油漆调配方法
油漆调漆方法
油漆调漆方法
油漆调漆方法如下:
1.准备好所需颜色的油漆颜料:首先要确定需要调配的颜色,选择好对应的颜料。
如果是调混合色,可以混合原色或几种颜色,具体看需要调配的颜色。
2.准备好调配器具:需要一个涂料桶或者打蜡桶充当调配器具,建议使用专业的搅拌板和搅拌器,特别是调配颜色比较复杂时。
3.按照比例将颜料加入调配器具:根据颜料配比要求,将需要的颜料依次加入调配器具。
4.搅拌:将油漆颜料与稀释剂等按照一定比例加入调匀,需要充分搅拌均匀,建议使用搅拌器搅拌,对于非常粘稠的油漆需要搅拌得更充分。
5.试调:按照需要颜色的确定,在白板上调制出一点油漆颜色,要注意颜色深浅和饱和度是否符合预期。
6.校正:如果不符合预期需要重新调整颜色,可以逐渐增加或减少不同颜料的添加量,配比再次进行校正。
7.调好后过滤:将调好的颜料过滤一遍,以去除颜料中的杂质,提高油漆的均匀性和美观度。
注意事项:
1.调配的油漆要保持一定的配比,否则颜色不均,甚至出现色差。
2.不同品牌的油漆颜料的颜色和质地差异较大,要谨慎调配。
3.调配时,要注意测量工具的准确性,建议使用专业计量器具。
4.在调配油漆的过程中要注意个人安全,戴好手套、口罩等防护用品。
油漆调配作业指导书

油漆调配作业指导书操作方法/注意事项:一、操作方法1、油漆公司送来的每批油漆,由调油员先按其提供的配比试调半公斤给喷油工先试喷几块板,干透后经油漆主任检验合格方可批量调配使用。
2、每天调配油漆之前,先观察当天的温度与湿度表,再根据下列配油比例调配油漆:PU特清底配比:1:0.3-0.6:0.5-0.8 (主漆:固化剂:稀释水) 重量比PU白底配比:1:0.20-1:0.1-0.5 (主漆:固化剂:稀释水) 重量比PE透明底配比:100:0.7-2.5:0.8-3.0:0.25-0.45 (主漆:兰水:白水:稀释水) 体积比PE白底配比: 100:0.7-2.5:0.8-3.0:0.25-0.5 (主漆:兰水:白水:稀释水) 体积比PU面油配比: 1:0.4-0.8:0.5-1.2 (主漆:固化剂:稀释水) 重量比3、调油员每天调油前填写油漆生产工艺记录表,调油后每天登记油漆成本核算明细表月底上交材料仓主管或产品经理。
4、定期整理空油漆桶,维持磅称、调油房的清洁。
二、注意事项1、下例情况停止油漆调配工作:a、温度大于或等于37℃;b、温度小于或等于3℃;c、湿度大于或等于90%;d、相对湿度小于或等于10%;2、配PE油漆时兰水与白水不能直接混合应按以下方法操作:方法一:首先称量好主漆,然后依次加入PE稀释水、兰水,均匀搅拌、待施工时,按配比加入白水搅均后喷涂。
方法二:将主漆称量至两个桶内(等量),然后,将兰水和白水称量好分别加入两个桶搅拌至均匀,待施工时,两种混合漆各半搅匀后喷涂。
3、调配油漆要适量,PE漆在加入兰水、白水后操作员工应在15分钟内用完;PU漆在加入固化剂后,操作员工应在4小时内用完。
4、调油员必须按油漆厂家规定,工艺配套调配,不能与其它厂家油混合调配使。
油漆的调配

油漆的调配出厂的油漆大多数是基本色,有时不能满足设计施工的要求,这时需要进行调配。
调配油漆时,必须注意不同性质的油漆不能互相配兑,否则会引起离析、沉淀、浮色,甚至报废,造成浪费。
一、颜色的调配要根据设计要求,先配制各种颜色样板,经研究后才能开始配料。
用红、黄、蓝、白、黑这五种基本颜色可以调配出各种颜色。
其中,红、黄、蓝为三原色,两种原色混合就可得到复色。
从图中颜料拼色法可以知道蓝黄相加成绿,黄红相加成橙,红蓝相加成紫,红、黄、蓝相加可成黑色。
从下图中可以知道更多的颜料配色关系,实线所指为三原色,虚线三角所指为相邻两种原色相加而配得的复色。
其中黄色是最浅的,紫色是最深的。
一定比例的黄色加紫色,或蓝色加橙色,或绿色加红色即形成灰色,红色、黄色、蓝色加在一起就形成黑色。
从三种原色的相互混合来看,改变它们相互的用量,所得颜色还要多。
现将油漆的各种颜色组合排列如下,其中前列者为主色,后列者为次色、副色。
调配各种颜色时,应把次、副色加入主色内,而不是相反。
奶油色:白98份,黄2份。
奶黄色:白96.5份,黄3.5份,红微量。
灰色:白93.5份,黑6.5份。
蓝灰色:白90份,黑7.5份、蓝2.5份。
绿色:蓝55份,黄45份。
墨绿色:蓝56份,黄37份,黑7份。
豆绿色:白75份,黄15份,蓝10份。
天蓝色:白95份,蓝4.5份,黄0.5份。
海蓝色:白75份,蓝24.5份,黄0.5份。
紫红色:红85份,黑14.5份,蓝0.5份。
棕色:红62份,黄30份,黑8份。
肉红色:白92.75份,红3.5份,黄3.5份,蓝0.25份。
粉红色:白96.5份,红3.5份。
二、常用油漆品种的调配(一)配清油自配清油与工厂的成品清油不同,工厂成品清油是干性油熬炼而成,而自配清油是以熟桐油为主,经稀释(冬季还要加催干剂)而成,它主要用于木材打底,调配时,根据清油所需的稠度和颜色,将一定数量的颜料、熟桐油、松香水(或汽油)拌和在一起,用80目的铜丝罗过滤后即可使用。
调油漆的方法和比例

调油漆的方法和比例
调和油漆的方法和比例取决于使用的油漆类型。
下面是一些常见的油漆类型和它们的调配方法和比例:
1. 水性涂料:
- 方法:先搅拌涂料罐,确保颜料均匀混合。
然后根据需要添加清水或稀释剂,搅拌均匀。
- 比例:一般情况下,根据涂料配方和所需的施工效果,在涂料罐上会标明建议的稀释比例。
按照比例添加清水或稀释剂。
2. 油基涂料:
- 方法:先搅拌涂料罐,确保颜料均匀混合。
然后根据需要添加矿物灵或稀释剂,搅拌均匀。
- 比例:一般情况下,矿物灵或稀释剂的添加比例是根据涂料品牌和涂布方式来确定的。
根据涂料罐上的指示,按照比例添加矿物灵或稀释剂。
3. 酯类涂料:
- 方法:先搅拌涂料罐,确保颜料均匀混合。
然后逐步添加酯类稀释剂,搅拌均匀。
- 比例:酯类涂料使用时一般不建议稀释,但如果需要稀释,可以根据需要逐步添加酯类稀释剂,直到达到所需的施工效果。
请注意,涂料的调配方法和比例可因涂料品牌、类型和施工方式的不同而有所不同。
因此,在使用涂料之前,最好参考涂料罐上的指示或与涂料供应商咨询,以获得最准确的调配指导。
油漆调色配方口诀

油漆调色配方口诀
1.基础色调配:深浅明暗接近。
这句口诀的意思是基础调配时,颜色的深浅明暗要与原色接近。
这样
可以保持调配后的颜色与原色的相似度高,不会出现明显的色差。
2.黄色配调红蓝亮,红蓝亮蓝草绿。
这句口诀是指在调配黄色时,需要加入红色和蓝色来调整亮度,而红
色和蓝色的调配又需要参考蓝草绿色。
这样可以得到更接近黄色的调配颜色。
3.绿色调配补红黄,增白黄黑增青蓝。
这句口诀是指在调配绿色时,需要加入红色和黄色来补充颜色,提高
鲜艳度。
而增白时,需要加入黄色和黑色来调整明暗度,并增加青蓝色来
增加颜色的透明感。
4.蓝色调配少加红,增白先红后黄红。
这句口诀是指在调配蓝色时,需要少量加入红色来调整颜色的冷暖度。
而在增白时,先加入红色再加入黄色红色,这样可以使调配的颜色更加晶
莹剔透。
5.红色调配活用黄,增白黄红与红黄。
这句口诀是指在调配红色时,需要活用黄色来提亮饱和度。
在增白时,需要加入黄色和红色,并根据需要加入红黄色来调整调配的颜色。
需要注意的是,以上口诀只是提供了一些调配油漆时的常用经验,实
际调色时还需要根据具体情况进行调整,并结合色彩理论和实验来确定最
佳的配方。
此外,还可以通过使用色卡等工具来辅助调色,避免出现色差。
同时,不同品牌和不同颜色的油漆调配配方也有所不同,可以进一步参考产品说
明书和经验数据来进行调配。
油漆调配方法

油漆调配方法1. 1 手工调色法手工调色法是一种最简单、最基本的调色方法。
该方法无需专用设备, 但要求操作者具有相关的色彩知识和一定的操作技能。
相关的色彩知识尽管颜色的种类很多, 人们用肉眼可以识别的颜色种类近30 万种, 但每一种颜色都具有三种显著的特性, 又称为色彩的三属性( 或色彩的三要素) : 色相( 也称色调) 、明度( 也称亮度) 、彩度( 也称饱和度、色度) ; 且任何一种颜色色相和彩度是由红、黄、蓝三原色调配确定, 而明度则用黑色和白色进行调整。
如图1, 等量的红色与黄色混合调配成橙色; 等量的黄色与蓝色混合调配成绿色; 等量的蓝色与红色混合调配成紫色; 红色、黄色和蓝色中分别加入一定量的白色可调配粉红、浅红, 浅蓝、浅天蓝、浅黄、奶黄、蛋黄、牙黄等深浅不一的多种颜色[ 1 ] 。
因此手工调色法必须具备以上相关的配色知识, 才有可能进行颜色的调配。
颜色的确认对于任何一种拟调配的“子色” , 首先应将涂膜标准色卡或样板色、实物色置于光线充足的地方, 或标准光源下, 以辨认出涂料颜色中的主色和辅色, 即该色样主要由哪几种颜色调制而成的, 大致配比如何, 是否需用黑色或白色进行颜色明度调整等基本情况。
配色前的准备根据以上对颜色的确认, 准备同种类、一定数量的各种“母色”涂料, 同时准备配色的各种器具, 以及制作小样的白铁皮或玻璃板等, 并清洗各器具, 使其保持清洁状态。
小样调配打开各颜色的涂料桶, 用调色棒反复搅匀, 先取主色涂料液数滴, 滴于桶盖或白铁皮、玻璃板上, 再依主次顺序, 用同样方法滴取其他颜色的涂料, 对照样板色, 边加边搅拌, 直到调配出所需的“子色” , 可多次配小样。
在调配过程中, 应确认各色用量比, 且注意是否有结块、浮色等不良现象。
颜色的调配依据小样调配大致质量比, 计算出各“母色”涂料的大致用量, 先将50% 主色涂料倒入调色桶中, 依次加各辅色计算用量的50% , 反复搅匀后, 制作涂料色样板, 待溶剂挥发、浮色现象稳定后, 再与原色样对比。
调油漆的方法和比例
调油漆的方法和比例
调油漆是将不同颜色的油漆按照一定的比例混合在一起,以达到所需要的颜色效果。
下面是调油漆的一些基本方法和比例。
一、基本方法
1.混合前要先将油漆充分搅拌均匀,将其中的沉淀物搅拌匀后再混合。
2.要按照比例逐渐混合,搅拌均匀后再加入下一种颜色。
3.混合后要进行小样板测试,以检查颜色是否符合要求,并根据需要进行调整。
二、基本比例
1.混合红色和黄色,可以得到橙色。
比例为2:1或3:1。
2.混合黄色和蓝色,可以得到绿色。
比例为2:1或3:1。
3.混合红色和蓝色,可以得到紫色。
比例为1:1或2:1。
4.混合黑色和白色,可以得到灰色。
比例根据需要调整。
5.混合不同颜色的油漆时,应该注意混合的色调要相近,否则会出现色差。
三、调整方法
1.加入更多的白色油漆可以使颜色变淡。
2.加入更多的黑色油漆可以使颜色变暗。
3.加入适量的中性色可以中和过于鲜艳或过于深暗的颜色。
4.加入适量的互补色可以平衡颜色的色调,使其更加和谐。
总之,调制油漆是一个循序渐进的过程,需要不断地试错、调整,最终达到所要求的颜色效果。
油漆的调色方法范文

油漆的调色方法范文物理调色方法是通过混合不同颜色的油漆来得到所需的颜色。
以下是常见的物理调色方法:1.直接混合法:直接将两种颜色的油漆按照一定比例混合在一起,搅拌均匀即可得到所需的颜色。
这种方法简单易行,适用于颜色相近的混合。
2.等量混合法:将不同颜色的油漆按照相等的比例混合在一起,搅拌均匀。
这种方法适用于需要中间颜色的调配。
3.梯级混合法:以一种颜色为基调,逐渐混合少量的另一种颜色,使颜色呈现逐渐变化的效果。
这种方法适用于需要渐变效果的调配,如用于绘画或墙面装饰。
4.拼板混合法:将不同颜色的油漆铺在拼板上,使用刮刀或刷子将颜色调试均匀,然后取拼板上的调色样本。
这种方法适用于需要精确配色的调配。
5.混合调色法:将两种或多种颜色的油漆倒入一个容器中,使用搅拌棒或搅拌器搅拌均匀,得到所需的颜色。
这种方法适用于调配大量颜色一致的油漆。
化学调色方法主要是通过添加颜色调合剂来改变油漆的颜色。
以下是常见的化学调色方法:1.添加色浆法:将颜料与稀释剂混合,制成浓缩的色浆。
然后将色浆加入适量的油漆中,搅拌均匀。
这种方法适用于需要大面积调色的场合。
2.添加颜色粉末法:将颜色粉末与油漆混合,搅拌均匀。
这种方法适用于需要精确配色的场合。
3.添加颜色颗粒法:将颜色颗粒添加到油漆中,搅拌均匀。
这种方法适用于需要颗粒状颜色的调配。
请注意,进行油漆调色时,应先进行小样调色,以确定所需颜色,并保持调色比例的准确。
此外,调色时还可借助调色板、调色机等专业工具,并参照色彩理论和相关配色方案,以达到满意的效果。
油漆的调配方法(一)
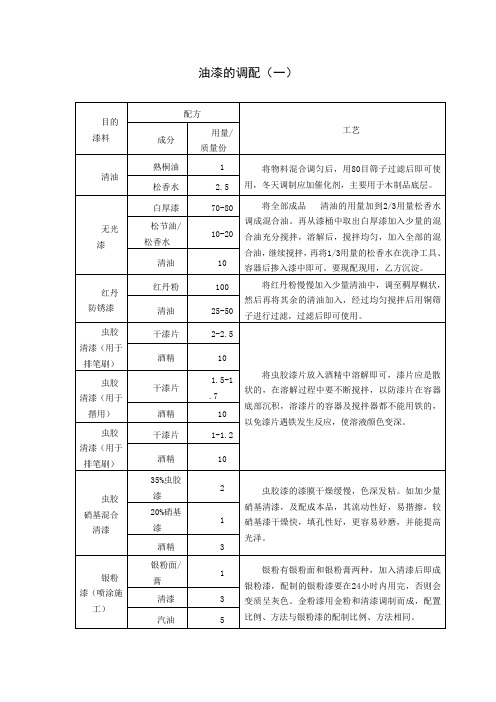
油漆的调配(一)目的漆料 配方 工艺 成分用量/质量份 清油熟桐油1 将物料混合调匀后,用80目筛子过滤后即可使用,冬天调制应加催化剂,主要用于木制品底层。
松香水2.5 无光漆 白厚漆70-80 将全部成品 清油的用量加到2/3用量松香水调成混合油。
再从漆桶中取出白厚漆加入少量的混合油充分搅拌,溶解后,搅拌均匀,加入全部的混合油,继续搅拌,再将1/3用量的松香水在洗净工具、容器后掺入漆中即可。
要现配现用,乙方沉淀。
松节油/松香水10-20 清油10 红丹防锈漆红丹粉 100 将红丹粉慢慢加入少量清油中,调至稠厚糊状,然后再将其余的清油加入,经过均匀搅拌后用铜筛子进行过滤,过滤后即可使用。
清油 25-50 虫胶清漆(用于排笔刷)干漆片 2-2.5 将虫胶漆片放入酒精中溶解即可,漆片应是散状的,在溶解过程中要不断搅拌,以防漆片在容器底部沉积,溶漆片的容器及搅拌器都不能用铁的,以免漆片遇铁发生反应,使溶液颜色变深。
酒精 10 虫胶清漆(用于揩用)干漆片 1.5-1.7 酒精 10 虫胶清漆(用于排笔刷) 干漆片 1-1.2 酒精10 虫胶硝基混合清漆 35%虫胶漆 2 虫胶漆的漆膜干燥缓慢,色深发粘。
如加少量硝基清漆,及配成本品,其流动性好,易揩擦,较硝基漆干燥快,填孔性好,更容易砂磨,并能提高光泽。
20%硝基漆1 酒精3 银粉漆(喷涂施工)银粉面/膏 1 银粉有银粉面和银粉膏两种,加入清漆后即成银粉漆,配制的银粉漆要在24小时内用完,否则会变质呈灰色。
金粉漆用金粉和清漆调制而成,配置比例、方法与银粉漆的配制比例、方法相同。
清漆 3 汽油 5银粉漆(刷用)银粉面/膏1清漆 3汽油 4中国新型涂料网。
油漆颜色的调配
油漆颜色的调配成品油漆的色调虽然多种多样,但在装饰施工中仍不能满足设计和使用的要求,需要自己来调配颜色。
调配颜色的依据有两个:一个是按文字或口头要求调配的颜色,这对油工来说这种形式比较方便容易。
但颜色选择则非常重要,如果颜色选用不适宜,配色的效果不会理想。
比如调配中绿色,任何黄色和蓝色都可调配成中绿色,但只有在黄色和蓝色纯度较好的情况下调的中绿色才比较纯正鲜艳。
另一个是按样板要求进行调配,要求高,技术性强,不是一般油工能轻易做到的。
主要靠实践经验,并与颜色色板进行对照,识别出色板的颜色是由哪几种单色组成,各单色的比例大致是多少,然后用同品种的涂料进行试配。
经设计和建设单位认可后,并用与样板相同或相近的涂装方法,涂饰上与样板一样的颜色。
油漆颜色的调配方法及注意事项如下:(1) 试配小样。
首先确定油漆样板或样品内含多少种颜色的复色漆,再估算其参加配色的各种色漆的重量,作为调配大样的依据。
测重的简便方法是:将用于配色的两种以上的色漆分别装入容器巾,光秤其毛重,调色完成后再秤——次,两次秤量之差,即求得用于配色的各种色漆的重量。
(2) 配色时,应先加入主色漆(使用量大,对着色影响不大的色漆) ,再以着色力较强的色漆为副色,慢慢地、断续地加入主色漆内,并不断搅拌。
对照样板或样品,随时观察,调调看看。
一定要耐心地调配,才能调山符合要求的颜色。
例如配制米黄色漆,应先把白色漆倒人容器内,然后慢慢地加入黄色漆,不断地搅拌,直到颜色符合要求为止。
调配天蓝色漆,也是要先将白色漆调人容器内,再逐渐加入蓝色漆直到满意为止。
(3) 配色时必须考虑到,色漆在湿时色浅,干了以后颜色就会转深。
因此在配色过程中,湿漆的颜色要比样板上的油漆颜色略淡一些,事先应了解某种原色在复色漆中的漂浮程度以及漆料的变化情况。
(4) 调色时,还应注意添加一些辅助材料如催化剂、固化剂、清漆、稀释剂等。
如果是在冬天,气温低需加催干剂时,应先把催干剂加入再开始调配,否则会影响色调。
油漆调配方法

油漆调配方法
油漆调配是一项重要的技术活动,它不仅是为了满足不同客户的需求,也是为
了保证油漆的质量和使用效果。
正确的油漆调配方法可以帮助我们获得所需的颜色和性能,提高工作效率,减少浪费。
下面将介绍一些常见的油漆调配方法和注意事项。
首先,选择合适的颜料和基料是油漆调配的关键。
颜料的选择应该考虑到所需
要的颜色、光泽度和耐久性等因素,而基料的选择则应该根据所需的油漆种类和使用环境来确定。
其次,正确的配比是保证油漆质量的关键。
在进行油漆调配时,应该严格按照
配方要求进行配比,避免过量或不足,以免影响油漆的颜色和性能。
另外,搅拌均匀也是油漆调配过程中需要注意的问题。
在将颜料和基料混合后,应该进行充分的搅拌,确保颜料和基料充分融合,避免出现颜色不均匀或沉淀的情况。
此外,注意调配环境和工具的清洁也是很重要的。
在进行油漆调配时,应该选
择干净整洁的环境,并确保使用的容器和搅拌工具都是干净的,以免杂质和污染影响油漆的质量。
最后,进行必要的测试和调整也是油漆调配过程中的一项重要工作。
在完成油
漆调配后,应该进行必要的颜色和性能测试,根据测试结果进行必要的调整,以确保油漆符合要求。
总之,油漆调配是一项技术活动,需要我们在选择材料、配比、搅拌、环境和
测试等方面都要非常注意,只有这样才能获得高质量的油漆,满足客户的需求。
希望以上介绍的油漆调配方法和注意事项能够对大家有所帮助。
油漆的调配方法和色彩

油漆的调配方法和色彩油漆的色彩有七样,它们分别是红色、橙色、黄色、绿色、蓝色、紫色等各种色彩,但是颜色尽管有不同,而最基本的只有3样,它们分别是红色、黄色、绿色,通常叫原色,两种原色的混合是间色,丙间色相混合或3原色不等量相混合所产生的色彩叫复色;它们的关系是如下表格:调色变色补色红色蓝紫黄蓝和黄绿红黄和红橙蓝调色成色补色红和蓝紫色黄蓝和黄绿色红黄和红橙色蓝紫和绿橵槛色橙绿和橙柠檬色紫橙和紫赤褐色绿原色和复色如用白色充淡,又可以调节为浅红、粉红、浅蓝、天蓝;等到深浅不同的色彩。
如加入不同分量的黑色。
又可以高出棕、灰、褐色。
黑绿等到明度不同的各项颜色。
因此白色和黑色又叫消色,为了大家调色可以参照此表格前面我们说了颜色,现在就说说色漆的调配,注意事项;有色盲的人不能调配油漆而且要在自然光昭下配色,油漆的配色是要按样板的颜色进行,先试配小样,在对昭样板,确定内有几种颜色的复色漆,然后把这几种颜色漆分别装在罐中,先称毛重,再用它调色,配色完工后在称一次,这丙次称量之差,就是参加配色各种色漆的重量,作为调配大样的时的参考,在配色的过程中,参加配色的色漆要慢慢地加入,不停的搅动随时察看不要使它过多,由浅到深直到配准为止。
详见下表:红色漆黄色漆蓝色漆白色漆黑色漆粉红 2.4 97.6桔色8.2 91.8枣红70.75 24.57 4.68淡棕20 69.8 10.2铁红72.4 16.4 11.2逆色72 11 14 3紫色93.8 6.4国防绿8.4 60.1 8.5 13 10解放绿27 22.9 41.6 9.2 23.6蓝灰色12.84 73.35 13.81奶油色 1 4 95浅驼色 3.6 20.81 70 5.52灰绿色 5 2 91 2豆绿色10 3 87天蓝色 4.6 95.4湖绿色 6.06 3.04 90.9淡湖绿22.17 10.62 60.21浅灰色0.94 94.1 4.96中灰色 1.35 89.62 9.03在调配各种油漆时应注意以下要点:1.在调配复色漆时,要选性能相同的涂料相配。
油漆调配方法

油漆调配方法油漆调配是指根据需要,将不同颜色的油漆按照一定的比例混合在一起,以达到所需的颜色和效果。
正确的油漆调配方法可以保证涂刷出的颜色均匀、饱满,同时也能提高油漆的遮盖力和耐久性。
下面将介绍一些常见的油漆调配方法,希望能对大家有所帮助。
首先,选择合适的颜色。
在进行油漆调配之前,需要明确所需的颜色。
可以使用色卡或者色板来确定目标颜色的色号,然后选择相应的颜料进行调配。
其次,准备好所需的颜料和工具。
在进行油漆调配时,需要准备好各种颜色的颜料,以及调色板、调色刀、量杯等工具。
确保颜料的质量良好,颜色稳定,不易褪色。
接下来,按照比例混合颜料。
根据所需颜色的色号和比例,在调色板上依次挤出各种颜料,然后使用调色刀将它们混合均匀。
在混合颜料时,可以先将主色调混合好,再逐渐加入其他颜色,直到达到所需的色彩效果。
然后,进行调试和修正。
混合好颜料之后,可以在一块白色的试板上进行调试,看看混合的颜色是否符合要求。
如果需要调整,可以继续添加颜料进行修正,直到达到满意的效果为止。
最后,密封保存调配好的颜料。
在使用完毕后,将剩余的调配好的颜料倒入密封的容器中,避免颜料被氧化和蒸发。
同时在容器上标明颜色和配方,以便日后需要时能够准确复制出相同的颜色。
总之,油漆调配是一项需要技巧和经验的工作。
只有掌握了正确的方法和技巧,才能够调配出理想的颜色效果。
希望以上介绍的油漆调配方法能够对大家有所帮助,祝大家在工作中取得好的成果。
配油漆的步骤

配油漆的步骤如下:1.准备工具和材料:需要准备一些小型器皿、天平、玻璃板、调色浆、色漆、主色漆、辅助剂(如清漆、固化剂、干燥剂等)、调色桶、搅拌棒等。
2.清洗和干燥器皿:将所有的器皿清洗干净,并保持表面干燥状态。
3.功能检验:对天平进行功能检验,确保其功能正常有效。
4.色彩分析:根据样板上颜色的色彩构成比分析,确定需要使用的色漆种类和比例。
5.放置色漆:将不同的颜色分别放置在各自器皿中。
6.搅拌色漆:以玻璃棒取主色油漆数滴,滴在玻璃板上,然后按照次序,以相同模式蘸取别的色漆滴入并进行搅拌,直到玻璃板上的颜色跟样漆达到一致。
7.记录用量:在配色的过程中,要注意记录不同颜色油漆的各自用量。
8.调配颜色:在颜色大致调配到跟样本颜色一致情况下,按照玻璃板上不同颜色油漆的用量配比,统计出要获得样本颜色,所有不同色油漆所需要的具体占比情况。
9.计算需要量:按照各自颜色的占比,计算样本油漆的需要量。
10.称量色漆:分别称量不同颜色油漆。
11.混合搅拌:将不同色彩的油漆掉入调色桶进行搅拌,搅匀后在玻璃板上进行涂刷,晾干。
12.比对颜色:跟样本颜色实施比对,如果颜色有差异,需要再次调整色漆的比例,重复以上步骤,直到颜色完全一致。
需要注意的是,调色时颜色浅,但在晾干后颜色就会相对变深,因此,湿漆的颜色应该比样板上的颜色略淡。
此外,调色时还可以适当加一些辅助剂,如清漆、固化剂、干燥剂等,以改善油漆的性能和效果。
在冬天调色时,需要先在容器内加入干燥剂再进行配色,以免影响最终效果。
以上配油漆的步骤供您参考,具体步骤可能会因油漆的种类、品牌、用途等而有所不同,建议在实际操作前仔细阅读产品说明书,并遵循相关安全操作规范。
油漆24种颜色调配大全

油漆24种颜色调配大全
油漆调色配方大全如下:
1、红+黄=橙-少黄+多红=深橙-少红+多黄=浅黄。
2、红+蓝=紫-少蓝+多红=紫+多红=玫瑰红。
3、黄+蓝=绿-少黄+多蓝=深蓝-少蓝+多黄=浅绿。
4、红+黄+少蓝=棕色-红+黄+蓝=灰黑色。
5、红+蓝=紫+白=浅紫。
6、黄+少红=黄+白=黄+红=深黄-黄+白=奶绿。
7、红+黄+少蓝+白=浅棕-红+黄+蓝=灰黑色+多白=浅灰。
8、黄+蓝=绿+蓝=蓝绿。
9、红+蓝=紫+红+白=玫瑰粉。
10、少红+白=粉红。
油漆颜色调配配方大全尽量不超过三种以上的颜色。
调色时尽量不要选择超过三种以上的色漆。
在原色基础上,加入适星白色,可以降低饱和度(即深浅不同的颜色);加入适量黑色,明度会发生深浅变化(即亮度不同的颜色);选用红黄蓝三原色,经过一定比例混合可获得不同的中间色(即色调不同的颜色)。
油漆调配工艺

西安华捷奥海新材料有限公司工程文件一、涂装工艺1、涂装采用挤涂工艺,但必须满足防腐层结构和厚度要求。
2、第一道底漆涂装应在表面处理完毕后4小时内进行。
3、各组分漆料在配制前应充分搅拌均匀,并由专人按涂料生产厂家所规定的比例配制。
4、涂装方法及操作程序严格按照涂料生产厂家说明书要求进行,每道漆涂装的间隔时间不得超过厂家所推荐的时间范围。
5、涂层施工完工后,应对涂层进行养护,48小时内必须采取适当的措施保证涂层不遇水, 对于内涂层需完全固化并养护7天以上后方可投入使用。
二、油漆的调配1、每道油漆施工时,需将A组份和B组份按照5:1(重量比)的比例调配好,加入适量稀释剂,并搅拌均匀。
待熟化20分钟后再进行涂装施工。
2、调配好的油漆需在4小时之内使用完,以免因为油漆固化影响漆膜性能。
三、环境控制1、表面处理和涂漆施工过程中,要进行环境控制,以获得最佳的涂装质量。
环境控制主要包括温度、相对湿度和露点。
2、在最终喷砂处理和涂漆过程,以及漆膜固化过程中,空气相对湿度要求低于85%,底材温度须高于露点温度3℃以上。
3、通常施工中环境温度必须大于10℃,钢材表面温度不得超过45℃,最好控制在15℃~30℃。
钢材表面温度如果高于30℃,应避免成膜不良和干喷。
四、质量控制1、湿膜厚度控制,施工人员在涂装过程中可通过湿膜卡来检测调节每道油漆的湿膜厚度,从而控制涂层的总干膜厚度。
2、干膜厚度控制,每道涂层及最终涂层须用电子式干膜测厚仪进行干膜厚度的检测。
膜厚不足时须按要求进行修补直到达到规定的干膜厚度。
3、漆膜外观,漆膜表面不能有漏涂、流挂、针孔、气泡、厚度不匀等异常情况,如有发现须及时进行修补。
第1 页。
油漆调漆方法范文

油漆调漆方法范文油漆调配是将不同颜色的油漆按一定比例混合,以达到调节颜色的目的。
油漆调配有很多方法,下面将介绍一种常用的调配方法。
首先,我们需要准备以下工具和材料:主要颜色的油漆、副色油漆、称量器、容器、搅拌棒、均色机和调色计。
1.选择主要颜色:根据需要调配的颜色,选择能够得到该颜色的主要颜色。
主要颜色是指调配过程中占比较大的颜色,对最终颜色起主导作用的颜色。
比如,如果需要调配一种绿色,可以选择黄色和蓝色作为主要颜色。
2.准备副色:根据调配所需颜色的特点,选择能够调节主要颜色的副色。
副色是用来改变主要颜色的色调、明度或饱和度的颜色。
3.称量主要颜色:按照预先设定的配方,将所需的主要颜色按比例称取,并放入容器中。
4.称量副色:根据预先设定的配方,将所需的副色按比例称取,并放入另一个容器中。
5.将主要颜色和副色倒入均色机:将称量好的主要颜色和副色分别倒入均色机的不同槽中。
6.调色:根据颜色配方,使用调色计来调节均色机中的颜色。
调色计是一种可以读取和调节颜色的仪器。
通过移动调色计上的各种调节杆,可以实现对颜色的微调。
7.搅拌:使用搅拌棒将均色机中的颜色搅拌均匀,确保所调配的色漆达到所需的颜色效果。
8.检验:将调配好的颜色油漆取样涂在试板上,待油漆干燥后,用光谱仪或肉眼对比,确认颜色是否符合要求。
如果颜色还有差异,可以再次进行微调。
9.标记配方:如果调配的颜色完全符合要求,可以将配方记录下来,并在油漆桶上标明颜色编号,以备将来使用。
总结:油漆调配是一项需要精确操作和专业知识的技术活动。
在调配油漆时,需按照配方和比例来称取和混合颜色油漆,通过调色计的精确读数和调节,得到所需的颜色。
在操作过程中,应注意保持环境的清洁和安全,以及油漆配方的准确性。
希望以上的介绍能对您了解油漆调配方法有所帮助。
油漆调色配方

油漆调色配方
油漆调色配方是根据所需颜色的色彩值来调配的。
以下是一般的油漆调色配方的步骤:
1. 确定所需颜色的色彩值,可以使用调色板软件或者色彩检测仪来获取。
2. 准备好基础颜色的油漆,通常有红、黄、蓝、黑、白五种基本颜色。
3. 根据所需颜色的色彩值,将基础颜色油漆按比例混合。
4. 首先,用白色油漆调亮,根据需要逐渐加入适量的白色油漆,直到达到所需亮度。
5. 其次,用黑色油漆调暗,根据需要逐渐加入适量的黑色油漆,直到达到所需暗度。
6. 最后,根据所需颜色的调和比例,逐步加入红、黄、蓝三种基本颜色油漆,调整至所需颜色。
7. 不断混合和调整颜色,直到达到满意的配色效果。
需要注意的是,由于不同品牌和类型的油漆可能会有不同的配色方式和效果,所以最好根据油漆产品的使用说明书来调色。
另外,调色时要谨慎操作,可以准备一些备用的颜料和涂板,以便于调整和纠正。
最后,鉴于调色需要一定的经验和技巧,
初学者可以参考一些专业的油漆调色指南或者向专业的调色师咨询。
涂料调配操作规程

涂料调配操作规程引言概述:涂料调配是涂料生产过程中非常重要的环节,涂料调配操作规程的制定和执行对于保障涂料生产质量、提高生产效率具有重要意义。
本文将详细介绍涂料调配操作规程的内容和要点。
一、原料准备阶段1.1 仔细核对原料清单:在进行涂料调配前,首先要核对原料清单,确保所有需要的原料都已准备齐全。
1.2 原料称量:根据配方要求,准确称量每种原料,确保称量准确无误。
1.3 原料检查:对于涂料原料,要进行外观、气味等方面的检查,确保原料质量符合要求。
二、涂料调配阶段2.1 涂料搅拌:将各种原料按照配方要求倒入搅拌桶中,进行搅拌混合。
搅拌时间和速度要根据涂料种类和配方要求进行调整。
2.2 涂料过滤:搅拌完成后,要进行涂料过滤,去除可能存在的杂质,确保涂料质量。
2.3 涂料调整:根据实际情况,可能需要对涂料进行调整,如加入稀释剂、增稠剂等,以达到所需的粘度和流动性。
三、涂料检验阶段3.1 外观检查:对调配完成的涂料进行外观检查,确保颜色、光泽等符合要求。
3.2 粘度检测:使用粘度计对涂料进行粘度检测,确保粘度符合配方要求。
3.3 干燥时间测试:进行干燥时间测试,确保涂料干燥时间符合要求。
四、涂料包装阶段4.1 包装准备:准备好涂料桶、密封盖等包装材料,确保包装清洁完好。
4.2 涂料灌装:将调配好的涂料灌装到包装桶中,注意操作过程中要避免污染。
4.3 包装封闭:将包装桶密封,确保涂料不受外界污染。
五、清洁消毒阶段5.1 设备清洁:对涂料调配设备进行清洁消毒,确保设备干净卫生。
5.2 原料存放:将未使用的原料妥善存放,避免受潮、受污染。
5.3 工作区清理:清理涂料调配工作区,确保整洁有序。
结语:涂料调配操作规程的制定和执行对于涂料生产过程至关重要,只有严格按照规程操作,才能保证涂料生产质量和生产效率。
希望本文的介绍能够对涂料生产企业提供一定的参考和帮助。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
油漆调配方法1. 1 手工调色法手工调色法是一种最简单、最基本的调色方法。
该方法无需专用设备, 但要求操作者具有相关的色彩知识和一定的操作技能。
相关的色彩知识尽管颜色的种类很多, 人们用肉眼可以识别的颜色种类近30 万种, 但每一种颜色都具有三种显著的特性, 又称为色彩的三属性( 或色彩的三要素) : 色相( 也称色调) 、明度( 也称亮度) 、彩度( 也称饱和度、色度) ; 且任何一种颜色色相和彩度是由红、黄、蓝三原色调配确定, 而明度则用黑色和白色进行调整。
如图1, 等量的红色与黄色混合调配成橙色; 等量的黄色与蓝色混合调配成绿色; 等量的蓝色与红色混合调配成紫色; 红色、黄色和蓝色中分别加入一定量的白色可调配粉红、浅红, 浅蓝、浅天蓝、浅黄、奶黄、蛋黄、牙黄等深浅不一的多种颜色[ 1 ] 。
因此手工调色法必须具备以上相关的配色知识, 才有可能进行颜色的调配。
颜色的确认对于任何一种拟调配的“子色” , 首先应将涂膜标准色卡或样板色、实物色置于光线充足的地方, 或标准光源下, 以辨认出涂料颜色中的主色和辅色, 即该色样主要由哪几种颜色调制而成的, 大致配比如何, 是否需用黑色或白色进行颜色明度调整等基本情况。
配色前的准备根据以上对颜色的确认, 准备同种类、一定数量的各种“母色”涂料, 同时准备配色的各种器具, 以及制作小样的白铁皮或玻璃板等, 并清洗各器具, 使其保持清洁状态。
小样调配打开各颜色的涂料桶, 用调色棒反复搅匀, 先取主色涂料液数滴, 滴于桶盖或白铁皮、玻璃板上, 再依主次顺序, 用同样方法滴取其他颜色的涂料, 对照样板色, 边加边搅拌, 直到调配出所需的“子色” , 可多次配小样。
在调配过程中, 应确认各色用量比, 且注意是否有结块、浮色等不良现象。
颜色的调配依据小样调配大致质量比, 计算出各“母色”涂料的大致用量, 先将50% 主色涂料倒入调色桶中, 依次加各辅色计算用量的50% , 反复搅匀后, 制作涂料色样板, 待溶剂挥发、浮色现象稳定后, 再与原色样对比。
根据色差程度, 微调第二轮各色添加量, 特别要注意深色漆的添加, 少加多搅, 防止过量。
当调整与标准色接近时, 再次制作涂料小样样板, 待溶剂挥发、浮色现象稳定后, 再与原色样对比, 直至与色样很近。
应注意, 若色样为湿膜, 则可将新调配的涂料滴于同面进行湿膜对比, 可做到完全一致; 若色样为干膜, 则调出的湿膜颜色与干膜色样比, 宜浅而不能深。
该法所调配出的颜色色差, 与操作者的技能关系较大。
经多次调配, 一般色差Δ E 能控制在1 . 5NBS (CIELAB 表色法中色差单位) 以内。
1. 2 电脑调色法电脑调配法, 即市场上常见的“电脑调漆” , 因调漆过程中使用电脑而得名。
而电脑在该调配方法中, 实际上充当了一个大型的涂料配方资料库, 储存了由涂料生产厂家提供的各种子色漆的标准配方, 并对配方中的各母色漆及子色漆均进行了编码(V IN) 。
一般不同的涂料生产厂家, 具有不同的涂料颜色编码规则, 且与某一特定色卡对应。
调配时, 先从带编码的色卡中确认或直接查找所需调配子色的编码, 再输入电脑, 电脑显示器便显示所需调配子色的配方。
然后依据配方中的组成及配比, 计算出各母色涂料用量; 在准备了带特定编码的各母色涂料后, 即可进行调配工作。
该调配法多用于汽车面漆修补, 一般需要一台电脑、电子秤、特定色卡和同种类、带编码的各母色涂料等器材, 其操作过程如下。
“子色”的确认若提供的是样板色、实物色或一般的色卡号, 首先应在特定的带编码的色卡中, 目测出与其颜色近似的色卡编码, 然后从中找出与色样最近似, 甚至完全一样的色卡的数码, 该数码所代表的颜色就是将要调配的子色。
若需调配的是轿车修补漆, 有些轿车能在其一定部位查找到面漆的编码。
各种“子色”用量计算将经确定的编码输入电脑, 从荧光屏上就可以显示出此种编码所代表的子色漆的组成: 各母色漆品种及质量比。
按其组分和质量比进行计算, 得到各母色漆的用量。
颜色的调配同手工调配法一样, 在准备好配色器具后, 将各母色漆用手工依次混合, 搅匀即可。
例如, 假若经测定的机车面漆数码为201B2, 将此编码输入到电脑中, 电脑显示器便显示出201B2 的配方: 846 为169. 5g ; 522 为1.3 g ; 847 为65. 6 g ; 556 为80 . 7 g ; 325 为154 .6 g 。
根据以上配方, 按比例计算出各母色的用量, 用电子秤称出各组分的质量, 放入调配容器中, 用手工或机械搅拌均匀, 色漆的调配即已完成了。
该法与手工调色法相比, 提高了初次调配的准确性和再次调配的重现性, 大大减少了反复调配的次数。
特别是当样色确认无误, “母色”漆又是采用配方中所指定的编码漆种时, 可做到其色差Δ E < 1NBS 。
全自动电脑调色法全自动电脑调配法, 由电脑自动测色系统( 含分光测色仪) 、电脑处理系统( 含电脑配色软件) 和电脑自动配色系统( 含计量、驱动装置) 组成[ 2 ] 。
其配色原理与电脑调色法大致相同, 但在“子色”的确认、各种“子色”用量计算和添加方面均有所不同, 实现了全部自动化。
该法需配置全自动电脑调色设备, 装载专用的电脑配色软件( 一般不同的油漆厂家有各自的配色软件) , 并准备与电脑配色软件配套的各“子色”漆种。
“子色”的确认全自动电脑调配法的“子色”确认是由电脑自动测色系统自动完成。
对“子色”的确认, 只需将测色探头置于样板色表面, 有关色样的数据便传输到电脑主机, 通过电脑配色软件运行分析, 该颜色的组成及配比便显示在电脑荧光屏上, 即完成了对“子色”的确认。
1 . 3 .2 各种“子色”用量计算根据提示操作, 输入需调配的质量等参数, 电脑主机系统便自行计算各种“子色”用量, 并显示在电脑显示屏上。
1.3 . 3 颜色的调配根据提示操作, 电脑自动配色系统即可自动完成各“子色”的添加混合, 再自动搅拌或用手工搅拌即可。
此外, 为减少颜色的色差, 还可将其制成色样板, 干后, 利用该电脑配色软件的校正功能, 对初次所调配颜色进行校正。
根据色差大小, 可再次自动补加各“子色”。
该法与手工调配法、电脑调配法相比, 排除人为因素的干扰, 实现了调配过程的全自动化。
其调色精度与系统的精度有关, 但一般经过一次校正, 大都可做到其色差值Δ E < 0 .5NBS 。
该法在国外已较为成熟, 每套设备的售价在20 万元左右, 但在我国尚处于发展阶段, 特别是在涂装施工中更不常见。
2 结语以上三种调色方法, 无论使用哪一种, 配色时都必须遵循同类别涂料相配的基本原则。
由于颜色学是一极其复杂的学科, 不但与化学组成有关, 还与物理特性, 如颗粒大小、形状、分子的取向等有关[ 3 ] , 导致不同厂家, 或同一厂家不同批号的同种颜料间都会存在色差。
而这些因素最终又会使同一颜色的“母色”漆间, 产生色差。
因此虽然电脑调色或全自动电脑调色法比手工调色法准确度高, 重现性好, 对于同一批号的各“母色” , 使用电脑调色或全自动电脑调色法时, 可一次性重复调出多个完全一致的“子色”。
但是不同批号的各“母色” , 不管使用哪一种调色方法, 虽经多次调配, 但也只能使颜色趋近, 而不能得到完全一致的“子色”。
因此涂装施工中涂料颜色调配, 各“母色”准确与否, 是影响调色准确性和重现性的关键。
油漆的调配方法:浅蓝色就是深蓝色加白色啊!可以试着看加白色的多少而定,一般市面上蓝色很多有卖的啊!想要浅蓝色加白色就行!各色油料和着色剂的调配1.油漆颜色的调配成品油漆的色调虽然多种多样,但在装饰施工中仍不能满足设计和使用的要求,需要自己来调配颜色。
调配颜色的依据有两个:一个是按文字或口头要求调配的颜色,这对油工来说这种形式比较方便容易。
但颜色选择则非常重要,如果颜色选用不适宜,配色的效果不会理想。
比如调配中绿色,任何黄色和蓝色都可调配成中绿色,但只有在黄色和蓝色纯度较好的情况下调的中绿色才比较纯正鲜艳。
另一个是按样板要求进行调配,要求高,技术性强,不是一般油工能轻易做到的。
主要靠实践经验,并与颜色色板进行对照,识别出色板的颜色是由哪几种单色组成,各单色的比例大致是多少,然后用同品种的涂料进行试配。
经设计和建设单位认可后,并用与样板相同或相近的涂装方法,涂饰上与样板一样的颜色。
油漆颜色的调配方法及注意事项如下:(1)试配小样。
首先确定油漆样板或样品内含多少种颜色的复色漆,再估算其参加配色的各种色漆的重量,作为调配大样的依据。
测重的简便方法是:将用于配色的两种以上的色漆分别装入容器巾,光秤其毛重,调色完成后再秤——次,两次秤量之差,即求得用于配色的各种色漆的重量。
(2)配色时,应先加入主色漆,再以着色力较强的色漆为副色,慢慢地、断续地加入主色漆内,并不断搅拌。
对照样板或样品,随时观察,调调看看。
一定要耐心地调配,才能调山符合要求的颜色。
例如配制米黄色漆,应先把白色漆倒人容器内,然后慢慢地加入黄色漆,不断地搅拌,直到颜色符合要求为止。
调配天蓝色漆,也是要先将白色漆调人容器内,再逐渐加入蓝色漆直到满意为止。
(3)配色时必须考虑到,色漆在湿时色浅,干了以后颜色就会转深。
因此在配色过程中,湿漆的颜色要比样板上的油漆颜色略淡一些,事先应了解某种原色在复色漆中的漂浮程度以及漆料的变化情况。
(4)调色时,还应注意添加一些辅助材料如催化剂、固化剂、清漆、稀释剂等。
如果是在冬天,气温低需加催干剂时,应先把催干剂加入再开始调配,否则会影响色调。
(5)颜色常带有不同的色头,如果配正绿时,一般要用带绿头的黄与带黄头的蓝;配紫红时,应采用带红头的蓝与带蓝头的红,就是说不能采用单纯的蓝色和红色,必须采用带微量红色的蓝与带微量蓝色的红色颜料。
(6)配色时,加不同分量的白色可将原色或复色冲淡,得到深浅程度不同的颜色,如淡蓝、浅蓝、天蓝、中蓝、深蓝等。
加入不同分量的黑色,可得到亮度不同的各色色彩,如灰色、棕色、褐色、草绿等。
2.调配油漆颜色的配合比调配常用涂料颜色配合比见表5—1所示。
3.调配色浆颜色的配合比色浆颜料用量配合比见表5—2所示。
4.涂料稠度的调配因贮藏或气候原因,造成涂料稠度过大,应在涂料中掺入适量的稀释剂,使其稠度降至符合施工要求。
稀释剂的分量不宜超过涂料重量的20%,超过就会降低涂膜性能。
稀释剂必须与涂料配套使用,不能滥用以免造成质量事故。
如虫胶漆须用乙醇,而硝基漆则要用香蕉水。
着色剂的调配①银灰色、苹果色、天蓝色、奶油色(见下表)。
原色:调配色:银灰色:白95%黑4%蓝1%;天蓝色:白90%蓝9%柠檬黄1%: 苹果色:白94%柠檬黄4%蓝2%;奶油色:白85%铁黄10%柠檬黄5%②以红、黄色为基调,加其他颜色,按一定比例即可调配出樱桃红色、棕色、墨绿色(见下表)。