面的相贯图形显示方式,好的相贯线编程 软件,应能按给定相贯参数显示管件的三维结构形状、展 开的相贯线断面二维曲线、能从任意角度观察相贯线断面 的三维图像、有仿真ቤተ መጻሕፍቲ ባይዱ割的动画等等; • 第二、能实现相贯结构情况的编程范围,不同相贯线编 程软件,所能完成的相贯情况的范围是不一样的,特别是 对诸如空间3重管、空间交叉桁架等难度大的相贯情况, 很多编程软件都还不能实现;
• 第三、特殊情况下的编程数据处理能力,很多相贯线编程 软件,对特殊情况下的相贯,数据计算均存在错误。如当 管件间实际夹角很小,相贯线切割机实际摆角受限制时的 数据处理等; • 第四、编程范围的扩展性,绝大多数相贯线生产厂家, 都是购买其他单位的相贯线编程软件。当用户有某种编程 扩展需求时,往往不能得到较好的解决; • 第五、编程软件对,轴数的适应性,联动轴数不同时, 相贯线编程软件的计算公式是不一样的,不能把4联动的 软件,简单地直接用于3联动。有人误认为,将4联动软件 直接用于3联动,只需不计另一摆动轴即可,这是不对的。
相贯线编程软件说明书
1.3.2 数控相贯线切割机构成................................................. 2 1.3.3 坐标轴及其正负........................................................2
1.4 系统配置要求...................................................................2 1.5 启动软件......................................................................... 2
1.6 图库分类..............................................................................4 二.桁架双端通用编辑模块使用说明....................................... 4
2.1 通用支管结构形式选择....................................................4 2.2 桁架双端支管通用编辑界面参数输入..........................6
图 2-1 右侧的选择方框,用于选择待编辑支杆两端主管是否为空间交叉。
针对图 2-2 所示待编辑支杆,经过结构点选,“确定”后,进入界面如图 2-3 所示。
图 2-3 桁架双端通用编辑界面
2.2 桁架双端支管通用编辑界面参数输入
界面左上角,为桁架结构示意图,以便明确各结构及参数与实物的对应关系; 右上角为图形显示区,用于显示桁架三维图形、支管二维图形、支管三维断面、 支管仿真切割过程等。
相贯线切割机编程的求解方法
相贯线切割机编程的求解⽅法
在多⾯正投影中求解相贯线属于初学者的难点之,⼀般多采⽤表⾯取点法求解。
表⾯取点法:当两个回转体中有⼀个表⾯的投影有积聚性时,可⽤在曲⾯⽴体表⾯上取点的⽅法作出两⽴体表⾯上的这些共有点;这种⽅法称为表⾯取点法。
辅助平⾯法:作⼀组辅助平⾯,分别求出这些辅助平⾯与这两个回转体表⾯的交点,这些点就是相贯线上的点。
这种⽅法称为辅助平⾯法。
为了作图⽅便,⼀般选特殊位置平⾯为辅助平⾯。
相贯线的形状取决于两⽴体的形状、⼤⼩和相对位置。
如两空间形体的表⾯都是曲⾯,相贯线是⼀条空间曲线;两空间形体的表⾯都是平⾯时,相贯线是⼀条空间折线;两空间形体的表⾯分别是平⾯和曲⾯时,相贯线是由⼏段平⾯曲线围成的线。
在给定两空间形体后,在多⾯正投影图中可以容易地画出两⽴体的投影,但它们的相贯线的投影并不能直接画出,通常采⽤辅助⾯法或其他⽅法先求出相贯线上若⼲点的投影,然后将它们连接成相贯线。
辅助⾯法是先作出⼀适当的⾯,再作出该⾯和两空间形体的交线,最后作出两交线的交点。
所得交点就是相贯线上的点。
按此⽅法改变辅助⾯的位置,重复作图,就能得到⾜够的点,将它们连结成相贯线。
图中为圆柱和圆锥台相交,为作出其相贯线上的点,选⽤⽔平⾯为辅助⾯,⽔平⾯与圆柱、圆锥台的交线分别是开⼝矩形和圆。
它们的两个交点是相贯线上的点。
运⽤辅助⾯法的关键在于选取合适的辅助⾯,辅助⾯和两空间形体表⾯的交线投影应是直线或者是圆。
作图中常选⽤平⾯或球⾯为辅助⾯。
数控三轴相贯线切割机系统说明书

0006:G01 X98.502 A15.291 B28.895 C4.031
0007:G01 X101.378 A14.964 B29.242 C3.937
0008:G01 X103.962 A14.637 B29.588 C3.849
0009:G01 X106.321 A14.309 B29.934 C3.765
4
母管距右端距离示意图 其中,左边的图是母管与支管正交接,右边是母管与支管斜接示意。
D – 距右端距离; 管长L(毫米): 管子的总长度;
旋转角度a(度): 管子在切割前旋转的度数; 本管直径R(毫米):待加工本管的直径; 母/支管直径r(毫米):若是支管加工就写母管直径,若是母管加工就写支管直径; 支管倾角a(度):支管的倾斜角度,如下图中的a,0度定义为支管与母管垂直相交。注意a<90℃; 支管偏移量e(毫米):偏心距,如下图中的e。注意e≤R-r,其中R为母管的半径,r为支管的半径;
三通管的支管倾角和偏移量示意图 坡口角度p(度):如下图所示的p角; 接管方式(骑0/插1):
d
d
支管 p
母管
骑接式
插入式
母管壁厚D(毫米):母管的壁厚,如下图所示的D;
割枪
a
h
D
a: 坡口角度; h: 焊枪抬的高度值(参数中有); D: 母管的壁厚;
几个参数的示意图 支管壁厚d(毫米):支管的臂厚,图8.8.7中的d; 引线长度l(毫米): 切割的引入线的长度; 注意:如果在一个母管上进行多次连续操作,则母管/支管选择,管长,母管直径,母管壁厚只需设置 一次即可。 2.5 弯头参数说明 弯头工艺示意如下:
ESC
新建 调入 存储
删文件
删行
相贯线编程使用手册
钢管相贯线数控切割机编程使用手册目录第一部分 准备阶段1.进入编程界面2.基本数据输入3.数据输入的方法4.坡口角度输入的方法第二部分 支管切割1.支管 - 母管相贯切割编程2.支管 - 同径对接切割编程3.支管 - 平面切割编程4.支管 - 弯管相贯切割编程5.支管 - 两重支管切割编程6.支管 – 三重支管切割编程第三部分 母管切割1.母管 - 支管相贯切割编程2.母管 - 方孔切割编程3.母管 – 圆饼切割编程第四部分 附加功能1.轨迹模拟图2.实体模拟图3.开槽数据输入的方法4.基本固定的切割参数输入的方法5.切割补正功能第一部分 准备阶段1.进入编程界面管子的相贯线切割数据输入,显示屏出现如下的<钢管切割编程向导>操作界面:操作界面可以分成顶部、左半部、右半部和底部五个部分,下面分别阐述各个部分的具体功能。
顶部界面的标题。
左半部管子的相贯线切割具体分类。
支管切割有母管相贯、同径对接、平面切割、弯管对接、两重支管、三重支管等几个功能。
右半部母管切割有支管相贯、方孔、特殊切割(用户要求)等几个功能。
管子的相贯线切割可以分为两大类,一类是支管切割,即对管道的端口进行切割,这里有左端口和右端口之分;另一类是母管切割,即对管道的管体进行切孔,可以同时定义六个不同的孔,也可以同时进行切割这六个孔。
这里提供了三个按钮:[支管切割]、[母管切割]和[改变位置],其中[改变位置]按钮是选择目前输入切割数据的位置。
底部操作功能。
按下[数据输入]按钮,进入具体的切割数据输入阶段;按下[组合实体]按钮,生成整个切割工程的切割数据(不是分段数据),可以一气呵成,一刀切割完毕;按下[参数设置]按钮,修改如引弧线长度、切割速度等基本固定参数;按下[返回]按钮,结束切割数据编程操作,用户可以转向切割操作功能。
[三维套料]功能客户选配。
以下把这个界面牵涉的按钮说明如下:[支管切割]用于支管切割端口,有左端和右端之分。
相贯线切割机技术说明
相贯线切割机相贯线切割机是一种对钢管与有色金属管子的结合处相贯线孔、相贯线端部、弯头(虾米节)进行自动计算和切割的设备。
该机广泛运用于建筑、化工、造船、机械工程、冶金、电力等行业的管道结构件的切割加工。
此类加工以往大多采用制作样板、划线、人工放样、手工切割、人工打磨等落后繁复操作工艺。
数控相贯线切割机能十分方便的切割加工此类工件,无需操作者计算、编程,只需输入管道相贯系统的管子半径、相交角度等参数,机器就能自动切割出管子的相贯线、相贯线孔以及焊接坡口。
数控管子相贯线切割机采用数字化控制,设备[1]控制轴数有二至六轴等不同机型。
每种机型在切割如工时实现控制轴联运,具有切割各种相贯线、相贯孔功能;定角坡口、定点坡口、变角坡口切割功能;管子不圆度和偏心补偿功能相贯线切割机发展趋势随着现代机械加工业地发展,对切割的质量、精度要求的不断提高,对提高生产效率、降低生产成本、具有高智能化的自动切割功能的要求也在提升。
数控切割机的发展必须要适应现代机械加工业发展的要求。
1、贯线切割机的发展。
从现在几种通用数控切割机应用情况来看,火焰相贯线切割机功能及性能已比较完善,其材料切割的局限性(只能切割碳钢管),切割速度慢,生产效率低,其适用范围逐渐在缩小,市场不可能有大的增加。
等离子相贯线切割机具有切割范围广(可切割所有金属材料),切割速度快,工作效率高等特点,未来的发展方向在于等离子电源技术的提高、数控系统与等离子切割配合问题,如电源功率的提升可切割更厚的板材;精细等离子技术的完善和提高可提高切割的速度、切面质量和切割精度;数控系统的完善和提高以适应等离子切割,可有效提高工作效率和切割质量。
2、专用相贯线切割机的发展。
相贯线切割机适用于各种管材上切割圆柱正交、斜交、偏心交等相惯线孔、方孔、椭圆孔,并能在管子端部切割与之相交的相惯线。
这种类型的设备广泛应用于金属结构件生产,电力设备、锅炉业、石油、化工等工业部门。
浅谈圆管相贯线编程技术

浅谈圆管相贯线编程技术作者:刘达左毅来源:《城市建设理论研究》2014年第09期【摘要】桁架是指弦杆和若干腹杆组合结构的类型构件。
桁架中的杆件大部分情况下只受轴线拉力或压力,应力在截面上均匀分布,因而容易发挥材料的作用,这些特点使得桁架结构用料经济,结构自重小。
易于构成各种外形以适应不同的用途,比如可以做成简支桁架、拱、框架及塔架等,因而桁架结构在现今的许多大跨度的场馆建筑,如会展中心、体育场馆或其他一些大型公共建筑中得到了广泛运用。
【关键词】桁架线模型相贯线离散数中图分类号: TP313文献标识码: A引言大部分桁架结构中的杆件在节点处采用焊接连接,而在焊接之前,需预先按将要焊接的各杆件焊缝形状进行腹杆及弦杆的下料切割,这就需要对腹杆端头进行相贯线切割。
由于桁架结构中杆件与杆件之间是以相贯线型式相交,杆件端头断面形状比较复杂,因此在实际切割加工中一般采用机械自动切割加工。
而在相贯线切割的研究过程中,对于相贯线轨迹的研究则成为其编程的前提和重点。
1、相关知识1.1 相贯线坡口的实现在编程中发现:因为壁厚的原因,腹管下料实际长度应该比CAD空间模型中切割后的长度短。
简单说:就是腹杆与弦杆相贯实际上是腹杆的内壁与弦杆的外壁相贯。
由于施工工艺决定:相贯口都有坡口用于焊接。
(如图1、2)图1CAD空间模型中切割后的长度图2相贯编程的长度关于相贯线坡口的问题,由于腹杆与弦杆相贯都有角度,所以腹杆本身就存在自然坡口。
但是一般不能满足焊接工艺的要求,下料切割中增加坡口来满足工艺要求。
(如图3)图3坡口图例1.2 编程软件参数的影响编程软件里有一个重要的参数:离散数,软件求腹杆相贯线的方法是将腹杆沿圆周(内径与外径同时考虑)等分成若干直线段,通过求这些直线段与弦杆的交点来生成腹杆的相贯线。
离散数控制将腹杆沿截面圆周等分成多少条直线,离散数越大,计算得到的相贯线越准确,但计算量越大,对于大型桁架(腹杆较多),计算桁架加工图数据可能需要较长时间。
编程使用手册
数控相贯线切割机编程使用手册2006.12.20目录第一部分准备阶段进入编程界面基本数据输入数据输入的方法坡口角度输入的方法文件输入的方法第二部分支管切割支管 - 母管相贯切割编程支管 - 同径对接切割编程支管 - 平面切割编程支管 - 弯管相贯切割编程支管 - 两重支管切割编程支管–三重支管切割编程第三部分母管切割母管 - 支管相贯切割编程母管 - 方孔切割编程第四部分附加功能轨迹展示图实体展示图开槽数据输入的方法基本固定的切割参数输入的方法工程数据的保存工程数据的提取切割补正功能第一部分准备阶段进入编程界面管子的相贯线切割数据输入是在触摸屏上操作按下<编程>按钮后显示屏出现如下的<切割编程向导>操作界面操作界面可以分成顶部左部中部右部和底部五个部分下面分别阐述各个部分的具体功能顶部界面的标题左部管子的相贯线切割可以分为两大类一类是支管切割即对管道的端口进行切割这里有左端口和右端口之分另一类是母管切割即对管道的管体进行切孔还可以根据用户特定的要求切割即特殊切割中部管子的相贯线切割具体分类支管切割有母管相贯同径对接平面切割弯管对接两重支管三重支管其他切割(用户要求)等几个功能母管切割有支管相贯方孔其他切割(用户要求)等几个功能右部可以同时设置八条不同的相贯线黄底色数字为当前激活的相贯线数据输入或编辑底部操作功能按下[数据]按钮进入具体的切割数据输入阶段按下[提取]或[保存]按钮可以提取或保存整个切割工程的数据按下[组合]按钮生成整个切割工程的切割数据(不是分段数据)可以一气呵成一刀切割完毕按下[参数]按钮修改如引弧线长度等基本固定参数按下[返回]按钮结束切割数据编程操作用户可以转向切割操作功能以下把这个界面牵涉的按钮说明如下[支管切割]用于支管切割端口有左端和右端之分[母管相贯]支管切割的一种支管与母管相贯的端口[同径对接]支管切割的一种两个同径管对接的端口(虾米弯)[平面切割]支管切割的一种支管端口是一个平面[弯管对接]支管切割的一种支管端口与大圆环表面对接[两重支管]支管切割的一种母管上有两根相近的支管切割其中一根[三重支管]支管切割的一种母管上有三根相近的支管切割其中一根[母管切割]用于母管开孔[支管相贯]母管切割的一种母管与支管相贯的孔[方孔]母管切割的一种母管上切割一个长方形的孔[特殊切割]根据用户要求而定制的切割轨迹操作举例1在支管上切割一个与母管相贯的相贯线{[1]} {[支管切割]} {[母管相贯]} [数据]2在支管上切割同径对接(虾米弯)的相贯线{[2]} {[支管切割]} {[同径对接]} [数据]3在支管上切割一个平面端口的相贯线{[3]} {[支管切割]} {[平面切割]} [数据]4在母管上切割一个与支管相贯的相贯线{[4]} {[母管切割]} {[支管相贯]} [数据]5在母管上切割一个方孔的相贯线{[5]} {[母管切割]} {[ 方孔 ]} [数据]注{[]} 表示如果按钮已按下就不需要此操作如果按下[母管切割]按钮出现如下画面按钮按下和弹出意示图按钮按下按钮弹出基本数据输入相贯线切割的基本数据包括母管的外径和壁厚支管的外径和壁厚交叉角度偏心量扭转角度和中心长度母管外径相贯线开孔及切割方孔均在母管上进行因此母管外径必须输入外径的数值范围由订货时决定母管壁厚母管的壁厚壁厚的数值范围由订货时决定支管外径相贯线端口切割在支管上进行因此支管外径必须输入外径的数值范围由订货时决定支管壁厚支管的壁厚壁厚的数值范围由订货时决定交叉角度指母管轴中心与支管轴中心支管轴中心与平面支管轴中心与弯管的交叉角度范围在订货时决定(1) 在母管上开孔与支管相贯母管中心轴与支管中心轴的交角母管(2) 在支管上开端口与母管相贯支管中心轴与母管中心轴的交角注意左端相贯为L右端相贯为RA(3) 同径支管开端口即虾米弯两管中心轴的交角注意左端相贯为L 右端相贯为RA(4) 支管开端口成一个平面支管的中心轴与平面的交角注意左端相贯为L 右端相贯为RA(5) 支管与弯管相贯C DP Q分别是圆环管中心圆与支管中心轴的交点PC QD分别是圆环管中心圆在两点上的切线它们的交叉角度分别为左端内接BPC左端外接BQD右端内接AQD右端外接APC偏心量如果母管与支管相贯时两管中心轴相交于一点则偏心量为零如果不相交于一点则偏心量不为零偏心量是两管中心轴的最短距离支管偏心量大于零偏心量等于零偏心量小于零母管开孔情况的俯视图(图)支管3支管支管1偏心量偏心量偏心量小于零等于零大于零母管开孔情况的左视图(图)扭转角度如果母管与支管相贯时孔位于管体的侧边则扭转角度不为零扭转角度为90扭转角度为0扭转角度为-90扭转角度为180中心长度每个切割界面都有一个中心位置请参见交叉角度参数解释中的示图其中的A或A L A R A表示的点就是切割中心位置如果是单体切割那么中心长度并不重要如果是组合切割那么设第一个切割的中心长度为零其他切割的中心长度是中心位置与第一个中心位置的距离如果主轴座在机身的左边那么向左计量为正向右计量为负切割次序为右端端口管体割孔左端端口下一个切割中心长度为正第一个切割中心位置中心位置如果主轴座在机身的右边那么向右计量为正向左计量为负切割次序为左端端口管体割孔右端端口第一个切割中心长度为正下一个切割中心位置中心位置数据输入的方法在编程界面中需要输入切割所用的数据一般要求用户输入数据的地方是一个白色的数据框用户只要在触摸屏上点一下这个白色数据框就会弹出一个数据输入面板用户可以在这个面板中输入相应的数据输入完毕后按一下面板上的白色数据框即可退出一旦按下面板上的白色数据框电脑把白色数据框上的数据传入编程界面中的白色的数据框如果按下[取消]按钮也会关闭数字输入面板但不改变编程界面中的白色数据框内的值坡口角度输入的方法坡口有切割坡口和焊接坡口之分切割坡口也就是割枪摆动角度它受到机械制造工艺的限制一般在 0 60焊接坡口也就是焊接面夹角它们的关系如下图表示2母管与支管交叉角度12焊接坡口也就是焊接面夹角12切割坡口也就是割枪摆动角度A 相贯线在0的位置B 相贯线180的位置它们之间的关系是相贯线0点(A处)1 = 1 + 90 -相贯线180点(B处)2 = 2 + 90 -坡口角度根据需要可以有三种选择定角坡口切割坡口是一个定值在整个切割轨迹过程中始终保持不变直到切割完毕后返回零点即1 = 2定角坡口只适合于支管的端口切割变角坡口焊接坡口是一个定值从理论上讲焊接坡口是根据轨迹点所处位置的两管交接角度情况而决定的使它们的夹角尽量保持在某个定量即1 =2但如果支管与母管的交叉角度过小或过大而切割坡口又受到限制以至于支管某些点的焊接坡口无法满足这个定值因此焊接坡口的定值应由有经验的焊接工程师来决定变角坡口适合于母管的开孔切割和支管的端口切割定点切割用户根据需要自行定义轨迹在每隔一固定的角度定义一个切割坡口即割枪摆动角度电脑自动推算出其他位置的角度(最多可定义36个点)按下[更改]后会弹出如下一个框输入完毕后按[返回]按钮退出定点切割只适合于支管的端口切割文件名输入的方法在编程界面中需要输入文件名来提取或保存切割所用的数据一般要求用户输入文件名的地方是一个白色的文件名框用户只要在触摸屏上点一下这个白色文件名框就会弹出一个文件名输入面板用户可以在这个面板中输入相应的文件名输入完毕后按一下面板上的白色文件名框[确认]即可退出一旦按下面板上的白色文件名框电脑把白色文件名框上的文件名传入编程界面中的白色的文件名框如果按下[取消]按钮也会关闭文件名输入面板但不改变编程界面中的白色文件名框内的内容第二部分支管切割支管 - 母管相贯切割编程支管与母管相贯的相贯线切割位置在支管的端口数据输入的界面如下需要输入支管的外径壁厚(插入式可省)母管的外径壁厚(骑座式可省)交叉角度偏心量扭转角度和中心长度以及坡口角度还可以根据需要同时有开槽按一下界面中的白色数据框就会弹出一个数据输入窗口用户在这个窗口中输入相应的数据输入完毕后按一下该窗的白色数据框退出基本数据支管外径必须输入支管壁厚选择骑座式切割时必须输入选择插入式切割时可以省略母管外径必须输入母管壁厚选择骑座式切割时可以省略选择插入式切割时必须输入交叉角度支管中心轴与母管中心轴之间的交叉角度偏心量如果支管中心轴与母管中心轴没有交叉到一点此时就有一个偏移值扭转角度支管中心轴和母管中心轴组成的平面与水平面垂直的平面所夹角度单独切割某一轨迹可以省略中心长度支管中心轴与母管中心轴交点在整个工程的相对偏移值单独切割某一轨迹可以省略左端右端靠车头座一边为废料是左端切割靠车头座一边为用料是右端切割切割条件坡口角度有三种选择整个轨迹固定使用一种角度不予变化(定角坡口)根据轨迹点所处位置的支母两管交接情况而变化(变角坡口)用户在轨迹的每个45或90定义一个坡口角度电脑自动推算出其他位置的坡口(定点切割)(不)检测 (不)启动实时检测钢管椭圆度装置并自动补偿骑座式支管的内径与母管的外径相贯插入式支管的外径与母管的内径相贯附加开槽输入数据需要开槽时使用定义开槽的位置(角度)长度(距离)和宽度(距离)开槽不得多于4个轨迹生成轨迹根据输入的切割数据生成切割轨迹如果输入的数据正确显示屏会展示一条切割轨迹图否则会提示有错误的数据补正如果切割出来的相贯线有误差可以由此进行修正实体同上根据输入的切割数据生成管端的大致图形如果输入的数据正确显示屏会展示一条切割轨迹图否则会提示有错误的数据返回切割数据输入完毕返回<切割编程向导>界面返回前最好使用[轨迹]按钮确认轨迹的正确性注意数据输入后必须按动[轨迹]按钮否则不会生成切割数据指令本界面是右端切割把1086的支管斜交(120) 骑座在219的母管上切割坡口是15支管 - 同径对接切割编程两根同径管对接的相贯线即虾米弯切割数据输入的界面如下需要输入支管的外径壁厚交叉角度扭转角度和中心长度以及坡口角度还可以根据需要同时有开槽按一下界面中的白色数据框就会弹出一个数据输入窗口用户在这个窗口中输入相应的数据输入完毕后按一下该窗的白色数据框退出基本数据支管外径必须输入支管壁厚必须输入交叉角度两管中心轴之间的交叉角度扭转角度两管中心轴组成的平面与水平面垂直的平面所夹角度单独切割某一轨迹可以省略中心长度两管中心轴交点在整个工程的相对偏移值单独切割某一轨迹可以省略左端右端靠车头座一边为废料是左端切割靠车头座一边为用料是右端切割切割条件坡口角度有三种选择整个轨迹固定使用一种角度不予变化(定角坡口)根据轨迹点所处位置的支母两管交接情况而变化(变角坡口)用户在轨迹的每个45或90定义一个坡口角度电脑自动推算出其他位置的坡口(定点切割)(不)检测 (不)启动实时检测钢管椭圆度装置并自动补偿附加开槽输入数据需要开槽时使用定义开槽的位置(角度)长度(距离)和宽度(距离)开槽不得多于4个轨迹生成轨迹根据输入的切割数据生成切割轨迹如果输入的数据正确显示屏会展示一条切割轨迹图否则会提示有错误的数据补正如果切割出来的相贯线有误差可以由此进行修正实体同上根据输入的切割数据生成管端的大致图形如果输入的数据正确显示屏会展示一条切割轨迹图否则会提示有错误的数据返回切割数据输入完毕返回<切割编程向导>界面返回前最好使用[轨迹]按钮确认轨迹的正确性注意数据输入后必须按动[轨迹]按钮否则不会生成切割数据指令本界面是左端切割把两根1086的支管对接成120焊接坡口是15支管 - 平面切割编程支管与某一平面的相贯线数据输入的界面如下需要输入支管的外径壁厚交叉角度扭转角度和中心长度以及坡口角度还可以根据需要同时有开槽按一下界面中的白色数据框就会弹出一个数据输入窗口用户在这个窗口中输入相应的数据输入完毕后按一下该窗的白色数据框退出基本数据支管外径必须输入支管壁厚必须输入交叉角度支管中心轴与平面之间的交叉角度扭转角度交叉角度面与水平面垂直的平面所夹角度单独切割某一轨迹可以省略中心长度支管中心轴与平面交点在整个工程的相对偏移值单独切割某一轨迹可以省略左端右端靠车头座一边为废料是左端切割靠车头座一边为用料是右端切割切割条件坡口角度有三种选择整个轨迹固定使用一种角度不予变化(定角坡口)根据轨迹点所处位置的支母两管交接情况而变化(变角坡口)用户在轨迹的每个45或90定义一个坡口角度电脑自动推算出其他位置的坡口(定点切割)(不)检测 (不)启动实时检测钢管椭圆度装置并自动补偿附加开槽输入数据需要开槽时使用定义开槽的位置(角度)长度(距离)和宽度(距离)开槽不得多于4个轨迹生成轨迹根据输入的切割数据生成切割轨迹如果输入的数据正确显示屏会展示一条切割轨迹图否则会提示有错误的数据补正如果切割出来的相贯线有误差可以由此进行修正实体同上根据输入的切割数据生成管端的大致图形如果输入的数据正确显示屏会展示一条切割轨迹图否则会提示有错误的数据返回切割数据输入完毕返回<切割编程向导>界面返回前最好使用[轨迹]按钮确认轨迹的正确性注意数据输入后必须按动[轨迹]按钮否则不会生成切割数据指令本界面是右端切割把896的支管与平面斜交成45并且每隔45定义了一个切割坡口支管 - 弯管相贯切割编程支管与大环形管之间的相贯线切割位置在支管的端口数据输入的界面如下需要输入支管的外径壁厚环形管(弯管)的管外径环形大圆的直径(曲径)交叉角度偏心量扭转角度和中心长度以及坡口角度还可以根据需要同时有开槽按一下界面中的白色数据框就会弹出一个数据输入窗口用户在这个窗口中输入相应的数据输入完毕后按一下该窗的白色数据框退出基本数据支管外径必须输入支管壁厚必须输入弯管曲径环形管大圆的直径注意要符合实际情况不能设得过小必须输入弯管外径弯管的管径类似与母管只不过有一个曲率必须输入交叉角度支管中心轴与弯管中心圆轴切线之间的交叉角度偏心量如果支管中心轴与弯管中心圆轴没有交叉到一点此时就有一个偏移值扭转角度支管中心轴和弯管中心圆轴组成的平面与水平面垂直的平面所夹角度单独切割某一轨迹可以省略中心长度支管中心轴与弯管中心圆轴交点在整个工程的相对偏移值单独切割某一轨迹可以省略左端右端靠车头座一边为废料是左端切割靠车头座一边为用料是右端切割切割条件坡口角度有三种选择整个轨迹固定使用一种角度不予变化(定角坡口)根据轨迹点所处位置的支母两管交接情况而变化(变角坡口)用户在轨迹的每个45或90定义一个坡口角度电脑自动推算出其他位置的坡口(定点切割)(不)检测 (不)启动实时检测钢管椭圆度装置并自动补偿内接式支管与弯管的内侧面相贯外接式支管与弯管的外侧面相贯附加开槽输入数据需要开槽时使用定义开槽的位置(角度)长度(距离)和宽度(距离)开槽不得多于4个轨迹生成轨迹根据输入的切割数据生成切割轨迹如果输入的数据正确显示屏会展示一条切割轨迹图否则会提示有错误的数据补正如果切割出来的相贯线有误差可以由此进行修正实体同上根据输入的切割数据生成管端的大致图形如果输入的数据正确显示屏会展示一条切割轨迹图否则会提示有错误的数据返回切割数据输入完毕返回<切割编程向导>界面返回前最好使用[轨迹]按钮确认轨迹的正确性注意数据输入后必须按动[轨迹]按钮否则不会生成切割数据指令本界面是左端切割把18910的支管外接在一个直径是1000mm管径219的圆环上支管 - 两重支管切割编程母管上有两根相近的支管现在对其中的一个支管进行相贯线切割这一根支管称为主支管另一根支管称为附加支管数据输入的界面如下需要输入支管的外径壁厚母管的外径交叉角度扭转角度和中心长度以及坡口角度附加支管的直径交叉角度扭转角度和中心距离限制主支管与母管交叉附加支管与母管交叉时偏心量为零附加支管的中心距离为零即两根支管子中心轴同交于母管中心轴上一点按一下界面中的白色数据框就会弹出一个数据输入窗口用户在这个窗口中输入相应的数据输入完毕后按一下该窗的白色数据框退出基本数据支管外径主支管外径必须输入支管壁厚主支管壁厚必须输入母管外径必须输入交叉角度主支管中心轴与母管中心轴之间的交叉角度扭转角度主支管中心轴和母管中心轴组成的平面与水平面垂直的平面所夹角度单独切割某一轨迹可以省略中心长度主支管中心轴与母管中心轴交点在整个工程的相对偏移值单独切割某一轨迹可以省略左端右端靠车头座一边为废料是左端切割靠车头座一边为用料是右端切割切割条件坡口角度有三种选择整个轨迹固定使用一种角度不予变化(定角坡口)根据轨迹点所处位置的支母两管交接情况而变化(变角坡口)用户在轨迹的每个45或90定义一个坡口角度电脑自动推算出其他位置的坡口(定点切割)(不)检测 (不)启动实时检测钢管椭圆度装置并自动补偿附加支管支管直径附加支管的直径指外径必须输入支管壁厚附加支管的壁厚必须输入交叉角度附加支管中心轴与母管中心轴之间的交叉角度偏心量(本共能保留)扭转角度附加支管中心轴和母管中心轴组成的平面与主支管中心轴和母管中心轴组成的平面所夹角度中心距离(本共能保留)焊接方式骑座式(支管内径与附加支管外径)对接式(支管内径与附加支管内径)轨迹生成轨迹根据输入的切割数据生成切割轨迹如果输入的数据正确显示屏会展示一条切割轨迹图否则会提示有错误的数据补正如果切割出来的相贯线有误差可以由此进行修正实体同上根据输入的切割数据生成管端的大致图形如果输入的数据正确显示屏会展示一条切割轨迹图否则会提示有错误的数据返回切割数据输入完毕返回<切割编程向导>界面返回前最好使用[轨迹]按钮确认轨迹的正确性注意数据输入后必须按动[轨迹]按钮否则不会生成切割数据指令所切割的支管内径必须大于或等于附加支管的内径这样就可以骑座在这些支管上或与附加支管内径与内径对接无论是那跟支管永远骑座在母管上本功能只适用于轨迹1的右端和轨迹8的左端本界面是左端切割有两根18910的支管分别斜交成90和45骑座在同一母管上三管的轴中心交于一点这里要切割的是斜交成90的支管切割坡口是30支管–三重支管切割编程母管上有三根相近的支管现在对其中的一个支管进行相贯线切割这一根支管称为主支管另两根支管分别称为附加支管1和附加支管2数据输入的界面如下需要输入支管的外径壁厚母管的外径交叉角度偏心量扭转角度和中心长度以及坡口角度两根附加支管的直径交叉角度偏心量扭转角度和中心距离限制主支管与母管交叉附加支管与母管交叉时偏心量为零附加支管的中心距离为零即三根支管子中心轴同交于母管中心轴上一点按一下界面中的白色数据框就会弹出一个数据输入窗口用户在这个窗口中输入相应的数据输入完毕后按一下该窗的白色数据框退出基本数据支管外径主支管外径必须输入支管壁厚主支管壁厚必须输入母管外径必须输入交叉角度主支管中心轴与母管中心轴之间的交叉角度扭转角度主支管中心轴和母管中心轴组成的平面与水平面垂直的平面所夹角度单独切割某一轨迹可以省略中心长度主支管中心轴与母管中心轴交点在整个工程的相对偏移值单独切割某一轨迹可以省略。
相贯线程序使用方法
1.程序文件:shanse.lsp、mily.lsp
2.引导文件:acad2000doc.lsp
3.把引导文件复制到CAD根目录下的Support文件夹里。
例:D:\AutoCAD 2002\Support。
提示覆盖文件。
只能用于CAD2002版本。
4. 把程序文件复制到E:\根目录下。
5.命令:shanse,管与管相贯线绘制
6.命令:mily,管与板相贯线绘制
使用方法
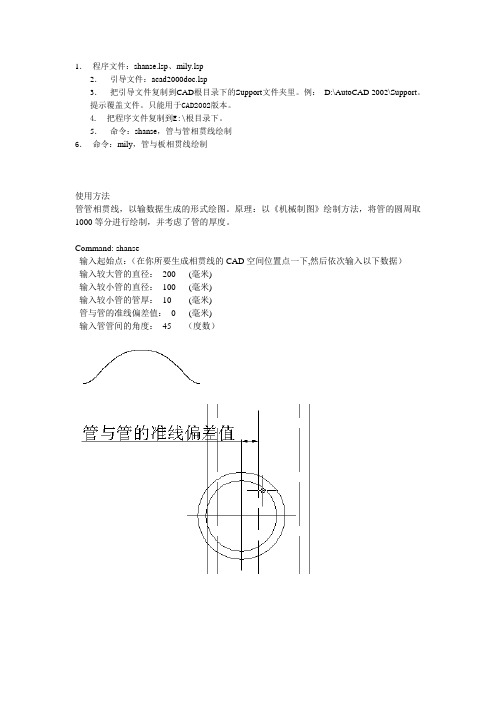
管管相贯线,以输数据生成的形式绘图。
原理:以《机械制图》绘制方法,将管的圆周取1000等分进行绘制,并考虑了管的厚度。
Command: shanse
输入起始点:(在你所要生成相贯线的CAD空间位置点一下,然后依次输入以下数据)
输入较大管的直径:200 (毫米)
输入较小管的直径:100 (毫米)
输入较小管的管厚:10 (毫米)
管与管的准线偏差值:0 (毫米)
输入管管间的角度:45 (度数)
管板相贯线,以先画出投影图,再点取关键点,即生成相贯线,原理:以《机械制图》绘制方法,将管的圆周取1000等分进行绘制,本程序未考虑管厚。
Command: mily
请输入1 或者2 ;---[1为一管与一板相交;2为一管与二板相交] 1
输入锐角点:
输入管直径的对应点:
输入钝角点:
拾取起始点:
Command: mily
请输入1 或者2 ;---[1为一管与一板相交;2为一管与二板相交] 2 输入锐角点:
输入管直径的对应点:
输入钝角点:
输入板与板的相交点:
拾取起始点:。
18553660_求解导管架相贯线最小距离的编程方法
短距离 的 问 题"虽 然 可 以 通 过 建 立 曲 线 方 程 组 求
解 "但 其 过 程 复 杂 "而 且 并 不 能 直 观 的 显 示 在 模 型
中"求解意义不大$导管架建造方通常采用人工观
察 "多 次 测 量 比 较 比 较 选 择 最 小 值 的 方 法 解 决 "但
是 该 方 法 因 人 而 异 "需 要 反 复 旋 转 模 型 测 量 "且 操
从以上的步骤可以看出"该算法通过对输入的 拟合点 进 行 全 面 计 算 并 搜 索 最 优 解"本 质 并 不 复 杂"但是最大化地利用了计算机在执行重复操作的 巨大速度优势"相对于人工观察绘制的有限的拟合 点之间的距离而言"程序可在短短数秒之间完成数 万条拟合点之间距离的计算"并在所有可能结果中 需找最优结果$
虽然拟合点数量有限"程序的结果只是一个近 似 解 "并 不 一 定 是 理 论 上 最 优 解 "但 从 目 前 实 际 应
Copyright©博看网. All Rights Reserved.
+!-"R+
第!卷增刊
年 月 !P$"Q "$
海洋工程装备与技术
S%0&4 045/400T/4506@/,U04+ &4* +0%14S?S5V
W)EM!"X'DDEM SI(M"P$"Q
求解导管架相贯线最小距离的编程方法
邓!凯郭!洪
!中海福陆重工有限公司"广东珠海!"#$!!#!!
摘要!海洋导管架撑杆和弦杆之间形成的空间相贯线的最小距离影响撑杆的焊接质量和整个导管架的可靠度$ 通过分析空间相贯线的特点以及可以用于计算其最小距离的方法对比"采用 &'()%7L软件的 ?/X,语言编制一套 近似算法的程序进行计算和绘制"从而取代数学解析方法的繁琐和人工目测手绘方法的不稳定$该近似算法的精 确度满足生产建造需要"同时操作简便(速度快(稳定度高的特点"并可直观地在 &'()%7L中绘制出代表该距离的 线 段 "极 大 地 提 高 了 工 作 效 率 "为 准 确 设 计 和 建 立 -* 模 型 并 予 以 施 工 带 来 了 便 利 $ 关键词!导管架%相贯线 空 %?/X,% 间曲线%最小距离 中图分类号+,-"-!!!!文献标志码&
相贯线编程软件说明书
2.1 通用支管结构形式选择....................................................4 2.2 桁架双端支管通用编辑界面参数输入..........................6
各管中心线的交点
支管 主管
支管计 算原点
主管计 算原点
图 1-1 坐标原点
图 1-2 带偏离坐标原点
1.3.2 数控相贯线切割机构成
数控相贯线切割机如 图 1-3 所示,主要由割炬机
割炬机头
割炬摆动头
钢管旋转机头
头、割炬摆动头、钢管旋
转机头、支撑架和钢轨组
成。割炬摆动头可在割炬
机头上上下升降,也可以
四.单节组合................................................................................ 13
一.软件概述
1.1 软件的用途
本软件为数控相贯线切割机编程软件。用户根据管架结构,选择本软件中的 对应模块,在相应模块中输入相应参数,即可生成用于相应管件的加工代码,通 过相贯线切割机加工出所需的带相贯断面和坡口要求的管件。
图 2-1 右侧的选择方框,用于选择待编辑支杆两端主管是否为空间交叉。
针对图 2-2 所示待编辑支杆,经过结构点选,“确定”后,进入界面如图 2-3 所示。
图 2-3 桁架双端通用编辑界面
相贯线公式使用方法
相贯线公式使用方法
1.在表格B2单元格输入大圆柱体直径;
2.在表格B3单元格输入小圆柱体直径;
3.在表格B4单元格输入斜角,即两圆柱体轴线夹角;
4.回车即得A11至O12黄色区域表格,将此表格复制;
5.打开Autocad,在绘图区域单击鼠标右键,从快捷菜单中选择“粘贴”,单击插入点,出现表格;
6.在Autocad 中绘制各点。
为了便于观察,首先将点样式定义成图1所示的样式;
7.单击绘制点命令(图2),按照输入点的横坐标、纵坐标数值,点击Enter键的顺序,将所有点绘制完成;
8.单击“绘图”工具条上的第九个命令按钮,即样条曲线,依次连接各点,一个完整的相贯线曲线完成;
9.图形绘制完毕后,就可以打印图形,打印时注意要按照1∶1 输出图形。
[注]:excel表格都是公式嵌套,处了上表格加颜色部分其他部分勿动。
15楼
逼我回帖者,年内有血光之灾,家中长辈必患重病,年内必死。
至亲父母感情不和,家中自此永无宁日,
男盗女娼,世代皆有不详之祸患。
楼主本人年内破财招灾,怪病缠身,日后若有婚姻,也必然妻离子散,
其妻家中养汉,家外偷人,下体生脓疮,其子,阴阳不和,中途夭折,死无葬身之地。
若要破解,也简
单。
今后别发这种帖。
不然此咒成死咒,无解。
太上老君急急如律令。
好了,帖子我回了。
你丫爽了吧。
LZ满意否
•
•
01
-。
四海数控 PIP2000相贯线切割软件使用说明
SKGG-B数控相贯线切割机Pipe(管件)辅助编程软件操作步骤说明:此软件内转换软件,即CAD版本的dxf格式文件转换成机床代码gcd格式文件。
主要操作步骤在CAD版本中进行并完成。
所需工具栏:建模、实体编辑、视图、VCS、三维动态观测器、缩放窗口等。
实际操作如下:1、在模型上(都以轴心线为连接)选择切割的关键,用“圆柱体”进行实体标注,其中,切管标注内、外径、所涉及到的交管只标注外径。
2、用布尔运算的“差集”命令,进行管件的运算。
⑴用“差集”命令,点击“切管”的“外壁”后“确定”,再点击切管的“内壁”后“确定”,此时。
切管形成了空心实体。
⑵用“差集”命令,点击“切管”后“确定”,再点击切管两端头的“所有交管”后“确定”。
此时,切管的“四条相贯线”形成。
(其中,两条为内轮廓,两条为外轮廓)3、⑴在视图的“俯视”下,画一条平行于X轴的直线,利用“修改”的“三维操作”的“对齐”功能,把切管对齐到所画的直线上,具体步骤如下:选择“对齐”命令,选择切管、轴心线左端点对应所画直线的左端点,为第一点,轴心线的右端点对应所画直线的右端点,为第二点,点击确定即可。
⑵用“切割”命令(section),对切管进行切割。
具体如下:为了方便观察,在O层的图层颜色,选择一个颜色,例如:“粉色”,键入“sec”确定后选择切管,提示选择面时,在“XY”面切割、确定后即切割完成,此时,母线会与四条相贯线形成交点。
⑶选择“格式”的“点样式”,选择一种点的类型,把点选大点,如可加大到“50”,最后,选择“点”功能,对应切管轴心线,母线与四条相贯线形成的交点,进行“点”标注。
4、把“标注点”及“四条相贯线”复制到世界坐标系下。
⑴利用平面“复制”功能,选择“四个点”,基准点为轴心线的左端点,复制到世界坐标系(*0.0.0)下。
⑵利用“实建模”的“复制边”功能,选择“四条相贯线”,基准点同样为切管轴心线的左端点,复制到世界坐标系(*0.0.0)下。
3D3S管桁架相贯操作简介

3D3S管桁架相贯操作简介1,建立空间模型;图1 建立桁架空间模型2,将杆件分弦杆和腹杆(与后处理相贯线切割顺序有关);3,对各个构件进行编号,如HJ-1、HJ-2等;图3 对桁架编号4,选择桁架导出到后处理实体模型;5,打开后处理实体模型;图4 后处理实体模型6,进行杆件编辑,按【后处理】→【构件编辑】图5 构件编辑菜单进行弦杆连通、合并成圆弧弦杆、拟合成曲线弦杆、合并成折线弦杆、弦杆拉伸等操作,对弦杆进行编辑,处理后的杆件见下图:图6 处理后杆件实体图7, 按【后处理】→【节点相贯】选择相应的功能菜单进行杆件节点相贯。
图7 节点相贯菜单相贯后的节点见下图,程序提供多种手段控制杆件相贯的顺序;图8 相贯操作后节点图8,对杆件进行编号:图9 杆件编号菜单9,如果有支座,可以按【后处理】→【支座节点设计】进行支座设计;10,按【施工图】→【施工图创建】,选择相关菜单进行绘图操作,然后按【施工图】→【施工图布置】出图;图10 施工图创建菜单图11 施工图布置菜单11,进行相贯加工数据的操作,按【相贯加工】,里面有相贯出数据的相关功能菜单。
图12 相贯加工菜单12,输入相贯线加工需要的参数,选择【相贯加工】→【相贯加工控制参数】,弹出相贯加工控制参数菜单,如下图:图13 相贯加工控制参数菜单13,选择【相贯加工】→【杆件下料】,弹出下料杆件数据菜单,按【输出下料数据】按钮,将数据保存成txt文件。
图14 下料杆件数据菜单14,选择【相贯加工】→【生成法因相贯加工数据】或选择【生成国际标准ISO相贯加工数据】输出相贯线切割机的相贯线切割数据,数据保存在实体模型文件的3D3S目录内;15,用户也可以选择【相贯加工】→【单根构件相贯线展开】,将杆件相贯线展开成CAD图纸,见图15。
图15 杆件相贯线展开图。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钢管相贯线数控切割机编程使用手册目录第一部分 准备阶段1.进入编程界面2.基本数据输入3.数据输入的方法4.坡口角度输入的方法第二部分 支管切割1.支管 - 母管相贯切割编程2.支管 - 同径对接切割编程3.支管 - 平面切割编程4.支管 - 弯管相贯切割编程5.支管 - 两重支管切割编程6.支管 – 三重支管切割编程第三部分 母管切割1.母管 - 支管相贯切割编程2.母管 - 方孔切割编程3.母管 – 圆饼切割编程第四部分 附加功能1.轨迹模拟图2.实体模拟图3.开槽数据输入的方法4.基本固定的切割参数输入的方法5.切割补正功能第一部分 准备阶段1.进入编程界面管子的相贯线切割数据输入,显示屏出现如下的<钢管切割编程向导>操作界面:操作界面可以分成顶部、左半部、右半部和底部五个部分,下面分别阐述各个部分的具体功能。
顶部界面的标题。
左半部管子的相贯线切割具体分类。
支管切割有母管相贯、同径对接、平面切割、弯管对接、两重支管、三重支管等几个功能。
右半部母管切割有支管相贯、方孔、特殊切割(用户要求)等几个功能。
管子的相贯线切割可以分为两大类,一类是支管切割,即对管道的端口进行切割,这里有左端口和右端口之分;另一类是母管切割,即对管道的管体进行切孔,可以同时定义六个不同的孔,也可以同时进行切割这六个孔。
这里提供了三个按钮:[支管切割]、[母管切割]和[改变位置],其中[改变位置]按钮是选择目前输入切割数据的位置。
底部操作功能。
按下[数据输入]按钮,进入具体的切割数据输入阶段;按下[组合实体]按钮,生成整个切割工程的切割数据(不是分段数据),可以一气呵成,一刀切割完毕;按下[参数设置]按钮,修改如引弧线长度、切割速度等基本固定参数;按下[返回]按钮,结束切割数据编程操作,用户可以转向切割操作功能。
[三维套料]功能客户选配。
以下把这个界面牵涉的按钮说明如下:[支管切割]用于支管切割端口,有左端和右端之分。
[母管切割]用于母管开孔,可以指定孔1、孔2、孔3、孔4、孔5、孔6。
[改变位置]选择支管的左端切割或右端切割;选择母管的开孔编号。
[母管相贯]支管切割的一种,支管与母管相贯的端口。
[同径对接]支管切割的一种,两个同径管对接的端口(虾米弯)。
[平面切割]支管切割的一种。
支管端口是一个平面。
[弯管对接]支管切割的一种。
支管端口与大圆环表面对接。
[两重支管]支管切割的一种,母管上有两根相近的支管,切割其中一根。
[三重支管]支管切割的一种。
母管上有三根相近的支管,切割其中一根。
[支管相贯]母管切割的一种,母管与支管相贯的孔。
[方孔 ]母管切割的一种,母管上切割一个长方形的孔。
操作举例:1.在支管的左端切割一个与母管相贯的相贯线。
{[支管切割]} → {[改变位置] → [左端]} → {[母管相贯]} → [数据] 2.在支管的左端切割同径对接(虾米弯)的相贯线。
{[支管切割]} → {[改变位置] → [左端]} → {[平面切割]} → [数据] 3.在支管的右端切割一个平面端口的相贯线。
{[支管切割]} → {[改变位置] → [右端]} → {[平面切割]} → [数据] 4.在母管上切割一个与支管相贯的相贯线(设为第1孔)。
{[母管切割]} → {[改变位置] → [孔1]} → {[支管相贯]} → [数据] 5.在母管上切割一个方孔的相贯线(设为第2孔)。
{[母管切割]} → {[改变位置] → [孔2]} → {[ 方 孔 ]} → [数据]注:{[××××]} 表示如果按钮已按下就不需要此操作。
如果按下[母管切割]按钮,出现如下画面:2.基本数据输入相贯线切割的基本数据包括:母管的外径和壁厚、支管的外径和壁厚、交叉角度、偏心量、扭转角度和中心长度。
母管外径相贯线开孔及切割方孔均在母管上进行,因此母管外径必须输入,外径的数值范围由订货时决定。
母管壁厚母管的壁厚,用此参数可以求出母管的内径,壁厚的数值范围由订货时决定。
支管外径相贯线端口切割在支管上进行,因此支管外径必须输入,外径的数值范围由订货时决定。
支管壁厚支管的壁厚,用此参数可以求出支管的内径,壁厚的数值范围由订货时决定。
交叉角度指母管轴中心与支管轴中心、支管轴中心与平面、支管轴中心与弯管的交叉角度,范围在20°到160°之间,特殊要求在订货时决定。
(1) 在母管上开孔,与支管相贯母管中心轴与支管中心轴的交角ω。
母管(2) 在支管上开端口,与母管相贯支管中心轴与母管中心轴的交角,注意,左端相贯为ωL,右端相贯为ωR。
(3) 同径支管开端口,即虾米弯。
两管中心轴的交角,注意,左端相贯为ωL,右端相贯为ωR。
(4) 支管开端口,成一个平面。
支管的中心轴与平面的交角,注意,左端相贯为ωL,右端相贯为ωR。
(5) 支管与弯管相贯。
C DP、Q分别是圆环管中心圆与支管中心轴的交点,PC、QD分别是圆环管中心圆在P、Q两点上的切线。
它们的交叉角度分别为:左端内接 ∠APC左端外接 ∠BQD右端内接 ∠BPC右端外接 ∠AQD偏心量如果母管与支管相贯时,两管中心轴相交于一点,则偏心量为零;如果不相交于一点,则偏心量不为零,偏心量是两管中心轴的最短距离。
母管开孔情况的左视图(图)扭转角度如果母管与支管相贯时,孔位于管体的侧边,则扭转角度不为零。
扭转角度为90° 扭转角度为0° 扭转角度为-90° 扭转角度为180°中心长度每个切割界面都有一个中心位置,请参见交叉角度参数解释中的示图,其中的A或A L、A R A表示的点就是切割中心位置。
如果是单体切割,那么中心长度并不重要;如果是组合切割,那么设第一个切割的中心长度为零,其他切割的中心长度是中心位置与第一个中心位置的距离。
如果主轴座在机身的左边,那么向左计量为正,向右计量为负,切割次序为:右端端口 → 管体割孔 → 左端端口下一个切割 (中心长度为正) 第一个切割中心位置 中心位置如果主轴座在机身的右边,那么向右计量为正,向左计量为负,切割次序为:左端端口 → 管体割孔 → 右端端口第一个切割 (中心长度为正) 下一个切割中心位置 中心位置3.数据输入的方法直接使用键盘输入数据。
4.坡口角度输入的方法坡口有切割坡口和焊接坡口之分,切割坡口也就是割枪摆动角度β,它受到机械制造工艺的限制,一般在 0°≤ β ≤ 60°;焊接坡口也就是焊接面夹角α。
它们的关系如下图表示:ω 母管与支管交叉角度α1、α2焊接坡口,也就是焊接面夹角β1、β2切割坡口,也就是割枪摆动角度A 相贯线在0°的位置B 相贯线180°的位置它们之间的关系是:相贯线0°点(A处)β1 = α1 + 90 - ω相贯线180°点(B处)β2 = α2 + 90 - ω坡口角度根据需要可以有三种选择:定角坡口:切割坡口是一个定值,在整个切割轨迹过程中,始终保持不变,直到切割完毕后返回零点。
即β1 = β2定角坡口只适合于支管的端口切割。
变角坡口:焊接坡口是一个定值,从理论上讲,焊接坡口是根据轨迹点所处位置的两管交接角度情况而决定的,使它们的夹角尽量保持在某个定量。
即α1 =α2。
但如果支管与母管的交叉角度过小或过大,而切割坡口又受到限制,以至于支管某些点的焊接坡口无法满足这个定值。
因此,焊接坡口的定值应由有经验的焊接工程师来决定。
变角坡口适合于母管的开孔切割和支管的端口切割。
定点切割:用户根据需要,自行定义轨迹在每隔45°或90°定义一个切割坡口即割枪摆动角度,电脑自动推算出其他位置的角度。
用户按下[更改]后会弹出如下一个框。
选择八点的用户,在0°、45°、90°、135°、180°、225°、270°、315°这八个点分别按一下白色数据框,输入一个角度。
选择四点的用户,在0°、90°180°、270°这四个点分别按一下白色数据框,输入一个坡口角度。
电脑会根据这四个点自动推算出45°、135°、225°、315°四个点的角度。
定点切割只适合于支管的端口切割。
输入完毕后按[返回]按钮退出。
第二部分 支管切割1.支管 - 母管相贯切割编程支管与母管相贯的相贯线,切割位置在支管的端口。
数据输入的界面如下。
需要输入支管的外径、壁厚(插入式可省),母管的外径、壁厚(骑座式可省),交叉角度,偏心量,扭转角度和中心长度,以及坡口角度。
还可以根据需要同时有开槽。
按一下界面中的白色数据框,直接输入数据。
基本数据支管外径 必须输入。
支管壁厚 选择骑座式切割时必须输入;选择插入式切割时可以省略。
母管外径 必须输入。
母管壁厚 选择骑座式切割时可以省略;选择插入式切割时必须输入。
交叉角度 支管中心轴与母管中心轴之间的交叉角度。
偏心量 如果支管中心轴与母管中心轴没有交叉到一点,此时就有一个偏移值。
扭转角度 支管中心轴和母管中心轴组成的平面与水平面垂直的平面所夹角度,单独切割某一轨迹可以省略。
中心长度 支管中心轴与母管中心轴交点在整个工程的相对偏移值,单独切割某一轨迹可以省略。
切割条件坡口角度 有三种选择:整个轨迹固定使用一种角度,不予变化(定角坡口);根据轨迹点所处位置的支母两管交接情况而变化(变角坡口);用户在轨迹的每个45°或90°定义一个坡口角度,电脑自动推算出其他位置的坡口(定点切割)。
骑座式 支管的内径与母管的外径相贯。
插入式 支管的外径与母管的内径相贯。
附加开槽输入数据 需要开槽时使用,定义开槽的位置(角度)、长度(距离)和宽度(距离)。
开槽不得多于4个。
轨迹生成生成轨迹 根据输入的切割数据生成切割轨迹,如果输入的数据正确,显示屏会展示一条切割轨迹图,否则会提示有错误的数据。
精确轨迹 功能同[生成轨迹]按钮,另外启动实时检测钢管椭圆度装置,并自动补偿。
补正 如果切割出来的相贯线有误差,可以由此进行修正。
显示实体 同上,根据输入的切割数据生成管端的大致图形,如果输入的数据正确,显示屏会展示一条切割轨迹图,否则会提示有错误的数据。
返回 切割数据输入完毕,返回<钢管切割编程向导>界面。
返回前最好使用[轨迹]按钮确认轨迹的正确性。
注意数据输入后,必须按动[轨迹显示]按钮,否则不会生成切割数据指令。
本界面是左端切割,把φ168×10的支管斜交(90°) 骑座在φ168的母管上,切割坡口是30°。
2.支管 - 同径对接切割编程两根同径管对接的相贯线,即虾米弯切割。