3D打印技术之SLS(选择性烧结成型法)
SLS(选择性激光烧结)

SLS(选择性激光烧结)选择性激光烧结的特点发明于1989年;比SLA要结实的多,通常可以用来制作结构功能件;激光束选择性地熔合粉末材料:尼龙、弹性体、未来还有金属;优于SLA的地方:材料多样且性能接近普通工程塑料材料;无碾压步骤因此Z向的精度不容易保证好;工艺简单,不需要碾压和掩模步骤;使用热塑性塑料材料可以制作活动铰链之类的零件;成型件表面多粉多孔,使用密封剂可以改善并强化零件;使用刷或吹的方法可以轻易地除去原型件上未烧结的粉末材料。
选择性激光烧结选择性激光烧结(SLS)于1989年被发明。
材料特性比光固化成型(SLA)工艺材料优越。
多种材料可选而且这些材料接近热塑性塑料材料特性,如PC,尼龙或者添加玻纤的尼龙。
如图所示,SLS机器包括两个粉仓,位于工作台两边。
水平辊将粉末从一个粉仓,穿过工作区间推到另一个粉仓。
之后激光束逐步描绘整个层。
工作台下降一个层高的厚度,水平辊从相反方向移回。
如此往复直到整个零件烧结完毕。
选择性激光烧结快速自动成型(SLS—Rapid Prototyping)技术是先进制造技术的重要组成部分,它集成了CAD技术、数控技术、激光技术和材料技术等现代技术成果。
与传统制造方法不同,快速成型制造从零件的CAD模型出发,通过软件分层和数控成型系统,用激光束或其它方法将材料堆积而形成实体零件。
即将复杂的三维制造转化成一系列的二维制造的叠加,因而可以在不用模具和传统刀具的条件下生成几乎任意形状的零部件,极大地提高了生产效率和制造柔性。
虽然由于成型材料的不同,成型件的强度和精度较低,很难直接作为最终零件或模具使用,但可以作为样件或模具的母模使用。
当然直接制造模具的快速成型设备也有了初步的发展,本文重点讲述的是快速成型制造模具母模的技术。
快速成型制模技术可以大大降低制模的成本,缩短模具的制造周期,增强产品的市场竞争力。
目前该技术已经广泛应用于航空航天、汽车摩托车、科学研究、医疗、家电等领域。
3D打印技术之SLS(选择性烧结成型法)
3D打印技术之SLS(选择性烧结成型法)第一篇:3D打印技术之SLS(选择性烧结成型法)3D打印技术之SLS(选择性烧结成型法)粉末材料选择性烧结(Selected Laser Sintering)粉末材料选择性烧结采用二氧化碳激光器对粉末材料(塑料粉等与粘结剂的混合粉)进行选择性烧结,是一种由离散点一层层堆集成三维实体的快速成型方法。
粉末材料选择性烧结采用二氧化碳激光器对粉末材料(塑料粉、陶瓷与粘结剂的混合粉、金属与粘结剂的混合粉等)进行选择性烧结,是一种由离散点一层层对集成三维实体的工艺方法。
在开始加工之前,先将充有氮气的工作室升温,并保持在粉末的熔点一下。
成型时,送料筒上升,铺粉滚筒移动,先在工作平台上铺一层粉末材料,然后激光束在计算机控制下按照截面轮廓对实心部分所在的粉末进行烧结,使粉末溶化继而形成一层固体轮廓。
第一层烧结完成后,工作台下降一截面层的高度,在铺上一层粉末,进行下一层烧结,如此循环,形成三维的原型零件。
最后经过5-10小时冷却,即可从粉末缸中取出零件。
未经烧结的粉末能承托正在烧结的工件,当烧结工序完成后,取出零件。
粉末材料选择性烧结工艺适合成型中小件,能直接的到塑料、陶瓷或金属零件,零件的翘曲变形比液态光敏树脂选择性固化工艺要小。
但这种工艺仍需对整个截面进行扫描和烧结,加上工作室需要升温和冷却,成型时间较长。
此外,由于受到粉末颗粒大小及激光点的限制,零件的表面一般呈多孔性。
在烧结陶瓷、金属与粘结剂的混合粉并得到原型零件后,须将它置于加热炉中,烧掉其中的粘结剂,并在孔隙中渗入填充物,其后处理复杂。
粉末材料选择性烧结快速原型工艺适合于产品设计的可视化表现和制作功能测试零件。
由于它可采用各种不同成分的金属粉末进行烧结、进行渗铜等后处理,因而其制成的产品可具有与金属零件相近的机械性能,但由于成型表面较粗糙,渗铜等工艺复杂,所以有待进一步提高。
选择性激光烧结(SLS)优点•(1)可以采用多种材料。
sls3d打印技术原理
sls3d打印技术原理
SLS 3D 打印技术原理
一、基本原理
SLS(Selective Laser Sintering)3D 打印技术是属于数码激光烧结技术的一种,主要是以二维激光扫描技术,精确地在所需要的位置,将先进的粉末材料进行烧结,从而形成所需要的三维物体形态的一种造型技术。
SLS 打印机首先在烧结平台上由激光将物料烧结成第一层,激光源产生的高能量热能使粉末材料融合;然后再加入第二层的物料,激光照射将第二层材料和第一层完全融合,经过不断重复激光和物料的层层叠加,最终获得所需要的三维物体。
二、基本流程
1)打印准备
使用 SLS 打印机制作所需要的物体,首先需要准备3D模型的CAD数据,可以使用计算机辅助设计软件(CAD),把现实中的对象、结构或图案进行数字模拟,生成打印所需要的3D模型的CAD数据。
2)粉末材料预处理
粉末材料必须具备很好的光敏性,及良好的金属烧结特性,我们需要对物料进行粉体的调配及筛选,确保烧结出物料的性能满足现实要求。
3)设备备料
根据不同的粉末材料,调节烧结温度、激光能量、聚焦位置,完成设备的备料,确保设备能正常运行。
4)激光扫描模型
根据CAD设计的3D模型,使用激光扫描技术,精准地烧结物料,多次重复,最终获得所需要的三维物体。
5)最后烧结
完成模型的烧结后,设备会给物体整体加热,使烧结物料进入更稳定的热反应状态,确保烧结物料的性能符合标准要求。
选择性激光烧结(SLS)

3D打印技术 —选择性激光烧结
旅顺职业中专
李建新
授课内容
01 选择性激光烧结技术介绍 02 选择性激光烧结技术发展 03 选择性激光烧结技术应用
01 PART ONE 选择性激光烧结技术
1、SLS打印技术
SLS打印技术概念:
选择性激光烧结技术(Selective Laser Sintering, SLS),主要是利用粉末材料在激光照射下高温烧结的基 本原理,通过计算机控制光源定位装置实现精确定位,然 后逐层烧结堆积成型
华曙高科通过3D打印SLS技 术,为某汽车生产的车用空 调总成的部件原型件产品, 节省了磨具,修复等环节, 大大节省了时间,以前使用 CNC机床制造磨具,大概需 要14天时间,使用3D打印 后仅需要4天时间就可以交 付产品,单次打印的费用是 开模费用的10%
华曙高科与武汉萨普科技股份有限公司合作,采用连续增材制造解决方案建造 时间仅用10小时,将长度近1米、结构复杂的汽车空调HVAC壳体一体成型,且 其强度、精度完全符合技术标准。
02 选择性激光烧结技术发展 PART TWO
2、激光烧结技术发展
选择性激光烧结工艺最早是由美国德克萨斯大学奥斯汀分校的Carl R. Deckard 于1989年在其硕士论文中提出的,随后C.R.Dechard创立了DTM公司,并于1992年 发布了基于SLS技术的工业级商用3D打印机Sinterstation。
激光选区烧结(sls)成形的后处理工艺及方法

激光选区烧结(sls)成形的后处理工艺及方法【激光选区烧结(sls)成形的后处理工艺及方法】一、引言其实啊,在当今这个科技飞速发展的时代,各种新奇的技术层出不穷。
今天咱们就来聊聊激光选区烧结(SLS)成形这一神奇的工艺,看看它到底是怎么一回事,又有着怎样的魅力。
二、SLS 工艺的历史1. 起源与发展说起激光选区烧结(SLS)的历史,那得追溯到上个世纪 80 年代。
说白了就是科学家们脑洞大开,想着能不能用激光和粉末材料来创造出各种形状的物件。
最开始的时候,这技术还很粗糙,能做的东西也有限。
但随着时间的推移,不断地有科研人员投入研究,技术也就越来越成熟啦。
比如说,最开始 SLS 只能做出一些简单的模型,而且精度不高。
但经过多年的改进,现在已经可以制造出复杂的、高精度的零部件,甚至可以应用于航空航天、医疗等高端领域。
三、SLS 工艺的制作过程1. 材料准备首先得准备好材料,通常是各种粉末,比如尼龙、聚苯乙烯、金属粉末等。
这些粉末就像是我们做蛋糕用的面粉,是基础原料。
2. 激光烧结然后就是关键的一步啦,激光登场!激光按照预先设计好的路径,有选择地对粉末进行烧结。
这就好比我们用手电筒照着纸上的图案,有光照到的地方就会发生变化。
在这里,激光照到的粉末就会融合在一起,形成一个层面。
3. 层层叠加一层烧结完成后,工作台会下降一层的高度,再铺上一层新的粉末,然后激光继续烧结。
就这样一层一层地堆积,最终形成一个三维的物体。
打个比方,这就像是在盖房子,一层一层地往上砌砖,只不过这里的“砖”是粉末,“砌砖”的工具是激光。
四、SLS 工艺的特点1. 材料多样性SLS 工艺最大的特点之一就是能使用各种各样的材料。
不管是塑料、金属,还是陶瓷,它都能搞定。
这就好比一个超级大厨,不管是蔬菜、肉类还是海鲜,都能烹饪出美味佳肴。
2. 复杂形状制造能力它还特别擅长制造那些形状复杂的物件。
比如说一些内部有复杂结构的零件,用传统方法很难做出来,但 SLS 却能轻松应对。
sls工艺技术特点

sls工艺技术特点SLM(Selective Laser Melting,选择性激光熔化)工艺是一种3D打印技术,也称为SLM 3D打印。
它采用激光束将金属粉末逐层熔化,将其固化成所需的形状。
SLM工艺具有以下几个特点:首先,SLM工艺可以制造复杂的零件。
由于SLM是逐层堆叠的技术,可以实现非常复杂的设计。
相比传统的加工方法,SLM可以制造出更加复杂和精确的几何形状,包括内部结构和空隙。
其次,SLM工艺适用于多种材料。
SLM可以用于制造各种金属材料,如不锈钢、高温合金、钛合金等。
这使得SLM工艺在航空航天、汽车、医疗器械等行业有广泛的应用。
第三,SLM工艺可以实现快速制造。
SLM是一种快速的制造技术,可以大大减少制造时间。
传统的制造方法可能需要数天甚至数周才能完成一个零件的制造,而SLM可以在几个小时内完成。
第四,SLM工艺可以减少材料浪费。
传统的加工方法常常需要将原材料切割或切割成所需形状,这会导致大量的材料浪费。
而SLM工艺是直接将金属粉末熔化成形,几乎没有浪费。
第五,SLM工艺可以实现个性化制造。
由于SLM工艺可以制造复杂的几何形状,因此可以轻松实现个性化制造。
根据用户的要求,可以定制各种形状和尺寸的零件。
第六,SLM工艺可以降低制造成本。
尽管SLM设备和材料的成本较高,但由于可以减少制造时间和材料浪费,SLM工艺可以在长期使用中降低制造成本。
总之,SLM工艺是一种高效、灵活和经济的制造技术。
它可以制造复杂的零件,适用于多种材料,实现快速制造,减少材料浪费,并实现个性化制造。
随着SLM技术的不断发展和成熟,相信它会在各行各业得到广泛应用。
非凡士3D打印机详解什么是SLS 3D打印技术
非凡士3D打印机详解什么是SLS3D打印技术1、SLS技术1.1SLS技术概念SLS技术,全称为粉末材料选择性烧结(Selected Laser Sintering),是采采用红外激光作为热源来烧结粉末材料,以逐层添加方式成形三维零件的一种快速成型方法。
1.2SLS技术历史简介SLS分层制造技术是2由美国德克萨斯大学奥斯汀分校的C.R.Dechard于1989年研制成功。
目前德国EOS公司推出了自己的SLS工艺成形机EOSINT,分为适用于金属、聚合物和砂型三种机型。
我国的北京隆源自动成形系统有限公司和华中科技大学也相继开发出了商品化的设备。
1.3SLS技术的成型原理SLS技术的成型原理是:在开始加工前,需要把充有氮气的工作室升温,并保持在粉末的熔点以下。
成型时,送料桶上升,铺粉滚筒移动,先在工作平台上铺一层粉末材料,然后激光束在计算机的控制下按照截面轮廓对实心部分所在的粉末进行烧结,使粉末融化继而形成一层固体轮廓。
第一层烧结完成后,工作太下降一截面层的高度,在铺上一层粉末,进行下一层烧结,依次循环,从而形成所打印的模型。
1.4SLS技术所需耗材SLS技术目前可以使用的打印耗材有尼龙粉末、PS粉末、PP粉末、金属粉末、陶瓷粉末、树脂砂和覆膜砂。
1.5SLS技术应用范围SLS技术不光可以运用于快速模型的制造,而且还可用于产品的小批量生产。
1.6SLS技术的优缺点1.6.1SLS技术的优点①能生产较硬的模具;②可以采用多种原料,包括类工程塑料、蜡、金属、陶瓷等;③零件的构建时间短,可达到1in/h高度;④无需设计和构造支撑。
1.6.2SLS技术的缺点①有激光损耗,需要专门实验室环境,使用及维护费用高昂;②需要预热和冷却,后处理麻烦;③成型表面受粉末颗粒大小及激光光斑的限制;④加工室需要不断充氮气,加工成本高;⑤成型过程产生有毒气体和粉尘,污染环境。
2、SLS技术制造过程SLS工艺因为材料不同,具体的烧结工艺也是不同的。
SLS技术的成形工艺原理

SLS技术的成形工艺原理SLS(Selective Laser Sintering)即选择性激光烧结技术,是一种增材制造(Additive Manufacturing)的成形工艺。
它通过激光烧结聚合物或金属粉末,逐层堆叠形成三维实体物体。
以下是SLS技术的成形工艺原理的详细解释。
1.前期准备:在SLS技术开始之前,需要进行一系列的前期准备工作。
首先,设计师使用计算机辅助设计(CAD)软件创建三维模型。
然后,将模型转化为三维打印机可读取的STL文件格式。
接下来,将所需材料(聚合物或金属粉末)装载到SLS设备的粉末供料系统中,并确定打印参数,如温度、激光功率等。
2.激光扫描:SLS技术使用一束高能激光来瞄准并烧结粉末材料。
首先,工作台下降一层厚度,使其与打印平台上的一层粉末分离。
然后,激光器在工作区域内进行高速扫描,根据前期准备中的STL文件,将激光束逐点照射到工作区域粉末层上的目标位置。
3.材料烧结:当激光作用于目标位置时,粉末颗粒受热并瞬间熔化。
这种瞬时的高温使粉末材料粘结在一起形成固体结构。
这个过程被称为烧结。
烧结后,激光在目标位置上闪烁一段时间,使固体化的部分得到更充分的熔融。
4.补充粉末:完成激光扫描和烧结后,工作台再次下降一层厚度,以便为下一层打印粉末腾出空间。
然后,粉末供料系统启动,将新的一层粉末覆盖在上一层已烧结的部分上。
这个补充的粉末层将成为下一层产品的底部。
5.重复上述步骤:上述过程循环重复,直到打印的产品完全成型。
每次循环,工作台下降一个薄层的厚度,激光扫描并烧结新的一层粉末。
这个过程将逐渐堆叠形成一个完整的三维物体。
6.等待冷却与后处理:打印完成后,待打印物品冷却一段时间,以确保其达到足够的硬度和稳定性。
然后,将产品从打印平台上取下。
在一些情况下,打印物可能需要进行一些后处理步骤,例如去除未粘结的粉末,热处理或表面处理。
总结:SLS技术利用激光烧结粉末材料来逐层堆叠形成三维实体物体。
选择性激光烧结技术介绍 SLS

How the SLS system works ?
Application of SLS
• Functional testing of production-quality prototypes • Economical manufacturing of organic or highly complex geometries • Rapid low-volume manufacturing of metal parts
SLS技术的特点 技术的特点
• 可采用多种材料:可采用加热时粘度降低的任何粉末,通过材料或各 类含粘结剂的涂层颗粒制造出任何造型;特别是可以制造金属零件。 这使SLS工艺颇具吸引力。 • 制造工艺比较简单:可以直接生产复杂形状的原型、型模、三维共建 或部件及工具,能广泛适应设计和变化; • 精度高:依赖于使用的材料种类和粒径、产品的几何形状和复杂程度。 一般能够达到共建整体范围内±(0.05-2.5)mm的公差,当粉末粒径 为0.1mm以下时,成型后的原型精度可达 ± 1%。 • 材料利用率高,价格便宜,成本低; • 翘曲变形比SLA工艺小,可能设计制造精细与条状结构的两件 • 难度一:零件表面粗糙,颗粒大,需要手工抛光表面, • 难度二:融合维持容箱内粉末的温度刚好低于熔点。
Process of SLS
3D Module Conve置
输出切片文件
切片参数设置
模型放置与添加零件支撑
铺粉参数:电极、滚轮、成型缸、料缸 成型加工及参数设置 温度参数 扫描参数 功率参数 启动加工
SLS Technology of Toady
• 总的来说,SLS技术目前在工业领域还没有得到大规模的普及应用。技术很先进,但也 存在一些问题:目前制造出来的零件普遍存在着致密度、强度及精度较低、机械性能 和热学性能不能满足使用要求、产品在加工过程中存在翘曲,开裂等现象。 在商业化开发方面,国外做得比较好的主要是美国的3D SYSTEM公司以及德国的EOS. SLS技术在金属成型方面的能力能体现各个公司在该项技术方面的优势, 3D SYSTEM 和EOS在这方面做得比较好,相比国内一些科研机构如华中科技大学,他们的优势体 现在: 表面光洁度高,省去大量去除表面粉末的的时间 产品加工尺寸精度高 结构适应性好,能适应各种几何形状 快速的成型速度 同一台机粉末可选多,钢粉、铝粉、钛粉等都可以做
sls技术的成型原理

SLS(Selective Laser Sintering)技术是一种增材制造(AM)技术,其成型原理基于激光束在粉末层上的选择性扫描和逐层烧结。
首先,SLS技术使用粉末材料作为原料,通常为金属粉末或塑料粉末。
在打印过程中,粉末被铺放在打印平台上,形成一层薄薄的粉末层。
接下来,激光束被投射到粉末层上。
激光束的功率密度和扫描速度可以根据需要进行调整,以控制烧结的深度和速度。
当激光束扫描到粉末层时,粉末颗粒之间的温度会迅速升高,达到熔点或软化点。
在激光束的作用下,粉末颗粒之间的连接形成烧结区域。
这些烧结区域会形成三维结构,并逐渐累积形成最终的打印对象。
在每一层烧结完成后,打印平台会下降一定距离,以便在下一层上铺设新的粉末层。
然后,新的激光束会再次扫描该层,进行下一层的烧结。
这个过程会重复进行,直到整个打印对象被制造完成。
需要注意的是,SLS技术的成型原理涉及到多个因素,如激光功率密度、扫描速度、粉末粒度、粉末成分等。
这些因素都会影响打印对象的精度、强度和表面质量。
因此,在实际应用中,需要根据具体需求和材料特性进行参数调整和优化。
此外,SLS技术还可以与其他增材制造技术结合使用,如SLA(光固化)、FDM(熔融沉积成型)等。
这些技术的结合可以进一步提高打印对象的精度、复杂性和功能性。
SLS技术的成形工艺原理

SLS技术的成形⼯艺原理⼀、实验名称:选择性激光烧结快速成型⼯艺实验SLS成型技术开辟了不⽤任何⼑具⽽迅速制作各类零件的途径,并为⽤传统⽅法不能或难于制造的零件或模型提供了⼀种崭新的制造⼿段,SLS技术的特点归纳起来主要有以下⼏点:(1)过程与零件复杂程度⽆关,是真正的⾃由制造,这是传统⽅法⽆法⽐拟的。
SLS 与其它RP不同,不需要预先制作⽀架,未烧结的松敞粉末作为⾃然⽀架,SLS可以成型⼏乎任意⼏何形状的零件,对具有复杂内部结构的零件特别有效。
(2)技术的⾼度集成,它是计算机技术、数控技术、激光技术与材料技术的综合集成。
(3)⽣产周期短,由于该技术是建⽴在⾼度集成的基础上,从CAD设计到零件的加⼯完成只需⼏⼩时到⼏⼗⼩时,这⼀特点使其特别适合于新产品的开发。
(4)与传统⼯艺⽅法相结合,可实现快速铸造、快速模具制造、⼩批量零件输出等功能,为传统制造⽅法注⼊新的活⼒。
(5)产品的单价⼏乎与批量⽆关,特别适合于新产品的开发或单件、⼩量零件的⽣产。
(6)材料适应⾯⼴,不仅能制造塑料零件,还能制造陶瓷、蜡等材料的零件。
特别是可以制造⾦属零件。
这使SLS⼯艺颇具吸引⼒。
成型材料是SLS 技术发展和烧结成功的⼀个关键环节,它直接影响成型件的成型速度、精度和物理、化学性能,影响成型⼯艺和设备的选择以及成型件的综合性能。
因此,国内外有许多公司和研究单位加强了这⼀领域的研究⼯作,并且取得了重⼤进步。
从理论上讲任何受热粘结的粉末都有被⽤作 SLS 原材料的可能性。
原则上这包括了塑料、陶瓷、⾦属粉末及它们的复合材料。
⽬前SLS材料主要有塑料粉(PC、PS、ABS)、蜡粉、⾦属粉、表⾯覆有粘结剂的覆膜陶瓷粉、覆膜⾦属粉及覆膜砂等。
(7)应⽤⾯⼴,由于成型材料的多样化,使得SLS 适合于多种应⽤领域,如原型设计验证、模具母模、精铸熔模、铸造型壳和型芯等。
(8)⾼精度,依赖于使⽤的材料种类和粒径、产品的⼏何形状和复杂程度,该⼯艺⼀般能够达到⼯件整体范围内±(0.05-2.5)mm 的公差。
sls烧结工艺方法

sls烧结工艺方法SLs烧结工艺方法激光烧结(Selective Laser Sintering,简称SLs)是一种先进的三维打印技术,它利用高能激光束将粉末材料逐层烧结,最终构建出复杂的三维实体。
SLs烧结工艺方法具有高精度、高效率和无需模具等优点,被广泛应用于快速制造、原型制作和个性化定制等领域。
SLs烧结工艺方法的基本原理是利用激光束将粉末材料逐层烧结。
首先,将待加工的三维模型通过计算机辅助设计软件完成建模和切片处理。
然后,根据切片数据,将一层薄粉末材料均匀铺在烧结床上。
接下来,激光束在控制下扫描并照射在粉末层上,将其局部烧结固化。
被照射的粉末颗粒与周围未烧结的粉末颗粒粘结在一起,形成一个完整的烧结层。
然后,烧结床下降一层,再次均匀铺上粉末材料,重复上述烧结过程,直到整个三维模型构建完成。
SLs烧结工艺方法的关键技术是激光束的控制和粉末材料的选择。
激光束的控制需要精确的光学系统和高性能的扫描装置,以确保激光束的精准焦点和移动轨迹。
粉末材料的选择要考虑其烧结性能、流动性和成本等因素。
常用的粉末材料包括尼龙、ABS塑料、金属粉末等。
SLs烧结工艺方法具有许多优点。
首先,它可以制造复杂形状、内部结构复杂的零件,实现设计的自由度高。
其次,SLs烧结工艺方法无需模具,可以节省制造成本和时间。
再次,SLs烧结工艺方法可以实现快速制造,提高生产效率。
此外,SLs烧结工艺方法还可以进行批量生产和个性化定制,满足不同用户的需求。
然而,SLs烧结工艺方法也存在一些挑战和局限性。
首先,由于激光束的热效应,烧结零件的表面质量较差,需要进行后处理和表面修整。
其次,粉末材料的选择和质量控制对成品的质量和性能有重要影响。
再次,SLs烧结工艺方法的设备和材料成本较高,限制了其在大规模生产中的应用。
为了克服这些问题,研究人员和工程师们在SLs烧结工艺方法的改进和优化方面进行了大量的努力。
他们通过优化激光参数、改进粉末喷涂和烧结床等关键技术,提高了烧结零件的表面质量和成品率。
选择性激光烧结3D打印装备(SelectiveLaserSintering,SLS)
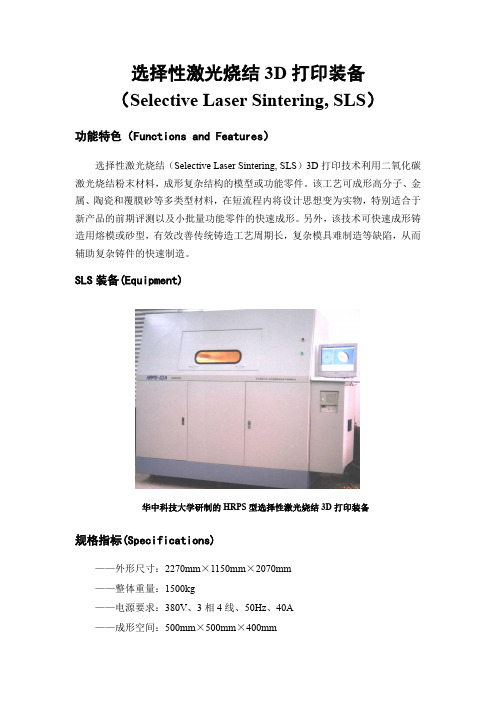
选择性激光烧结3D 打印装备 (Selective Laser Sintering, SLS )功能特色(Functions and Features )选择性激光烧结(Selective Laser Sintering, SLS )3D 打印技术利用二氧化碳激光烧结粉末材料,成形复杂结构的模型或功能零件。
该工艺可成形高分子、金属、陶瓷和覆膜砂等多类型材料,在短流程内将设计思想变为实物,特别适合于新产品的前期评测以及小批量功能零件的快速成形。
另外,该技术可快速成形铸造用熔模或砂型,有效改善传统铸造工艺周期长,复杂模具难制造等缺陷,从而辅助复杂铸件的快速制造。
SLS 装备(Equipment)规格指标(Specifications)——外形尺寸:2270mm ×1150mm ×2070mm ——整体重量:1500kg——电源要求:380V 、3相4线、50Hz 、40A ——成形空间:500mm ×500mm ×400mm华中科技大学研制的HRPS 型选择性激光烧结3D 打印装备——成形精度:±0.2mm(≤100mm);0.1%(>100mm)——成形材料:粉末材料——激光器:CO2,55W——扫描速度:8000mm/s(最大)——额度功率:10KW应用领域——高分子材料零件的3D打印成形高分子材料种类多,广泛用于产品外壳或功能零部件的制造。
现有成形制造方法主要采用机加工或模具成形,存在周期长、成本高的问题。
尤其是新产品开发时,为了尽早上市,抢占商机,往往希望在非常短的时间内,以较低成本得到实物零件。
SLS技术可利用激光烧结高分子粉末材料,在无需刀具和模具的前提下成形复杂结构模型或功能零件。
尤其适用于产品更新换代频繁且周期短的家电、数码及汽车行业新产品开发。
SLS成形的塑料加热器外壳SLS成形的塑料轮毂SLS 成形的PP 塑料功能零件应用领域——陶瓷和金属零件间接法3D打印成形陶瓷和金属熔点较高,SLS方法难以像高分子材料一样直接成形。
sls选择性激光烧结的应用原理

SLS选择性激光烧结的应用原理1. 简介选择性激光烧结(Selective Laser Sintering,简称SLS)是一种采用激光束将粉末材料逐层烧结而形成三维实体的增材制造技术。
它通过粉末材料的层层烧结,实现了高精度、高质量的构件制造。
在各个行业中,SLS技术被广泛应用于快速原型制作、定制制造、功能性部件制造等领域。
2. SLS工艺原理SLS工艺的基本原理是利用激光束烧结粉末材料,逐层形成所需的构件。
其主要步骤包括前处理、扫描加工和后处理。
2.1 前处理在SLS前处理阶段,首先确定待制造的构件的CAD模型,并对模型进行切片处理。
切片处理将CAD模型分割为一系列水平的薄层,每个薄层的厚度由材料和制造参数决定。
2.2 扫描加工在扫描加工阶段,激光束根据切片数据逐层扫描烧结粉末。
激光束通过镜子反射,精确地瞄准粉末层,并将粉末加热到临界温度以上,使其颗粒间发生烧结,实现层层叠加。
2.3 后处理SLS后处理阶段主要包括去除未烧结的粉末、清洁构件和表面处理。
去除未烧结粉末可以通过吹扫、振动或机械剥离等方法实现。
清洁构件可以采用化学溶解、超声波清洗等方式。
表面处理可以通过打磨、喷涂等方式来增加构件的光滑度和美观度。
3. SLS的应用领域SLS技术具有广泛的应用领域,以下列举了其中几个常见的应用领域:3.1 快速原型制作SLS技术在快速原型制作领域具有重要的应用价值。
通过SLS技术,可以快速制作出准确的原型,用于产品设计验证、展示等方面。
与传统制造方法相比,SLS 技术具有更高的制造速度和更灵活的形状设计。
3.2 定制制造SLS技术可以根据个体的需求和特定要求进行制造,因此在定制化制造方面具有突出的优势。
例如,医疗行业中可以使用SLS技术制造个体化的假肢和义肢,为患者提供更加贴合的解决方案。
3.3 功能性部件制造SLS技术可以制造出具有复杂形状和内部结构的功能性部件。
这些部件可以具备特定的物理性能和化学性能,用于各种应用,如航空航天、汽车、电子等领域。
选择性激光烧结原理

选择性激光烧结原理选择性激光烧结(Selective Laser Sintering,简称SLS)是一种先进的增材制造技术,它通过激光束将粉末材料逐层烧结成三维实体。
这种技术在快速成型、快速原型制造和定制化生产领域有着广泛的应用。
本文将介绍选择性激光烧结的原理及其工作过程。
首先,选择性激光烧结的原理是基于激光束的热作用和粉末材料的烧结特性。
在SLS过程中,激光束被控制在粉末层的特定区域内,粉末吸收激光能量后升温到熔点以上,然后迅速冷却成型。
这一过程使得粉末颗粒之间发生结合,逐渐形成了所需的零件结构。
其次,SLS的工作过程包括几个关键步骤,首先是床上铺设一层粉末材料,然后激光束根据零件的截面轮廓在粉末层上进行扫描,粉末被烧结成固体层,接着床上降下一层新的粉末,重复上述步骤直到零件成型。
最后,成型完成后,需要进行后处理工艺,包括去除未烧结的粉末、表面处理和热处理等。
选择性激光烧结技术的特点是可以处理多种类型的粉末材料,包括聚合物、金属和陶瓷等。
这使得SLS技术在制造复杂结构和多材料组合的零件时具有独特的优势。
同时,SLS还可以实现无需支撑结构的建造,因为粉末材料在烧结时可以相互支撑,从而可以制造出更为复杂的几何形状。
除此之外,选择性激光烧结技术还具有高度的自动化程度和制造效率。
由于激光束的控制和粉末层的铺设均由计算机程序控制,因此可以实现高度复杂的结构和精确度要求。
同时,SLS技术可以同时制造多个零件,提高了制造效率。
总的来说,选择性激光烧结技术是一种高效、灵活和精密的制造方法,具有广泛的应用前景。
随着材料科学和激光技术的不断发展,SLS技术将在制造业中扮演越来越重要的角色,为产品设计和制造带来新的可能性。
选择性激光烧结-SLS
选择性激光烧结(SLS-Selected Laser Sintering)一、概念在工作台上均匀铺上一层很薄(100μ-200μ)的粉末在计算机控制下按照零件分层轮廓有选择性地进行烧结,一层完成后再进行下一层烧结。
全部烧结后去掉多余的粉末,再进行打磨、烘干等处理便获得零件。
目前成熟的工艺材料为蜡粉及塑料粉,用金属粉或陶瓷粉进行粘结或烧结的工艺还正在实验阶段。
工艺原理:借助精确引导的激光束使材料粉末烧结或熔融后凝固成形三维原型或制件。
信息过程:离散处理。
物理过程:叠加成型。
系统组成:主机、控制系统和冷却器三部分计算机控制系统:计算机、软件、传感检测单元和驱动单元组成上位机主要完成CAD数据处理和总体控制任务:1、从CAD模型生成符合快速成型工艺特点的数控代码信息; 2、将获得的数控代码信息传给子机; 3、对成型情况进行监控并接受运动参数的反馈。
必要时通过子机对快速成型设备的运动状态进行干涉; 4、实现人机交互,提供真实感的原型三维CAD模型显示和运动轨迹实时显示;5、提供可选加工参数询问,满足不同材料和加工工艺的要求;应用软件的功能:1、切片模块 2、数据处理 3、工艺规划 4、安全监控工艺步骤:1、金属粉末的烧结:单金属粉末、金属混合物、金属粉末加有机粉末烧结方法也分为三种2、陶瓷粉末的烧结:在粉末中加入粘结剂。
AL2O3和SiC 3、塑料粉末的烧结:一次烧结成型烧结件的后处理:高温烧结、热等静压、浸渍特点:可采用多种材料、制造工艺比较简单、高精度、成本较低原材料:塑料、蜡、陶瓷、金属、其它复合物的粉体。
适用范围:适合中、小件。
缺点:结构疏松、多孔、表面质量不高。
SLS成型的主要特点:1)可直接制造各种高分子材料功能件,用作结构验证和功能测试,可直接装配样机。
2)可用的粉末材料多样化,不同材料制件又的物理性能可满足不同的需要。
3)制件可直接用作精密铸造用蜡模、砂型、型芯。
4)无需支撑,材料利用率高。
请简述sls的基本原理

请简述sls的基本原理SLS(Selective Laser Sintering)是一种增材制造技术,通过使用激光束逐层烧结粉末材料来制造三维物体。
它是一种先进的快速成型技术,广泛应用于工业制造、医疗和航空航天等领域。
SLS技术的基本原理是激光烧结。
首先,选择一种适合的粉末材料,例如尼龙或尼龙复合材料作为原料。
将粉末材料均匀地分布在制造区域的建造台上。
然后,使用一束高功率激光束扫描整个层的轮廓,将激光束聚焦在粉末的表面上。
激光束的能量会使粉末材料局部熔化和烧结,形成固体物体的截面。
完成一层后,建造台会下降一个层次,再次进行粉末分布和激光烧结的过程,重复多次直到制造出完整的三维物体。
SLS技术与其他增材制造技术相比有一些独特的优势。
首先,SLS技术不需要使用支撑结构,因为打印材料自身的粉末可以充当支撑。
这使得SLS技术可以制造出更复杂的几何形状,无需后期去除支撑物。
其次,SLS技术可以使用多种类型的材料,包括金属、陶瓷和高温塑料等。
这使得SLS技术适用于各种不同的应用领域。
此外,SLS技术可以实现批量生产,可以同时制造多个部件,提高生产效率。
SLS技术的主要步骤如下:1. 准备工作:选择适合的粉末材料,并将其均匀地分布在建造台上。
建造台通常由金属材料制成,能够承受高温和压力。
2. 扫描和烧结:使用激光束扫描整个层的轮廓,将激光束聚焦在粉末的表面上。
激光束的能量使粉末局部熔化和烧结。
3. 建造台下降:完成一层后,建造台下降一个层次,使新的一层粉末暴露在激光束下。
这一过程被称为“可重复制造循环”,直到构建出完整的三维物体为止。
4. 冷却和清洁:完成打印后,待物体冷却后,将其从建造台上取下。
然后,清除未烧结的粉末,可以使用风扇、溶剂或其他方法进行清洁。
5. 后处理:根据需要,可以进行进一步的后处理操作,例如热处理、机械加工或涂层。
SLS技术的应用非常广泛。
在工业制造领域,SLS技术可以用于制造原型、工具和模具等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3D打印技术之SLS(选择性烧结成型法)
粉末材料选择性烧结(Selected Laser Sintering)
粉末材料选择性烧结采用二氧化碳激光器对粉末材料(塑料粉等与粘结剂的混合粉)进行选择性烧结,是一种由离散点一层层堆集成三维实体的快速成型方法。
粉末材料选择性烧结采用二氧化碳激光器对粉末材料(塑料粉、陶瓷与粘结剂的混合粉、金属与粘结剂的混合粉等)进行选择性烧结,是一种由离散点一层层对集成三维实体的工艺方法。
在开始加工之前,先将充有氮气的工作室升温,并保持在粉末的熔点一下。
成型时,送料筒上升,铺粉滚筒移动,先在工作平台上铺一层粉末材料,然后激光束在计算机控制下按照截面轮廓对实心部分所在的粉末进行烧结,使粉末溶化继而形成一层固体轮廓。
第一层烧结完成后,工作台下降一截面层的高度,在铺上一层粉末,进行下一层烧结,如此循环,形成三维的原型零件。
最后经过5-10小时冷却,即可从粉末缸中取出零件。
未经烧结的粉末能承托正在烧结的工件,当烧结工序完成后,取出零件。
粉末材料选择性烧结工艺适合成型中小件,能直接的到塑料、陶瓷或金属零件,零件的翘曲变形比液态光敏树脂选择性固化工艺要小。
但这种工艺仍需对整个截面进行扫描和烧结,加上工作室需要升温和冷却,成型时间较长。
此外,由于受到粉末颗粒大小及激光点的限制,零件的表面一般呈多孔性。
在烧结陶瓷、金属与粘结剂的混合粉并得到原型零件后,须将它置于加热炉中,烧掉其中的粘结剂,并在孔隙中渗入填充物,其后处理复杂。
粉末材料选择性烧结快速原型工艺适合于产品设计的可视化表现和制作功能测试零件。
由于它可采用各种不同成分的金属粉末进行烧结、进行渗铜等后处理,因而其制成的产品可具有与金属零件相近的机械性能,但由于成型表面较粗糙,渗铜等工艺复杂,所以有待进一步提高。
选择性激光烧结(SLS)优点
•(1)可以采用多种材料。
从理论上说,任何加热后能够形成原子间粘结的粉末材料都可以作为SLS的成型材料。
•(2)过程与零件复杂程度无关,制件的强度高。
•(3)材料利用率高,为烧结的粉末可重复使用,材料无浪费。
•(4)无须支撑结构。
•(5)与其他成型方法相比,能生产较硬的模具。
SLS的缺点
•(1)原型结构疏松、多孔,且有内应力,制作易变性。
•(2)生成陶瓷、金属制件的后处理较难。
•(3)需要预热和冷却。
•(4)成型表面粗糙多孔,并受粉末颗粒大小及激光光斑的限制。
•(5)成型过程产生有毒气体及粉尘,污染环境。