Moldflowe课设
Moldflowe课设

目录一、三维造型 (1)1.1三维造型 (1)1.2导出模型 (1)二、模型修复与简化 (2)2.1模型导入 (2)2.2模型修复 (2)2.3模型修复与简化 (2)2.4模型导出 (3)三、Moldflow模流分析 (4)3.1网格划分 (4)3.2网格诊断与修复 (4)3.3确定浇口位置 (7)3.4成型窗口分析 (9)3.5充填分析 (12)3.6流道平衡分析 (14)3.7冷却分析 (17)3.8流动分析 (22)3.9翘曲分析 (25)四、总结 (28)五、心得体会 (30)参考文献 (31)一、三维造型1.1三维造型利用拉伸、抽壳、倒圆角等操作设计出模型,模型如图1.1.1所示。
该模型的尺寸信息长*宽*高为150mm*105mm*40mm,主体壁厚为2.5mm,筋板厚度均匀为1 mm,产品不是很大。
主分型面在上表面,在两侧有侧向抽芯。
图1.1.1 三维模型1.2导出模型模型建好后,点击【文件】--【保存副本】,将模具类型改为.igs格式。
二、模型修复与简化2.1模型导入打开CAD Doctor后,导入模型。
2.2模型修复点击检查,结果如图2.2.1所示。
从统计结果可以看出此模型的自由边数量为616。
点击缝合,弹出如图所示的自动缝合对话框,修改容差为0.01,单击“Try”。
结果如图2.2.2所示。
图2.2.1图2.2.22.3模型修复与简化模型简化需要先将工作状态由“转换”切换到“简化”下。
1)去R角该模型壁厚为2.5mm,如下图2.3.1将圆角修改阈值为2mm。
点击搜索图标,得结果如右图2.3.2图2.3.1图2.3.2点击图标将小于2的圆角去除,将工作状态由“简化”切换到“转换”下。
由于在简化过程中,去除特征后,重新生成面时,模型可能出现几何拓扑错误,故需要再次对模型进行诊断及修复,直到所有错误全部为零。
单击修复,所有错误全部为零。
2.4模型导出将模型导出,文件为.udm格式。
三、Moldflow模流分析3.1网格划分1)新建工程,输入工程名称。
MOLDFLOW-doctor入门教案(精辟)
MOLDFLOW/DOCTOR用法及技巧一,软件的用法1.产品做MF之前,用没有缩水的产品来做,先在产品上建立坐标,然后把产品移到绝对坐标上,Z轴定为开模方向,这样以便MF分析。
2.在转图前,尽量把产品上的字体去掉,有简单的R角也去掉。
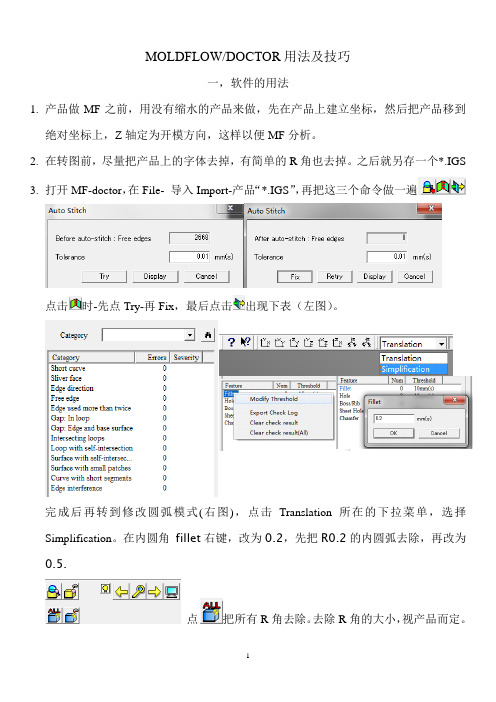
之后就另存一个*.IGS3.打开MF-doctor,在File- 导入Import-产品“*.IGS”,再把这三个命令做一遍点击时-先点Try-再Fix,最后点击出现下表(左图)。
完成后再转到修改圆弧模式(右图),点击Translation所在的下拉菜单,选择Simplification。
在内圆角fillet右键,改为0.2,先把R0.2的内圆弧去除,再改为0.5.点把所有R角去除。
去除R角的大小,视产品而定。
做完这个之后,再把C角除去点把所有C角去除。
去除C角的大小,也视产品而定。
再回到translation变换,重复这三个步骤,再保存,最后导出Export导出一个*.udm文件。
4.打开Moldflow Plastics Insight 6.1,import导入-刚刚导出的文件*.udm,再选择双层面,再建立该产品的文件夹(下左图)。
进入Moldflow界面双击进行分析网格。
网格设置一般为1到1.5倍胶厚,网格分得越小分析出来结果就越催向产品实际,但分析起来就越慢,这个看产品形状大小来定。
5.对分出来的网格进行修饰。
·A.检查自由边,B.检查重叠面C修改纵横比,D检查平均胶厚。
E 把未定向的网格定取向,F检查网格属性6.网格修复工具运用这里介绍几个常用的命令:A.这个是填充网格命令,修自由边时候用。
B.(F6)这个是网格交互边命令,修纵横比时用,如右图就可以用此命令C.(F5)这个是网格合并点命令,修纵横比时用E.(F9)这个是网格插入点命令,修纵横比时用F.(F8)这个是网格区域重划命令,修纵横比时用G.这个是删除多余点命令,修纵横比时用6.1 做完以上的就点击一下,使网格全部定好取向。
MoldFlow使用经验教材教学课件

冷却效果评估
介绍如何评估冷却系统的 冷却效果,如通过冷却时 间、温度均匀性等指标进 行评估。
成型工艺优化
注射速度与压力
阐述注射速度和压力对成型工艺的影 响,如对填充效果、产品收缩率等的 影响。
成型参数优化
介绍如何通过调整注射速度、压力、 模具温度等参数优化成型工艺,提高 产品质量和生产效率。
模具温度控制
流道设计
阐述流道设计的要点,如流道截面 形状、流道长度、流道宽度等,以 及如何通过流道设计平衡压力和减 小温差。
冷却系统设计
01
02
03
冷却系统的重要性
强调冷却系统在注塑成型 过程中的重要性,如减小 成型周期、提高产品质量 等。
冷却水路设计
讲解冷却水路的基本类型, 如直通式、环绕式、多通 道式等,以及各自适用的 场景。
Moldflow使用经验 教材教学课件
目录
• Moldflow软件介绍 • Moldflow基础操作教程 • Moldflow进阶操作教程 • Moldflow实战案例分析 • Moldflow常见问题与解决方案 • Moldflow软件更新与未来发展
01
Moldflow软件介绍
软件特点与优势
详细描述
网格划分失败的原因可能包括模型导入错误、网格类型 选择不当、网格参数设置不合理等。解决此问题的方法 包括检查模型文件是否正确、选择合适的网格类型、调 整网格参数等。
材料参数设置问题
总结词
材料参数是影响Moldflow模拟结果的重要因素,如果参数设 置不准确或不完整,将导致模拟结果失真。
详细描述
热交换结构设计
介绍热交换结构在模具设 计中的应用,如水路、气 道等,以提高模具的冷却 效果和减小成型周期。
模流分析培训教程

第一步:明确分析目的方案前期检讨)
3分析注塑机:
预用机台 机台参数(吨位、最大压力、最大行 程等参数
4,分析可能影响分析的因素: 网格类型、纵横比大小 特殊产品角效应 含纤维材料的纤维取向
5,希望完成分析的时间及预计完成分析的时间
第二步、模型准备
①产品零件:这是分析的基础必须是3D档,最好是实体零件 而非IGS等曲面零件 ②产品排位:CAD排位或者是3D文档,这里的3D文档最好 是STP及X_T等实体文档,以免因为版本高低导致无法打开。 ③流道及进胶方式:如果没有具体的方案,分析前则需要讨 论,以免增加无谓的工作量。
(导出文件供下个流程用(模型前处理尽量输出实体文档, 如X_T,STP,不推荐用IGSSTL文档;必须保证坐标在产 品或者是模具的中心,坐标Z方向为开模方向,而且同一 个项目每次导出文件的坐标必须在同一位置)
第一步:明确分析目的方案前期检讨)
明确分析目的非常重要它就像一个目标,我们分析要达到这 个目标需要确认哪些信息和做哪些准备
讲义,分析产品的特点: 产品用途(添加剂 外形特点、重量 成型材料和具体牌号 外观要求、二次加工(电镀、喷漆等) 浇口禁止区域 强度要求(夹线位置) 关键尺寸控制 变形允许方向和公差
第四步、划分网格
A打开MF软件→新建工程→文件-导入
在导入编辑对话框中出现有Moldfiow支持的三种网格:
Midplane 中性面网格(适用于简单薄壁、大型如汽车保险杆,门板类产品处理网格比较
麻烦,现都用双层面网格替代了
Fusion
双层面网格(目前应用最广泛的网格类型,不适用于壁厚渐变的产品)
Moldflow培训大纲
附件二Moldflow培训大纲基础操作篇(1天)第一章注塑成型工艺及注塑机简介1.1注塑成型过程1.2注塑成型产品和模具1.3注塑机第二章Moldflow软件介绍2.1操作界面2.2工作环境设置2.3菜单与工具条第三章开始新项目3.1文件类型与层次3.2项目和任务管理第四章网格划分与修理4.1 Moldflow网格类型4.2网格划分参数设置4.3 网格修理命令与技巧第五章模型前处理技术5.1 Moldflow cad doctor修复与简化5.2 Hypermesh中性面网格处理技术第六章流道与水路建模6.1 流道系统6.2 冷却系统6.3镶件第七章分析类型与参数设定7.1 分析类型选择7.2 材料选择7.3 浇口位置选择7.4工艺参数设定7.5 常见的分析出错/警告解决办法第八章分析结果解释8.1 流动结果8.2 冷却结果8.3 翘曲结果第九章创建分析报告9.1 HTML格式报告9.2 Powerpoint格式报告第十章数据库管理10.1材料数据库10.2 注塑机数据库第十一章Moldflow与结构分析CAE软件的接口11.1 Mpi/Abaqus接口11.2 Mpi/Ansys接口第十二章如何使用帮助高级应用篇(1天)第一章Moldflow基本原理1.1塑料的流动2.1塑料的冷却第二章Moldflow分析的最佳流程2.1 输入阶段2.2 分析阶段2.3 输出阶段第三章填充分析与优化3.1 设计优化原则及流程3.2浇口位置分析优化3.3成型窗口分析优化3.4流道平衡分析优化3.5工艺条件设定方法3.6 结果评估标准第四章冷却分析与优化4.1设计优化原则及流程4.2工艺条件设定方法4.3 冷却求解器高级设置4.4 结果评估标准第五章保压分析与优化5.1 设计优化原则及流程5.2 工艺条件及保压曲线设定方法5.3 结果评估标准第六章翘曲分析与优化6.1设计优化原则及流程6.2 求解器高级设置6.3 结果评估标准第七章Moldflow材料技术解决方案7.1 材料特性参数7.2 材料敏感性研究7.3 分析替代材料选择原则第八章Moldflow收缩与翘曲解决方案8.1 材料收缩率的Moldflow分析方法8.2 Moldflow解决翘曲的典型手法第九章Moldflow与注塑机工艺关联的解决方案9.1工艺条件对Moldflow分析精度的影响9.2 Moldflow工艺条件输入输出第十章Moldflow分析结果与实际成型缺陷的关联性10.1 常见注塑成型缺陷及产生机理10.2 评估成型缺陷的Moldflow分析结果1 / 1。
专业moldflow培训计划

专业moldflow培训计划一、培训目标本培训计划旨在帮助参与者全面理解Moldflow软件的使用方法和原理,提高他们在塑料注塑工艺方面的理论和实际技能,使其能够熟练运用Moldflow软件进行塑料注塑工艺的模拟分析和优化设计。
二、培训对象本培训面向与塑料制品相关的工程师、设计师、技术员和研发人员等。
参与者需要具备一定的塑料注塑工艺和工程设计背景,拥有一定的计算机操作能力。
三、培训内容1. Moldflow软件介绍- Moldflow软件的功能及应用范围- Moldflow软件的基本操作界面2. 塑料注塑工艺的基本原理- 塑料注塑的工艺流程- 塑料材料的性能及其对注塑工艺的影响- 注塑模具的结构和工作原理3. Moldflow软件的基本操作- 模型准备与导入- 材料属性设置- 工艺参数设定- 分析模拟及结果查看4. 模拟分析的实际应用- 模具填充分析- 模具温度分析- 成型收缩分析- 产品变形分析- 注塑成型工艺优化5. 模拟结果分析与优化设计- 模拟结果的工程解释- 优化设计措施及实施四、培训方案1. 学员培训报名由培训机构或企业发起,通过内部宣传和报名的方式邀请相关人员参加培训。
2. 学员入学测试在培训开始前对学员进行入学测试,以了解学员的基础水平,为后续课程设置提供依据。
3. 课程设置- 导师讲解:通过专业的讲师进行理论讲解和实际操作演示,让学员了解Moldflow软件的功能和操作方法。
- 实例操作:学员可以在导师的指导下进行软件的操作实践,加深对软件的理解和掌握能力。
- 课程实验:设置一些实际案例,学员可以直接用Moldflow软件进行模拟分析和优化设计,加深对软件的运用能力。
4. 培训考核在培训结束后进行知识考核和实际操作考核,以检验学员是否掌握了Moldflow软件的使用方法和塑料注塑工艺的优化设计技能。
五、培训成果通过培训,学员将能够:- 完全掌握Moldflow软件的基本操作;- 理解和掌握塑料注塑工艺的基本原理;- 进行模拟分析和优化设计;- 能够独立使用Moldflow软件进行塑料注塑工艺的模拟分析及优化设计。
moldflow教材

Increasing temperature
Low resistance to flow
Polymer
10,000 Glass 1020
Shear Rate (1/s)
生產時的注意事項
射出壓力- 生產時所需壓力過高會造成短射 鎖模力 – 生產時所需鎖模力過高會造成機器成 本提高,以及發生毛邊及溢料的機會 成型時間 – 成型時間過長會增加機器使用成本
射出速度的影響
較厚的凝固層 較薄的凝固層
MeltMelt来自較長的充填時間 較慢的射出速度
較短的充填時間 較快的射出速度
• • • • • 決定澆口凝固時間 使模穴內的體積收縮差異最小化 驗證及降低成品的表面凹陷 決定適當的保壓壓力變化設定 決定成品整體重量
冷卻(Cooling)
• 確認局部熱點的位置 • 確認那些冷卻管路的效率 不佳 • 達到均勻冷卻 • 降低成型週期時間及增進 生產力 • 增進產品品質
收縮翹曲變形 (Shrinkage & Warpage)
PVT特性
p – 壓力; v – 比容; T – 溫度 描述塑膠如何隨著壓力 及溫度的變化而發生體 積上的變化 在充填及保壓的階段, 塑膠隨著壓力的增加而 膨脹 在冷卻的階段,塑膠隨 著溫度的降低而收縮
Specific Volume
Pressure Increases
Temperature
克服
衝擊的能 力
擬定預期結果
• 在設計上有太多限制嗎? • 這個軟體能夠模擬你的顧慮嗎? • 時間限制:在開始模具製作前,有那些工作可以完成?
Moldflow课程设计

1 任务分析新建工程名称:dayinji1导入的模型是打印机上盖(1腔),材料为PC,如图1所示。
图1 打印机上盖2 网格划分2.1 网格类型:双层面2.2 网格边长:8mm2.3 网格统计:通过网格划分工具对网格进行重新划分使其达到要求。
网格划分的结果如图2、3所示。
图2 网格划分时间图3 网格统计3最佳浇口位置分析通过软件分析,推荐的最佳浇口位置是N4352,如图4所示。
图4 最佳浇口位置分析4浇注系统设置4.1 创建方式:利用手动方式创建浇注系统。
以N4353为基准来复制以下各点。
4.2 创建主流道主流道顶端为基准点+Z向偏移75mm,末端为基准点+Z向偏移15mm。
其直线的属性为:冷主流道-椎体-尺寸:顶端4mm,末端6mm。
柱体单元划分边长12mm。
其形状如图5所示。
图5 主流道柱体单元4.3 创建分流道分流道1左端为基准点+Y向偏移40mm,+Z向偏移15mm,右端为基准点-Y向偏移40mm,+Z向偏移15mm。
其直线的属性为:冷流道-圆体-尺寸:直径5mm。
柱体单元划分边长8mm。
其形状如图6所示;分流道2末端左面为基准点+Y向偏移40mm,+Z向偏移3mm,右端为基准点-Y向偏移40mm,+Z向偏移3mm。
其直线的属性为:冷流道-圆体-尺寸:直径4mm。
柱体单元划分边长8mm。
其形状如图7所示。
图6 一级分流道柱体单元图7 二级分流道柱体单元4.4 创建浇口浇口末端左面为基准点+Y向偏移40mm,末端右面为基准点-Y向偏移40mm。
其直线的属性为:冷主流道-椎体-尺寸:顶端4mm,末端 1.5mm。
柱体单元划分边长8mm。
其形状如图8所示。
图8 浇口柱体单元4.5 连通性诊断对所创建的浇注系统进行连通性诊断结果如图9所示。
图9 连通性诊断5冷却系统设置5.1 创建方式:利用向导创建,其创建步骤如图10、11所示。
5.2 相关参数设置:图10 冷却水道向导设置1图11 冷却水道向导设置2最后点击完成即可。
Moldflow课程设计

Moldflow课程设计1 任务分析新建工程名称:dayinji1导入的模型是打印机上盖(1腔),材料为PC,如图1所示。
图1 打印机上盖2 网格划分2.1 网格类型:双层面2.2 网格边长:8mm2.3 网格统计:通过网格划分工具对网格进行重新划分使其达到要求。
网格划分的结果如图2、3所示。
图2 网格划分时间图3 网格统计3最佳浇口位置分析通过软件分析,推荐的最佳浇口位置是N4352,如图4所示。
图4 最佳浇口位置分析4浇注系统设置4.1 创建方式:利用手动方式创建浇注系统。
以N4353为基准来复制以下各点。
4.2 创建主流道主流道顶端为基准点+Z向偏移75mm,末端为基准点+Z向偏移15mm。
其直线的属性为:冷主流道-椎体-尺寸:顶端4mm,末端6mm。
柱体单元划分边长12mm。
其形状如图5所示。
图5 主流道柱体单元4.3 创建分流道分流道1左端为基准点+Y向偏移40mm,+Z向偏移15mm,右端为基准点-Y向偏移40mm,+Z向偏移15mm。
其直线的属性为:冷流道-圆体-尺寸:直径5mm。
柱体单元划分边长8mm。
其形状如图6所示;分流道2末端左面为基准点+Y向偏移40mm,+Z向偏移3mm,右端为基准点-Y向偏移40mm,+Z向偏移3mm。
其直线的属性为:冷流道-圆体-尺寸:直径4mm。
柱体单元划分边长8mm。
其形状如图7所示。
图6 一级分流道柱体单元图7 二级分流道柱体单元4.4 创建浇口浇口末端左面为基准点+Y向偏移40mm,末端右面为基准点-Y向偏移40mm。
其直线的属性为:冷主流道-椎体-尺寸:顶端4mm,末端1.5mm。
柱体单元划分边长8mm。
其形状如图8所示。
图8 浇口柱体单元4.5 连通性诊断对所创建的浇注系统进行连通性诊断结果如图9所示。
图9 连通性诊断5冷却系统设置5.1 创建方式:利用向导创建,其创建步骤如图10、11所示。
5.2 相关参数设置:图10 冷却水道向导设置1图11 冷却水道向导设置2最后点击完成即可。
moldflow-课设说明书解读

华东交通大学机电学院台灯底座夹模流分析说明书姓名X X X学号20XX03100401XX班级材料成型及控制工程XX-1指导老师X X X0/ 26目录一. CAD模型的准备⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 21. 三零件构建⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 2模型的、修复与化⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 23.CAE 网格模型的准⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯3二.充填分析及优化⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 51. 材料的⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 52. 口位置的⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 53. 成型窗口分析⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 64. 充填分析⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯7 三.流道平衡与尺寸优化⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯8 四.冷却分析及优化⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯101.冷却系构建与分析⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯102.冷却系化⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯14五.保压分析及优化⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯161. 保分析的目确定⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯162. 初始保力及保确实定⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯163. 恒保果分析及整⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯164. 保曲化⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯17 六.翘曲分析及优化⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯19 附录 CAD 图纸⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯21一. CAD模型的准备1.三维零件的构建利用proe软件绘制零件的三维造型〔如图一、二〕,该零件为台灯底座夹。
长度方向上的尺寸为128mm,总高 32mm,总宽 85mm,零件厚度为,底部筋板厚度为1mm,宽度为。
moldflow教材(简体中文版)

工程分析M P A培訓教材工程分析MPA培訓教材目录第一章Part Adviser简介-----------------------------------------------------------------1~3第二章开始分析--------------------------------------------------------------------------4~5 第三章塑料流动行为-----------------------------------------------------------------------6 第一节 塑料射出成型品的设计-------------------------------------------------6~16 第二节 解决充填问题-----------------------------------------------------------17~24 第四章分析结果-----------------------------------------------------------------------25~44 第五章Part Adviser操作练习-------------------------------------------------------------45 第一节Part Adviser操作界面介绍--------------------------------------------45~64 第二节 充填可行性修正--------------------------------------------------------65~72 第三节 表面品质改善-----------------------------------------------------------73~85 第六章Mold Adviser操作介绍-----------------------------------------------------------85 第一节Mold Adviser操作界面介绍------------------------------------------85~93 第二节 操作范例练习一:单模穴流道系统建立----------------------------93~97 第三节 操作范例练习二:自然平衡流道系统建立------------------------97~100 第四节 操作范例练习三:平衡非自然平衡流道系统-------------------101~105 第五节 操作范例练习四:家族模穴----------------------------------------106~109第一章Moldflow Part Adviser简介塑料射出成型是一项工业中重要的制程,制造出数以千万计的产品。
moldflow在《塑料成型与模具设计》课程教学中的应用

moldflow在《塑料成型与模具设计》课程教学中的应用MoldFlow是一种塑料成型与模具设计方面的软件,主要用于模具分析和塑料件设计预测。
它能够帮助工程师和设计师们有效地将设计的想法转换到塑料制品上,并能够预测制品的最终性能和外观。
Moldflow的应用可以帮助工程师更好地管理塑料成型过程中的流程,提高工作效率,并且能够让塑料制品拥有更佳的性能和外观。
本文分别从介绍MoldFlow,描述MoldFlow在塑料成型及模具设计教学中的应用,探讨MoldFlow在模具设计及塑料成型实验中的应用这三个方面,探讨MoldFlow在教学和实际应用中的重要作用,以及MoldFlow 的未来发展等内容,具体进行阐述。
【MoldFlow介绍】MoldFlow是一款由Autodesk公司开发的计算机辅助工程软件,主要用于模具分析和塑料件预测。
该软件采用了多种几何学模型,并可以进行热流体模拟,模具汽包分析和零件塑性变形分析等。
它可以用于分析模具汽包的分布、模具的散热性能和模型的收缩率以及塑料件上的塑性变形等。
MoldFlow的应用广泛,包括模具设计、塑料成型、汽车塑料件的设计以及模具制造行业等。
【MoldFlow在塑料成型及模具设计教学中的应用】MoldFlow在塑料成型及模具设计教学中容易操作,可以显著提高教学效果。
首先,MoldFlow可以帮助教师更好地指导学生利用有限元分析软件对塑料元件进行分析。
其次,MoldFlow可以帮助教师指导学生实现模具参数的优化,从而更好地控制成型过程中的温度和塑性变形,并最终得到更高质量的塑料件。
此外,MoldFlow还可以帮助学生更好地理解模具空气和液体的流动规律,从而更加准确地设计出合理的模具型腔。
【MoldFlow在模具设计及塑料成型实验中的应用】MoldFlow的应用还可以帮助工程师更好地管理模具设计及塑料成型实验过程,提高工作效率,并且能够让塑料制品拥有更佳的性能和外观。
《MoldFlow》-课程教学大纲
《模具CAE》课程教学大纲学分:1学时:30适应专业:机械CAD/CAM一、课程性质和任务本课程是为机械CAD/CAM专业三年制学生开设的一门专业选修课。
本课程的任务是让学生弄清怎样利用Moldflow公司的塑料成型分析软仦Moldflow Plastics Advisers(MPA)来进行塑料成型过程模拟,以优化塑料制品设计、模具设计以及成型工艺优化等。
塑件有许多的质量缺陷,它们产生的原因各不相同,从而解决的方案也取决于实际情况,通过模拟塑料的成型过程,可以找出产生这些缺陷的原因,再采取相应的措施来避免。
塑料在模具中的成型性能也因模具的浇注系统的设计、塑料的性能、成型的压力和温度不同而不同。
通过使用MPA,有助于让学生懂得如何优化其模具设计,使生产出来的塑件避免出现各种质量缺陷。
可以利用此软件来设计浇注系统并使之平衡,可以计算注塑周期、锁模力和注射体积,也可以建立单型腔或多型腔模具等。
当然,也可以利用MPA来优化产品设计及选取合适的注塑工艺等。
本课程的前期课程:注塑模具设计、塑料性能及注塑工艺、Unigraphics CAD本课程的后续课程:模具CAD/CAM实训等课程。
二、课程基本要求通过本课程的教学,使学生能够基本掌握和使用Moldflow Plastics Advisers(MPA)软件的应用,并达到下列要求:1.对塑料成型过程分析、尤其是流动分析有一定的认识,让学生掌握注塑平衡的概念及塑料充模可信度的概念,判断模具浇口及流道设置的合适与否;2.掌握冷却系统的设置,懂得怎样发挥冷却系统的冷却作用并避免质量缺陷;3.对塑件的各种质量缺陷,例如气泡、溶接线、应力集中等有所认识,并懂得如何采取措施来消除;4. 掌握利用MPA来模拟塑料成型过程分析,并能独立完成简单塑料制品的分析工作。
三、教学内容1.菜单栏和工具栏1)下拉菜单栏2)工具栏2. Getting started1)Select a material2)Pick injection location3)Run adviser4)View results3. Single cavity4. Family molds5. Naturally balanced runners6. Artificially balanced runners7. Solving Molding Problems1)Confidence of fill2)Air traps and weld lines3)Quality prediction4)Cooling Quality5)Sink Marks四、学时安排五、教学方法1.使用投影仪或多媒体教学系统,对所有命令和功能进行实际操作演示,增加学生的感性认识和学习兴趣。
moldflow - 课设说明书解读

目录一.CAD模型的准备 (2)1.三维零件构建 (2)2.CAD模型的检查、修复与简化 (2)3. CAE网格模型的准备 (3)二.充填分析及优化 (5)1.材料的选择 (5)2.浇口位置的选择 (5)3.成型窗口分析 (6)4.充填分析 (7)三.流道平衡与尺寸优化 (8)四.冷却分析及优化 (10)1.冷却系统构建与分析 (10)2.冷却系统优化 (14)五.保压分析及优化 (16)1. 保压分析的目标确定 (16)2. 初始保压力及保压时间的确定 (16)3. 恒压保压结果分析及调整 (16)4. 保压曲线优化 (17)六.翘曲分析及优化 (19)附录 CAD图纸 (21)一.CAD模型的准备1.三维零件的构建利用proe软件绘制零件的三维造型(如图一、二),该零件为台灯底座夹。
长度方向上的尺寸为128mm,总高32mm,总宽85mm,零件厚度为1.5mm,底部筋板厚度为1mm,宽度为3.5mm。
整体厚度均匀,可近似看作为板类零件。
图1 零件的三维造型俯视图图2 零件的三维造型俯仰视图将造型好的模型以.IGS格式将文件备份保存。
2. CAD模型的检查、修复与简化利用Autodesk CAD doctor及pro/e等cad软件对零件进行诊断修复与简化,将零件的小特征删除同时保证零件的连通性,缝合具有间隙的曲面。
在pro/e软件中去除零件前端波浪结构。
在Autodesk CAD doctor的translation环境下检测结果总共552个自由边,对此进行缝合图3 在translation环境下检测结果图4 零件进行缝合后在simplification环境下去出小特征,将上表面的两个小突起去除。
可以看到经过优化后的零件去除了小特征,将其边的更为简单。
当然这是在不影响整个分析的基础上将这些特征去除。
图5修复、简化之后零件外形再次于translation环境下诊断无误,将其导出为tai_out.udm文件。
Moldflow课程设计说明书
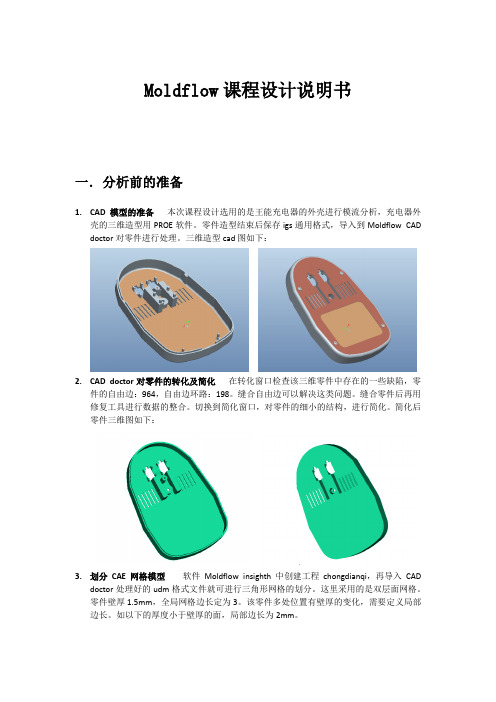
Moldflow课程设计说明书一.分析前的准备1.CAD模型的准备本次课程设计选用的是王能充电器的外壳进行模流分析,充电器外壳的三维造型用PROE软件。
零件造型结束后保存igs通用格式,导入到Moldflow CAD doctor对零件进行处理。
三维造型cad图如下:2.CAD doctor对零件的转化及简化在转化窗口检查该三维零件中存在的一些缺陷,零件的自由边:964,自由边环路:198。
缝合自由边可以解决这类问题。
缝合零件后再用修复工具进行数据的整合。
切换到简化窗口,对零件的细小的结构,进行简化。
简化后零件三维图如下:3.划分CAE网格模型软件Moldflow insighth中创建工程chongdianqi,再导入CADdoctor处理好的udm格式文件就可进行三角形网格的划分。
这里采用的是双层面网格。
零件壁厚1.5mm,全局网格边长定为3。
该零件多处位置有壁厚的变化,需要定义局部边长。
如以下的厚度小于壁厚的面,局部边长为2mm。
零件中存在柱面和曲面,启用弦高控制,弦高0.1mm。
进行网格划分,网格划分结束,进行网格统计,对网格质量做诊断。
网格统计结果,三角形数量8500,平均纵横比2.18,最大纵横比为11。
匹配百分比和相互百分比均在90%以上。
网格质量较好,只需对局部狭长三角形进行修复。
纵横比诊断工具,找出狭长的三角形,网格修复的方式可以采用交换边、插入节点等。
简便处理的方式可以用网格修复向导,当不能使零件发生变形。
如由上图发生了变形,所以不宜使用。
修复到最大纵横比为6左右。
修复后的网格统计如下:匹配百分比为92.2%,相互百分比92.4%。
AMI网格模型准备完成。
二.充填分析及优化1.浇口位置分析充电器外壳浇口位置的分析可以确定最佳浇口位置的节点号,在分析之前选择制件的材料。
通过网络查找,适宜做充电器外壳的材料有PC、ABS、PC+ABS,其中PC+ABS材料性能较好。
故在材料库中选择了牌号为Cycoloy C2800的非结晶型材料。
注塑模流(Moldflow)分析

注塑模流(Moldflow)分析【参加对象】注塑企业厂长/副总、模具部经理/主管、工程部经理/主管、注塑部经理/主管、产品设计工程师、模具设计工程师、注塑生产工程师、跟模工程师、试模工程师、品质部经理/主管及品质工程师等相关人员……【培训讲师】蔡艺玮【费 用】¥900元/人 保证效果(含教材费、版权费、培训费、午餐费、茶点费、证书费及税费等)【时间地点】登陆森涛官方网:查询最新会务及下载相关资料● 课程背景现代注塑加工新产品开发周期越来越短,客户的要求越来越高;如何优化产品结构、模具设计与注塑工艺条件,减少试模/改模/修模次数,确保模具质量,达到提高注塑生产效率,提升胶件质量,减少盲目调机,降低不良率,控制料耗,减少机位人手,降低成本,增强竞争力的目的----已成为注塑企业的当务之急。
“率先一步,超越对手”,导入Moldflow注塑模流分析技术,将“优化设计”的理念贯穿于产品设计、模具设计/制造和注塑生产的全过程,帮助注塑企业改变过去“仅凭经验做事,跟着问题后面跑”的传统落后的运作方式,进入科学注塑的新时代,在激烈的竞争中始终处于优势地位。
不学习等于选择落后!● 课程目的1.了解Moldflow分析的优点及作用2.熟悉Moldflow分析的思路与流程3.掌握Moldflow在模具设计中的优化作用4.掌握Moldflow分析的实际应用5.了解注塑成型问题的形成过程6.优化模具结构,减少改模/试模次数7.提高分析问题/处理问题的能力,减少盲目调机● 课程内容一、Moldflow分析的概述1、Moldflow分析的优点及功能2、Moldflow分析软件界面的介绍---实例演示3、如何建立Moldflow分析的模型及判断标准4、建立Moldflow分析所需的理论工具与整合技巧二、Moldflow分析的思路与流程1、Moldflow分析的科学思路2、Moldflow分析的正确流程3、使用moldflow进行跨部门沟通的方法和技巧三、Moldflow分析在模具设计中的优化作用1、胶件壁厚的Moldflow分析与优化2、塑料流动性的Moldflow分析与材料选择3、不同模具结构的Moldflow分析与优化4、多型腔流道平衡的Moldflow分析与优化5、浇口数量/位置的Moldflow分析与优化四、冷却系统的Moldflow分析与优化1、注塑模具的核心技术——冷却系统的设计2、如何用Moldflow建立冷却系统3、Moldflow冷却分析结果的评估技巧4、如何利用Moldflow分析达到最佳冷却效果五、Moldflow分析的实际应用1、浇口的Moldflow分析 (Gate laction analysis)2、填充的Moldflow分析 (Fill analysis)3、流动的Moldflow分析 (Flow analysis)4、冷却的Moldflow分析 (Cool analysis)5、翘曲变形的Moldflow分析 (Warp analysis)6、流道平衡的Moldflow分析 (Runner balance analysis)7、成型窗口的分析 (Molding window analysis)8、DOE的分析 (Design of experiments)9、工艺优化的Moldflow分析(Process optimization)六、 注塑工艺条件的Moldflow分析与优化1、模具温度的Moldflow分析与优化2、注射速度的Moldflow分析与优化3、注射压力的Moldflow分析与优化4、保压过程Moldflow分析与优化5、内应力的Moldflow分析与优化6、分子取向的Moldflow分析与优化七、注塑成型问题的Moldflow分析与优化1、短射的Moldflow分析与优化2、收缩痕的Moldflow分析与优化3、困气的Moldflow分析与优化4、滞流的Moldflow分析与优化5、熔接线的Moldflow分析与优化6、翘曲的Moldflow分析与优化7、毛边的Moldflow分析与优化8、流痕的Moldflow分析与优化9、银纹的Moldflow分析与优化八、科学诠释Moldflow分析的报告1、分析结果的评估技巧2、分析报告的撰写重点九、气体辅助注塑成型的Moldflow分析十、典型Moldflow分析的成功案例1、卫浴产品的Moldflow分析案例2、电子产品外壳的Moldflow分析案例3、气辅注塑产品的Moldflow分析案例4、二次注塑/双色注塑的Moldflow分析案例授课方式专家讲授→Moldflow分析→行业前沿→图片演示→科学注塑→案例分析→快速提升● 讲师介绍蔡艺玮(Wayne):1993年毕业于厦门大学模具工程专业,具有 15年塑料行业模具设计工作经验,在 香港模具厂从事模具行业,接受ptc、Moldflow原厂的正规培训,曾到新加坡进修,吸收了国外一些先进 的模具设计理念。
moldflow课程设计---盒子盖模流分析

图8-2
进行冷却分析,结果如图8-3,发现冷却介质温升过大,超过2度:
图8-3
由于水路管道过长,须改进管道,所以在水路中间位置增加一个进水口如下:
图 8-4
分析回路主要数据图如下:
图8-5 图8-6
8-7
。从图8-5冷却介质温度可以看出,冷却介质入水口和出水口温差在2℃以内,满足2-3℃要求。从图8-6温度,模具可以看出,制品内部温度较高,但是高出范围均在10度以内,满足要求。由图8-7温度曲线制品XY图来看,在壁厚方向,上下表面温差也很小,均在10℃以内,满足20℃要求
管道直径为10mm,水管与制品之间距离为25mm,管道数量为8mm,管道之间的距离为25mm,制品之外距离为100mm.隔水板直径为14mm,长度为65mm,相邻隔水板之间的距离为99mm。连接隔水板的的管道直径为100mm。单根管道长度为525mm,8根管道所占的宽度为183mm。
整体图如图8-1,图8-2所示:
期分析日志主要结果如下:
9.充填保压分析及优化
1.初次步包保优化分析,分析序列选择冷却+充填+保压,工艺设置中,冷却设置,模具表面温度设为37.8℃,熔体温度设为239℃,开模时间设为5s,注射+保压+冷却时间(IPC时间)选择自动。
充填控制选择注射时间,时间为1s,。速度/压力切换选择自动,保压控制选择%充填压力与时间,保压曲线设置中悬着默认的。完成设置后,双击继续分析。顶出时体积收缩率如图9-1,注射位置处压力XY图如图
流道系统的二维图如图所示:图7-2
图7-2
创建后整体图如图7-3所示:
图7-3
流道充填分析的主要结果在日志中显示如下:
最大注射压力 (在 0.7675 s) = 44.3729 MPa
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
挂钩Moldflow分析及优化姓名:专业:材料成型及控制工程班级:模具(2)班指导老师:***目录一、三维造型 (3)1.1三维造型 (3)1.2导出模型 (3)二、模型修复与简化 (4)2.1模型导入 (4)2.2模型修复 (4)2.3模型修复与简化 (5)2.4模型导出 (5)三、Moldflow模流分析 (5)3.1网格划分 (5)3.2网格诊断与修复 (6)3.3确定浇口位置 (9)3.4成型窗口分析 (11)3.5充填分析 (14)3.6流道平衡分析 (16)3.7冷却分析 (19)3.8流动分析 (23)3.9翘曲分析 (26)四、总结 (28)五、心得体会 (30)参考文献 (31)一、三维造型1.1三维造型利用拉伸、抽壳、倒圆角等操作设计出模型,模型如图1.1.1所示。
该模型的尺寸信息宽*长*高为50mm*60mm*25mm,不是规则的图形,壁厚不均匀,产品不是很大。
主分型面在下表面。
材料选用PP材料。
图1.1.1 三维模型1.2导出模型模型建好后,击【文件】--【保存副本】,将模具类型改为.igs格式。
二、模型修复与简化2.1模型导入打开CAD Doctor后,导入模型。
2.2模型修复点击检查,结果如图2.2.1所示。
从统计结果可以看出此模型的自由边数量为124。
图2.2.1 检查结果点击缝合,弹出如图2.2.2所示的自动缝合对话框,修改容差为0.01,单击“试运行”。
结果如图2.2.3所示。
图2.2.2 自动缝合图2.2.3 缝合结果2.3模型修复与简化模型简化需要先将工作状态由“转换”切换到“简化”下。
1)去R角该模型壁厚为11mm,故将圆角修改阈值为10mm。
点击搜索图标,无小于1.5mm的圆角。
2)去突出部点击,选择logo所在面,如图2.3.1所示。
点击Done,选择要识别的突起logo,点击。
至此,所有小特征均去除,将工作状态由“简化”切换到“转换”下。
由于在简化过程中,去除特征后,重新生成面时,模型可能出现几何拓扑错误,故需要再次对模型进行诊断及修复,直到所有错误全部为零。
单击修复,所有错误全部为零。
2.4模型导出将模型导出,文件为.udm格式。
三、Moldflow模流分析3.1网格划分1)新建工程,输入工程名称。
导入模型,在导入窗口中选择双层面。
2)划分网格。
一般来说,网格单元边长取值是塑料件壁厚的1.5~2倍。
该模型壁厚不均匀,相差比较大,所以全局网格边长输入2mm,合并容差默认为0.1mm,启用弦高控制,弦高为0.1mm。
点击【立即划分网格】。
由可知共有5368各单元,右击,选择【网格统计】,结果如图3.1.1所示。
图3.1.1 网格统计通过分析,划分后的网格纵横比比较大,为10.6(大于6),且匹配百分比为84.9%(小于85%),需调整。
连通区域为1,不存在自由边、重叠单元、多重边等问题。
3.2网格诊断与修复2)手动修复纵横比诊断【纵横比诊断】结果如图3.2.3所示。
点击诊断导航器的下一个箭头,手动修复纵横比。
利用合并节点、插入节点、交换边等进行修复,修复过程如图3.24所示。
图3.2.3 纵横比诊断结果图3.2.5 网格统计结果2)厚度诊断【厚度诊断】诊断结果如图3.2.6所示,由图可知该模型厚度局部较为均匀。
图3.2.6 厚度诊断结果3.3确定浇口位置1)重复上述方案,设置分析序列为【浇口位置】,完成分析类型的设置。
2)选择材料。
在搜索中根据【材料名称缩写】输入PP进行搜索,本模型选用Crystalline的原料,该材料最大许用剪切应力为0..25MPa,最大许用剪切速率为100000/s,推荐的成型工艺参数为模具温度范围40-80℃,熔体温度230-250℃,如图3.3.1所示。
图3.3.1 材料推荐工艺3)分析计算。
在任务区中双击开始分析,分析结果如图3.3.2(a)(b)所示。
由图可确定蓝色区域为最佳浇口位置。
由于该零件较小,需做成一模多腔形式,故浇口位置设在模型的边沿位置。
(a)流动阻力指示器图3.3.2(b)浇口匹配性4)快速充填。
重复上述方案,设置分析序列为【快速充填】。
以下为各方案熔接线叠加充填时间结果,如图3.3.3所示。
(a)方案一(b)方案二(c)方案三由图可知,方案二熔接线贯穿整个截面,且产生熔接线都比较晚,方案三的熔接线也较多,方案一中熔接线大部分较早熔合且熔接线较少,故方案一较方案二和方案三好。
3.4成型窗口分析1)重复上述方案,设置分析序列为【成型窗口】,进一步确定浇口位置。
2)设置工艺条件。
双击任务区中的工艺设置,设置注塑机最大注塑压力为140MPa,及指定模具温度和熔体温度范围分别为25~80℃和200~280℃.3)以下为各方案成型质量分析结果,如图3.4.1所示。
(a)方案一(b)方案二图3.4.1 质量XY图(c)方案三由图3.4.1可看出各方案在不同的模温和料温下的成型质量都差不多,都为0.88左右。
区域切片图如图3.42所示。
(a)方案一(b)方案二图3.4.2区域切片图(c)方案三由图3.4.2可看出各方案在不同的模温下的可行区域都差不多。
最大剪切应力如图3.4.3所示。
(a)方案一(b)方案二(c)方案三图3.4.3最大剪切应力图由图3.4.3可看出方案一在注射时间0.5s时,最大剪切应力为0.074MPa,方案二在注射时间0.5s时,最大剪切应力为0.073MPa,方案三在注射时间0.5s时,最大剪切应力为0.073MPa,均小于0.25MPa,故方案差不多。
综上所述,选用方案二,其模具温度为53℃,熔体温度为232℃,充填时间为0.5s。
3.5充填分析1)重复上述方案,设置分析序列为【充填】,进一步确定浇口位置。
2)设置工艺参数。
双击任务区中的工艺设置,设置模具温度为53℃,熔体温度为232℃,注射时间为0.5s,【速度/压力切换】设为【由%充填体积】,取值99%,其他取默认值。
3)分析结果充填时间如图2.5.1所示。
采用等值线显示,由图可看出等值线间距一致,说明料流前锋的前进速度是一致的。
壁上剪切速率如图2.5.2所示。
图3.5.1充填时间图3.5.2壁上剪切应力由图3.5.2可知壁上剪切应力小于材料许用的最大剪切应力。
图3.5.4注射处压力XY图图3.5.5锁模力XY图由注射位置处压力 XY 图(图 3.5.4)及锁模力 XY 图(图 3.5.5)分别可知:最大注射压力为2.0MPa,最大锁模力为0.23tonne,均发生在 0.64s 时刻(速度/压力切换时刻)。
3.6流道平衡分析1)重复上述方案,设置分析序列为【充填】,先进行充填分析。
2)设置浇注系统。
利用平移、复制、旋转创建一模两腔,如图3.6.1所示。
图3.6.1一模两腔以浇口位置的节点为基准,在不同层中分别创建浇口、流道、主流道的直线线并设定属性,创建浇注直线,再划分网格。
创建浇口。
移动浇口位置的节点,设置矢量为【-4 0 0】,再将其连接成直线指定属性为【冷浇口】,工艺尺寸如图3.6.2。
生成网格,全局网格边长设为1.5mm。
图3.6.2冷浇口工艺尺寸创建冷流道。
移动复制节点设置矢量【-16 0 0】,再将其连接成直线,制定属性为【冷流道】,工艺尺寸如图3.6.3所示。
图3.6.3冷流道工艺尺寸创建冷主流道。
移动节点,设置矢量为【0 0 40】,再将其连接成直线,指定属性为【冷主流道】,工艺尺寸如图 3.6.4所示。
生成网格,全局网格边长设为8mm。
图3.6.4冷主流道工艺尺寸设置主流道顶端为注射位置,浇注系统最终效果如图3.65所示。
图3.65浇注系统3)连通性诊断。
【从实体开始连通性检查】选择浇口顶端,如图3.66所示,网格全部连通。
图3.66连通性诊断4)充填分析结果注射位置处压力XY图如图3.6.7所示,最大压力为14.86MPa。
图3.6.7注射位置处压力XY图3.7冷却分析1)重复上述方案,设置分析序列为【冷却】,进行冷却分析。
2)设置冷却系统。
利用手动创建冷却回路建立冷却系统。
新建冷却层,创建冷却水路曲线,并设定属性为【管道】,直径为8mm。
再划分网格,全局网格边长设为25mm。
最终效果图如图3.7.1所示。
图3.7.1冷却水路效果图3)由于目标温度为53℃,设置冷却水路温度为25℃。
分析结果回路管壁温度如图3.7.2所示。
图3.7.2回路管壁温度由图3.7.2型腔侧回路管壁温度差值小于5℃,不需优化。
零件温度曲线XY 图如图3.7.3所示。
图3.7.3零件温度曲线由图3.7.3零件上下表面温差不大,但是零件中间温度比较大,需优化冷却水路。
可以多加几条水路,将型腔内侧水路水流速率提高为15lit/min,并将模型上表面水路温度调高至40℃。
分析结果零件温度曲线如图3.7.5所示。
图3.7.5模具温度由图3.7.5模具温度在目标温度(53℃)+/-10ºC范围内。
零件温度曲线如图3.7.6所示。
图3.7.6零件温度曲线由图3.7.6零件温度曲线可知,表面温度曲线差异较小。
将【注射+保压+冷却】切换为自动,分析结果回路冷却液温度如图3.7.7所示。
图3.77回路冷却液温度由图3.7.7可知回路冷却液温度升温为0.05℃及0.39℃(小于2℃),说明冷却液冷却能力没问题。
图3.7.8回路管壁温度由图3.7.8可看出回路管壁温度温差小于5℃,符合。
零件达到顶出温度的时间如图3.79所示。
图3.79零件达到顶出温度时间由图3.79可知零件达到顶出温度时间大概为16s,故IPC时间设为17s。
3.8流动分析1)重复上述方案,将分析序列改为【填充+保压】,进行恒压保压分析。
由充填分析分析日志可得:最大注射压力为48.35MPa,故初始保压压力设为40MPa,充填时间为1.36s,保压时间为IPC时间减去充填时间等于15.64s,设为15s,具体参数设置如图3.8.1所示。
图3.8.1参数设置2)分析结果顶出时的体积收缩率如图3.8.2所示。
图3.8.2顶出时体积收缩率查看相关材料的收缩属性,制件主体壁厚为 2.5mm,查得相近厚度确定其体积收缩率范围为 1.39~4.43%.由图 3.8.2可知制件的体积收缩率从浇口处的0.61%到充填末端的 5.922%变化,差异达到 5%以上。
浇口处有些过保压,需提高保压压力。
将保压压力提高至50MPa,分析结果顶出时体积收缩率如图3.8.3所示。
收缩率已由5.922%降至5.472%,浇口位置处过保压加剧,需优化保压曲线。
图3.8.3顶出时体积收缩率3)优化保压曲线。
新建压力XY图,选择进料口节点、浇口处节点、充填末端节点、再任意选取两点,如图3.8.4所示。
图3.8.4压力XY图由图3.8.4充填末端1.795s压力大到最大,9.061s降至0,取中间值5s作为恒压降压转换点。