利用磷肥副产物氟硅酸制备氟硼酸工艺介绍
浅议磷肥副产氟硅酸资源化利用技术研究
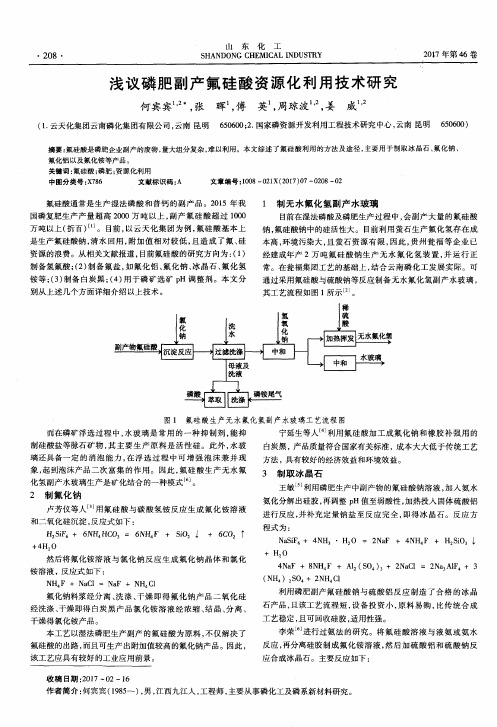
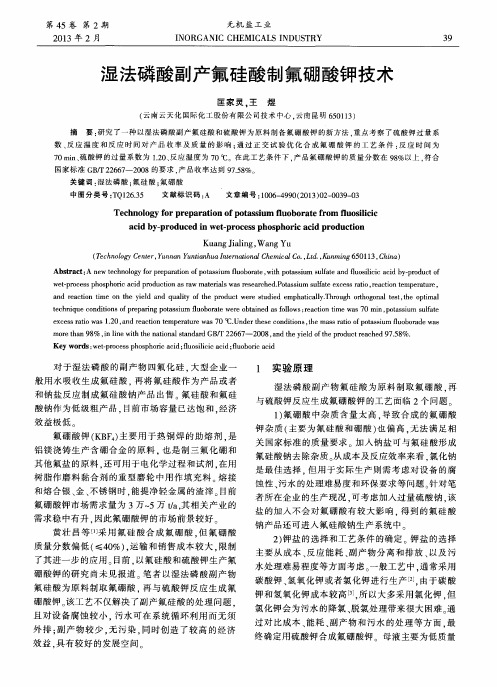
图1 氟硅 酸生产无水氟化氢 副产水玻璃工 艺流程 图 而在磷 矿浮选过 程 中 , 水 玻璃是 常 用 的一种 抑制 剂 , 能抑 制硅 酸盐 等脉石矿 物 , 其 主要 生 产原 料是 活性 硅 。此 外 , 水 玻
璃还具备 一定 的 消泡 能力 , 在浮 选过 程 中可 增 强泡 沫 兼并 现
铵溶液 , 反应式如下 :
NH4 F 十 N a C 1 = Na F + NH4 C 1
4 N a F +8 N H 4 F+A 1 2 ( S O 4 ) 3+ 2 N a C 1= 2 N a 3 A 1 F 4+ 3
( N H4 )2 S O 4 +2 N H 4 C 1
氟化钠料浆 经分离 、 洗涤、 干燥 即得 氟化 钠 产品 二氧化 硅
万吨 以上 ( 折百 ) J 。 目前 , 以云 天化集 团 为例 , 氟硅 酸基本 上 是生产氟硅酸钠 , 清水 回用 , 附加值 相对 较低 , 且造 成 了氟 、 硅 资源 的浪费 。从相关文献报道 , 目前氟硅酸 的研究方 向为 : ( 1 ) 制备氢氟酸 ; ( 2 ) 制备 氟盐 , 如氟 化铝 、 氟 化钠 、 冰 晶石 、 氟 化氢 铵等 ; ( 3 ) 制备 白炭黑 ; ( 4 ) 用 于磷 矿选矿 p H 调整 剂。本 文分 别从上述几个方 面详细介绍 以上技术 。
Na S i F 6+ 4 NH3 ・H2 O
+ 2 O
H2 s i F 6十 6 N H 4 HC O 3= 6 N H 4 F +S i O 2 j + 6 C 0 2 f
+4H2 0
: 2 N a F + 4 NH4 F + H2 S i O3
然后将氟 化铵溶液 与氯化 钠反 应生 成 氟化 钠晶 体和 氯化
磷肥副产氟硅酸一步法制备氟化钠新工艺研究
氟硅酸一步法制备氟化钠陈早明1 陈喜蓉2(1.江西理工大学工程研究院 江西 赣州 341000; 2.江西理工大学冶金与化学工程学院江西 赣州 341000)摘要:本文利用磷肥工业副产品氟硅酸和纯碱为原料,采用直接一步法分解氟硅酸制备氟化钠和二氧化硅。
对影响反应的原料配比、反应温度,反应时间,溶液pH 值等因素进行了探讨。
得到的产品符合国家标准,由于该工艺制备工艺简单,反应条件温和,可为回收氟硅酸资源和消除环境污染提供一条切实可行的新途径。
关键词:氟硅酸;氟化钠;工艺中图分类号: TF826.2 文献标识码:A磷肥是农作物的重要肥料,我国是磷肥(普通过磷酸钙)生产和消费大国。
2010年我国磷肥产量超过1400万t ,通常每生产1 t 普钙(100%P 2O 5)大约副产0.06 t 氟硅酸(100%H 2SiF 6)[1],以此计算,全国磷肥行业副产大量氟硅酸量。
目前磷肥厂副产的低浓度氟硅酸(H 2SiF 6),实际回收利用量不足三分之一,多数不回收,直接用水冲稀排放。
既污染了环境,又浪费了宝贵的氟资源。
磷肥厂回收的氟硅酸可用来制氟硅酸钠、氟化铝、冰晶石、氟化钠、氟化钾等。
目前回收氟硅酸的大多厂家用于制备氟硅酸钠(Na 2SiF 6),但容易产生二次污染—盐酸废水。
部分厂家用氟硅酸制氟化铝(A1F 3),因成本过高生产受到限制[2-4]。
因此氟硅酸的再利用将成为制约磷肥企业生产的“瓶颈”问题,探索新的处理磷肥副产氟硅酸的途径,充分利用磷矿资源,实现氟资源再利用已十分紧迫。
NaF 是一种重要氟化物产品,广泛用于木材防腐剂、酿酒杀菌剂、电解铝调整剂、牙齿氟化剂等领域。
目前,生产NaF 的工艺主要有熔浸法、中和法、氟硅酸钠纯碱法、纯碱法等。
本工艺采用磷肥工业副产氟硅酸为原料,与纯碱液一步法进行反应,分离后得氟化钠和二氧化硅,产品均符合国家标准[5-6]。
1. 实验部分1.1反应原理传统的两步法生产氟化钠工艺[7]:第一步 铵化反应 NH 4HCO 3和H 2SiF 6反应生成NH 4F 溶液和SiO 2沉淀。
KBF4制取实验总结

KBF4制取实验总结1.实验目的:利用生产磷肥的副产物H2SiF6和硼酸反应生成HBF4,再用HBF4和KCL反应制取氟硼酸钾。
2.实验原理:2H2SiF6 + 3H3BO3 3HBF4 + SiO2 ↓+ 5H2OKCL+HBF4=KBF4+HCL3.仪器:1000ml烧杯、250ml滤瓶、250ml烧杯、搅拌机、抽滤机、滤纸、滤斗、三口蒸馏烧瓶、冷疑管、水浴锅、温度计、加液漏斗试剂:39.51% H2SiF6 100%H3BO3 99.5%KCL4.实验步骤:第一步:2H2SiF6 + 3H3BO3 3HBF4 + SiO2 ↓+ 5H2Oa.固定装置,称取一定量浓度为39.51%的H2SiF6溶液,加水稀释至浓度为30%,待用。
b.按反应方程式计算称取H3BO3量(理论量102.5%)。
c.将30%的H2SiF6溶液加入三口蒸馏烧瓶中,边搅拌边加热,待溶液温度升至50℃,一次性加入H3BO3,升温搅拌,当溶液温度升至90℃以上,搅拌反应3.5h.d.反应结束抽滤。
滤液(HBF4溶液)称重送检测浓度,滤分(SiO2)烘干称重.e.按以上步骤重复5次实验。
第二步:KCL+HBF4=KBF4+HCLa.固定装置,称取一定浓度KBF4溶液加入1000ml烧杯中,开启搅拌。
b.按KBF4的量计算99.5%KCL所需要的量,称取并配成饱和溶液滴加。
c.将KCL饱和溶液缓慢的加入HBF4溶液中,边加边搅拌,搅拌反应30min。
d.反应完全后抽滤,滤分烘干称重即为KBF4e.按以上步骤重复5次实验。
5.结果分析:6.结论:HBF4的平均回收率(80.75+80.13+75.65+83.3+79.56)/5=79.88%KBF4的平均回收率:(93.3+93+93+93.8+94.5)/5=93.5%。
利用磷肥副产物氟硅酸制备氟硼酸工艺介绍

P o esfrte pe aain o u b fc a i rm u sl i cd,a b po u to h sh t s it ・ rc s o h rp rt ff o o cd fo f oi cc a i o l i l i y rd c fp op aewa nr o
等。当前, 在我国化工行业优先实施清洁重点技术
进步项 目的规划 中 , 磷肥 行业 的 目标 和任 务之 一是 在发展磷 肥生产 的 同时搞好 氟 资 源的综 合利 用 , 治
HB O 一
H F + H 0。此工艺 的缺点是消耗 B 3
大量 的氢 氟 酸 , 致 成 本 升 高 。氢 氟 酸 通 常 由萤 导 石和浓 硫 酸 制 得 。 随着 化 学 工 业 的 发展 , 石 资 萤
的30k 氟盐产品中, %的氟来 自萤石 , 1% 0 t 8 8 仅 2
来 自磷 肥 副产 。 氟硼 酸通 常 由氢 氟酸 和硼 酸反应 制 得 :H 4 F+
数有 8 一 0 % 2 %不 等 , 内大 多数 磷 肥 和磷 复 肥 生 国 产 厂主要用 它 生 产 氟硅 酸 钠及 其 它 氟盐 如 冰 晶 石
时不分解。能腐蚀玻璃 、 陶瓷 、 铅及其他 金属 , 对
收稿 日期 :0 7—1 20 0—1 5 作者简介 : 黄壮 昌(9 2一) 男 , 18 , 广东揭阳人 , 硕士研究生 , 主要研究磷化工副产品的利用 。 导师简介 : 明大增 (9 5 , , 16 一) 男 化学工程学士 , 管理学硕士 , 教授级 高级 工程师 , 云南省技术创 新人才 。主要 研究方 向是 : 无机 精细氟化盐 、 有机氟化盐方面新产 品新技术 ; 硅化工新产品新技术 ; 高浓度磷 复肥 生产技术 ; 细磷 化工新产品 、 精 新技 术; 新型多 功能磷复肥技术等 。
氟硅酸、硼酸制备氟硼酸钾工艺研究

氟硅酸、硼酸制备氟硼酸钾工艺研究杨水艳【摘要】详细介绍了利用磷肥副产的氟硅酸和硼酸反应生产高附加值的氟硼酸钾的工艺方法.通过对工艺的研究,叙述了该工艺的反应原理、工艺流程、工艺控制、主要设备及设备的优越性.通过实验表明,利用氟硅酸中的氟与硼酸反应生产氟硼酸和白炭黑,氟硼酸与氯化钾反应生成氟硼酸钾的方法可行.氟、硼反应温度在75~85℃、时间为2.5 ~3 h转化率较高,氯化钾需按理论量加入,产品质量稳定.该工艺利用磷肥行业副产的氟硅酸制备氟硼酸钾,将氟硅酸中的氟转化为氟硼酸钾,硅转化为白炭黑,不仅实现了资源综合利用,而且将生产废弃物转化为新的产品创造了新的利润增长点,节约了化石资源萤石,同时较氢氟酸法成本有大幅度下降,该方法将会成为未来氟硼酸钾生产的发展趋势.%Production process of high value-added potassium fluoborate by phosphate fertilizer by-products fluosilicic acid and boric acid was introduced in detail. Reaction principle of the process, process flow, process control, main equipment, and the advantages of equipment were described. Experiment showed the method that uses the fluorine in fluosilicic acid to react with boric acid to produce fluoboric acid and silica and fluoboric acid react with potassium chloride to produce potassium fluoborate is feasible. When the reaction temperature of F and B was at 75 ~85 ℃ and time was at 2.5 ~3 h ,the conversion rate was high;and when the potassium chloride was added according to the theoretical value,the product quality was stable. Process using fluosilicic acid, a by-product from phosphate fertilizer industry to produce potassium fluoborate, making silicon convert into silica,not only realizedcomprehensive utilization of resources,but also create a new profit growth point as utilizing the waste to produce new product and saved the fossil resources of fluorite. Meanwhile,it had a significant decline in the cost comparing with hydrofluoric acid method. Therefore, it will be a future trend of potassium fluoroborate production.【期刊名称】《无机盐工业》【年(卷),期】2011(043)010【总页数】3页(P48-50)【关键词】氟硅酸;硼酸;氟硼酸钾;白炭黑【作者】杨水艳【作者单位】多氟多化工股份有限公司,河南焦作454191【正文语种】中文【中图分类】TQ128.54氟硼酸钾用途广泛,主要用于热铜焊的助熔剂;铝镁浇铸生产含硼合金的原料;在用树脂作磨料粘合剂的重型磨轮中用作填充料;在熔接和熔合银、金、不锈钢时,能提净轻金属的渣滓;制三氟化硼和其他氟盐的原料;也用于电化学过程和试剂[1]。
我国磷肥副产氟硅酸的综合利用

摘 要 介绍 了直接 法 和 间接 法 由磷 肥 副 产 的 氟硅 酸 制备 氟化 氢 和 白炭 黑 的 多种 技 术 ,总 结
了各 种 制备 方法 的优 缺 点 认 为 氟硅 酸作 为 磷 肥行 业 的 副 产品 ,我 国每 年 的排 放量 非 常 大 ,
若能 得 到有 效 利 用 ,将 有 很 大 的经 济 效 益和 环 境 效益
1 氟 硅 酸 的性 质 和应 用
1.1 氟 硅 酸 的 性 质 氟硅 酸 ,相 对 分 子 质 144.09,尤 色 透 明 的 发
烟液体 ,有刺激 性气 味 ,呈强 酸性 反 无水氟 硅酸 是无 色气 体 ,不 稳定 ,易 分解 为四氟 化 硅 和氟 化氢 , 在 室温 已有约 50%分解 。浓 的氟硅 酸溶液 冷却时 能 析 出无 色二水物 晶体 (H SiF。·2H O):氟硅 酸可溶 于 水 ,有 消毒性 能 。氟 硅酸 的最 高质 域分数 为 60.92%, 当组 分 含氟硅酸 13.3%时最稳 定 ,蒸 馏 时不分解 。氟
硅 酸 易 挥 发 ,能 腐 蚀玻 璃 、陶 瓷 、铅 及 其 它 金属 ,对 皮肤 有 强 烈 腐 蚀 ,对人 的 呼吸 器 官 有毒 害 ,宜 贮存 于蜡制或 塑料 制 的容 器 中I”。 1.2 氟硅 酸的应 用
氟硅 酸有 着广 泛 的技 术应 用 范 围 ,可 制取 氟 硅 酸 钠 、钾 、铵 、镁 、铜 、钡 、铅 和 其 他 氟硅 酸 盐 以及 多 种 氟 化盐 ,如 氟化 钠 、氟化 钾 、氟化 铝 、氟 化铵 、氟 化 氢铵 等 ,还 可 用 作 制 备无 水 氟 化 氢 、四氟 化 硅 及二 氧 化 硅 的 原料 …。 氟硅 酸 可 用 于 金属 电镀 、木 材 防 腐 ,啤酒 消 毒 、酿 造 工业 设 备 消毒 (H SiF 的质 量 分 数 1%~2%)和铅 的 电解 精制 ,砖 石 建筑 的 硬化 和 防 水 程 ,半 导 体 器 件 的 制备 ,也 有 降低 玻 璃 反 射率 的应用文献 报道 。
以氟硅酸为原料年产3kt氟硼酸钾项目的专有生产技术
以氟硅酸、氯化钾等废物为原料年产3000吨氟硼酸钾项目的专有技术和工艺介绍一、产品介绍中文名:氟硼酸钾英文名:Potassium Fluoroborate分子式:KBF4 分子量:125.90性质:白色颗粒结晶,微溶于水、热醇和乙醇,不溶于碱溶液,能被强酸分解为三氟化硼,与碱金属的碳酸盐共熔,生成氟化物和硼酸盐。
用途:主要用于热铜焊的助熔剂,铝镁浇铸生产含硼合金的原料,在用树脂作磨料粘合剂的重型磨轮中用作填充料。
在熔接和熔合银、金、不锈钢时,能提净轻金属的渣滓。
制三氟化硼和其它氟盐的原料,也用于电化学过程和试剂。
市场容量:目前国内市场对氟硼酸钾的需求约为8000吨,出口约为2000吨。
当前供求基本平衡。
二、技术和工艺技术原理:1、氟硅酸与硼酸反应生成氟硼酸和二氧化硅:2H2SiF6 + 3H3BO3 → 3HBF4 + 2SiO2↓+ 5H2O2、氟硼酸与氯化钾反应,合成氟硼酸钾和盐酸:KCl + HBF4 → KBF4↓ + HCl工艺方框图:三、对原料的要求本工艺的最大优势就是采用了磷肥企业的废料氟硅酸和有机化工企业的废氯化钾。
1、氟硅酸:一般情况下,氟硅酸来源于磷肥企业和氟化氢企业;磷肥企业的氟硅酸浓度约在12%~25%左右,氟化氢企业的氟硅酸浓度约在25%~40%左右。
2、氯化钾:以回收氯化钾为主;一般都含有有机物(如对氯硝基苯、对氟硝基苯等),需要进行除杂处理。
也可以采用正品氯化钾。
3、硼酸:工业级,98%以上即可。
四、项目投资内容年产3000吨氟硼酸钾,固定资产投资1000万元。
其中:1、项目所需土地10亩,投资额80万元;2、厂房1200M2,投资额90万元;3、仓库500M2,投资额30万元;4、设备投资额650万元;5、技术转让费120万元;6、其他费用30万元。
五、经济效益分析每吨氟硼酸钾产品的生产成本见下表目前氟硼酸钾的销售价格为9500.0元/吨,年产3000吨氟硼酸钾的年销售额为2850万元;每吨氟硼酸钾产品可实现利润4040.0元,即:氟硼酸钾产品的年利润为1212万元。
氟硅酸的综合利用

氟硅酸的综合利用闵蒋兴周翔南化集团有限公司磷肥厂南京210048摘要介绍了氟硅酸及其盐类的综合利用, 综述了国内外氟硅酸的研究进展。
关键词氟硅酸综合利用研究进展文献标识码中图分类号TQ12413 A 文章编号1006 - 7906 (1999) 04 - 0030 - 041 引言自然界中作为氟的资源能加以利用的矿物仅限于萤石、天然冰晶石和磷矿石。
萤石尽管其氟含量高, 但蕴藏量有限, 将面临枯竭。
磷矿石的蕴藏量很大, 含氟量多为3 %~4 % , 是重要的氟资源 1 。
因此, 世界各国都非常重视开发磷矿石中的氟。
酸解磷矿进行湿法磷酸生产时, 磷矿中所含的氟化物也被分解, 部分氟以气体形式逸出, 大部分氟滞留在产品稀磷酸中, 还有一部分则随磷石膏带走。
稀磷酸浓缩时, 其中大量的氟将随蒸发水逸出。
普钙生产中, 也有大量的含氟气体逸出。
为了保证环境不受污染, 并充分利用磷矿氟资源, 通常用水来吸收气体氟化物, 使之成为氟硅酸溶液。
磷肥副产的氟硅酸可加工成多种氟盐, 如氟化铝、冰晶石、氟硅酸钠及氟化钠等, 也可进一步加工成无水氟化氢。
萤石法生产氟硅酸, 并进一步加工成氟盐, 要耗用大量萤石和硫酸, 所以发达国家都转向节约使用萤石, 对资源进行保护, 而采用磷肥副产氟硅酸生产氟盐。
近10 年来, 国内大力发展磷肥工业, 副产的氟硅酸多数用来生产氟盐。
磷肥副产氟盐的氟硅酸分子式: H2 Si F6 , 分子量144109 , 水溶液为无色透明的发烟液体, 相对密度约1132 , 沸点108150 ℃, 有刺激性气味, 易挥发, 可溶于水, 有消毒性能。
氟硅酸没有无水产品, 最高含量为60192 % , 组成为1313 %时最稳定, 蒸馏时不分解。
能腐蚀玻璃、陶瓷、铅及其他金属, 对皮肤有强烈腐蚀, 对人的呼吸器官有毒害。
因氟硅酸主要由硫酸分解萤石矿和磷肥副产而得,故其产品质量指标分三种:H2 Si F6 ≥2910 %萤石法:磷肥副产法: 普钙生产8 % ≤H2 Si F6 ≤10 %磷酸浓缩18 % ≤H2 Si F6 ≤20 % 用途氟硅酸是制取氟硅酸钠、氟硅酸钾、氟硅酸212镁、氟硅酸铜、氟硅酸钡、氟硅酸钙和其他氟硅酸盐类及四氟化硅的基本原料。
氟硼酸生产原理及操作方法
氟硼酸生产原理及操作方法一、氟硼酸生产原理①分子式:HBF4分子量:87.83②生产原理:3HF+H3BO3→HBF3·OH+2H2OHBF3·OH+HF→HBF4+H2O总反应式:4HF+H3BO3=HBF4+3H2O二、物化性质无色透明液体,强酸,不能以纯态存在,只能以水溶液存在,工业品一般为42—48%,42%的相对密度为1.32,48%的相对密度为1.37。
氟硼酸在浓液中稳定,加热到130℃分解,能和水或醇相溶,在水溶液中缓慢分解成羟基氟硼酸(HBF3·OH),具有强腐蚀性。
但在常温下不侵蚀玻璃,有毒。
三、用途用于金属表面的氧化剂,硅酸盐膜的清洁和腐蚀剂。
铝和合金电镀前的清洗。
2.5 %的溶液用于电解抛光。
用作烷基化和聚合的催化剂,防腐剂,化学试剂以及制备各种氟硼酸盐的原料。
四、操作1:工艺方框图2:反应先把AHF从氢氟酸车间6#成品大贮槽用液下泵送至氟硼酸的AHF计量槽(打酸操作附后)。
再把800kg的离子水加入1#反应釜中,开冷却水、冷却循环泵,然后加入半袋H3BO3,再打开AHF计量槽底阀,加入1#釜中。
开始时,H3BO3加入的速度应缓慢,等温度上升至60℃,1#釜中约有1.5T料后,开搅拌。
用AHF的加入量控制反应温度<85℃。
正常情况每小时加入H3BO3量4—5袋,反应过程中,应保持H3BO3过量。
反应终点控制H3BO3加入量在1—3%之间,HF︰H3BO3按1.295︰1计算,每釜反应H3BO3加入量控制在42袋。
反应结束后,冷却循环降温,在常温下静置2小时,取样分析。
分析结果H3BO3含量大于3%,通过计算,按定量加入AHF,如果氢氟酸过量,通过计算,准确加入H3BO3,搅拌、降温、静置,再取样分析,分析结果合格,用泵打2#釜,剩底液约1.5T。
第二次反应,不用加离子水,步骤同上。
3:计算H3BO3+4HF =HBF4+3H2O61.8 4×20 87.8 3×18A:H3BO3过量,加AHF的量AHF(kg)=W H3BO3×80=1.294W H3BO3 61.8W H3BO3:过量H3BO3的重量(kg)W H3BO3=(W1-2.0)×(h+0.31) ×ρ×πγ²²B:氢氟酸过量,加入H3BO3的量H3BO3=W2×(h+0.31)×ρπγ²×61.8+(h+0.31)ρπγ²×1.5%80说明:W1:分析结果中H3BO3的含量W2:分析结果中HF的含量h :HBF4在反应釜中直筒部分的高度(m )ρ:反应结束后,HBF 4的比重γ:反应釜的半径(m )0.31:反应釜下封头换算成直筒的高度C :配制浓度加水量的计算加水量(kg )= [ (h 1+0.31)×ρ1×W 1 -(h 1+0.31)]πγ²ρ3ρ2×W 2说明:h 1:反应釜直筒部分HBF 4的高度(m )ρ1:配制前,HBF 4的比重ρ2:需配制的BHF 4的比重ρ3:水的比重W 1:配制前HBF 4的百分含量W 2:需配制的HBF 4的百分含量γ:反应釜的半径(m )4:加水配制通过计算,用泵从离子水计量槽把离子水准确加入釜中,搅拌20分钟,取样分析。
湿法磷酸副产氟硅酸制氟硼酸钾技术
2 0 1 3年 2月
无机 盐 工 业
I N0RGANI C CHEMI CALS I NDUS TRY 3 9
湿 法磷 酸副产 氟硅酸 制氟硼酸钾技术
匡家灵 . 王 煜
( 云 南 云 天化 国 际化 工 股 份 有 限公 司技 术 中心 . 云南 昆明 6 5 0 1 1 3 ) 摘 要 : 研 究 了 一 种 以 湿法 磷 酸 副产 氟硅 酸和 硫 酸 钾 为 原料 制 备 氟 硼 酸 钾 的 新 方 法 . 重 点考 察 了硫 酸 钾 过 量 系 数、 反应 温度 和反应 时 间对产 品 收率及 质量 的影 响 ; 通过 正交 试验 优化 合成 氟 硼酸钾 的 工艺条 件 : 反 应 时 间 为 7 0 mi n 、 硫 酸钾 的过 量 系 数 为 1 . 2 0 、 反 应 温度 为 7 O℃。在此 工艺 条 件 下 , 产 品氟 硼 酸 钾 的质 量 分 数 在 9 8 %以 上 . 符 合 国家 标 准 G B / T 2 2 6 6 7 -2 0 0 8的要 求 . 产 品收 率 达 到 9 7 . 5 8 % 关键词 : 湿法磷酸 ; 氟硅酸 ; 氟 硼 酸
mo r e t h a n 9 8 %, i n l i n e w i t h t h e n a t i o n a l s t a n d a r d GB / T 2 2 6 6 7 -2 0 0 8, a n d t h e y i e l d o f t h e p r o d u c t r e a c h e d 9 7 . 5 8 %.
中 图分 类 号 : T Q1 2 6 . 3 5
文献标识码 : A
文章编号 : 1 00 6 — 4 9 9 0 ( 2 0 1 3 ) 0 2 — 0 0 3 9 — 0 3
磷矿加工中副产氟硅酸及其盐的综合利用

贵州化工G u i zhou Che m ical Industry2007年6月第32卷第3期磷矿加工中副产氟硅酸及其盐的综合利用朱建国1 袁 浩2(1.贵州省化工研究院,贵州贵阳,550002;2.贵州大学化学工程学院,贵州贵阳,550002)摘 要 介绍了氟硅酸及其盐的国内外综合利用概况,综述了由氟硅酸及其盐制备氟化氢和氟化工产品的生产方法与应用,探讨了氟硅酸及其盐的综合利用。
关键词 磷矿 氟硅酸 综合利用中图分类号 TQ443.19 文献标识码 B 文章编号 1008-9411(2007)03-0034-03引言目前作为加工利用的氟资源主要是矿藏中的萤石和磷矿石。
萤石中氟含量高,是较为理想的氟资源但其储量有限。
据相关资料预计,未来20年,国内共需萤石37M t多,而现有开采价值的萤石富矿储量只有307M t多,算上可用于制酸的萤石也仅可供25年使用;而磷矿伴生的氟资源丰富,我国实际具有开采价值的磷矿中即有5.25 104~7.35 104kt 的氟,相当于2.25 105~3.15 105kt萤石。
可以预见在不远的将来,萤石资源枯竭之时,磷矿石中的氟将成为最重要的氟资源。
但由于生产技术等原因,我国磷化工生产的副产氟基本没有得到很好地利用,磷矿加工过程中回收的氟,绝大部分是以氟硅酸及其盐的产品形式出现。
寻求氟硅酸及其盐的有效利用途径既是磷肥工业减少对环境污染和氟资源浪费的当务之急也是保证氟化工业持续良好发展的需要。
1 氟硅酸及其盐的国内外综合利用概况国外对磷矿中氟资源的利用绝大多数是从氟硅酸开始,制取氟化物和二氧化硅。
上个世纪90年代,国外磷矿副产氟硅酸主要用于炼铝、水泥陶瓷以及水质氟化等领域所需产品的转化。
美国每年有约40%用于水质氟化,约35%用于炼铝工业,还有25%是用于清洗剂、水泥硬化剂、搪瓷与玻璃工业;西欧主要用于生产氟化铝和冰晶石的氟硅酸占72%;前苏联建成的磷肥厂大多副产冰晶石,其生产成本比萤石法降低40%。
以氟硅酸为原料年产3kt氟硼酸钾项目的专有生产技术

氟硼酸钾是一种重要的化工原料,广泛应用于制造有机氟化合物、银镜、陶瓷颜料等领域。
目前,以氟硅酸为原料年产3kt氟硼酸钾项目的专有生产技术主要包括以下几个方面:一、原料氟硅酸的制备1.铝矾土、硅酸钠和氢氟酸三种原料按一定比例混合,经过物理混合和粉碎,得到混合物;2.混合物进入高温炉中,通过高温煅烧,使得铝矾土发生氧化反应,氧化铝与硅酸钠反应生成氟硅酸;3.氟硅酸通过冷却、过滤、致密化等工艺步骤,得到纯净的氟硅酸作为下一步反应的原料。
二、氟硼酸钾的制备1.将氟硅酸与硼酸钠按一定摩尔比例混合,得到反应物;2.在反应器中,通过蒸汽加热或搅拌加热等方式将反应物加热到一定温度,促使反应发生。
3.控制反应的温度、压力和时间等因素,使得氟硼酸钾完全生成。
4.经过脱水、过滤、冷却等工艺步骤,得到纯净的氟硼酸钾产物。
三、废水处理技术1.获得的废水主要含有氟硼酸钾、氟硼酸等有机物和无机物。
2.废水首先经过中和处理,加入适宜的碱性物质,使废水中的酸性物质中和为中性;3.过滤处理,去除其中的固体颗粒物;4.采用离子交换树脂吸附和活性炭吸附等技术,去除废水中的有机物和部分无机物。
四、产品精制技术1.运用结晶技术,将氟硼酸钾溶液通过降温结晶,得到纯净的固体氟硼酸钾;2.通过湿法精炼、冷却结晶、浓缩除水等工艺步骤,提高氟硼酸钾的纯度和产品的质量;3.采用干燥技术,降低产品中的水分含量,提高产品的稳定性和保存性。
以上是以氟硅酸为原料年产3kt氟硼酸钾项目的专有生产技术的概述。
在生产过程中,需要严格控制各个步骤的操作条件,确保产品的纯净度和质量,同时注重环保措施,合理处理废水和固体废弃物,以达到绿色、可持续发展的生产目标。
氟硅酸-磞酸法生产氟硼酸钾可行性报告书资料

目录1、总论2、市场预测3、产品方案及生产规模4、工艺技术方案5、原料、辅助材料及燃料的供应6、建设条件和厂址方案7、公用工程及辅助设施方案8、环境保护9、劳动保护及安全卫生10、10消防11、节能12、工厂组织和劳动定员13、项目实施计划14、投资估算及资金筹措15、评价结论附:总平面图1总论1.1概述1.1.1项目名称: 5kt/a精细氟硼酸钾技改项目1.1.2项目主办单位:1.1.3主办单位企业性质:民营企业1.1.4设计单位:1.2可行性研究报告编制的依据和原则1.2.1可行性研究报告编制的依据1.2.1.11.2.1.2 公司提供的有关技术资料。
1.2.1.3 公司提供的场地总平面图。
1.2.1.4 公司提供的,《环境监测报告书》、《职业危害卫生学评价报告书》、《工程地质勘查报告书》1.2.2编制原则1.2.1.1按原国家化学工业部计发【1997】426号关于“化工建设项目可行性研究报告内容和深度(修订本)的通知”的要求进行编制。
1.2.2.2按国家现行的有关政策、法规和行业的各种标准、规范进行设计。
1.2.2.3贯彻现行的消防、环保、劳动保护、安全、和工业卫生等规定,做到“三同时”.1.2.2.4设计本着实用、技术成熟、设备先进、经济合理、安全的原则进行。
1.2.2.5项目布置做到功能分区明确、规划合理、节约用地和投资节省,并合理利用九鼎氟化工现有公用工程设施。
1.3项目提出的背景及投资必要性1.3.1企业概况1.3.2项目提出的背景氟硅酸是氢氟酸中的杂质也是无水氢氟酸(AHF)生产的副产品,对环境具有一定的污染;同时,氟硅酸又是一种资源,可以用来生产氟化工系列产品。
福建省现有无水氢氟酸(AHF)生产能力150Kt/a左右,按每吨氢氟酸产生0.06吨氟硅酸计算,福建无水氢氟酸(AHF)工业每年副产9Kt氟硅酸,由于萤石资源紧缺,越来越多的低品位萤石用于生产无水氢氟酸,副产氟硅酸量有所增加。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2007 年第 6 期
黄壮昌等 : 从磷肥副产氟硅酸制备氟硼酸工艺介绍
73
皮肤有强烈腐蚀 , 对人的器官有毒害。 氟硼酸 ( 又称氢 氟硼酸、 四 氟硼酸 ) H BF4, 相 对分子质量: 87 . 81 , 为无色透明液体 , 呈强酸性 , 能与水和 醇相互 混合, 但在水中 被水解 , 加热 至 130 时分解, 有毒 , 具强腐蚀性。氟硼酸 是重要 的化工原料, 广泛应用于油田粘土酸化, 电镀过程 金属的表面处理 , 氟硼酸盐的制备 , 有机物烷基化 的催化剂, 医药原料等。 氟硅酸和氟硼酸都是络合卤酸, 与其他弱酸形成 4+ 3+ 的络合酸一样, 中心离子 ( Si 和 B )与弱酸根离子 ( F )形成了较强的配位键, 迫使氢离子 (H )移到络 离子的外界, 变得容易电离, 酸性增强 。 H 3 BO 3 是一元酸, 其水溶 液呈弱酸性, H 3 BO 3 与水发生如下反应: B( OH ) 3 + H 2 O
[ 1]
非常重视磷矿石中氟资源的 综合利用, 而在我国 的 300 kt氟盐产品中, 88 % 的氟来自萤石, 仅 12 % 来自磷肥副产。 氟硼酸通常由氢氟酸和硼酸反应制得: 4 HF+ H 3 BO3 H BF4 + 3 H 2 O 。此工艺的缺点是消耗 大量的氢氟酸, 导致成本升高。氢氟酸通常由萤 石和浓硫酸制得。随着化学工业的 发展, 萤石资 源愈加珍贵, 此工艺将逐渐被淘汰
[ 1] [ 2] [ 3] 王 贺云 , 刘晓 红 , 梁 志鸿 . 磷肥 副产 氟硅 酸 综合 利 用概 述 [ J] . 硫磷设计与粉体工程 , 2005, ( 3) : 17 - 21. 金顺星 , 邹玉华 . 氟硅 酸法制备 氟硼酸的 新工艺 [ J] . 化学 工业与工程技术 , 2000, 21( 1) : 26- 28 . 杨 建中 . 氟 硅 酸钠 生 产 实 践 [ J ] . 无 机 盐 工 业 , 2006 , 38 ( 10) : 39 - 41. [ 4] [ 5] 大连理工大学无机化学教研室 . 无机化学 [ M ] . 第四版 . 北 京 : 高等教育出版社 , 2001. 387 . 金顺星 , 邹玉华 . 氟硅 酸法制备 氟硼酸的 新工艺 [ J] . 化学 工业与工程技术 , 2000, 21( 1) : 26- 28 .
1 氟硅酸和氟硼酸的性质
氟硅 酸 的 分 子 式: H 2 S iF6, 相 对 分 子 质 量 : 144 . 09 , 水 溶 液 为 无 色 透 明 液 体, 相 对 密 度 约 1 . 32 , 沸点 108 . 5 , 有刺激性气 味, 易挥发 , 可溶 于水, 有消毒性能。氟硅酸没有无水产品, 最高质 量分数为 60 . 92 % , 组成为 13 . 9 % 时最稳定 , 蒸发 时不分解。能腐蚀玻璃、 陶 瓷、 铅及其 他金属, 对
收稿日期 : 2007- 10- 15 作者简介 : 黄壮昌 ( 1982 - ) , 男 , 广东揭阳人 , 硕士研究生 , 主要研究磷化工副产品的利用。 导师简介 : 明大增 ( 1965 - ) , 男 , 化学工程学士 , 管理学硕士 , 教 授级高级 工程师 , 云南 省技术创 新人才。主 要研究方 向是 : 无机 精细氟化盐、 有机氟化盐方面新产品新技术 ; 硅化工新产品新技术 ; 高浓度磷复肥 生产技术 ; 精细磷 化工新产品、 新 技术 ; 新型多 功能磷复肥技术等。
[ 5]
B( OH ) + H
4
+
B( OH ) 的构型为四面 体, 其中 硼原子采 用 sp 杂化轨道成 键。硼酸与水反应的特殊性 是由 硼元素的缺电子结构决定的
[ 4]
4 结束语
世界萤石资 源是有限, 更为重 要的是作为一 种战略资源, 各国都采取措施限制开采。另外 , 以 萤石生产氢氟酸再制Байду номын сангаас硼酸 生产成本高、 设备腐 蚀严重、 三废治理困难。利用磷肥副产氟硅酸制 备氟硼酸在原料来源、 工艺流程及控制、 产品质量 等都有较大优势, 既回收了氟资源又保护了环境 , 将会逐步成为技术发展方向。同时 , 磷肥副产氟 硅酸制备氟硼酸的深加工利 用要因地制宜, 选择 经济效益好, 投资回收快 , 附加值高的产品进行投 资 , 以期获得更好的经济效益。 参考文献 :
。 H 3 BO 3 是典型的
2-
L ew is酸 , 在水溶液中能使 [ S iF6 ] 3B( OH ) 3 + 2 H 2 SiF6
络合离子离解
出 F 并形成新的 [ BF4 ] 。其反应如下: 3 HBF4 + 2SiO2 + 5 H 2O
2 生产工艺
氟硅酸制备氟硼酸是在常压 条件下进行 , 其 技术核心在于生 产过程中技术参数的控制 , 影响 因素主要 是反应 温度、 氟硅酸浓 度、 硼 酸用量 等 等。工艺流程如下:
关键词 :
中图分类号 :
P reparation of F luoboric A cid from F luosilic ic A cid, A Byproduct of Phosphate
HUANG Zhuang- chang1 , M ING D a- zeng2 , L I Zh i- x iang2, TANG J in- jin1 (1 . S chool of C hem ical Engin eering, K unm ing U n ivers ity of Scien ce and T echnology, K unm ing 650224, C h ina ; 2 . Y unnan N atural G as I n tern at iona l Ch em ical C o. L td. , K unm ing 650113 , Ch ina) Abstract : duced. K ey w ords : f luosilicic acid; fluoboric acid ; boric acid; byp roducts Process for the preparat ion of f luoboric acid from fluos ilicic acid, a byprodu ct of phosphate w as intro
引言
在磷肥的生产过程中 , 副产品氟硅酸的质量分 数有 8 % ~ 20 % 不等, 国内大多数磷肥和磷复肥生 产厂主要用它生产氟硅酸钠及其它氟盐如冰晶石 等。当前, 在我国化工行业优先实施清洁重点技术 进步项目的规划中, 磷肥行业的目标和任务之一是 在发展磷肥生产的同时搞好氟资源的综合利用 , 治 理好含氟废气和废水, 积极发展氟盐产品
[ 2]
。
。
目前, 国内氟硼酸的生产 都是以萤石为 原料 生产氢氟酸, 再生产氟 硼酸。我国的萤石资 源丰 富 , 储量占世界的 1 / 3 , 是萤石储量第一大国。但 萤石是不可再生资源 , 国家为了保护萤石资源, 对 萤石出口实行许可证制度。如何利用好萤石资源 和磷化工生产中的副产氟资源是发展氟化工的重 要战略方针。全世界有开采价值的磷矿中的氟储 量超过萤石中氟储量的 100 倍以上。世界各国都
4 3 [ 3] +
1)温度 75~ 90 , 温度太低 , 反应速率太低 , 耗时长 , 生成的二氧化硅颗粒小 , 造成过滤难度加 大。当温度高于 90 时, 氟、 硼的利用率提高, 但 反应接近沸点 , 此时必然有水的蒸发, 从而增加了 加热面积 , 加大了反应器加工难度 。 2)硼酸的用量比 (即实际硼酸用量 : 化学计量 所需硼酸量 ) 宜在 0 . 9~ 1 . 2 间。硼酸用量太多会 使反应和浓缩时硼以 BF3形式逸出, 导致有效硼的 浪费, 同时使游离硼酸含量超标。 3) 氟硅酸的质量分数以 15 % ~ 25 % 为宜 , 磷 肥副产氟硅酸的质量分数一般为 10 % 左右 , 若要 求质量分数太高 , 必须加以浓缩 , 使工序复杂, 同 时 , 氟硅酸的腐蚀性强, 对设备的要求较高, 浓缩 会使得设备受命缩短, 增加成本。
2007 年 12 月 第 34 卷第 6 期
云 南化工 Y unnan Che m ical T echno logy
D ec . 2007 V o. l 34 , No . 6
利用磷肥副产物氟硅酸制备氟硼酸工艺介绍
黄壮昌 , 明大增 , 李志祥 , 唐锦近
1 2 2 1
( 1. 昆明理工大学 化学工程学院 , 云南 昆明 650224 ; 2. 云南云天化国际化工股份有限公司, 云南 昆明 650113 ) 摘 要: 阐述了利用磷肥副产氟硅酸制备氟硼酸的新工艺。 氟硅酸 ; 氟硼酸 ; 硼酸 ; 副产 X 786 文献标识码 : A 文章编号 : 1004- 275X ( 2007) 06 - 0072- 02