攻螺纹前钻底孔直径及底径
普通螺纹攻丝前底孔尺寸(in)
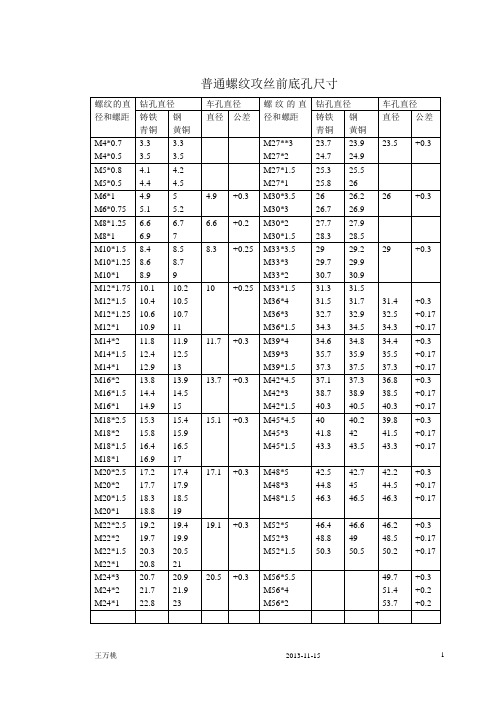
普通螺纹攻丝前底孔尺寸螺纹的直径和螺距钻孔直径车孔直径螺纹的直径和螺距钻孔直径车孔直径铸铁青铜钢黄铜直径公差铸铁青铜钢黄铜直径公差M4*0.7 M4*0.5 3.33.53.33.5M27**3M27*223.724.723.924.923.5 +0.3M5*0.8 M5*0.5 4.14.44.24.5M27*1.5M27*125.325.825.526M6*1M6*0.75 4.95.155.24.9-+0.3 M30*3.5M30*32626.726.226.926 +0.3M8*1.25 M8*1 6.66.96.776.6-+0.2 M30*2M30*1.527.728.327.928.5M10*1.5 M10*1.25 M10*1 8.48.68.98.58.798.3--+0.25 M33*3.5M33*3M33*22929.730.729.229.930.929 +0.3M12*1.75 M12*1.5 M12*1.25 M12*1 10.110.410.610.910.210.510.71110 +0.25 M33*1.5M36*4M36*3M36*1.531.331.532.734.331.531.732.934.5-31.432.534.3-+0.3+0.17+0.17M14*2 M14*1.5 M14*1 11.812.412.911.912.51311.7 +0.3 M39*4M39*3M39*1.534.635.737.334.835.937.534.435.537.3+0.3+0.17+0.17M16*2 M16*1.5 M16*1 13.814.414.913.914.51513.7 +0.3 M42*4.5M42*3M42*1.537.138.740.337.338.940.536.838.540.3+0.3+0.17+0.17M18*2.5 M18*2 M18*1.5 M18*1 15.315.816.416.915.415.916.51715.1 +0.3 M45*4.5M45*3M45*1.54041.843.340.24243.539.841.543.3+0.3+0.17+0.17M20*2.5 M20*2 M20*1.5 M20*1 17.217.718.318.817.417.918.51917.1 +0.3 M48*5M48*3M48*1.542.544.846.342.74546.542.244.546.3+0.3+0.17+0.17M22*2.5 M22*2 M22*1.5 M22*1 19.219.720.320.819.419.920.52119.1 +0.3 M52*5M52*3M52*1.546.448.850.346.64950.546.248.550.2+0.3+0.17+0.17M24*3 M24*2 M24*1 20.721.722.820.921.92320.5 +0.3 M56*5.5M56*4M56*2------49.751.453.7+0.3+0.2+0.2普通及英制螺纹底孔钻孔尺寸螺纹的直径和螺距车孔直径螺纹的直径和螺距说明车孔直径直径公差直径公差M60*5.5 M60*4 M60*2 53.755.457.7+0.3+0.2+0.2M105*4M105*2P—螺距d—螺纹公称直径d T—螺纹底孔直径P<1时d T=d-PP>1时d T=d-(1.04~1.08)P100.4102.7+0.23+0.23M64*6 M64*4 M64*2 57.159.461.7+0.3+0.2+0.2M110*4M110*2105.4107.7+0.23+0.23M68*6 M68*4 M68*2 61.163.465.7+0.3+0.2+0.2M115*4M115*2M160*3 *110.4112.7156.5+0.23+0.23+0.26M72*4 M72*2 67.469.7+0.2+0.2M120*4M120*2115.4117.7+0.23+0.23M76*4 M76*2 71.473.7+0.2+0.2M125*4M125*2120.4122.7+0.26+0.26M80*4 M80*2 75.477.7+0.2+0.2M130*4M130*2125.4127.7+0.26+0.26M85*4 M85*2 80.482.7+0.23+0.23M135*4M135*2130.4132.7+0.26+0.26M90*4 M90*2 85.487.7+0.23+0.23M140*4M140*2135.4137.7+0.26+0.26M95*4 M95*2 90.492.7+0.23+0.23M145*4M145*2140.4142.7+0.26+0.26M100*4 M100*2 95.497.7+0.23+0.23M150*4M150*2145.4147.7+0.26+0.26螺纹公称直径(in) 牙数/英寸螺纹底孔直径螺纹公称直径牙数/英寸螺纹底孔直径铸铁青铜钢黄铜铸铁青铜钢黄铜3/16 24 3.6 3.7 7/8 9 19.1 19.3 1/4 20 5.0 5.1 1 8 21.9 22.1 5/16 18 6.4 6.5 1⅛7 24.5 24.7 3/8 16 7.8 7.9 1+1/4 7 27.7 27.9 7/16 14 9.1 9.3 1+1/2 6 33.4 33.6 1/2 12 10.3 10.5 1+5/8 5 35.6 35.8 9/16 12 12 12.2 1+3/4 5 38.8 39 5/8 11 13.3 13.5 1+7/8 4+1/4 41.4 41.6 3/4 10 16.2 16.4 2 4+1/4 44.5 44.8王万桃2013-11-14。
螺纹打底孔用钻头直径尺寸表
螺纹打底孔用钻头直径尺寸表攻螺纹前底孔直径和套螺纹前螺杆直径尺寸的确定(一) 普通螺纹钻底孔用钻头直径计算公式:P<1mm时,D0=d-PP>1mm时,D0=d-(1~1.1)P式中 P——螺距(mm)D0——攻螺纹前钻头直径(mm)d——螺纹公称直径(mm)工厂里的经验公式:钻孔直径,0.85*螺丝直径(取近式值),比如:用M8*0.85=6.8M8一般用6.8的钻头就行,当然可以加大十几个司,这样好攻牙点,用7的钻头钻OK的。
公称直径d 螺距P 钻头直径D0 公称直径d 螺距P 钻头直径D0粗粗 1 0.25 0.75 2.5 17.4细 20 细 0.2 0.8 2 17.9粗细 2 0.4 1.6 1.5 18.5细细 0.25 1.75 1 19粗粗 3 0.5 2.5 2.5 19.4细 22 细 0.35 2.65 2 19.9粗细 4 0.7 3.3 1.5 20.5细细 0.5 3.5 1 21粗粗 5 0.8 4.2 3 20.9细 24 细 0.5 4.5 2 21.9粗细 6 1 5 1.5 22.5细细 0.75 5.2 1 23粗粗 1.25 6.7 3 23.98 细 27 细 1 7 2 24.9细细 0.75 7.2 1.5 25.5粗细 1.5 8.5 1 2610 细粗 1.25 8.7 3.5 26.3 细细 1 9 30 3 26.9细细 0.75 9.2 2 27.9粗细 1.75 10.2 1.5 28.5 12 细细 1.5 10.5 1 29细粗 1.25 10.7 3.5 29.3 细 33 细 1 11 3 29.9粗细 2 11.9 2 30.914 细细 1.5 12.5 1.5 31.5 细粗 1.25 12.7 4 31.8细 36 细 1 13 3 32.9粗细 2 13.9 2 33.916 细细 1.5 14.5 1.5 34.5 细粗 1 15 4 34.8粗 39 细 2.5 15.4 3 35.9 18 细细 2 15.9 2 36.9细细 1.5 16.5 1.5 37.5细 1 17公称直径d 螺距P 钻头直径D0 公称直径d 螺距P 钻头直径D0粗粗 4.5 37.3 5 42.7细细 4 37.8 4 43.8 42 细 48 细 3 38.9 3 44.9细细 2 39.9 2 45.9细细 1.5 40.5 1.5 46.5粗粗 4.5 40.3 4.5 46.7细细 4 40.8 4 47.8 45 52 细细 3 41.9 3 48.9细细 2 42.9 2 49.9细细 1.5 43.5 1.5 50.5浅析规则式植物造景和自然式植物造景苏旺指导老师:汪小飞,黄山学院生命与环境科学学院~安徽黄山245041,摘要:本文分析了规则式植物造景和自然式植物造景,和他们各自的造景特色和主要适用在什么场合。
加工公制螺纹底孔常用钻头直径表
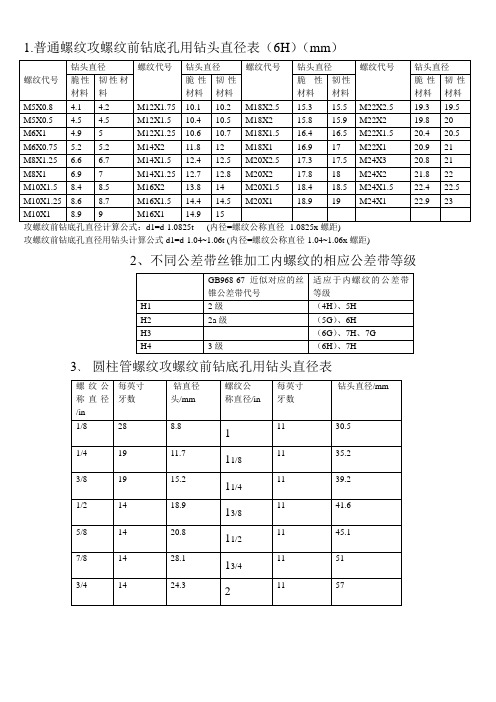
1.普通螺纹攻螺纹前钻底孔用钻头直径表(6H)(mm)螺纹代号钻头直径螺纹代号钻头直径螺纹代号钻头直径螺纹代号钻头直径脆性材料韧性材料脆性材料韧性材料脆性材料韧性材料脆性材料韧性材料M5X0.8 4.1 4.2 M12X1.75 10.1 10.2 M18X2.5 15.3 15.5 M22X2.5 19.3 19.5 M5X0.5 4.5 4.5 M12X1.5 10.4 10.5 M18X2 15.8 15.9 M22X2 19.8 20 M6X1 4.9 5 M12X1.25 10.6 10.7 M18X1.5 16.4 16.5 M22X1.5 20.4 20.5 M6X0.75 5.2 5.2 M14X2 11.8 12 M18X1 16.9 17 M22X1 20.9 21 M8X1.25 6.6 6.7 M14X1.5 12.4 12.5 M20X2.5 17.3 17.5 M24X3 20.8 21 M8X1 6.9 7 M14X1.25 12.7 12.8 M20X2 17.8 18 M24X2 21.8 22 M10X1.5 8.4 8.5 M16X2 13.8 14 M20X1.5 18.4 18.5 M24X1.5 22.4 22.5 M10X1.25 8.6 8.7 M16X1.5 14.4 14.5 M20X1 18.9 19 M24X1 22.9 23 M10X1 8.9 9 M16X1 14.9 15攻螺纹前钻底孔直径计算公式:d1=d-1.0825t (内径=螺纹公称直径- 1.0825x螺距)攻螺纹前钻底孔直径用钻头计算公式d1=d-1.04~1.06t (内径=螺纹公称直径-1.04~1.06x螺距)2、不同公差带丝锥加工内螺纹的相应公差带等级GB968-67近似对应的丝锥公差带代号适应于内螺纹的公差带等级H1 2级(4H)、5HH2 2a级(5G)、6HH3 (6G)、7H、7GH4 3级(6H)、7H 3、圆柱管螺纹攻螺纹前钻底孔用钻头直径表螺纹公称直径/in 每英寸牙数钻直径头/mm螺纹公称直径/in每英寸牙数钻头直径/mm1/8 28 8.81 11 30.51/4 19 11.711/8 11 35.23/8 19 15.211/4 11 39.21/2 14 18.913/8 11 41.65/8 14 20.811/2 11 45.17/8 14 28.113/4 11 513/4 14 24.32 11 573. 英制锥管螺纹攻螺纹前钻底孔用钻头直径表螺纹公称直径/in 每英寸 牙数 钻直径 头/mm 螺纹公 称直径/in 每英寸 牙数钻头直径/mm 1/8 28 8.4 1 11 29.7 1/4 19 11.2 11/8 11 35.2 3/8 19 14.7 11/4 11 38.3 1/2 14 18.3 11/2 11 44.1 3/41423.621155.84.旧标准管螺纹代号与现行管螺纹代号间的对应关系 4.1标记方法英制密封管螺纹的完整标记由螺纹特征代号,螺纹尺寸代号和旋向代号组成。
攻螺纹前钻底孔直径及底径教程文件
攻螺纹前钻底孔直径及底径以下是常用粗牙公制螺纹钻底孔尺寸对应表。
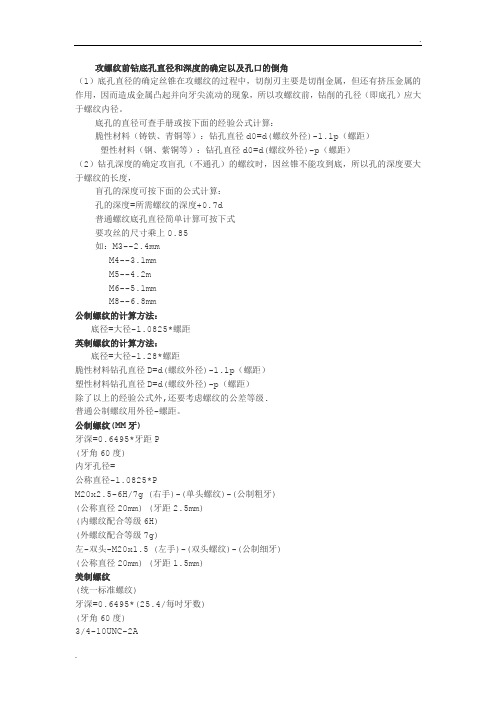
一般情况等于外径-螺距M1 Φ0.75M2 Φ1.6M3 Φ2.5M4 Φ3.3M5 Φ4.2M6 Φ5M8 Φ6.75M10 Φ8.5M12 Φ10.25M14 Φ12M16 Φ14M18 Φ15.5M20 Φ17.5M22 Φ19.5M24 Φ21M27 Φ24M30 Φ26.5螺纹钻孔底径计算一般按下列公式:1.攻公制螺纹:螺距t<1毫米,dz=d-tt>1毫米,dz=d-(1.04~1.06)t式中t——螺距(毫米)dz——攻丝前钻孔直径(毫米)d——螺纹公称直径(毫米)2.攻英制螺纹:螺纹公称直径铸铁与青铜钢与黄铜3/16"~5/8" dz=25(d-1/n) dz=25(d-1/n)+0.13/4"~11/2" dz=25(d-1/n) dz=25(d-1/n) +0.2 式中dz——攻丝前钻孔直径(毫米)d——螺纹公称直径(英寸)n——每英寸牙数首先,要知道螺纹的外径D,螺距T,螺纹底孔直径d=D-T。
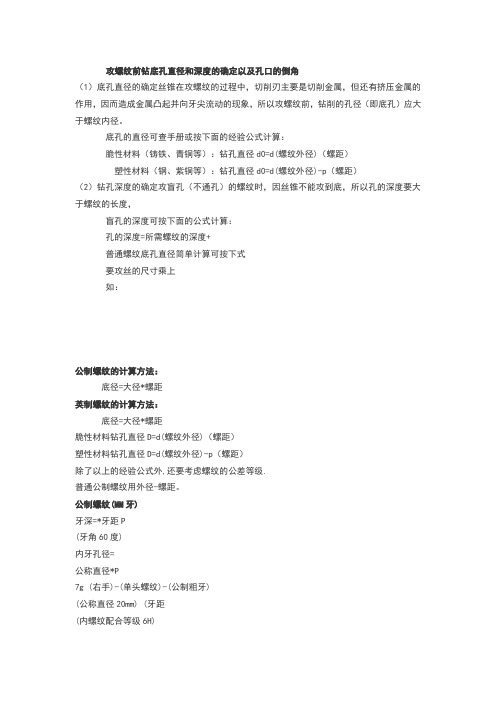
攻螺纹前钻底孔直径和深度的确定以及孔口的倒角(1)底孔直径的确定丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。
底孔的直径可查手册或按下面的经验公式计算:脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p(螺距)塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)(2)钻孔深度的确定攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度,盲孔的深度可按下面的公式计算:孔的深度=所需螺纹的深度+0.7d普通螺纹底孔直径简单计算可按下式要攻丝的尺寸乘上0.85如:M3--2.4mmM4--3.1mmM5--4.2mM6--5.1mmM8--6.8mm。
各种材料攻丝时钻孔直径
圆柱管螺纹《G》
螺纹
直径
″
每英寸
牙数
钻头直径
螺纹
直径
″
每英寸
牙数
钻头直径
铸铁、青铜
黄铜
钢、
可锻铸铁
3/16
24
3.8
3.9
1/8
28
8.8
1/4
20
5.1
5.2
1/4
19
11.7
5/16
18
6.6
6.7
3/8
19
15.2
3/8
16
8
8.1
1/2
14
18.9
1/2
12
10.6
10.7
3/4
14
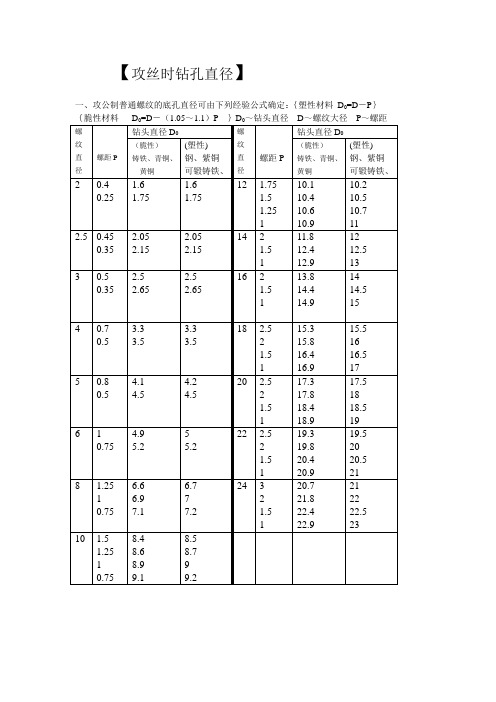
【攻丝时钻孔直径】
一、攻公制普通螺纹的底孔直径可由下列经验公式确定:{塑性材料D0=D-P}
{脆性材料D0=D-(1.05~1.1)P}D0~钻头直径D~螺纹大径P~螺距
螺
纹
直
径
螺距P
钻头直径D0
螺
纹
直
径
螺距P
钻头直径D0
(脆性)
铸铁、青铜、
黄铜
(塑性)
钢、紫铜
可锻铸铁、
(脆性)
铸铁、青铜、黄铜
(塑性)
5.2
5
5.2
22
2.5
2
1.5
1
19.3
19.8
20.4
20.9
19.5
20
20.5
21
8
1.25
1
0.75
6.6
6.9
7.1
6.7
7
7.2
24
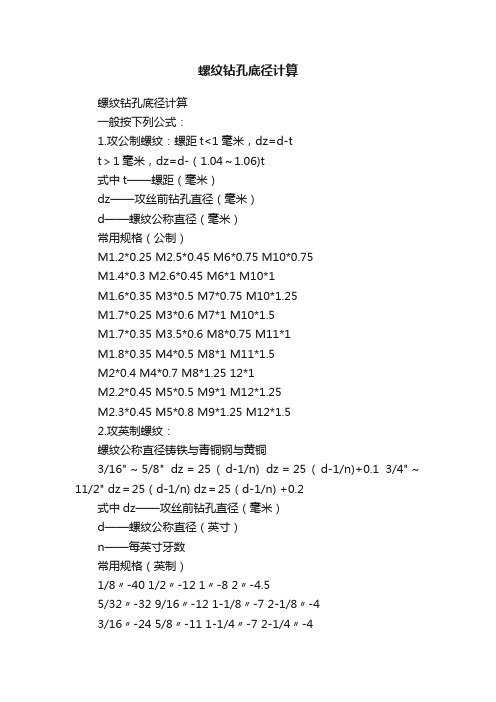
螺纹钻孔底径计算

螺纹钻孔底径计算以下是常用粗牙公制螺纹钻底孔尺寸对应表。
一般情况等于外径-螺距M1 Φ0.75M2 Φ1.6M3 Φ2.5M4 Φ3.3M5 Φ4.2M6 Φ5M8 Φ6.75M10 Φ8.5M12 Φ10.25M14 Φ12M16 Φ14M18 Φ15.5M20 Φ17.5M22 Φ19.5M24 Φ21M27 Φ24M30 Φ26.5螺纹钻孔底径计算一般按下列公式:1.攻公制螺纹:螺距t1毫米,dz=d-tt>1毫米,dz=d-(1.04~1.06)t 式中t――螺距(毫米)dz――攻丝前钻孔直径(毫米)d――螺纹公称直径(毫米)2.攻英制螺纹:螺纹公称直径铸铁与青铜钢与黄铜3/16“~5/8" dz=25(d-1/n) dz=25(d-1/n)+0.1 3/4"~11/2" dz=25(d-1/n) dz=25(d-1/n) +0.2式中dz――攻丝前钻孔直径(毫米)d――螺纹公称直径(英寸)n――每英寸牙数首先,要知道螺纹的外径D,螺距T,螺纹底孔直径d=D-T。
攻螺纹前钻底孔直径和深度的确定以及孔口的倒角(1)底孔直径的确定丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。
底孔的直径可查手册或按下面的经验公式计算:脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p (螺距)塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)(2)钻孔深度的确定攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度,盲孔的深度可按下面的公式计算:孔的深度=所需螺纹的深度+0.7d普通螺纹底孔直径简单计算可按下式要攻丝的尺寸乘上0.85如:M3--2.4mmM4--3.1mmM5--4.2mM6--5.1mmM8--6.8mm公制螺纹的计算方法:底径=大径-1.0825*螺距英制螺纹的计算方法:底径=大径-1.28*螺距脆性材料钻孔直径D=d(螺纹外径)-1.1p(螺距)塑性材料钻孔直径D=d(螺纹外径)-p(螺距)除了以上的经验公司外,还要考虑螺纹的公差等级.普通公制螺纹用外径-螺距。
螺纹深度计算
攻螺纹前钻底孔直径和深度的确定以及孔口的倒角(1)底孔直径的确定丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。
底孔的直径可查手册或按下面的经验公式计算:脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)(螺距)塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)(2)钻孔深度的确定攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度,盲孔的深度可按下面的公式计算:孔的深度=所需螺纹的深度+普通螺纹底孔直径简单计算可按下式要攻丝的尺寸乘上如:公制螺纹的计算方法:底径=大径*螺距英制螺纹的计算方法:底径=大径*螺距脆性材料钻孔直径D=d(螺纹外径)(螺距)塑性材料钻孔直径D=d(螺纹外径)-p(螺距)除了以上的经验公式外,还要考虑螺纹的公差等级.普通公制螺纹用外径-螺距。
公制螺纹(MM牙)牙深=*牙距P(牙角60度)内牙孔径=公称直径*P7g (右手)-(单头螺纹)-(公制粗牙)(公称直径20mm) (牙距(内螺纹配合等级6H)(外螺纹配合等级7g)左-双头 (左手)-(双头螺纹)-(公制细牙)(公称直径20mm) (牙距美制螺纹(统一标准螺纹)牙深=*每吋牙数)(牙角60度)3/4-10UNC-2A(UNC粗牙)(UNF细牙)(1A 2A 3A 外牙公差配合等级)(1B 2B 3B 内牙公差配合等级)UNC美制统一标准粗牙螺纹外径3/4英吋,每英吋10牙外牙2级公差配合管螺纹(英制PT)牙深=*每吋牙数)(牙角55度)PT 3/4-14 (锥度管螺纹) 锥度管螺纹,锥度比1/16 3/4英吋管用,每英吋14牙管螺纹(PS直螺纹)(PF细牙)牙深=*每吋牙数)(牙角55度)PS 3/4-14 (直形管螺纹)PF1 1/8-16 (直形管螺纹)(细牙)直形管螺纹3/4英吋管用,每英吋14牙1 1/8英吋管用,每英吋16牙管螺纹(美制NPT)(牙角60度)NPT 3/4-14 (锥形管螺纹) 锥形管螺纹,锥度比1/16 3/4英吋管用,每英吋14牙梯形螺纹(30度公制)TM40*6 公称直径40mm 牙距梯形螺纹(29度爱克姆螺纹)TW26*5 外径26mm,每英吋5牙方形螺纹车牙的计算考虑条件计算公式公制牙与英制牙的转换每吋螺纹数n = / 牙距P牙距P = / 每吋螺纹数n因为工件材料及刀具所决定的转速转速N = (1000周速V ) / (圆周率p * 直径 D )因为机器结构所决定的转速刀座快速移动的影响车牙最高转速N = 4000/ P刀座快速移动加减速的影响下刀点与退刀点的计算(不完全牙的计算) 下刀最小距离L1L1 = (牙距P ) * (主轴转速S ) / 500退刀最距离L2L2 = (牙距P ) * (主轴转速S ) / 2000牙深及牙底径d 牙深h = * P牙底径 d =公称外径 D - 2 * h例题:车制外牙3/4"-10UNC 20mm长公制牙与英制牙的转换牙距P = / (吋螺纹数n)P = / 10 =因为工件材料及刀具所决定的转速外径 D = 3 / 4英吋= * (3/4) =转速N = (1000周速V) / (圆周率p * 直径 D )N = 1000V / pD = 1000 * 120 / *=2005 rpm (转/分)因为机器结构所决定的转速刀座快速移动的影响车牙最高转速N = 4000 / PN = 4000/ = 1575 rpm综合工件材料刀具及机械结构所决定的转速N = 1575 转N = 2005转两者转速选择较低者,即1575转刀座快速移动加减速的影响下刀点与退刀点的计算(不完全牙的计算) 下刀最小距离L1L1 = (牙距P) * (主轴转速S) / 500L1 = *1575/500=退刀最小距离L2L2 = (牙距P) * (主轴转速S) / 2000L2 = *1575/2000=牙深及牙底径d 牙深径 d = 公称外径D-2*h =* =。
螺纹底孔孔径经验算法

螺纹底孔孔径经验算法攻螺纹前钻底孔直径和深度的确定以及孔口的倒角(1)底孔直径的确定丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。
底孔的直径可查手册或按下面的经验公式计算:脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p(螺距)塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)(2)钻孔深度的确定攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度,盲孔的深度可按下面的公式计算:孔的深度=所需螺纹的深度+0.7d普通螺纹底孔直径简单计算可按下式要攻丝的尺寸乘上0.85如:M3--2.4mmM4--3.1mmM5--4.2mM6--5.1mmM8--6.8mm公制螺纹的计算方法:底径=大径-1.0825*螺距英制螺纹的计算方法:底径=大径-1.28*螺距脆性材料钻孔直径D=d(螺纹外径)-1.1p(螺距)塑性材料钻孔直径D=d(螺纹外径)-p(螺距)除了以上的经验公式外,还要考虑螺纹的公差等级.普通公制螺纹用外径-螺距。
公制螺纹(MM牙)牙深=0.6495*牙距P(牙角60度)内牙孔径=公称直径-1.0825*PM20x2.5-6H/7g (右手)-(单头螺纹)-(公制粗牙)(公称直径20mm) (牙距2.5mm)(内螺纹配合等级6H)(外螺纹配合等级7g)左-双头-M20x1.5 (左手)-(双头螺纹)-(公制细牙)(公称直径20mm) (牙距1.5mm)美制螺纹(统一标准螺纹)牙深=0.6495*(25.4/每吋牙数)(牙角60度)3/4-10UNC-2A(UNC粗牙)(UNF细牙)(1A 2A 3A外牙公差配合等级)(1B 2B 3B内牙公差配合等级)UNC美制统一标准粗牙螺纹外径3/4英吋,每英吋10牙外牙2级公差配合管螺纹(英制PT)牙深=0.6403*(25.4/每吋牙数)(牙角55度)PT 3/4-14 (锥度管螺纹)锥度管螺纹,锥度比1/163/4英吋管用,每英吋14牙管螺纹(PS直螺纹)(PF细牙)牙深=0.6403*(25.4/每吋牙数)(牙角55度)PS 3/4-14 (直形管螺纹)PF1 1/8-16 (直形管螺纹)(细牙)直形管螺纹3/4英吋管用,每英吋14牙1 1/8英吋管用,每英吋16牙管螺纹(美制NPT)(牙角60度)NPT 3/4-14 (锥形管螺纹)锥形管螺纹,锥度比1/163/4英吋管用,每英吋14牙梯形螺纹(30度公制)TM40*6公称直径40mm牙距6.0mm梯形螺纹(29度爱克姆螺纹)TW26*5外径26mm,每英吋5牙方形螺纹车牙的计算考虑条件计算公式公制牙与英制牙的转换每吋螺纹数n = 25.4 /牙距P牙距P = 25.4 /每吋螺纹数n因为工件材料及刀具所决定的转速转速N = (1000周速V ) / (圆周率p *直径D )因为机器结构所决定的转速刀座快速移动的影响车牙最高转速N = 4000/ P刀座快速移动加减速的影响下刀点与退刀点的计算(不完全牙的计算)下刀最小距离L1L1 = (牙距P ) * (主轴转速S ) / 500退刀最距离L2L2 = (牙距P ) * (主轴转速S ) / 2000牙深及牙底径d牙深h =0.6495 * P牙底径d =公称外径D - 2 * h例题:车制外牙3/4"-10UNC20mm长公制牙与英制牙的转换牙距P = 25.4 / (吋螺纹数n)P = 25.4 / 10 = 2.54mm因为工件材料及刀具所决定的转速外径D = 3 / 4英吋= 25.4 * (3/4) =19.05MM 转速N = (1000周速V) / (圆周率p *直径D )N = 1000V / pD = 1000 * 120 / (3.1416*19.05)=2005 rpm (转/分)因为机器结构所决定的转速刀座快速移动的影响车牙最高转速N = 4000 / PN = 4000/2.54 = 1575 rpm综合工件材料刀具及机械结构所决定的转速N = 1575转N = 2005转两者转速选择较低者,即1575转刀座快速移动加减速的影响下刀点与退刀点的计算(不完全牙的计算)下刀最小距离L1L1 = (牙距P) * (主轴转速S) / 500L1 = 2.54*1575/500=8.00mm退刀最小距离L2L2 = (牙距P) * (主轴转速S) / 2000L2 = 2.54*1575/2000=2.00mm牙深及牙底径d牙深径d =公称外径D-2*h =19.05-2*1.65 = 15.75mm。
螺纹钻孔底径计算
螺纹钻孔底径计算螺纹钻孔底径计算一般按下列公式:1.攻公制螺纹:螺距t<1毫米,dz=d-tt>1毫米,dz=d-(1.04~1.06)t式中t——螺距(毫米)dz——攻丝前钻孔直径(毫米)d——螺纹公称直径(毫米)常用规格(公制)M1.2*0.25 M2.5*0.45 M6*0.75 M10*0.75M1.4*0.3 M2.6*0.45 M6*1 M10*1M1.6*0.35 M3*0.5 M7*0.75 M10*1.25M1.7*0.25 M3*0.6 M7*1 M10*1.5M1.7*0.35 M3.5*0.6 M8*0.75 M11*1M1.8*0.35 M4*0.5 M8*1 M11*1.5M2*0.4 M4*0.7 M8*1.25 12*1M2.2*0.45 M5*0.5 M9*1 M12*1.25M2.3*0.45 M5*0.8 M9*1.25 M12*1.52.攻英制螺纹:螺纹公称直径铸铁与青铜钢与黄铜3/16"~5/8" dz=25(d-1/n) dz=25(d-1/n)+0.1 3/4"~11/2" dz=25(d-1/n) dz=25(d-1/n) +0.2式中dz——攻丝前钻孔直径(毫米)d——螺纹公称直径(英寸)n——每英寸牙数常用规格(英制)1/8〃-40 1/2〃-12 1〃-8 2〃-4.55/32〃-32 9/16〃-12 1-1/8〃-7 2-1/8〃-43/16〃-24 5/8〃-11 1-1/4〃-7 2-1/4〃-47/32〃-24 11/16〃-11 1-3/8〃-6 2-1/2〃-41/4〃-20 3/4〃-16 1-1/2〃-6 2-3/4〃-45/16〃-18 13/16〃-10 1-5/8〃-5 3-1/4〃-43/8〃-16 7/8〃-9 1-1/4〃-5 3-1/2〃-47/16〃-14 15/16〃-9 1-7/8〃-4.5 3-3/4〃-4 4〃-4国际标准一、挤牙丝攻内孔径计算公式:公式:牙外径-1/2×牙距例1:公式:M3×0.5=3-(1/2×0.5)=2.75mm M6×1.0=6-(1/2×1.0)=5.5mm例2:公式:M3×0.5=3-(0.5÷2)=2.75mm M6×1.0=6-(1.0÷2)=5.5mm二、一般英制丝攻之换算公式:1英寸=25.4mm(代码)例1:(1/4-30)1/4×25.4=6.35(牙径)25.4÷30=0.846(牙距)则1/4-30换算成公制牙应为:M6.35×0.846例2:(3/16-32)3/16×25.4=4.76(牙径)25.4÷32=0.79(牙距)则3/16-32换算成公制牙应为:M4.76×0.79三、一般英制牙换算成公制牙的公式:分子÷分母×25.4=牙外径(同上)例1:(3/8-24)3÷8×25.4=9.525(牙外径)25.4÷24=1.058(公制牙距)则3/8-24换算成公制牙应为:M9.525×1.058四、美制牙换算公制牙公式:例:6-326-32 (0.06+0.013)/代码×6=0.1380.138×25.4=3.505(牙外径)25.4÷32=0.635(牙距)那么6-32换算成公制牙应为:M3.505×0.6351、孔内径计算公式:牙外径-1/2×牙距则应为:M3.505-1/2×0.635=3.19那么6-32他内孔径应为3.192、挤压丝攻内孔算法:下孔径简易计算公式1:牙外径-(牙距×0.425^^0.475)/代码=下孔径例1:M6×1.0M6-(1.0×0.425)=5.575(最大下孔径)M6-(1.0×0.475)=5.525(最小)例2:切削丝攻下孔内径简易计算公式:M6-(1.0×0.85)=5.15(最大)M6-(1.0×0.95)=5.05(最小)M6-(牙距×0.86^^0.96)/代码=下孔径例3:M6×1.0=6-1.0=5.0+0.05=5.05五、压牙外径计算简易公式:1.直径-0.01×0.645×牙距(需通规通止规止)例1:M3×0.5=3-0.01×0.645×0.5=2.58(外径) 例2:M6×1.0=6-0.1×0.645×1.0=5.25(外径) 六、公制牙滚造径计算公式:(饱牙计算)例1:M3×0.5=3-0.6495×0.5=2.68(车削前外径) 例2:M6×1.0=6-0.6495×1.0=5.35(车削前外径) 七、压花外径深度(外径)外径÷25.4×花齿距=压花前外径例:4.1÷25.4×0.8(花距)=0.13 压花深度应为0.13 八、多边形材料之对角换算公式:1.四角形:对边径×1.414=对角径2.五角形:对边径×1.2361=对角径3.六角形:对边直径×1.1547=对角直径公式2:1.四角:对边径÷0.71=对角径2.六角:对边径÷0.866=对角径九、刀具厚度(切刀):材料外径÷10+0.7参考值十、锥度的计算公式:公式1:(大头直径-小头直径)÷(2×锥度的总长)=度数等于查三角函数值公式2:简易(大头直径-小头直径)÷28.7÷总长度攻丝前需钻孔对于一般材料钻底孔需钻多大孔径较合适攻丝前为什么要先对孔口倒角回答正在发表回答,请稍候……您输入的内容将会在您成功登录之后自动发表。
螺纹深度计算
攻螺纹前钻底孔直径和深度的确定以及孔口的倒角(1)底孔直径的确定丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。
底孔的直径可查手册或按下面的经验公式计算:脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p(螺距)塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)(2)钻孔深度的确定攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度,盲孔的深度可按下面的公式计算:孔的深度=所需螺纹的深度+0.7d普通螺纹底孔直径简单计算可按下式要攻丝的尺寸乘上0.85如:M3--2.4mmM4--3.1mmM5--4.2mM6--5.1mmM8--6.8mm公制螺纹的计算方法:底径=大径-1.0825*螺距英制螺纹的计算方法:底径=大径-1.28*螺距脆性材料钻孔直径D=d(螺纹外径)-1.1p(螺距)塑性材料钻孔直径D=d(螺纹外径)-p(螺距)除了以上的经验公式外,还要考虑螺纹的公差等级.普通公制螺纹用外径-螺距。
公制螺纹(MM牙)牙深=0.6495*牙距P(牙角60度)内牙孔径=公称直径-1.0825*PM20x2.5-6H/7g (右手)-(单头螺纹)-(公制粗牙)(公称直径20mm) (牙距2.5mm)(内螺纹配合等级6H)(外螺纹配合等级7g)左-双头-M20x1.5 (左手)-(双头螺纹)-(公制细牙)(公称直径20mm) (牙距1.5mm)美制螺纹(统一标准螺纹)牙深=0.6495*(25.4/每吋牙数)(牙角60度)3/4-10UNC-2A(UNC粗牙)(UNF细牙)(1A 2A 3A 外牙公差配合等级)(1B 2B 3B 内牙公差配合等级)UNC美制统一标准粗牙螺纹外径3/4英吋,每英吋10牙外牙 2级公差配合管螺纹(英制PT)牙深=0.6403*(25.4/每吋牙数)(牙角55度)PT 3/4-14 (锥度管螺纹) 锥度管螺纹,锥度比1/163/4英吋管用,每英吋14牙管螺纹(PS直螺纹)(PF细牙)牙深=0.6403*(25.4/每吋牙数)(牙角55度)PS 3/4-14 (直形管螺纹)PF1 1/8-16 (直形管螺纹)(细牙)直形管螺纹3/4英吋管用,每英吋14牙1 1/8英吋管用,每英吋16牙管螺纹(美制NPT)(牙角60度)NPT 3/4-14 (锥形管螺纹) 锥形管螺纹,锥度比1/163/4英吋管用,每英吋14牙梯形螺纹(30度公制)TM40*6 公称直径40mm 牙距6.0mm梯形螺纹(29度爱克姆螺纹)TW26*5 外径26mm,每英吋5牙方形螺纹车牙的计算考虑条件计算公式公制牙与英制牙的转换每吋螺纹数 n = 25.4 / 牙距 P牙距 P = 25.4 / 每吋螺纹数 n因为工件材料及刀具所决定的转速转速 N = (1000周速 V ) / (圆周率 p * 直径 D )因为机器结构所决定的转速刀座快速移动的影响车牙最高转速 N = 4000/ P刀座快速移动加减速的影响下刀点与退刀点的计算(不完全牙的计算) 下刀最小距离 L1L1 = (牙距 P ) * (主轴转速 S ) / 500退刀最距离 L2L2 = (牙距 P ) * (主轴转速 S ) / 2000牙深及牙底径d 牙深 h =0.6495 * P牙底径 d =公称外径 D - 2 * h例题:车制外牙3/4"-10UNC20mm长公制牙与英制牙的转换牙距 P = 25.4 / (吋螺纹数 n)P = 25.4 / 10 = 2.54mm因为工件材料及刀具所决定的转速外径 D = 3 / 4英吋 = 25.4 * (3/4) =19.05M M转速 N = (1000周速V) / (圆周率 p * 直径 D )N = 1000V / pD = 1000 * 120 / (3.1416*19.05)=2005 rpm (转/分)因为机器结构所决定的转速刀座快速移动的影响车牙最高转速 N = 4000 / PN = 4000/2.54 = 1575 rpm综合工件材料刀具及机械结构所决定的转速 N = 1575 转N = 2005转两者转速选择较低者,即1575转刀座快速移动加减速的影响下刀点与退刀点的计算(不完全牙的计算) 下刀最小距离 L1L1 = (牙距P) * (主轴转速S) / 500L1 = 2.54*1575/500=8.00mm退刀最小距离 L2L2 = (牙距P) * (主轴转速S) / 2000L2 = 2.54*1575/2000=2.00mm牙深及牙底径d 牙深径 d = 公称外径 D-2*h =19.05-2*1.65 = 15.75mm。
攻螺纹前钻底孔直径及底径
以下是常用粗牙公制螺纹钻底孔尺寸对应表。
一般情况等于外径-螺距M1 Φ0.75M2 Φ1.6M3 Φ2.5M4 Φ3.3M5 Φ4.2M6 Φ5M8 Φ6.75M10 Φ8.5M12 Φ10.25M14 Φ12M16 Φ14M18 Φ15.5M20 Φ17.5M22 Φ19.5M24 Φ21M27 Φ24M30 Φ26.5螺纹钻孔底径计算一般按下列公式:1.攻公制螺纹:螺距t<1毫米,dz=d-tt>1毫米,dz=d-(1.04~1.06)t式中t——螺距(毫米)dz——攻丝前钻孔直径(毫米)d——螺纹公称直径(毫米)2.攻英制螺纹:螺纹公称直径铸铁与青铜钢与黄铜3/16"~5/8" dz=25(d-1/n) dz=25(d-1/n)+0.13/4"~11/2" dz=25(d-1/n) dz=25(d-1/n) +0.2式中dz——攻丝前钻孔直径(毫米)d——螺纹公称直径(英寸)n——每英寸牙数首先,要知道螺纹的外径D,螺距T,螺纹底孔直径d=D-T。
攻螺纹前钻底孔直径和深度的确定以及孔口的倒角(1)底孔直径的确定丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。
底孔的直径可查手册或按下面的经验公式计算:脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p(螺距)塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)(2)钻孔深度的确定攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度,盲孔的深度可按下面的公式计算:孔的深度=所需螺纹的深度+0.7d普通螺纹底孔直径简单计算可按下式要攻丝的尺寸乘上0.85如:M3--2.4mmM4--3.1mmM5--4.2mM6--5.1mmM8--6.8mm公制螺纹的计算方法:底径=大径-1.0825*螺距英制螺纹的计算方法:底径=大径-1.28*螺距脆性材料钻孔直径D=d(螺纹外径)-1.1p(螺距)塑性材料钻孔直径D=d(螺纹外径)-p(螺距)除了以上的经验公司外,还要考虑螺纹的公差等级. 普通公制螺纹用外径-螺距。
螺纹底孔深度计算公式
刀座快速移动的影响车牙最高转速 N = 4000/ P
刀座快速移动加减速的影响
普通公制螺纹用外径-螺距。
公制螺纹(MM牙)
牙深=0.6495*牙距P
(牙角60度)
内牙孔径=
公称直径-1.0825*P
M20x2.5-6H/7g (右手)-(单头螺纹)-(公制粗牙)
(公称直径2ห้องสมุดไป่ตู้mm) (牙距2.5mm)
(内螺纹配合等级6H)
(外螺纹配合等级7g)
左-双头-M20x1.5 (左手)-(双头螺纹)-(公制细牙)
外牙2级公差配合
管螺纹(英制PT)
牙深=0.6403*(25.4/每吋牙数)
(牙角55度)
PT 3/4-14 (锥度管螺纹) 锥度管螺纹,锥度比1/16
3/4英吋管用,每英吋14牙
管螺纹
(PS直螺纹)(PF细牙)
牙深=0.6403*(25.4/每吋牙数)
(牙角55度)
PS 3/4-14 (直形管螺纹)
螺纹底孔深度计算公式
攻螺纹前钻底孔直径和深度的确定以及孔口的倒角
(1)底孔直径的确定丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。
底孔的直径可查手册或按下面的经验公式计算:
脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p(螺距)
梯形螺纹
(29度 爱克姆螺纹)
TW26*5 外径26mm,每英吋5牙
方形螺纹
车牙的计算
考虑条件计算公式
公制牙与英制牙的转换每吋螺纹数 n = 25.4 / 牙距 P
攻螺纹前底孔直径确定
攻螺纹前底孔直径的确定(1)普通螺纹攻螺纹前底孔的钻头直径(2)非螺纹密封的管螺纹攻螺纹前钻底孔的钻头直径(3)英制锥管螺纹和英制锥螺纹攻丝前钻底孔的钻头直径板料冲压件螺纹底孔冲压成形技术(2007-01-08 20:05:13 )摘要:在板料冲压件上,按其料厚不同分别采用精冲小孔、变薄翻边、冷冲挤等工艺方法,成形螺纹底孔。
本文论述了上述螺纹冲压成形工艺、冲模结构及其设计与制造技术。
主题词:冲件螺纹底孔冲小孔变薄翻边冷冲挤成形技术螺纹联接结构,尤其紧螺纹联接结构,是各种机电与家电产品中零部件最主要的联接结构型式。
薄板冲压件进行紧螺纹联接,需要有大于料厚的联接螺纹长度,以确保其联接可靠性,增强其负载能力,才能达到使薄板冲件联接牢靠、重量小的目的,从而使其成为结实、轻巧、紧凑的理想结构零件。
在仪器仪表、电子电器、各类家电、家用器具、玩具等产品的板料冲压件上,经常采用M2-M10的小螺纹紧联接结构。
为提高效率并满足大量生产的需求,采用精冲小孔、变薄翻边、冷冲挤等工艺方法,冲压成形这些小螺纹底孔,不仅能以冲压制孔取代钻孔而大幅度提高生产效率,同时能获得尺寸精确、一致性好的底孔,并可使螺纹联接有足够的长度,从而确保其联接可靠性及设计要求的承载能力。
所以,用冲压成形技术加工小螺纹底孔,具有优质高产的效果,也是一种成熟而值得推广的工艺技术。
1螺纹底孔的计算合适螺纹底孔的大小,不仅取决于螺纹直径,而且与其螺距有着密切的关系,通常可按下式计算:当t L≤1时,取:d Z=d-t L当t L>1时,取:d Z=d-(1.04~1.06)t L (2)式中t L-螺距,mmd z-螺纹底孔直径,mmd-螺纹直径,mm表1 螺纹底孔直径的合理值(mm)2冲制螺纹底孔的基本工艺方法用冷冲压冲制板料冲压件上螺纹底孔的主要工艺方法有如下几种:(1)厚料冲小孔与精冲孔当冲件厚t可以满足螺纹联接所需长度时,可用冲压制孔工艺解决。
攻螺纹前钻底孔直径及底径1

以下是常用粗牙公制螺纹钻底孔尺寸对应表。
一般情况等于外径-螺距M1 Φ0.75M2 Φ1.6M3 Φ2.5M4 Φ3.3M5 Φ4.2M6 Φ5M8 Φ6.75M10 Φ8.5M12 Φ10.25M14 Φ12M16 Φ14M18 Φ15.5M20 Φ17.5M22 Φ19.5M24 Φ21M27 Φ24M30 Φ26.5螺纹钻孔底径计算一般按下列公式:1.攻公制螺纹:螺距t<1毫米,dz=d-tt>1毫米,dz=d-(1.04~1.06)t式中t——螺距(毫米)dz——攻丝前钻孔直径(毫米)d——螺纹公称直径(毫米)2.攻英制螺纹:螺纹公称直径铸铁与青铜钢与黄铜3/16"~5/8" dz=25(d-1/n) dz=25(d-1/n)+0.13/4"~11/2" dz=25(d-1/n) dz=25(d-1/n) +0.2式中dz——攻丝前钻孔直径(毫米)d——螺纹公称直径(英寸)n——每英寸牙数首先,要知道螺纹的外径D,螺距T,螺纹底孔直径d=D-T。
攻螺纹前钻底孔直径和深度的确定以及孔口的倒角(1)底孔直径的确定丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。
底孔的直径可查手册或按下面的经验公式计算:脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p(螺距)塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)(2)钻孔深度的确定攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度,盲孔的深度可按下面的公式计算:孔的深度=所需螺纹的深度+0.7d普通螺纹底孔直径简单计算可按下式要攻丝的尺寸乘上0.85如:M3--2.4mmM4--3.1mmM5--4.2mM6--5.1mmM8--6.8mm公制螺纹的计算方法:底径=大径-1.0825*螺距英制螺纹的计算方法:底径=大径-1.28*螺距脆性材料钻孔直径D=d(螺纹外径)-1.1p(螺距)塑性材料钻孔直径D=d(螺纹外径)-p(螺距)除了以上的经验公司外,还要考虑螺纹的公差等级. 普通公制螺纹用外径-螺距。
攻丝前钻底孔用钻头直径尺寸
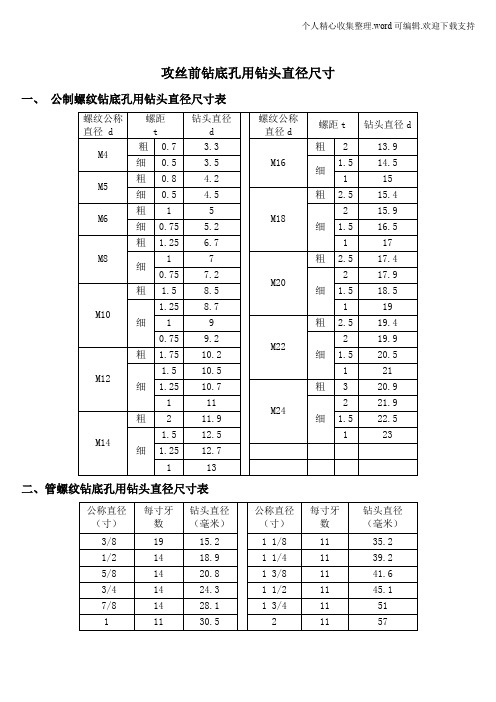
一、公制螺纹钻底孔用钻头直径尺寸表
螺纹公称直径d
螺距
t
钻头直径
d
螺纹公称直径d
螺距t
钻头直径d
M4
粗
0.7
3.3
M16
粗
2
13.9
细
0.5
3.5
细
1.5
14.5
M5
粗
0.8
4.2
1
15
细
0.5
4.5
M18
粗
2.5
15.4
M6
粗
1
5
细
2
15.9
细
0.75
5.2
1.5
16.5
M8
14
24.3
1 1/2
11
45.1
7/8
14
28.1
1 3/4
11
51
1
11
30.5
2
11
57
链接零件沉头座及通孔尺寸
螺钉或螺栓直径
d
M4
M5
M6
M8
M10
M12
M14
M16
M18
M20
钻孔直径
精装配
4.3
5.3
6.4
8.4
10.5
12.5
14.5
16.5
18.5
20.6
中等装配
4.5
5.5
6.6
9
15
17
19
21
允差
+0.03
+0.36
+0.43
+0.52
锥销孔和铰刀钻孔直径表
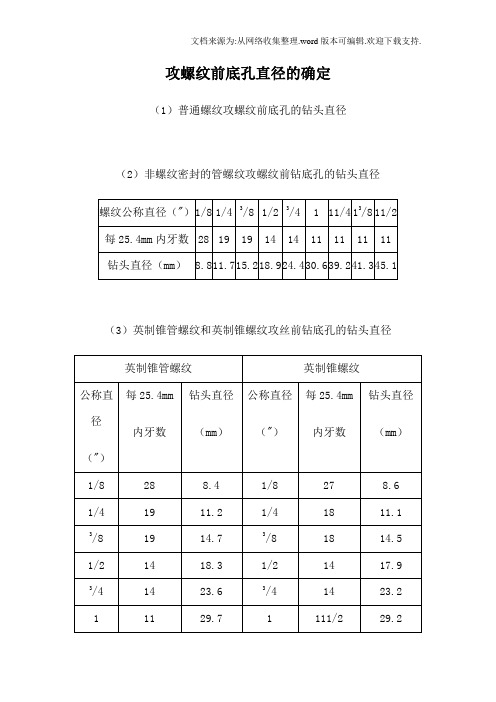
攻螺纹前底孔直径的确定
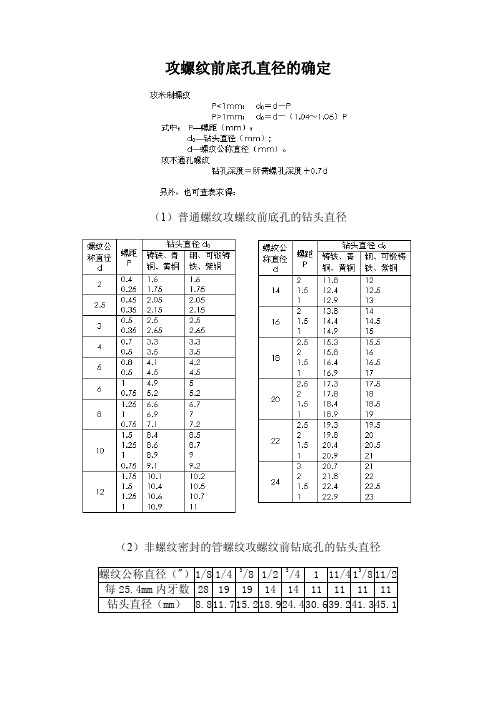
攻螺纹前底孔直径的确定
(1)普通螺纹攻螺纹前底孔的钻头直径
(2)非螺纹密封的管螺纹攻螺纹前钻底孔的钻头直径
(3)英制锥管螺纹和英制锥螺纹攻丝前钻底孔的钻头直径
我厂为其它单位加工大量的铝件,其中需加工M6、M8、M10、M12内螺纹。
原在铝件上加工螺纹孔,攻丝后再装配螺栓,投入使用后用户反映常因螺纹“烂牙”而报废。
在这种情况下我厂参考了有关资料,也没有找到一个合理的工艺方法,在实践中通过大量的统计数据,再加上反复实践,现在采用加工底孔后,再用螺栓自攻新工艺,从而避免了“烂牙”,提高了联接强度。
螺纹自攻是一种无切屑加工方法,它依靠材料的塑性变形来形成牙型。
在自攻过程中,工件部分材料受螺纹牙顶的挤压,材料沿晶格的晶面滑移,填充到螺纹的牙槽内,形成与螺纹牙型相同的螺孔牙型,实现螺纹联接。
而底孔尺寸过小,自攻无法进行;底孔过大,自攻牙型不饱满。
根据多元回归分析原理,借助于计算机进行分析得出如下确定内螺纹底孔尺寸经验公式:
d底=[(d内2+d外2)/2-0.2109t2]1/2
式中:d内为螺纹内径;d外为螺纹外径;t为螺纹螺距;d底为底孔直径。
例如,按M8螺纹孔计算:
d内=6.647d外=8t=1.25
则:
d底=[(6.6472+82)/2-0.2109×1.252]1/2=7.3
所以取d底=7.3-0.1
应当指出,该经验公式仅适用于铝件内螺纹M6、M8、M10、M12的底孔。
其它内螺纹未做分析和实验。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
以下是常用粗牙公制螺纹钻底孔尺寸对应表。
一般情况等于外径-螺距
M1 Φ0.75M2 Φ1.6
M3 Φ2.5M4 Φ3.3
M5 Φ4.2M6 Φ5
M8 Φ6.75M10 Φ8.5
M12 Φ10.25M14 Φ12
M16 Φ14M18 Φ15.5
M20 Φ17.5M22 Φ19.5
M24 Φ21M27 Φ24
M30 Φ26.5
螺纹钻孔底径计算
一般按下列公式:
1.攻公制螺纹:螺距t<1毫米,dz=d-t
t>1毫米,dz=d-(1.04~1.06)t
式中t——螺距(毫米)
dz——攻丝前钻孔直径(毫米)
d——螺纹公称直径(毫米)
2.攻英制螺纹:
螺纹公称直径铸铁与青铜钢与黄铜
3/16"~5/8" dz=25(d-1/n) dz=25(d-1/n)+0.1
3/4"~11/2" dz=25(d-1/n) dz=25(d-1/n) +0.2
式中dz——攻丝前钻孔直径(毫米)
d——螺纹公称直径(英寸)
n——每英寸牙数
首先,要知道螺纹的外径D,螺距T,螺纹底孔直径d=D-T。
攻螺纹前钻底孔直径和深度的确定以及孔口的倒角
(1)底孔直径的确定丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起
并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。
底孔的直径可查手册或按下面的经验公式计算:
脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p(螺距)
塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)
(2)钻孔深度的确定攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度,盲孔的深度可按下面的公式计算:
孔的深度=所需螺纹的深度+0.7d
普通螺纹底孔直径简单计算可按下式
要攻丝的尺寸乘上0.85
如:M3--2.4mm
M4--3.1mm
M5--4.2m
M6--5.1mm
M8--6.8mm。