第六章__挤压和拉拔(冶)
《塑性成型工艺挤压与拉拔》课程教学大纲

塑性成型工艺挤压与拉拔课程代码:1012015总学时:36(讲课36学时,实验0学时)先修课程:金属学与热处理、塑性成型原理、塑性成型物理基础、塑性成型设备开课对象:材料成型与控制工程专业一、课程性质、目的与任务1、性质:本课程是材料成型与控制工程专业学科基础课,是必修课。
2、任务:本课程主要阐述了挤压中的方法、金属流动规律,挤压力、挤压工具、挤压工艺及制品的性能;拉拔中的拉拔力、工模具、工艺及拉拔时的应力与变形等。
3、目的:通过本课程的学习,使学生初步具有金属挤压、拉拔成型方面的基本理论知识和科学思维方法,进而具有获取和综合运用金属挤压、拉拔知识的能力,为达到能够独立分析和解决工程实践问题,开展工艺、技术创新的目的打下基础。
二、教学基本内容与基本要求1、挤压方法概述准确理解正、反向挤压方法的概念。
掌握不同挤压方法各自的特征、优缺点和适用范围。
了解挤压技术的发展进步。
2、挤压时金属变形流动规律掌握正向挤压时,在不同挤压阶段金属的变形流动特点及其对挤压制品组织性能的影响。
掌握不同挤压阶段挤压力的变化规律。
掌握填充系数、挤压比、挤压缩尾的概念。
掌握“死区”的概念、死区的作用、死区的产生原因和影响死区大小的因素。
能够利用填充挤压阶段金属的变形流动特点,说明填充系数大小对挤压制品表面质量的影响。
掌握反向挤压时金属的变形流动特点及其对制品组织性能的影响。
根据正、反向挤压时金属变形流动特点的不同,能够正确分析二者挤压力大小、变形区体积大小、死区大小、金属变形流动的均匀性、压余的多少、成品率的高低、挤压速度的快慢以及挤压制品的表面质量等方面的差异。
能正确分析影响金属流动的主要因素。
3、挤压力了解有关挤压力的计算方法,以及各种挤压力计算式各自的优缺点。
掌握И.Л.皮尔林挤压力计算式中有关参数的确定方法,并正确计算挤压力。
能够根据有关挤压力算式,正确分析影响挤压力的主要因素。
4、挤压制品的组织性能及质量控制能够根据挤压时金属的不均匀变形流动特点,正确分析挤压制品的组织特点,这种组织特点对其机械性能的影响。
挤压拉拔作业课件

挤压拉拔组合工艺实例
挤压拉拔组合工艺概述
挤压拉拔组合工艺是将挤压和拉拔两种工艺结合在一起, 通过一次或多次挤压和拉拔工序,得到最终所需形状和尺 寸的制品的工艺过程。
铝管拉拔组合工艺
铝管拉拔组合工艺是将铝棒先进行挤压,得到铝管坯料, 然后再进行多道次拉拔,得到最终所需的铝管制品。
铝管拉拔组合工艺流程
模具设计是根据产品形状和尺寸要求进 行设计,并确定拉伸力和模具结构。
拉拔模具设计
01
02
03
04
拉拔模具设计是拉拔工艺中的 重要环节,直接影响产品的质
量和生产效率。
模具设计需要根据产品形状和 尺寸要求,选择合适的模具材
料和结构形式。
模具材料应具备高硬度、高耐 磨性和良好的热处理性能,以 确保模具的使用寿命和产品质
铜线拉拔工艺流程
铜线拉拔工艺流程包括热处理、拉拔 、退火、涂层等工序,其中拉拔速度 和模具温度是影响铜线质量的关键因 素。
铜线拉拔
铜线拉拔是将铜杆通过拉拔机的模具 ,逐渐减小的孔径,从而得到不同直 径的铜线。
拉拔模具设计
拉拔模具设计也是拉拔工艺中的重要 环节,模具的材料、结构、研磨精度 等因素都会影响制品的质量和生产效 率。
05
挤压拉拔作业实例分析
挤压作业实例
挤压作业概述
挤压作业是一种将金属锭、坯料或半成品通过挤压机施加 压力,使其通过模孔变形,从而获得所需形状和尺寸的制 品的工艺过程。
铝型材挤压工艺流程
铝型材挤压工艺流程包括加热、挤压、矫直、锯切等工序 ,其中加热温度和挤压速度是影响铝型材质量的关键因素 。
铝型材挤压
量。
模具结构应简单、合理,易于 安装和拆卸,以提高生产效率
挤压及拉拔技术概述

3.2.1 拉拔成型的特点和基本方法
是将已经轧制的金属坯料(型、管、制品等)在外加 拉力的作用下,通过模孔以获得与模孔形状和尺寸相 同的实心或空心制品的塑性成型方法,称之为拉拔。
通常以轧制材、挤压材和锻压材为坯料。 多用于冷加工丝、棒和管材,可生产极细的金属丝和 毛细管。
拉 拔 丝 的 直 径 : 6 ~ 0.001mm ; 拉 拔 棒 材 的 直 径 : 3 ~ 80mm 拉拔管材外径:200~0.1mm,壁厚最薄到0.01mm
典型挤压材的横截面形状
挤压成型的基本方法
按金属流动方向及变形特征:正挤压、反挤压、
侧向挤压、连续挤压、复合挤压及特殊挤压(静液
挤压等)
按挤压温度:热挤压--(在冶金工业应用) 温挤压、冷挤压--(在机械工业应用) 按润滑状态:玻璃润滑挤压、静液挤压 按制品种类:管材挤压、棒材挤压、型材挤压
定径带长度过短,模子易磨损,制品产生压痕和椭圆. 定径带长度过长,易粘结金属,制品产生毛刺和麻面.
3)定径带直径dd
根据制品尺寸及偏差、模子裕量系数、模子的寿命 确定定径带直径dd。
模子的出口段主要作用是导出制品。 出口直径不能过小,否则易划伤制品表面。 一 般 dc > dd 取 3~5mm, 薄 壁 管 材 取 1 0 ~ 20mm
使金属坯料连续不断地送入挤压机,获得无限长制品 的挤压方法。
冷挤压时金属沿挤压杆和挤压筒之间的空间以 复合挤压 及挤压模孔两个相反方向同时流动的挤压方法。
静液挤压 利用封闭在挤压筒内坯料周围的高压液体 ,迫使
坯料产生塑性变形,并从模孔中挤出的加工方法。
3.1.2 挤压成型过程
挤压与拉拔技术概述 ppt课件
ppt课件
2
挤压成型的特点
优点 1.挤压时金属坯料受到三向压应力,适于低塑性材料
成型加工;一次可给予金属材料大的变形。 2.品种规格多样,生产灵活,适于少批量多品种复杂管
材、棒材、型材及线坯的生产; 3.产品尺寸精度和表面质量较高; 4.设备投资少,厂房面积小; 5.易实现自动化生产.
ppt课件
3
ppt课件
23
挤压工艺参数 挤压温度-根据三图“合金状态图、塑性图、再结晶图” 使金属具有最好的塑性及较低的变形抗力,同时保 证制品获得均匀良好的组织性能等。 由于挤压变形热效应大,一般挤压温度比热轧的温 度低些。
ppt课件
24
挤压比-挤压筒与模孔断面面积的比,λ=F0/F
挤压润滑:
润滑目的——为了使挤压时金属流动均匀,提高制品表面质 量,延长挤压工具的使用寿命和降低挤压力,减少能量消 耗,在挤压时应对挤压筒、挤压模、穿孔针进行润滑。
ppt课件
20
挤压筒长度Lt =(L +l)+ t + s
L——锭坯的最大长度; l——长度为锭坯穿孔时金属向后流动增加的; t——模子进入挤压筒的深度; s——垫片厚度。
挤压比:挤压筒与模孔断面面积的比,λ=F0/F
通常挤压比为6~100,
一次挤压的棒、型材 λ>10, 锻造用毛坯 λ>5,
成材率较低; 5)适于生产小断面的长线制品,生产可实现连续化和
高速化。
ppt课件
29
拉拔成型的基本方法
按制品截面形状分为: 实心材拉拔主要有棒材、型材、线材的拉拔。 空心材拉拔主要包括管材、空心异型材拉拔。
管材拉拔的基本方法——空拉、长芯杆拉拔、固定 芯头拉拔、游动芯头拉拔、顶管法、扩径拉拔。
挤压与拉拔
这种附加拉应力沿径向分布:外表面上的附加拉应力数值最大。 (由于外层金属最不易流动) 其沿轴向的分布: 挤压垫向模子处↑,到压缩锥出口增至最大。 (由横向线弯曲程度可看出,在垫片处弯曲程度最小)。 轴向基本应力为压应力,基本应力与附件拉应力叠加后的工作应力, 若为拉应力,则产生缺陷(产生横向裂纹)。 ③ 模孔形状和位置不同
3、金属流动分析 、 在挤压时,金属的流动不均匀性总是存在的,主要原因如下: ① 外摩擦存在,导致了不同部位的金属流动阻力不一样,外层的金属流动 比内层要大。 ② 锭坯各处温度不同,造成金属的变形抗力不一样。 锭坯温度不均匀原因: 锭坯温度不均匀原因: a、锭坯加热不均匀。 b、挤压筒温度过低,引起锭坯外部温降快。 当 锭坯外部温度低时,金属外层的抗力就大,不容易流动,挤压时, 会引起内部金属流动速度大于外部金属,由于金属是一个整体,外部金属 就承受内部金属给予的轴向附加拉应力。
死区产生原因: ③ 死区产生原因: 死区内金属由于受到工具的冷却作用,抗力越大,摩擦越大。 基段不参与流动,前端死区可阻止铸锭表面脏物流出,从而可提高 挤压制品的表面质量。平模前端死区>锥模,这是挤压棒时采用平模 的原因之一。 死区的作用: ④ 死区的作用: 尾端死区存在阻止了金属向中心的大量流动,有利于减少缩尾长度, 提高成材率。 生产中,除特殊情况外,严禁在挤压垫上涂润滑油,正是为了加强 尾端死区作用。 在快速挤压、润滑挤压、氧化膜厚(氧化膜起润滑作用)及金属 冷却快时,死区减少,制品表面质量变差。
2、应力应变(如下图所示) 、应力应变 σl— 轴向主应力。 σr— 径向主应力。 σθ— 周向主应力。 入口变形锥,出口变形锥。 轴向应力σl沿轴向,由挤压垫向模子方向逐渐减少;沿径向,边部大, 中心小,由于中心部分正对着模孔,由最小阻力定律可知流动阻力较存在 很大摩擦力的边部要小很多。
金属工艺学第六章锻压思考题答案

22、模锻件上的“飞边”、“连皮”是一回事吗?它们 呈现于模锻件的何种情况下?其作用是什么? 答:模锻件上的“飞边”、“连皮”不是一回事。 飞边一般是呈现于模锻件的分模面处,连皮一般是 现于模锻件的孔和狭窄的结构处。飞边主要是用 来储存多余的金属材料,连皮主要是设置在不易锻 造出来的结构处,或者是为了保证模具的使用寿命 而特别设计的。
1
如有帮助欢迎下载支持
6、在室温下可否对低碳钢和紫铜连续进行塑性加工? 为什么? 答:在室温下可以对低碳钢和紫铜连续进行塑性加 工,因为低碳钢和紫铜的塑性很好,变形抗力比较 小。
7、何谓再结晶?其晶格类型是否发生变化?为什么? 答: 将加工硬化的金属或合金,加热到一定温度,破 碎的、被拉长的、被压扁的晶粒,按结晶规律重新 结晶,生成新的晶粒金属的硬化组织被完全消除, 称为再结晶。 晶格类型不会发生变化,因为在固态下原子运 动困难,不可能重新排列。只能改变晶体的缺陷。
23、胎模锻属于模锻吗?其实质是什么?应用如何? 答:胎模锻属于模锻,其实质是在自由锻设备上, 使用可移动的胎模具生产锻件。胎模锻适用于中小 批量的小型锻件的生产。
24、举例说明压力机模锻与平锻机模锻的应用。 答:压力机模锻适宜于锻造高度和宽度比小的工件, 如齿轮,发动机摇臂,连杆等。平锻机模锻适宜于 锻造高度和宽度比较大的工件,如汽车半轴,气门 挺杆,齿轮轴等。
性强,不能通过热处理清除,只有通过锻压改变 其形状与分布。 14、 何谓金属的锻造性能?其影响因素是什么? 答: 金属的锻造性能是衡量金属进行锻压加工的难 易程度的性能,是金属的工艺性能。
《挤压与拉拔新技术》课件
热浸镀法:镀层厚度不均且较脆, 不宜再加工;
粉末挤压烧结法:将铝粉挤压包覆 在钢芯上,经烧结再加工。技术成熟 (美国),我国尚未掌握。
连续挤压包覆:20世纪90年代武汉 电缆集团引进。
连续铸挤(Castex)1983年提出。
连续铸造与连续挤压结合为一体。可分:动态结晶、半固态挤压 和挤压塑性变形三个阶段。
铸挤复合
5 复合材料挤压
弥散型 层状型
6 等通道角挤压(ECAE)
20世纪80年代提出,使试样在尺寸和形状不变的情况下实现大塑 性变形,进而细化组织。可获得块状超细晶材料。对于ECAE,可通 过调整剪切方向控制织构和组织。(大塑性变形)
7 半固态挤压
将液、固相共存的均匀混合的非枝晶坯 料由挤压筒内挤出成形的加工方法。
4 集束拉拔
将两根以上的坯料包 在圆管里进行拉拔,达 到尺寸后去掉包覆管。 是生产极细线和复合线 的一种方法。
主要问题是:加工过程中的不均匀变形导致线经呈不规则圆形。
5 玻璃膜金属液抽丝
将金属块或粉末3放入玻璃 管2内,其下端放一高频线圈4, 使玻璃管和金属逐渐熔化,利 用玻璃的可抽丝性从下方将其 引出,可得到表面覆有玻璃膜 的超细金属丝。
有无润滑和润滑两种方式。
无润滑:主要由于生产长制品, 一般要求合金在挤压温 度下有具有好的焊接性能,且限于对焊合面的质量和性 能要求不高的制品。
润滑:目的是消除压余、提高成品率( 10~15%)、缩 短非挤压间隙时间。
注:润滑挤压时一般采用凹形垫片以平衡金属流动、防 止缩尾、使接合界面成近似平面(减少切头切尾损失)。
断面收缩率可用下式计算:
v1
v1 v2
第六章金属的塑性变形和断裂分析
1、单相固溶体的塑性变形:
塑变方式基本上与纯金属多晶体的变形相同, 但:
1.1产生固溶强化:由于溶质原子存在使强度、 硬度增高,塑性、韧性下降的现象;
原因:
①发生晶格畸变;
②形成柯氏气团:溶质原子在位错线附近的偏聚, 如图6-26所示;柯氏气团对位错有钉扎作用, 使位错运动的阻力增大;
a)溶质原子大于溶剂原子的置换固溶体; b)溶质原子小于溶剂原子的置换固溶体; c)间隙固溶体;
④fcc晶体孪生变形的示意过程,如图6-21所示; ⑤孪生时可听到声音; ⑥孪生对总变形量贡献不大;
⑦孪生的特点: 使一部分晶体发生了均匀的切变; 引起了晶体取向的变化; 不会改变晶体的点阵类型; 所需的切应力比滑移大许多倍; 在光学显微镜下观察到的是条带状;
第三节 多晶体的塑性变形
孪晶:以孪晶面为对称面而处于镜面对称位置的 一对晶体叫做孪晶(双晶),如图6-20所示;
说明: ①孪生是晶体塑变的另一种方式;
②孪生经常发生在:不易产生滑移的金属中、 某些金属滑移困难时、变形速度大时;
③孪生面和孪生方向: 例如:fcc:孪生面{111},孪生方向为
〈112〉; bcc: 孪生面{112},孪生方向为〈111〉
σ S—e
S — e:真应力真应变曲线
σ—ε
颈
σ—ε:工程应力应变曲线
缩
ε
工程应力—应变曲线中“颈缩”现 象掩盖了 “加工硬化”
3、弹性变形: 定义:金属受力发生变形,当外力去除,立即 恢复原状的变形,叫做弹性变形; 实质:利用双原子作用力模型解释: 仅原子间距发生微小的弹性变化,无显微组织 的变化; 特点:①变形是可逆的;
2.1滑移带:
高锰钢中的滑移带,500X
第六章__挤压和拉拔-精选
• 二、拉拔工具 • 拉拔工具主要包括模子和芯
头。 • 1、普通拉模 • (1)模子的结构与尺寸 • 普通拉模根据模孔纵断面
形状可分锥形模和弧线形模 两种,如图。 • 弧线形模一般只用于细线的 拉拔。而拉拔管、棒、型及 粗线时,普遍采用锥形模。
• 锥形模的结构如图,一般模 孔可分四个带,即润滑带、 压缩带、定径带、出口带。
2020/2/24
• 2、反挤压 • 如图所示。反挤压:挤压时金属流动方向与挤
压杆的运动方向相反。 • 反向挤压法的特征是除靠近模孔附近处之外,
金属与挤压筒内壁间无相对滑动,故无摩擦。
2020/2/24
• 3.横向挤压法(径向挤压法) • 其模具与钢锭或钢坯轴线成90°安放,作用在钢锭或
钢坯上的力与其轴线方向一致,被挤压的制品以与挤 压作用力成90°方向由模孔中流出。
第六章 挤压和拉拔简介
• 第一节 挤压简介 • 第二节 拉拔简介
2020/2/24
第一一节 挤压简介
• 挤压:就是对放在容器(挤压筒)中的锭坯 一端施加以压力,使之通过模孔成型的 一种压力加工方法。
• 用挤压方法可以生产品种繁多的实心及 空心制品。
2020/2/24
• 一、挤压的基本方法 • 金属挤压的方法有多种: • 按金属流动方向分为正向挤压、反向挤
2020/2/24
2020/2/24
拔。 • (1)实心材拉拔 • 实心材拉拔主要包括棒材、型材及线材的拉
拔。 • (2)空心材拉拔 • 空心材拉拔主要包括管材及空心异型材的拉
拔。对于空心材拉拔有如图8—2所示的几种基 本方法。
2020/2/24
• 由空心断面坯料拉拔成各种规格和形状的管材 。管材拉拔又有以下几种基本方法(图)。
金属材料成形工艺及控制课件:挤压与拉拔工艺-
(2) 金屬與合金的塑性圖。塑性圖是金屬和合金的塑性在高溫下隨變形狀 態以及加載方式而變化的綜合曲線圖,這些曲線可以是衝擊韌性αK、斷 面收縮率ψ、延伸率δ、扭轉角θ以及鐓粗出現第一個裂紋時的壓縮率等。 (3) 第二類再結晶圖。擠壓製品的溫度,對製品組織與性能影響很大,參 照第二類再結晶圖,可以控制製品的晶粒度。擠壓終了溫度太高會發生 聚集再結晶,溫度過低金屬引起加工硬化和能耗大。 總之,“三圖”定溫是確定熱加工溫度的主要理論依據,同時還要考慮 擠壓加工的特點,如擠壓的金屬與合金、擠壓方法、熱效應等。常用鋼 種、輕金屬及重金屬擠壓溫度控制範圍列於表10-3。
擠壓溫度 /℃
720~820 750~800 750~850 650~700 900~1000 1000~1200 200~250 250~350 200~320
2.擠壓速度和金屬流出速度的選擇
擠壓時的速度一般可分為三種表示方法: ①擠壓速度V擠 ,所謂擠壓速度系指擠壓機主柱塞運行速度,也就是擠壓 杆與墊片前進的速度; ②流出速度V流,是指金屬流出模孔的速度; ③變形速度,是指最大主變形與變形時間之比,也稱應變速度。 一般在工廠中大多採用流出速度,因為它對不同的金屬或合金都有一定 的數值範圍,該值取決於金屬或合金的塑性。
2) 擠壓鋁合金的潤滑 擠壓鋁合金用的潤滑劑有以下幾類: ①70%~80%72號汽缸油+30%~20%粉狀石墨; ②60~70%250號苯甲基矽油+40%~30%粉狀石墨; ③65%汽缸油+15%硬脂酸鉛+10%石墨+10%滑石粉; ④65%汽缸油+10%硬脂酸鉛+10%石墨+15%二硫化鉬。 一般對鋁合金擠壓時,為了防止把錠坯表層的油污、氧化物帶進製品內 部或表面,保證製品品質,一般不使用潤滑劑,有時在模子上塗上極少 一點潤滑劑。
塑性成形工艺(挤压与拉拔)

(3)进入制品内部,形成中心缩尾。
随着挤压过程进一步进行,径向流动 的金属无法满足中心部位的短缺,于是在 制品中心尾部出现了漏斗状的空缺,即中 空缩尾。
B、环形缩尾
(1)随着挤压过程进行,堆积在挤压 垫与挤压筒角落部位中的带有各种缺陷 和污物的金属会越来越多。
变形(见图2-2)。其变形指数——用填
充系数λc 来表示:
λc =F0 / Fp
(2-1)
2.1.1.2挤压力的变化规律
随着挤压杆的向前移动,挤压力呈直
线上升。
图2-2 填充挤压时金属的变形
2.1.1.3金属受力分析(见图2-3) 图2-3 填充挤压阶段锭坯的受力状态
随着填充过程中锭坯直径增大,在锭 坯的表面层出现了阻碍其自由增大的周 向附加拉应力。
e、挤压速度v 挤压速度快,死区小;
f、金属的变形抗力σs 金属变形抗力 大,死区大;
g、 模孔位置 在多孔模挤压时,模 孔靠近挤压筒内壁,死区减小。
(4)死区的作用:
可阻碍锭坯表面的杂质、氧化物、偏析 瘤、灰尘及表面缺陷进入变形区压缩锥 而流入制品表面,提高制品表面质量。
B 、后端难变形区 产生原因:挤压垫的冷却和摩擦作用。
难点:挤压时的应力与变形分析,挤压缩 尾的产生机理,反向挤压时的挤压力变化 分析,反向挤压时的缩尾、纺锤体核组织、 粗晶芯与粗晶环 。
重要概念:填充系数,挤压比,难变形 区,死区,挤压缩尾,纺锤体核组织, 粗晶芯,变形区压缩锥。
目的和要求:掌握挤压过程三个阶段的 含义、挤压力的变化规律;填充系数的 意义及其对制品质量的影响;挤压时金 属的变形流动特点;挤压缩尾的概念及 产生原因。
挤压与拉拔设备课件

第二节 管棒材拉拔机
39
与单链式相比,双链式优点:
① 拉拔中心线与设备一致,拉拔过程平稳,制品尺寸精度、表面质量和 平直度高。
②不需拨料机构, 拉拔后管材从两根链条间空间落下,经倾斜滑板进入 料框或水平机构。
③小车不必挂钩,既可拉拔大规格管材,又可拉拔小管。不会产生因拉 力太小小车挂钩抬不起、或无法脱钩的问题。
25
内置式穿孔系统的卧式挤压机(主缸部分) 1-双作用活塞;2-缸衬;3-拧入针支承的
螺孔;4-密封装置;5-螺母
挤压与拉拔设备课件
第二节 挤压机的类型及其结构
26
② 后置式 在挤压机尾部。 穿孔行程:主柱塞行程的随动行程;穿孔针相对于主柱塞 的工作行程。
➢ 挤压机总长 增加。 ➢ 动梁结构简 单,制造、维 修方便。
挤压与拉拔设备课件
第一节 概述
33
Examples of tube-drawing operations, with and without an internal
mandrel. Note that a variety of diameters and wall thicknesses can be
按同时拉拔的根数分类
单线拉拔机 双线拉拔机 三线拉拔机 多线拉拔机
挤压与拉拔设备课件
第二节 管棒材拉拔机
35
链式拉拔机
操作简单,适应性强;管、棒、型材可在同一台设备上拉拔
(1)单链拉拔机
单链式拉拔机示意图 1-电动机与减速器;2-主动链轮;3-链条;4-机架;5-挂钩;6-小车;7-
制品;8-从动链轮;9-模座;10-机座;11-固定芯头与芯杆;12-尾架
金属挤压与拉拔工艺学复习题DOC
金属挤压与拉拔工艺学复习题一、名词解释1脱皮挤压:在挤压过程中,把锭坯表层金属被挤压垫片切离而滞留在挤压筒内的挤压方法,称为脱皮挤压。
2正向挤压:挤压时金属制品的流出方向与挤压杆的运动方向相同的挤压方法,也称直接挤压。
3反向挤压:挤压时金属制品的流出方向与挤压杆的运动方向相反的挤压方法,也称间接挤压。
4侧向挤压:挤压时金属制品的流出方向与挤压杆的运动方向成直角的挤压方法,又称横向挤压。
5层状组织:所谓层状组织,也称片状组织,其特征是制品在折断后,呈现出与木质相似的断口,分层的断口表面凹凸不平,并带有布状裂纹,分层的方向与挤压制品轴向平行,是挤压制品的一种组织缺陷。
6挤压效应:挤压制品与其他加工制品(如轧制、拉伸和锻造等)经相同的热处理后前者的强度比后者高,而塑性比后者低。
这一效应是挤压制品所特有的特征,故称挤压效应。
7挤压比:挤压比等于挤压筒的横截面积与制品的横截面积之比。
8挤压力:挤压力就是挤压杆通过垫片作用在被挤压锭坯上使金属从模孔流出来的压力。
9挤压应力:挤压力除以垫片的断面积,又称单位挤压力。
10拉拔:对金属坯料施以拉力,使之通过模孔以获得与模孔截面尺寸,形状相同的制品的塑性加工方法称之为拉拔。
11拉拔力:为实现拉拔过程,作用在模出口加工材料上的外力称为拉拔力。
12死区:挤压筒内存在的前端难变形区,即挤压筒和模子端面交界的角落处。
13模角:模角是指模的轴线与其工作端面间所构成的夹角。
14空拉:拉拔时管坯内部不放芯头即无芯头拉拔。
通过模孔后管材外径减小,管壁发生变化(变厚、变薄、不变)的管材拉拔工艺。
15比周长:是指把型材假想分成几部分后,每部分面积上的外周长与该面积的比值。
16残余应力:外力撤销后,材料内部存在的平衡应力。
17延伸系数:0110L L F F ==λ10F F 、分别为坯料和制品的面积;10L L 、分别为坯料和制品的长度。
18加工率(断面收缩率):010F F F -=ε10F F 、分别为坯料和制品的面积。
挤压与拉拔
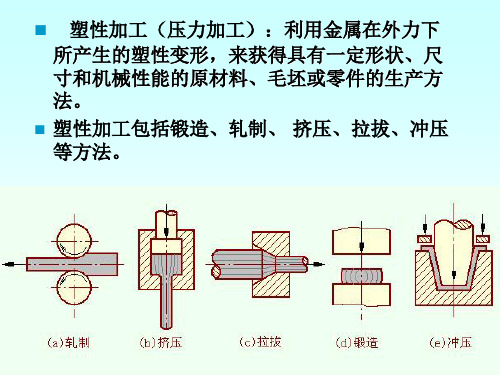
压力加工:借助外力使金属产生塑性变形进而形成各种尺寸、形状和用途的零件和半成品。
(不同于机加工)工业中广泛使用的零件一般通过下列方法获得:铸造,如轧机牌坊;铸造——机加工,如轧辊;铸造——压力加工,如钢轨;铸造——压力加工——机加工,如螺栓等。
重要用途的零件一般均需通过压力加工。
压力加工的主要方法有:轧制;挤压与拉拔;锻造与冲压主要产品有:板、带、条、箔;轧制管、棒、型、线;挤压与拉拔各种零件如车轴、饭盒、洗衣机筒等;锻造与冲压1)挤压与拉拔产品简介A 管材按截面形状分:圆管、型管如方、六角形管等;按合金种类分:铝管、铜管、钢管等;按生产方法分:挤制管、拉制管、焊管、铸管、盘管、无缝管等;按用途分:空调管、压力表管、波导管、锅炉管、输油管、冷凝管、天线管等;按性能分:M(退火态)、R(热态)、Y(硬态)、Y2(半硬态)、C(淬火态)、CZ(淬火自然时效态)、CS(淬火人工时效态)等;此外:翅片管、蚊香管等。
B 棒、线材棒材:D>6mm;分类与管材类似;大多是半成品,进一步加工成各种零件,如弹簧,螺栓、螺母等;线材:D<6mm;多以盘状供货,广泛应用于仪器仪表、电子电力部门,如电线电缆等。
C 型材非圆截面材,又称经济断面材(可提高材料的利用率);铝、钢型材较多;许多型材只能用压力加工法生产,如钢轨、变断面型材2)产品的生产方法产品的生产一般可分两步;坯料制取(开坯):充分利用金属在高温时的塑性对其进行大变形量加工,如热挤、热轧、热锻。
制品的获得:进行目的在于控制形状、尺寸精度、提高综合性能的各种冷加工,如冷轧、拉拔、冲压。
目前研究:近终形成形技术、短流程生产技术挤压:生产灵活、产品质量好,适用于品种、规格多、产量小(有色金属)的场合,但成本高、成品率低;斜轧穿孔:生产率、成品率高;成本低;但制品形状尺寸精度差;尺寸规格受限制;多用于产量大的钢坯生产,有色金属厂基本没有;铸造:产品的尺寸规格少、质量差、性能低;主要用于生产大尺寸、性能要求不高的产品如下水管;轧管:道次变形量大,几何损失少,适于难变形合金,能缩短工艺流程,也是提供长管坯的主要方法(使盘管生产得以实现),但形状、尺寸精度差;拉拔:是获得精确尺寸、优质表面和性能的主要方法;焊管:效率高、成本低,但性能、质量差。
挤压与拉拔设备培训教材PPT课件

➢ 带独立穿孔系统、无独立穿孔系统。 后一种挤管须用空心锭。 结构简单、操作方便、机身不高,应用最广泛。
第二节 挤压机的类型及其结构
15
特点:
➢ 主缸装在整体铸钢机架上部; ➢ 滑座(动梁)装在主柱塞下部,沿机架导轨 上下移动; ➢ 回程缸柱塞通过横梁和两拉杆与滑座相 连; ➢ 滑座上装有工具回转盘,在四个工位分别 装有挤压工具和冲断压余的装置。
带有内置穿孔系统的管材卧式挤压机示意图 1-机架;2-后梁;3-主缸;4-前梁;5-动梁;6-穿孔系统;7-
挤压筒;8-模座
第二节 挤压机的类型及其结构
17
前梁: 模架、液压剪、挤压筒移动缸; 后梁: 工作缸、动梁、回程缸及穿孔回程装置; ➢ 活动梁: 挤压轴(内置式还装有穿孔缸、穿孔回程缸、穿孔针 等); ➢ 张力柱: 连接前梁和后梁,形成封闭框架,承受全部挤压力; ➢ 机座: 支承各部分,提供活动梁和挤压容室滑动滑道。
挤压与拉拔设备培训教材(PPT71页)
预应力机架结构的拉杆及其应力状态 a-内加垫片T形结构;b-外加垫片TT形结构
挤压与拉拔设备培训教材(PPT71页)
第二节 挤压机的类型及其结构
22
(4)活动横梁
在主柱塞前端,装有挤压轴。 作用: ➢ 支承主柱塞外伸部分; ➢ 导向: 控制挤压轴位置。
易产生管材壁厚不均匀,即偏心。
第二节 挤压机的类型及其结构
挤压与拉拔技术概述

挤压与拉拔技术概述1.挤压技术概述挤压是指将金属坯料通过模具的压力作用,在一定的温度条件下挤出所需的形状。
它分为直接挤压和间接挤压两种形式。
直接挤压是指将金属材料直接置于模具中,通过模具施加压力,使材料发生塑性变形,进而形成所需的产品。
这种形式适用于各种断面形状的金属产品的生产。
间接挤压是指将金属材料放置在模具中,通过活塞或锻件将金属坯料挤压。
这种形式常用于生产较小的棒材或管材。
挤压技术有以下特点:1)高效率:挤压过程中材料的流动路径短,变形比较均匀,能够提高加工效率。
2)能耗低:挤压过程不需要切削副产生切屑,能耗低。
3)材料利用率高:挤压过程中金属材料没有损失,材料利用率高。
拉拔是指将金属坯料通过模具的拉力和压力,在一定的温度条件下拉伸变形,从而获得所需产品。
拉拔主要用于生产细长的棒材和线材。
拉拔技术有以下特点:1)拉伸比例大:拉拔过程中金属材料会发生明显的拉伸变形,能够获得较高的长度伸长率。
2)断面积减小:拉拔过程中金属材料的断面积减小,可以得到更细的棒材和线材。
3)机械性能提高:拉伸过程使金属材料得到较好的物理和力学性能,如强度、硬度等提高。
1)航空航天领域:挤压和拉拔技术能够生产出复杂的轴向零件和连接件,如涡轮叶片、发动机壳体等。
2)汽车制造:挤压和拉拔技术用于生产汽车零部件,如车身结构件、车门等。
3)电子电器领域:挤压和拉拔技术可生产电子元件的外壳、导线等。
4)建筑行业:挤压和拉拔技术可生产铝合金门窗、铝合金型材等。
总结起来,挤压和拉拔技术是一种高效、节能的金属塑性加工方法,在工业生产中应用广泛。
通过挤压和拉拔技术可以生产出形状复杂、尺寸精准的金属制品,满足各行各业的需求。
随着科技的发展和技术的提高,挤压和拉拔技术将会得到更广泛的应用和发展。
挤压与拉拔设备培训教材模板ppt

第二节 挤压机的类型及其结构
12
50MN卧式棒型挤压机(无独立穿孔系统)
1-前梁;2-锁键;3-锁键缸;4-压型嘴;5-模座;6-挤压轴;7-挤压筒; 8-动梁;9-主柱塞回程缸;10-主柱塞;11-后梁;12-主缸
第二节
(a)接受热坯→筒2 向前梁方向移动 (b)→垫片送至挤轴 中心线(c)→挤压开 始(d) →挤压完成、 挤轴稍后撤、锁键5 提起(e)→轴再次前 进、推出制品和压 余,压型嘴4前移、 将制品和压余拉出 (f)→筒后撤、取垫 片 (g)→平台移至分 离剪,切压余(h) → 锁键下落,机复位(i).
➢ 带独立穿孔系统、无独立穿孔系统。 后一种挤管须用空心锭。 结构简单、操作方便、机身不高,应用最广泛。
第二节 挤压机的类型及其结构
15
特点:
➢ 主缸装在整体铸钢机架上部; ➢ 滑座(动梁)装在主柱塞下部,沿机架导轨 上下移动; ➢ 回程缸柱塞通过横梁和两拉杆与滑座相 连; ➢ 滑座上装有工具回转盘,在四个工位分别 装有挤压工具和冲断压余的装置。
易产生管材壁厚不均匀,即偏心。
第二节 挤压机的类型及其结构
11
棒型挤压机、管棒挤压机. 单动式、复动式. 复动有独立穿孔系统.
➢ 棒型: 挤压实心断面;用空心锭或组合模具可挤压空心断面。 挤压方式: 正挤、反挤、联合挤压(可实现正挤或反挤)。 技术特性: 挤压力、穿孔力、挤压杆行程和速度、穿孔针行程和速度、 挤压筒尺寸等。 额定能力: 最大挤压力。常用卧式8~50MN 为了合理使用挤压力、挤压速度、保护挤压工具, 设有主挤压缸和副挤 压缸. 两缸同时工作,为高压力; 只有主缸,则为低压力.
5
挤压:金属在挤压筒中受推力作用从模孔中流出而制取各种 断面金属材料的加工方法。
塑性成形工艺(挤压与拉拔)

设备以来,挤压技术得到了迅速发展, 主要表现在以下几方面: (1)挤压机的台数和能力不断增加。目 前,全球挤压机总台数约6000多台,中 国约3000台;最大吨位的挤压机是 360MN水压机,最大吨位的油压机是 150MN挤压机。
(2)自动化程度不断提高。挤压机的控
制已完全摆脱了人工操纵分配器的繁重 劳动,实现了自动控制。 (3)强化挤压生产过程,新的挤压技术 不断出现。如:等温挤压、等速挤压、 静液挤压、连续挤压、有效摩擦挤压、 半熔融挤压、无压余挤压、多坯料挤压 等等。
C、皮下缩尾 ( 1 )死区与塑性流动区界面因剧烈滑 移使金属受到很大剪切变形而断裂。 ( 2 )表面层带有氧化物、各种表面缺 陷及污物的金属,会沿着断裂面流出。 ( 3 )与此同时,死区金属也逐渐流出 模孔包覆在制品的表面上,形成皮下缩 尾(外成层)或起皮。
2.1.3.3减少挤压缩尾的措施
主要参考资料 1.谢建新,刘静安.金属挤压的理论与技术. 北京:冶金工业出版社,2001 2.王祝堂,田荣璋.铝合金及其加工手册(修 订版).长沙:中南大学出版社,2002 3.温景林.金属挤压与拉拔工艺学.沈阳:东 北大学出版社,2003 4.魏军.有色金属挤压车间机械设备.北京: 冶金工业出版社,1988
(1)对锭坯表面进行机械加工——车皮。 (2)采用热剥皮挤压,如图2-14。
图2-14 挤压生产线上热剥皮示意图
(3)采用脱皮挤压,如图2-15。
图2-15 铜合金脱皮挤压示意图 a-挤压;b-清除脱皮
(4)进行不完全挤压——留压余。 (5)保持挤压垫工作面的清洁,减少锭 坯尾部径向流动的可能性。
图2-8
一次挤压棒材金属流动情况
2.1.2.5挤压力的变化规律
第六章__挤压和拉拔(冶)
• 第三阶段:终了挤压阶段或紊流挤压阶 段.此时,筒内金属产生剧烈的径向流动,即 紊流.外层金属进入内层或中心的同时,两 个难变形区内的金属也开始向模孔流动, 从而易产生第三挤压阶段所特有的缺陷" 缩尾".此时,工具对金属的冷却作用,强烈
的摩擦作用,使挤压力迅速上升.一般应适 时中止挤压过程.
• 三、挤压效应:
横向挤压法径向挤压法?其模具与钢锭或钢坯轴线成90安放作用在钢锭或钢坯上的力与其轴线方向一致被挤压的制品以与挤压作用力成90方向由模孔中流出
第六章 挤压和拉拔简介
• 第一节 挤压简介 • 第二节 拉拔简介
第一一节 挤压简介
• 挤压:就是对放在容器<挤压筒>中的锭 坯一端施加以压力,使之通过模孔成型的 一种压力加工方法.
• 正挤压法的最主要的特征是金属与挤压筒内壁 间有相对滑动,故存在着很大的外摩擦.正挤压 是最常用的挤压法.
• 2、反挤压
• 如图所示.反挤压:挤压时金属流动方向与挤压 杆的运动方向相反.
• 反向挤压法的特征是除靠近模孔附近处之外,金 属与挤压筒内壁间无相对滑动,故无摩擦.
• 3.横向挤压法〔径向挤压法〕
• <2>空心材拉拔
• 空心材拉拔主要包括管材及空心异型材的拉 拔.对于空心材拉拔有如图8—2所示的几种基本 方法.
• 由空心断面坯料拉拔成各种规格和形状的管材. 管材拉拔又有以下几种基本方法<图>.
• 二、拉拔工具 • 拉拔工具主要包括模子和芯
头. • 1、普通拉模 • <1>模子的结构与尺寸 • 普通拉模根据模孔纵断面
• 某些工业用铝合金,挤压制品与其它加工 制品〔如轧制、拉伸或锻造等〕经相同 的热处理〔—淬火与时效〕后,前者的强 度比后者高,而塑性比后者低.这一现象称 挤压效应.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
• 挤压模: • 模角 • 工作带 • 出口等
2020/11/10
第二节 拉拔简介
• 在外加拉力作用下, 迫使金属坯料通过模 孔,以获得相应形状 与尺寸制品的塑性加 工方法称之为拉拔。
• 拉拔是管材、棒材、 型材以及线材的主要 生产方法之一
2020/11/10
• 一、拉拔的基本方法 • 按制品截面形状分为:实心材拉拔与空心材拉
2020/11/10
• 第三阶段:终了挤压阶段或紊流挤压阶 段。此时,筒内金属产生剧烈的径向流 动,即紊流。外层金属进入内层或中心 的同时,两个难变形区内的金属也开始 向模孔流动,从而易产生第三挤压阶段 所特有的缺陷“缩尾”。此时,工具对 金属的冷却作用,强烈的摩擦作用,使 挤压力迅速上升。一般应适时中止挤压 过程。
• 二、拉拔工具 • 拉拔工具主要包括模子和芯
头。 • 1、普通拉模 • (1)模子的结构与尺寸 • 普通拉模根据模孔纵断面
形状可分锥形模和弧线形模 两种,如图。 • 弧线形模一般只用于细线的 拉拔。而拉拔管、棒、型及 粗线时,普遍采用锥形模。
• 锥形模的结构如图,一般模 孔可分四个带,即润滑带、 压缩带、定径带、出口带。
压杆的运动方向相反。 • 反向挤压法的特征是除靠近模孔附近处之外,
金属与挤压筒内壁间无相对滑动,故无摩擦。
2020/11/10
• 3.横向挤压法(径向挤压法) • 其模具与钢锭或钢坯轴线成90°安放,作用在钢锭或
钢坯上的力与其轴线方向一致,被挤压的制品以与挤 压作用力成90°方向由模孔中流出。
2020/11/10
拔。 • (1)实心材拉拔 • 实心材拉拔主要包括棒材、型材及线材的拉
拔。 • (2)空心材拉拔 • 空心材拉拔主要包括管材及空心异型材的拉
拔。对于空心材拉拔有如图8—2所示的几种基 本方法。
2020/11/10
• 由空心断面坯料拉拔成各种规格和形状的管材 。管材拉拔又有以下几种基本方法(图)。
2020/11/10
第六章 挤压和拉拔简介
• 第一节 挤压简介 • 第二节 拉拔简介
2020/11/10
第一一节 挤压简介
• 挤压:就是对放在容器(挤压筒)中的锭坯 一端施加以压力,使之通过模孔成型的 一种压力加工方法。
• 用挤压方法可以生产品种繁多的实心及 空心制品。
2020/11/10
• 2、反挤压 • 如图所示。反挤压:挤压时金属流动方向与挤
2020/11/10
• 三、挤压效应: • 某些工业用铝合金,挤压制品与其它加
工制品(如轧制、拉伸或锻造等)经相 同的热处理(—淬火与时效)后,前者 的强度比后者高,而塑性比后者低。这 一现象称挤压效应。
2020/11/10
• 表列出几种铝合金采用不同方法热加工后进行 淬火时效热处理,所测得的抗拉强度值。
• 二、正挤压过程的三个 阶段
• 按金属流动特征和挤压 力的变化规律,可以将 挤压过程分为三个阶段 ,如图。
• 第一阶段:开始挤压阶 段或填充挤压阶段。金 属承受挤压杆的作用力 ,首先充满挤压筒和模 孔;挤压力急剧直线上 升。
2020/11/10
• 第二阶段:基本铸压阶段或平流(稳定)挤压阶 段。一般,筒内的锭坯金属不发生中心层与外 层的紊乱流动,即锭坯外层金属出模孔后仍在 制品外层,不会流到制品中心。锭坯任一横断 面的径向上金属质点,总是中心部分首先流动 进入变形区,外层的流动得较慢,即存在流动 不均匀现象。靠近挤压垫处和模子与挤压筒的 交界处,金属尚未参与流动,形成难变形区。 图中Ⅱ区的线型特征表明,挤压力随筒内锭坯 长度的缩短、表面摩擦力总量减少,几乎呈直 线下降。
2020/11/10
2020/11/10
ቤተ መጻሕፍቲ ባይዱ