常用电焊机技术参数
BX1-500交流弧焊机操作规程
BX1-500交流弧焊机操作规程一、设备技术性能和参数1、电源电压380V,工作电压25~40V,2、额定电流500A,电流调节范围20~500A。
3、使用环境温度:“-25~40℃.4、空气相对湿度:≤90%。
二、操作步骤1、工作前的准备工作1.1清理操作区,排除火灾隐患。
确认防火器材位置,做好通风,防止有毒气体对操作人员的伤害。
1.2把电焊机从存放区移到操作区,稳妥放置。
1.3确认焊机、电源线、把子线、地线、焊把完好。
2、操作步骤2.1合上电焊机电源,根据焊件选择合适的焊条和工作电流。
2.2将焊件放置稳妥,与地线可靠搭接。
2.3左手持面罩,右手持焊把,看准焊接部位,用面罩护住面部后,开始焊接。
2.4焊接告一段落,用小锤敲掉药皮,检查焊接质量,如不合格则重复上一步,直至合格为止。
2.5操作结束后,灭绝火种,关闭电源,把焊件、焊机、电源线、把子线、工具,存放在规定位置。
2.6清洁操作区。
三、紧急情况处理1、操作过程中,如发生伤人事故,要立即停止操作,断掉焊机电源,呼叫工友救援。
2、操作过程中,如火花引燃其他物品,要立即停止操作,断电、扑火,呼叫工友救援。
四、注意事项1.焊机三相进线连接必须牢靠,如有任一相断开,焊机运行就不正常。
2.安装进线时,必须用40A熔断丝,不准用铜线或铝线代替。
3.焊机与电缆的接头处必须拧紧,否则接触不良可能将接线板烧坏。
4.调节旋钮要轻轻旋动,到两端限位处不准使劲再旋。
5.控制箱内各电位器在出厂时已调试完毕,非特殊需要不准随便旋动。
6.严禁在无规定通风下进行焊接工作。
五、故障查询及排除1.焊条容易粘工件。
1.1适当调大焊接电流1.2检查焊条有无药皮脱落或潮湿现象。
2.箱壳漏电2.1电源线碰到箱壳,应立即消除。
2.2变压器、电抗器电源、开关及其他电器元件或接线碰箱壳,应检查消除。
2.3未接接地线或接触不良,应接好地线。
天津七所WDN100固定式电焊机参数
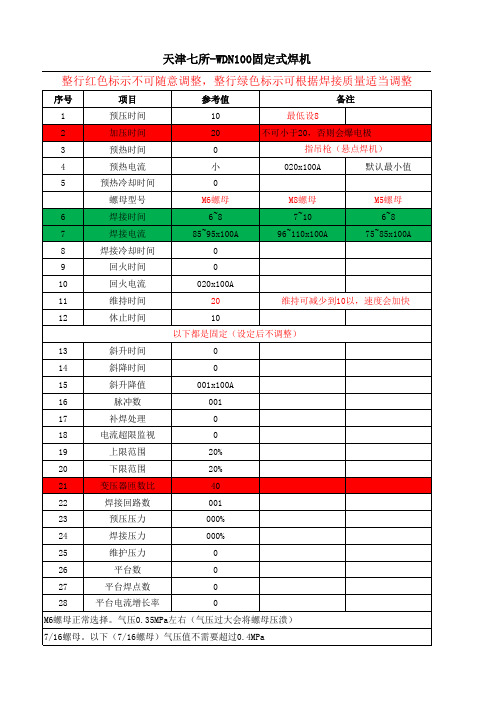
M6螺母正常选择。气压0.35MPa左右(气压过大会将螺母压溃) 7/16螺母。ቤተ መጻሕፍቲ ባይዱ下(7/16螺母)气压值不需要超过0.4MPa
天津七所-WDN100固定式焊机 整行红色标示不可随意调整,整行绿色标示可根据焊接质量适当调整
序号 1 2 3 4 5 项目 预压时间 加压时间 预热时间 预热电流 预热冷却时间 螺母型号 6 7 8 9 10 11 12 焊接时间 焊接电流 焊接冷却时间 回火时间 回火电流 维持时间 休止时间 参考值 10 20 0 小 0 M6螺母 6~8 85~95x100A 0 0 020x100A 20 10 以下都是固定(设定后不调整) 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 斜升时间 斜降时间 斜升降值 脉冲数 补焊处理 电流超限监视 上限范围 下限范围 变压器匝数比 焊接回路数 预压压力 焊接压力 维护压力 平台数 平台焊点数 平台电流增长率 0 0 001x100A 001 0 0 20% 20% 40 001 000% 000% 0 0 0 0 固定 维持可减少到10以,速度会加快 M8螺母 7~10 96~110x100A M5螺母 6~8 75~85x100A 最低设8 不可小于20,否则会爆电极 指吊枪(悬点焊机) 020x100A 默认最小值 备注
直流电焊机技术操作规程

直流电焊机技术操作规程直流电焊机技术操作规程 1(使用范围本焊机可用于直径2.0-7。
0毫米焊条~进行各种金属结构或金属零件的焊接~使用小电流可进行薄板结构焊接。
2(对操作人员资格的要求2(1操作人员必须经过安全与技术的培训~并经考试合格后持证上岗.2(2熟悉触电急救法和人工呼吸法。
2(3操作人员应身体健康~作业时穿戴符合专业防护要求的劳动保护用品。
3(对工作环境的要求3(1焊机外壳良好接地~接地电阻不大于4欧姆~接地线固定螺栓直径不小于8毫米。
3(2电焊机不允许在周围空气温度超过+40?、相对温度超过85%,25?)的条件下工作~使用场所应无严重影响电焊机绝缘性能和引起腐蚀的工业气体、蒸气、盐雾、霉菌、灰尘和其它易燃易爆物品. 3(4焊接作业场所应有良好的照明。
3(5不宜在雨、雪及大风天气进行露天焊接.如确实需要~应采用遮蔽、防止触电和防止火花飞溅的措施。
3(6在充气设备运行的区进行焊接工作~必须先测量空气中的含氢1量~低于0。
4%方可进行。
4(本机常用技术参数:空载电压: 50—80伏额定工作电压 : 30伏,额定焊接电液: 320安,焊接电流调节范围:焊接电流调节范围45—320安 5(焊机操作程序5(1对新电焊机必须检查焊机各部是否有损坏, 5(2对新焊机或长期搁置未使用的焊机~在使用前必须测量绝缘电阻~其绝缘电阻值不低于0.5兆欧~否则焊机必须干燥. 5(3检查焊机接线的可靠性和正确性。
5(4接上调节器~按下电源按钮。
5(5夹上焊条进行作业~并根据焊接情况调节电流大小。
5(6电流粗调、细调手轮及指针于适当的位置。
5(7确保两电缆线之尾不互相碰接~手工焊时电焊钳不能与工件表面相碰。
5(8检查发电机电刷与换向器的情况~对于新焊机必须用弹性的纸垫于电刷下面~用清洁麻布沾以汽油将换向器轻轻揩清。
5(9作业完毕后切断电源~拆除二次线、焊把和调节器。
5(10弧焊发电机外壳未经可靠接地严禁使用。
直流电焊机技术操作规程

直流电焊机技术操作规程1.使用范围本焊机可用于直径2.0—7.0毫米焊条,进行各种金属结构或金属零件的焊接,使用小电流可进行薄板结构焊接。
2.对操作人员资格的要求2.1操作人员必须经过安全与技术的培训,并经考试合格后持证上岗。
2.2熟悉触电急救法和人工呼吸法。
2.3操作人员应身体健康,作业时穿戴符合专业防护要求的劳动保护用品。
3.对工作环境的要求3.1焊机外壳良好接地,接地电阻不大于4欧姆,接地线固定螺栓直径不小于8毫米。
3.2电焊机不允许在周围空气温度超过+40℃、相对温度超过85%(25℃)的条件下工作,使用场所应无严重影响电焊机绝缘性能和引起腐蚀的工业气体、蒸气、盐雾、霉菌、灰尘和其它易燃易爆物品。
3.4焊接作业场所应有良好的照明。
3.5不宜在雨、雪及大风天气进行露天焊接。
如确实需要,应采用遮蔽、防止触电和防止火花飞溅的措施。
3.6在充气设备运行的区进行焊接工作,必须先测量空气中的含氢量,低于0.4%方可进行。
4.本机常用技术参数:空载电压:50—80伏额定工作电压:30伏;额定焊接电液:320安;焊接电流调节范围:焊接电流调节范围45—320安5.焊机操作程序5.1对新电焊机必须检查焊机各部是否有损坏;5.2对新焊机或长期搁置未使用的焊机,在使用前必须测量绝缘电阻,其绝缘电阻值不低于0.5兆欧,否则焊机必须干燥。
5.3检查焊机接线的可靠性和正确性。
5.4接上调节器,按下电源按钮。
5.5夹上焊条进行作业,并根据焊接情况调节电流大小。
5.6电流粗调、细调手轮及指针于适当的位置。
5.7确保两电缆线之尾不互相碰接,手工焊时电焊钳不能与工件表面相碰。
5.8检查发电机电刷与换向器的情况,对于新焊机必须用弹性的纸垫于电刷下面,用清洁麻布沾以汽油将换向器轻轻揩清。
5.9作业完毕后切断电源,拆除二次线、焊把和调节器。
5.10弧焊发电机外壳未经可靠接地严禁使用。
5.11弧焊发电机启动后检查旋转方向是否正确,待启动过程结束后才能结成三角行运转。
HC500D,350D说明书020214 (1)
图 1 CO2 气体保护焊连接示意图
四 安装和连接(续)
-6-
-
IGBT逆变式多功能焊机
异常 手工焊 气保焊
控制
焊接
收弧有 检气
收弧无
电流显示
送丝机
软
(引弧电流) (电流调节) (推力调节)
弧特性
硬
收弧电流
电压显示
R
+
汉神
收弧电压
碱性焊条时:
目录
一 特点…………………………………………………………………2 二 安全方面注意事项………………………………………………3 三 技术参数……………………………………………………4 四 安装和连接………………………………………………………5 五 功能介绍……………………………………………9 六 操 作………………………………………………………………12 七 日常维护与检修…………………………………………………16 八 电路图………………………………………………………18
2
风机
对机内发热器件进行冷却
3
加热保险丝 (8A)
当加热减压流量计发生短路时,该保险丝熔断,保护控制变压器
4
加热电源输出插 座
为加热减压流量计提供 36V 加热电源(不可以他用,否则后果自负)
5
电源开关
此开关的作用主要是在焊机过载或发生故障时自动断电,以保护焊机,一般 情况下,此开关向上扳至接通,起闭合或切断输入电源作用
郑重声明:
请务必仔细阅读本手册之后,才能进行工作。 1、 本手册如有变更,恕不另行通知。 2、 本手册内容虽经认真核对,但仍可能有不准之处,如
14种设备技术参数

14种设备技术参数周聚天下管理1、铜焊机 TZTH-75 变压器器⾝主要技术参数:产品型号:TH-315/400/500额定输⼊电压:3~380V 50/60Hz额定输出容量:315A-32.6V输出空载电压:55V~80V输出电流:30-315 A电弧⼒:1-10 A/ms输出电压:10-34 V操作⽅式:2T,4T收弧电流:30-315 A收弧电压:10-34 V负载持续率:60%功率因数COS :≥0.85效率:85%外形尺⼨:510X255X540 mm净重:25KG参数存储区:30个铜焊机优势:1、成型美观,焊后⾦黄亮丽;2、效率⾼,焊⼀个点的时间是o.o5秒;3、电流输出的⼤⼩、时间以及间隔时间任意可调,热影响最低,效果最佳;4、设备重量25kg,灵活⽅便;5、焊点⼤⼩可控,焊后不⽤处理;6、维护费⽤低,可以忽略不计;7、操作简单,⽅便易学,⽆需专业⼈员,⼤⼤降低⼯资成本。
2、CO2焊机NB-350性能与特点1、采⽤国际领先的软开关逆变技术,有效延长整机使⽤寿命;2、双IGBT模块,器件性能、参数⼀致性好,⼯作可靠性⾼;3、关键控制部件采⽤“三防”处理⼯艺,加强对潮湿、盐雾、粉尘的防护;4、起弧、推⼒电流连续可调,有效解决粘焊条,断弧现象,能适应不同焊接⼯艺要求;5、具有⽋压、过压、过流、过热等保护功能、整机可靠性⾼;6、外形简洁灵动,⼩巧灵便,经济耐⽤。
CO2⽓体保护焊操作规范1 焊前准备1.1 检查焊接电流:在等速送丝下使⽤平硬特性直流电源,极性采⽤直流反接。
1.2 检查送丝系统:推丝式送丝机构要求送丝软管不宜过长(2-4m之间),确保送丝⽆阻。
1.3 检查焊枪:检查导电咀是否磨损,若超标则更换。
出⽓孔是否出⽓通畅。
1.4 检查供⽓系统:预热器、⼲燥器、减压器及流量计是否⼯作正常,电磁⽓阀是否灵活可靠。
1.5 检查焊材:检查焊丝,确保外表光洁,⽆锈迹、油污和磨损。
检查CO2⽓体纯度(应⼤于99.5%,含⽔量和含氮量均不超过0.1%),压⼒降⾄0.98MPa时,禁⽌使⽤。
点焊机的技术参数
点焊机的技术参数
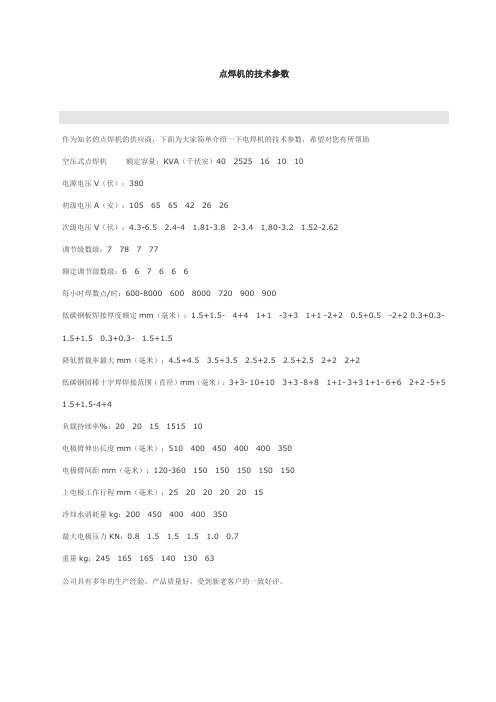
作为知名的点焊机的供应商,下面为大家简单介绍一下电焊机的技术参数,希望对您有所帮助
空压式点焊机额定容量:KVA(千伏安)402525161010
电源电压V(伏):380
初级电压A(安):105 6565422626
次级电压V(伏):4.3-6.5 2.4-4 1.81-3.82-3.4 1.80-3.2 1.52-2.62
调节级数级:778777
额定调节级数级:66766 6
每小时焊数点/时:600-80006008000720900900
低碳钢板焊接厚度额定mm(毫米):1.5+1.5- 4+4 1+1 -3+3 1+1 -2+20.5+0.5 -2+2 0.3+0.3- 1.5+1.5 0.3+0.3- 1.5+1.5
降低暂载率最大mm(毫米):4.5+4.5 3.5+3.5 2.5+2.5 2.5+2.52+22+2
低碳钢园棒十字焊焊接范围(直径)mm(毫米):3+3- 10+103+3 -8+81+1- 3+3 1+1- 6+62+2 -5+5 1.5+1.5-4+4
负载持续率%:202015151510
电极臂伸出长度mm(毫米):510400450400400350
电极臂间距mm(毫米):120-360150150150150150
上电极工作行程mm(毫米):252020202015
冷却水消耗量kg:200450400400350
最大电极压力KN:0.8 1.5 1.5 1.5 1.00.7
重量kg:24516516514013063
公司具有多年的生产经验,产品质量好,受到新老客户的一致好评。
电焊机的空载电流和短路电流与额定电流的倍数

电焊机的空载电流、短路电流与额定电流的倍数是电焊过程中非常重要的参数,它们直接影响着焊接质量和稳定性。
在本文中,我们将深入探讨这些参数的含义和关系,以帮助读者更好地理解电焊机的工作原理和性能特点。
1. 空载电流是指在电焊机未进行焊接操作时所消耗的电流。
通常情况下,空载电流会比较小,它主要用于维持电弧和保持焊条或焊丝的熔化状态。
空载电流的大小可以反映出电焊机的能耗和稳定性,一般情况下,空载电流越小,电焊机的能效越高,工作稳定性也越好。
2. 短路电流则是在焊接过程中出现的电流峰值。
当焊条或者焊丝接触到工件表面时,由于瞬间的电弧放电,会产生瞬时的短路电流。
短路电流的大小取决于电流控制系统的参数和焊接工艺的设定,它直接影响着焊接的熔深和焊缝的质量。
一般来说,短路电流越大,焊接过程中熔化的金属量就越多,焊缝也会更加牢固。
3. 额定电流是指电焊机在正常工作状态下所达到的最大电流数值。
电焊机的额定电流是根据其设计和制造特性来确定的,它是电焊机性能的一个重要指标。
额定电流的大小直接决定了电焊机的焊接能力和适用范围,一般来说,额定电流越大,电焊机可以焊接的工件厚度范围也就越广。
在实际应用中,空载电流、短路电流和额定电流之间存在着一定的倍数关系。
这种倍数关系可以反映出电焊机在不同工作状态下的性能特点,也为焊接工艺的优化提供了重要参考信息。
一个优秀的电焊机在空载时的电流较小,短路时能够产生较大的瞬时电流,而且在正常工作时能够稳定地输出额定电流,这些都是一个电焊机性能优秀的体现。
总结回顾:通过深入探讨空载电流、短路电流和额定电流的关系,我们可以更清晰地理解电焊机的工作原理和性能特点。
在实际使用电焊机进行焊接时,我们可以根据这些参数的特点来合理调整焊接工艺,以获得更好的焊接效果。
作为一名电焊专业人士,对于电焊机性能的理解和掌握也是至关重要的。
个人观点:作为一名热爱焊接技术的人士,我认为对于空载电流、短路电流和额定电流这些参数的深入理解,可以帮助我们更好地掌握焊接工艺,提高焊接质量和效率。
手工直流弧焊机系列

外形尺寸 375×155×240(mm)
重量 8kg
手工直流弧焊机 ZX7-160(PE60-160)
主要特点:
MOSFET逆变技术,逆变频率为100KHz 具有良好的动特性 电弧稳定,熔池容易控制 体积小,重量轻、安装简便,操作容易 可焊接不锈钢、合金钢、碳钢、铜和其他有色金属 可使用各种不同规格和材质的各类酸、碱性焊条
手工直流弧焊机系列
可焊接:碳钢,不锈钢,铸铁,铜,钛等各种金属。
可进行碳弧气刨
北京时代手工直流弧焊机
冷却方式 风冷
外形尺寸 788×327×1056(mm)
重量 120kg
手工直流弧焊机 ZX7-400(PE50-400)
主要特点:
50~60Hz
额定输入电流 28A
额定输入功率 17KW
空载电压 65~75V
空载辅助电源电压 5~15V
电流调节范围I 2 10~420A
推力电流调节范围 0~200A
引弧电流调节范围 I 2 ~2I 2
额定负载持续率 60%
效率 90%
外壳防护等级 IP23S
外形尺寸 408×181×323(mm)
重量 7.5kg
手工直流弧焊机 ZX7-400(PE21-400)
主要特点:
技术参数:
输入电压 单相 220V±15% 50~60Hz
额定输入电流 24A
空载电压 56V
电流调节范围 10~160A
额定输出电压 26.4V
额定负载持续率 60%
空载损耗 40W
效率 85%
功率因数 0.93
ZX7-160 200 250 315 400 500逆变直流弧焊机使用说明书
ZX7-160/200/250/315/400/500逆变直流弧焊机使用说明书安全须知!重要提示:1焊割过程中,不能切换功能转换开关,以免损坏机器。
2进行切割前,必须先拔掉与电焊钳连接的快速插头,确保焊钳与主机断开,以防触电。
3使用该设备需加装漏电安全保护开关!4使用国家安全监察部门认可的焊接劳动保护用品!5操作者必须是持有效的《金属焊接(气割)作业》操作证的特种作业人员!触电-会导致严重伤害!6按照应用标准,安装好接地装置。
7在皮肤裸露、戴有湿手套或穿着湿衣服时,禁止接触带电部件或电焊条。
8确保您和地面及工件间是绝缘状态。
9确认您的工位是安全状态。
烟气-会有害健康!10让头部保持在烟气之外。
11在弧焊时,使用通风或抽气装置,避免吸入烟气。
弧光辐射-会损害您的眼睛,灼伤皮肤!使用合适的焊接面罩和滤光镜,穿上防护服,以保护您的眼睛和身体。
12用适合的面罩或帘保护旁观者免受伤害。
火灾-焊接火花可能会导致火灾,确认焊接工位附近无易燃物,请注意安全防火。
噪音-过度的噪音对人的听力有害13保护您的耳朵,使用耳朵防护罩或戴上其他听力保护物。
14警告旁观者,噪音会对其听觉造成潜在伤害。
故障-遇到困难时,寻求专业人士的帮助。
15如您在安装和操作时遇到困难,请按本手册的有关内容进行排查。
直流弧焊机简介该焊机是采用先进的逆变技术制造的。
逆变电源是采用大功率器件V-MOS场效应管,将50/60HZ的工作频率转换为高频(如100KHZ 以上),再降压整流,通过脉宽调制技术(PWM)输出大功率直流源,主变压器的重量,体积大幅度下降,效率提高30%以上。
引弧系统采用高频振荡原理。
其特点:稳定、可靠、轻便、节能、无电磁噪音。
手弧焊机系列的特点是:高效、节能、轻便、且具有良好的动特性,电弧稳定,溶池容易控制。
较高的空载电压和较好的能量推力补偿。
用途广泛,可用于高空作业,野外作业,室内外装修等,与国内同类产品相比具有体积小,重量轻、安装简便,操作容易等特点。
BX3-300交流弧焊机操作规程
BX3-300交流弧焊机操作规程
一、技术性能和参数
1.额定输出电流:315A
2.额定输入电压:380V
3.电流调节范围:40-315A
4.适用焊条直径:2-7 mm
二、操作步骤
1.打开配电箱电源开关。
2.打开焊机电源开关。
3.转动电流调整手轮,调整焊接电流。
5.焊接作业。
6.焊接工作完成,关闭焊机电源开关和配电箱的电源开关。
7.收好工具,清理现场。
三、紧急情况处理
1.施焊中突然有过大电流冲击或性能显著变劣时,应停机检查。
2.有易燃物被引燃时,因立即停止施焊,关闭电源开关,组织施救。
四、注意事项
1.操作人员持特种作业操作证上岗,按规定穿戴劳动防护用品。
2. 非本岗位操作人员未经批准不得操作本机,任何人不得随意拆掉或放宽安全保护装置等。
3.禁止在盛有可燃性物质的容器上焊接。
4.禁止焊接密封容器或装有气体的气管、槽等。
5.焊接场所不得放置可燃物。
6.禁止在可燃气附近焊接。
7. 移动电焊机时,应切断电源,不得用拖拉电缆的方法移动焊机。
五、故障查询及排除
1.焊条容易粘工件。
1.1适当调大焊接电流
1.2适当调大推力电流
2.箱壳漏电
2.1电源线碰到箱壳应立即消除。
2.2变压器、电抗器电源开关及其他电器元件或接线碰箱壳,应检查消除。
2.3未接接地线或接触不良,应接好地线。
设备参数及配套清单
设备参数及配套清单一.逆变直流电焊机:1.设备参数:共计:30台2.全铜橡胶绝缘多芯软电缆线(电焊线): 规格:50mm2 焊把线:90m 地线:45m 共计:135m3.电焊钳: 规格:500A 数量:30把 共计:30把4.焊机摆放小车:1.小车下带四个万向轮,可锁车。
2.小车带有不高于小车平台800mm 的推手。
3.小车长720*宽400.颜色为蓝色,小车美观,兼顾,耐用。
数量:30台 共计:30台5. 工具橱1,柜体上部双抽屉带锁,下部双开门柜子带锁,美观,坚固,耐用。
2,抽屉采用特制导轨,打开率为90%,承载重量大,抽拉方便,安全可靠。
3,柜体内隔板高低可自由调节可加层。
4,尺寸:长800*深400*高1000厚度1.2颜色:蓝色输入电压 3相 380V±(15~20)% 50~60Hz 额定输入电流 3 4 A 型号zx7-500 额定输入功率 23KW 额定空载电压 65~75V 电流调节范围 I2 25~520A 推力电流调节范围 0~200A 引弧电流调节范围 I2~2I2 额定负载持续率 60% 效率 90% 功率因数 0.95 绝缘等级 F 外壳防护等级 IP21 冷却方式 风冷外形尺寸 698×360×780(mm) 重量58Kg共计:30台设备全部厂家安装调试需购买国家级、自治区技能大赛专用设备二、熔化极二氧化碳保护焊机规格:60mm2地线:45m共计:45m3.二氧化碳(Co2)气瓶共计:30瓶4二氧化碳减压器共计30个5.焊机摆放小车:1.小车下带四个万向轮,可锁车。
2.小车带有不高于小车平台800mm的推手。
3.小车长720*宽400.颜色为蓝色,小车美观,坚固,耐用。
数量:30台共计:30台5.焊条(焊丝)摆放架共计:6组设备全部厂家安装调试需购买国家级、自治区技能大赛专用设备三、直流脉冲氩弧焊机1.设备参数共计:30台2.全铜橡胶绝缘多芯软电缆线(电焊线): 规格:50mm2 焊把线:90m 地线:45m 共计:135m3. 氩气(Ar)气瓶 共计:30瓶4.氩气减压器 共计30个5.焊机摆放小车:输入电压3相 266V-456V 50~60Hz脉冲频率 0.1-500Hz 型号 WSM-400 额定输入功率 17KW 额定空载电压 55~70V 电流调节范围 5~410A 推力电流范围 0~1500A/ms 上坡时间 0.1-99.9s 下坡时间 0.1-99.9s 电焊时间 0.01-99.9s 提前送气时间 0-13s 滞后送气时间 0.1-50s 额定负载持续率 60% 效率 85% 功率因数 0.93 绝缘等级 F 外壳防护等级 IP21S 冷却方式 风冷 外形尺寸 560×300×530(mm)1.小车下带四个万向轮,可锁车。
zx5-250直流电焊机说明书要点说明
ZX5-250晶闸管整流弧焊机□ZX5-315晶闸管整流弧焊机□ZX5-400晶闸管整流弧焊机□ZX5-500晶闸管整流弧焊机□ZX5-630晶闸管整流弧焊机□使用说明书电焊机厂GUANG ZHOU WELDING MACHINE FACTORY注意:在使用设备前必须详细阅读本说明书,并请妥善保管以备将来查用!安全警告危险注意● 请仔细阅读本标签及《使用说明书》,再使用焊机。
● 请有资格者或了解焊机人员进行本机的安装、操作和检验。
● 无关人员请勿进入焊接作业场所。
确认风扇运转正常方可进行焊接危险一旦接触带电部位,会引起致命的电击或灼伤。
● 请勿接触带电部位。
● 由电气人员按规定将焊机与母材接地。
● 安装、检修时,须关闭配电电源。
● 请勿在卸下机壳的情况下使用焊机。
● 请使用干燥的绝缘手套。
注意 焊接产生的烟尘和气体有害健康。
● 请使用局部排气设备及呼吸保护用具。
● 在狭窄场所作业时,请接受监视人员的检查并应充分换气,配用呼吸保护用具。
● 请勿在脱脂、清洗、喷雾作业区焊接。
● 焊接具有镀层或涂层的钢板时,请使用呼吸保护用具。
注意弧光、飞溅、焊渣、噪声会灼伤眼睛、皮肤、引起听觉异常。
● 请使用具有足够遮光度的保护用具。
● 请使用皮手套、长袖工作服、护靴、皮围裙等保护用具。
● 噪声大时,请使用隔音用具。
注意焊接可能引起火灾、爆炸等意外事故。
● 请勿在焊接场所密闭容器,如槽(箱)、管等装置。
● 请在焊接场所设置消防器具,以防万一。
● 请勿在有打磨处理和金属粉尘多的场所安装电焊机。
危险在狭窄场所或高处使用电焊机时,有可能引起电击、灼伤等事故。
● 请按照劳动安全规则,在下述场所设置防触电装置或使用置防触电装置的焊机。
▲ 船舶双层底部、船舱部、锅炉筒体、圆顶部等被导电体包围的狭窄场所。
▲ 有坠落危险的2m 以上的高处,作业者有可能接触到钢筋高导电性接触物的场所。
● 请按有关规则对防触电装置进行作业前检查。
小型家用交流电焊机制作参数

输入电流I1(A)
13.8
输出电流I2(A)
69.3
空载电流I0(A)
1.7
初级线圈直径d1(mm)
2.6
初级线圈截面积S1(mm2)
5.3
次级线圈截面积S2(mm2)
15
焊条直径d(mm)
1.5
【注】:1.表中的数据为编者自制的“小型家用交流电焊机”实测数据;
2.编者自制的“小型家用交流电焊机”,连续使用2小时,电焊机温度为47℃;
小型家用交流ห้องสมุดไป่ตู้焊机制作参数
江苏省泗阳县李口中学沈正中
输入电压U1(V)
220
空载电压U0(V)
50
负载电压U2(V)
42
铁芯截面积S(cm2)
35
每匝伏数e(V/T)
0.8
初级匝数N1(T)
275
次级匝数N2(T)
62.5
输入功率P1(Kw)
3.05
输出功率P2(Kw)
2.91
空载功率P0(W)
374
电焊机基础必学知识点
电焊机基础必学知识点
1. 电焊机的工作原理:电焊机利用电能将电能转化为弧焰热能,通过
电弧来进行金属材料的焊接。
2. 电焊机的组成部分:电焊机主要由电源、焊接电路、电极、电焊机
外壳和控制装置等组成。
3. 电焊机的分类:按照电源类型可分为直流电焊机和交流电焊机;按
照电焊方式可分为手工电焊机和自动电焊机。
4. 电焊机的参数:常见的电焊机参数包括额定功率、电压、电流、焊
接电弧形式、工作周期等。
5. 电焊机的安全注意事项:使用电焊机时需要注意个人防护、工作场
所的安全、电焊机设备的维护等。
6. 电焊机的焊接技术:电焊机焊接技术包括焊接材料的选择、焊接电
流的控制、焊接电弧的操作等。
7. 电焊机的故障排除:电焊机的常见故障包括电源故障、焊接电路故障、电焊机无输出等,需要根据具体情况进行排查和修复。
8. 电焊机的维护保养:定期检查电焊机的电缆、电极、接线、散热器
等部件,并保持设备的清洁和干燥。
9. 电焊机的应用领域:电焊机广泛应用于建筑、机械制造、汽车制造、船舶修理等行业中的金属材料的焊接工作。
焊接设备简介

生产厂家:上海沪工电焊机厂
设备名称规格型电源电压v:380
工作电压v:12-30
钨电极直径mm:1-7
额定焊接电流a:400
焊接电流调节范围a:60-500
氩气流量1/min:25 1/min
冷却水消耗量1/min:1
生产厂家:上海沪工电焊机厂
焊接设备简介
设备名称规格型号
主要技术参数
交流焊机BX3-200-2
电源电压v:380
额定电流A:200
生产厂家:上海电焊机厂
点焊机DN1-16
初级电压v:380
额定初级电流a:81.5
频率hz:50
次级空载电压v:2.5-4.6
最大次级短路电流ka 16
最大焊接功率kva 85
焊接低碳钢板额定厚度mm:3+3
自动气割机C93-100
生产厂家:杭州焊割机械厂
QC11-6/1500剪板机
可剪板厚:3mm
可剪板块:1500mm;
剪切角:30‘—1。30‘;
后档范围:20—600;
主电机功率:7.5KW
WC67K-63/2000折弯机
可折板厚:3—5mm
公称压力:400KN;
可折板块:2000mm;
喉口深度:250mm;
最大厚度mm:4+4
电极臂伸出长度mm 360
重量kg:250
生产厂家:上海中骏焊接设备厂
埋弧焊机MZ-1-630
电源电压v:380
焊接直径mm:φ3-6
焊接速度m/h:15-70
送丝速度m/h:30-120
焊丝盘容量kg 12
焊剂漏门容量l:12
外形尺寸(l×w×h)mm 1010×344×662
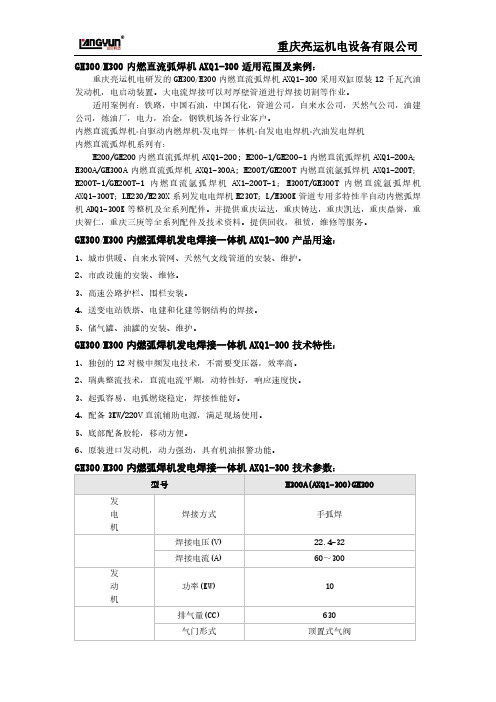
GH300内燃直流弧焊机AXQ1-300功能说明及技术参数
1、城市供暖、自来水管网、天然气支线管道的安装、维护。
2、市政设施的安装、维修。
3、高速公路护栏、围栏安装。
4、送变电站铁塔、电建和化建等钢结构的焊接。
5、储气罐、油罐的安装、维护。
GH300/H300 内燃弧焊机发电焊接一体机 AXQ1-300 技术特性:
1、独创的 12 对极中频发电技术,不需要变压器,效率高。
2、瑞典整流技术,直流电流平顺,动特性好,响应速度快。
3、起弧容易,电弧燃烧稳定,焊接性能好。
4、配备 3KW/220V 直流辅助电源,满足现场使用。
5、底部配备胶轮,移动方便。
6、原装进口发动机,动力强劲,具有机油报警功能。
GH300/H300 内燃弧焊机发电焊接一体机 AXQ1-300 技术参数:
无缝结构一体化
110
H200/GH200 内燃直流弧焊机 AXQ1-200; H200-1/GH200-1 内燃直流弧焊机 AXQ1-200A; H300A/GH300A 内燃直流弧焊机 AXQ1-300A; H200T/GH200T 内燃直流氩弧焊机 AXQ1-200T; H200T-1/GH200T-1 内 燃 直 流 氩 弧 焊 机 AX1-200T-1 ; H300T/GH300T 内 燃 直 流 氩 弧 焊 机 AXQ1-300T;LH230/H230X 系列发电电焊机 H230T;L/H300K 管道专用多特性半自动内燃弧焊 机 ADQ1-300K 等整机及全系列配件。并提供重庆运达,重庆铸达,重庆凯达,重庆鼎誉,重 庆智仁,重庆三庚等全系列配件及技术资料。提供回收,租赁,维修等服务。
重庆亮运机电设备有限公司
zx5-250直流电焊机说明书要点说明
ZX5-250晶闸管整流弧焊机□ZX5-315晶闸管整流弧焊机□ZX5-400晶闸管整流弧焊机□ZX5-500晶闸管整流弧焊机□ZX5-630晶闸管整流弧焊机□使用说明书电焊机厂GUANG ZHOU WELDING MACHINE FACTORY注意:在使用设备前必须详细阅读本说明书,并请妥善保管以备将来查用!安全警告危险注意● 请仔细阅读本标签及《使用说明书》,再使用焊机。
● 请有资格者或了解焊机人员进行本机的安装、操作和检验。
● 无关人员请勿进入焊接作业场所。
确认风扇运转正常方可进行焊接危险一旦接触带电部位,会引起致命的电击或灼伤。
● 请勿接触带电部位。
● 由电气人员按规定将焊机与母材接地。
● 安装、检修时,须关闭配电电源。
● 请勿在卸下机壳的情况下使用焊机。
● 请使用干燥的绝缘手套。
注意 焊接产生的烟尘和气体有害健康。
● 请使用局部排气设备及呼吸保护用具。
● 在狭窄场所作业时,请接受监视人员的检查并应充分换气,配用呼吸保护用具。
● 请勿在脱脂、清洗、喷雾作业区焊接。
● 焊接具有镀层或涂层的钢板时,请使用呼吸保护用具。
注意弧光、飞溅、焊渣、噪声会灼伤眼睛、皮肤、引起听觉异常。
● 请使用具有足够遮光度的保护用具。
● 请使用皮手套、长袖工作服、护靴、皮围裙等保护用具。
● 噪声大时,请使用隔音用具。
注意焊接可能引起火灾、爆炸等意外事故。
● 请勿在焊接场所密闭容器,如槽(箱)、管等装置。
● 请在焊接场所设置消防器具,以防万一。
● 请勿在有打磨处理和金属粉尘多的场所安装电焊机。
危险在狭窄场所或高处使用电焊机时,有可能引起电击、灼伤等事故。
● 请按照劳动安全规则,在下述场所设置防触电装置或使用置防触电装置的焊机。
▲ 船舶双层底部、船舱部、锅炉筒体、圆顶部等被导电体包围的狭窄场所。
▲ 有坠落危险的2m 以上的高处,作业者有可能接触到钢筋高导电性接触物的场所。
● 请按有关规则对防触电装置进行作业前检查。