图样代号编制规则概要
关于图纸编号、图纸版号的编写规定
中国建筑科学研究院建筑设计院
建院设[2009]41号
签发人:马立东
关于图纸编号、图纸版号的编写规定
一、图纸编号 1.1、专业码编码规定
A 代表建筑专业
S 代表结构专业 M 代表暖通专业 P 代表给排水专业 E 代表电气专业 FP 代表消防给水 FM 代表消防暖通 FE 代表消防电气
1.2、简单工程编写规定
1.3、复杂工程编写规定
要求依次按照专业码、子项码、类别码和序号编写图号。
图纸编号分为三段:
(选用)
1.3.1、子项号根据工程需要设定,不含子项的工程不设子项号。
子项号一般为2位。
子项号可以采用数字,01表示子项01,02表示子项02,依次类推。
对于总图,统一用字母Z 表示。
1.3.2、类别码:1位数字,详见“类别码对照表”: 1.3.3、序号:2位或3位数字,视项目情况而定。
例如:A-Z-001
类别码对照表
示例:
A-002 建筑专业设计总说明(不含子项);
A-Z-001 建筑专业总图子项区域位置图;
P-01-101 给排水专业01子项系统图01号。
注:如遇特殊工程,以上编码规则不能实现,图纸编号可由项目设总根据情况另行确定,并将编码规则报送技术管理室备案。
二、图纸版号规则
2.1、图纸版号:
首次出图图纸版号为“0”(阿拉伯数字零)。
在此之后出改版图时,图纸版号从“A”开始向后顺延。
出图日期随版号的变动而相应变动。
对图纸的每次改版都应在改版记录栏中进行相应描述。
图纸图号编号规则
图纸图号编号规则引言图纸是工程设计中重要的工具之一,为了方便管理、索引和查找图纸,通常需要为每个图纸分配唯一的图号编号。
图纸图号编号规则可以确保图纸的唯一性,并提供了相关信息,方便人们快速定位图纸。
本文将介绍一种常见的图纸图号编号规则。
图纸图号编号规则概述图纸图号编号规则通常由一系列组成,每个组成部分表示不同的信息。
下面是一个常见的图纸图号编号规则的例子:A/B/C/D/E/F其中,A代表项目编号,B代表子系统或设备编号,C代表图纸类型,D代表图纸序号,E代表版本号,F代表修订号。
项目编号项目编号是用来标识不同项目的唯一序号。
它通常由几个数字组成,根据具体需求可以分配给不同项目。
项目编号可以根据公司的规定进行分配,也可以根据项目的先后顺序进行分配。
子系统或设备编号子系统或设备编号用于标识不同的子系统或设备。
它可以根据工程设计的需求进行分配,也可以根据具体项目的要求进行定义。
子系统或设备编号通常由字母和数字组成,也可以使用符号进行标识,比如使用斜杠(/)分隔不同的子系统或设备。
图纸类型图纸类型用于标识不同类型的图纸,比如平面图、剖面图、细部图等。
它可以使用字母或数字进行标识,也可以使用符号进行表示。
图纸类型通常是根据具体项目的要求和行业标准进行定义的。
图纸序号图纸序号是用于标识同一类型图纸中的不同图纸的序号,通常由数字组成。
图纸序号可以根据工程设计的需要进行分配,也可以根据图纸绘制的次序进行定义。
版本号和修订号版本号和修订号用于标识图纸的版本和修订情况。
版本号通常由数字组成,表示图纸的不同版本。
修订号通常由字母和数字组成,表示图纸在同一版本中的不同修订。
示例下面是一个示例图纸图号编号规则的完整示例:01/002/03/001/Rev.01该图纸图号编号的含义如下: - 项目编号为01 - 子系统或设备编号为002 - 图纸类型为03,表示为细部图 - 图纸序号为001 - 版本号为Rev.01,表示为第一版修订结论图纸图号编号规则是工程设计中的重要工具,它能够保证图纸的唯一性,并提供了相关的信息,方便人们对图纸进行管理和查找。
图号命名规则

产品图样及设计文件编号原则1.基本要求1.1每个产品.部件.零件的图样及设计文件均应有独立的代号..采用表格图时,表中每种规格的产品.部件.零件都应标出独立的代号..同一产品.部件.零件的图样用数张图纸绘出时.各种图样应标出同一代号. .通用件的编号参照JB/Z 222或按企业标准的规定..借用件的编号应采用被借用件的图样代号.1.2 产品图栏及设计的编号一般有分类编号和隶属编号两种2.分类编号.分类编号.按对象(产品.零部件)功能.形状等的相似性.采用十进位分类法进行编号..分类编号其代号的基本部分由分类号和顺序号两部分组成.中间以圆点或短横线分开.圆点在下方,短横线在中间.必要时可以在首部加识别号. 尾部加尾注号..十进位分类编号法,是将需要编号的图样,设计文件等, 按其特征,结构或用途分为十级(0-9),每级分十类(0-9),每类分十型(0-9), 每型分十种(0-9).级.类.型 .种四位数字组成分类号.如四位数字不够时,可增加为级.类.型.种.项五位数字.项即每种十项(0-9)..分类码位的序列及其含义见表1和表2.表1:分类码位表(1)|- 基本部分-|---------------------------------------------------码位 12 3 4 5 67 8 9 10 11---------------------------------------------------含计算机企业代产品部件按特设计文数据信号.图类型征结构用件.产息分类样幅面号途零件按品改进码代号规格形状尾注号尺寸或按义顺序号---------------------------------------------------示例1:X X X X.X X X X X. X X分类号|级类型种项尾注号|________特征号____|表2:分类码位表(2)|级 |类|型|种|项|--------------------------------------------------码位 1 2 3 45 6 7 8 9--------------------------------------------------含产品产品为类型.品种.部件部件为结构.特征.零件为规零件格.形状.尺寸.精度编区分定码位义码位--------------------------------------------------.分类号由数字组成.表1.表2 中1.2 码位为分类号.(表1中1,2码位表示计算机辅助管理数据信息分类.可不编入代号中)..特征号除企业代号由字母组成外均由数字组成.表1中3-10 码位,表2中3-9位为特征号其数码编定原则见表1.表2所示. .产品改进和设计文件种类用尾注号表示改进的尾注号用拉丁字母表示;设计文件尾注号用拼音字头表示.3 隶属编号隶属编号,即按产品.部件.零件的隶属关系编号,隶属编号分全隶属和部分隶属两种型式3.1全隶属代号由产品代号和隶属号组成.中间可用圆点或短横线隔开(参照附录A示例1)必要时可加尾注号.3.2全隶属代号码位表见表3.表3.隶属码位表-----------------------------------------------------码位1 2 3 4 56 7 8 9 10 11 12-----------------------------------------------------含计算产品各级部零件序设计机数代号件序号号码位文件据信码位码位产品息分 1___隶属号____1改进类码码位义位-----------------------------------------------------3.3 计算机数据信息分类码位见本标准2的规定3.4 产品代号由字母和数字组成3.5隶属号由数字组成,其级数与位数应按产品结构的复杂程度而定. .零件的序号,应在其所属(产品或部件)的范围内的编号;.部件的序号,应在其所属(产品或上一级部件)的范围内编号.3.6 产品改进和设计文件种类用由字母组成的尾注号表示.如改进尾注号或设计文件尾注号同时出现时.两者所用字母应予区别,改进尾注号在前,设计尾注号在后,并在两者这间空一字间隔(或加一短线).示例2:B 328. 2.3 A JT产品代号部件序号改进尾技术条件注号尾注号3.7 部分隶属代号,由产品代号和隶属号组成.其隶属号由部件序号及零件.分部件序号组成.部件序号编到哪一级部件由企业自行规定, 对一级或二级以下的部件(称分部件)与零部件混合编序号. 部分隶属代号推荐三种编号方法. 示例3:X X - X XX X - X XX产品代号部件序号零件.分部件序号_________隶属号_____________---------------------------------------.零件.分部件序号.规定其中:XX X-XXX(如001-099)为分部件序号XXX-XXX(如101-999)为零件序号零件序号也可按材料性质分类编号..零件.分部件序号, 规定其中:逢十的整数(如 10.20.30......)为分部件序号,余者为零件序号.零件.分部件序号的数字后再加一字母(如1P.2P.3P......)为分部件序号.无字母者为零件序号.产品图样及设计文件格式。
产品图号编制规则

产品图纸的图号编制规则LS-GC-TY-103为促进产品的标准化和系列化,提高生产效率和产品质量,需要编制产品图样的代号,具体编制规则如下:一、图样代号由四部分组成,如下所示:二、编号中允许出现的数字为:0 1 2 3 4 5 6 7 8 9 。
编号中允许出现的字母为:A B C D E F G H J K L M N P Q R S T U V W X Y Z a b c d e f g h j k l m n p q r s t u v w x y z 。
三、企业代号:LS ;车型代号见下表。
车型代号车型 普通半挂车 特种半挂车 自卸车 混凝土搅拌运输车罐式汽车 厢式载货汽车 仓栅载货汽车 全挂车 代号BTZJGXCQ四、订单号:对于通用图,订单号填写两个字母:CT ,就是常见通用件的简称。
对于随订单下发的图纸,填写订单的后三位。
文件序号 分组代号订单号企业代号及车型五、分组代号:分组代号由七位数字或字母组成。
前四位为一级总成,名称和代号见附表(表格样式)。
第五位为二级总成编号,第六位为三级总成编号。
5.1对于零件图,第七位为末级零件编号。
对于一级总成下的零件,第五位和第六位用数字“0”表示。
对于二级总成下的零件,第六位用数字“0”表示。
第七位有不能为数字“0”。
5.2对于总成图,第七位为数字“0”。
对于一级总成,第五位和第六位用数字“0”表示。
对于二级总成,第六位用数字“0”表示。
5.3、优先用数字表示总成或零件编号,其次用大写字母表示,最后用小写字母表示;5.4、对于三级总成,则在第六位后加短横杠“-”,用第七位表示,第八位用数字“0”表示总成或用其他符号表示三级总成下的零件。
同理,四级、五级总成如三级表示,依次加位数即可;六、文件序号文件序号优先用大写字母表示,代表不同的类型或不同时期产生的版本。
七、当再次下发的图纸与原有图纸编号相同时,新图纸替换原有图纸使用,原有图纸作废。
八、例如:LSZ-222-8510100表示:路神公司的自卸车,合同编号为222的订单,一级总成侧厢焊合,二级总成的图纸。
图纸图号编号规则
3 代号的组成
ห้องสมุดไป่ตู้
3.1 产品及其零、部件的代号有三种编号系统,即基本代号系统,扩展代号系统和补 充 代号系统。
3.2 基本代号系统 基本代号系统主要用于规格数量较少的产品及其零、部件图样和技术文件的编号。
3.2.1 基本代号系统由企业代号、特征代号和序号三部分组成。 企业代号:产品图样及技术文件的设计与编制单位的代号,许继集团有限公司的代号 为“XJ”(即“许继”汉语拼音第一个字母的大写)。 特征代号:表示级、部、类、组的代号,由阿拉伯数字表示和组成。 序号:产品图样或技术文件编制的顺序号,由阿拉伯数字组成,从 000 开始。
3.3.1 扩展代号系统由企业代号、特征代号、序号和规格号组成。 规格号:具有类似形状,但尺寸规格不同的零、部件及产品的编号,用连续的阿拉 伯数字表示,从 1 开始,不应用其他符号表示。
1
3.3.2 扩展代号系统的排列分为三组,即级代号加企业代号;部、类、组代号组成;序号 加规格号,书写时每组之间空 1~2 个汉字的间隙,序号和规格号之间用间隔号( · )隔 开,当规格为一种或两种时,可直接写出规格号;当规格为三种或以上时,可只写出第一 种规格号和最后一种规格号,中间用连接号(~)相连。
代号。如:2XJ 345 678WML 表示 2XJ 345 678 产品图样的文件目录。
5.2.6 5.2.7
专用工艺文件代号的编写为在该零、部件图样代号后加表 3 给出的工艺文件代号。 如:8XJ 765 432 YK 表示 8XJ 765 432 零件的工艺卡。 用外文绘制(表示)的图样及技术文件代号的编制一般用相应中文图样及技术文件
4
□□□·□□□·□□□·1/2
图3 补充代号的排列方式
产品图样及设计文件编号标准
会签记录1 范围产品设计和开发过程中所产生的全部技术文档。
2 参考标准JB/T 5054.4-2000 《产品图样及设计文件编号原则》SJ/T 207 -1999 《设计文件管理制度》XLT-TS-RD-002 《模具、工装和治具编号标准》3 基本原则3.1 所有编号由一组代码构成。
3.2 代码一般可采用下列字符:— 0~9 阿拉伯数字;— A~Z 拉丁字母(I、O除外);—短横线“-”;圆点“.”;斜线“/”。
3.3一组代码只能唯一地标识一个文件对象。
3.4 每组代码均为三个部分,每部分之间用短横线“-”隔开。
4 一般要求4.1 机械结构图样编号:基本型式:□□□□□□□□零件顺序号所属部件号所属产品型号产品型号由《产品规格书》或《设计任务单》中指定,一般为二至六个字符。
部件泛指一个可独立装配的单元(组件)。
部件号一般用二个阿拉伯数字表示,其编号从01开始每次加一递增。
不依附于任何部件的机器上的零件用00表示其所属部件号。
由此类推,产品的总装配图或爆炸装配图的编号型式应为:□□□□-00-00,每个部件的装配图或爆炸装配图的编号型式应为:□□□□-□□-00。
部件中含有子部件的,在所属部件号后加圆点,再加上子部件号。
此时,编号型式衍生为:□□□□□□.□□□□零件顺序号所属部件及子部件号所属产品型号部件之子部件的编号同部件之零件一并编号,即部件之子部件的编号不必从01开始,只要紧跟其前面的部件之零件的编号加一就可。
由此可见,任何部件之子部件的装配图或爆炸装配图的型式应为: □□□□-□□.□□-00。
特殊情况下,零件图、装配图或爆炸装配图需要两张或两张以上的图纸来表达同一个实体时,可在图纸编号的最后附加一个圆点,紧挨圆点再加上实体图纸的顺序号。
此时,编号型式衍生为:□□□□□□□□.□零(部)件顺序号所属部件号所属产品型号或:□□□□□□.□□□□.□零(部)件顺序号所属部件及子部件号所属产品型号4.2 通用件图样编号:4.2.1通用部件编号的基本型式:X.TB □□顺序号(阿拉伯数字)XLT公司通用部件□□分类号或型号4.2.2通用零件编号的基本型式:X.TL □□顺序号(阿拉伯数字)XLT公司通用零件□□分类号或型号4.3 电控图样编号:4.3.1基本型式:□□□□□□□图纸类型产品型号或通用部件代号P 所属PCBA顺序号□4.3.2 产品型号由《产品规格书》或《设计任务单》中指定,一般为二至六个字符。
产品图样的编号原则

1 范围本标准规定了本公司产品图样(以下简称图样)编号的基本原则和要求。
2 引用标准下列标准包含的条文,通过在本标准中引用而构成为本标准的条文。
在标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
JB/T 5054.4-2000 产品图样及设计文件编号原则Q/320504 HJJ 203-2000 产品图样及设计文件通用件管理办法Q320504 HJJ 204-2003产品图样及设计文件借用件管理办法3 基本原则3.1 图样和文件编号采用下列字符:——0~9 阿拉伯数字;——A~Z拉丁字母(O、I、X除外);3.2 编号的基本原则a)科学性选择事物或概念的最稳定的本质属性或特征作为信息分类的基础和依据。
b)系统性将选定的事物、概念的属性或特性按一定排列顺序予以系统化,并形成一个的科学分类体系。
c)唯一性一个代码只能唯一地标识一个分类对象。
d)可延性要设置收容类目,以便保证增加新的事物和概念时,不致打乱已建立的分类体系,同时,还应为下级信息管理系统在原有基础上的延拓、细化创造条件。
e)规范性同一层级代码的编写格式必须统一。
4 一般要求4.1 每个产品、部件、零件的图样均有独立的代号。
4.1.1 采用表格时,表中每种产品、部件、零件都应标出独立的代号。
4.1.2 同一产品、部件、零件的图样用数张图纸绘制时,各张图样标注同一代号。
4.2 本企业的图样的编号采用部分分类编号和隶属编号相结合的编号方法。
4.3 图样的编号应与企业计算机辅助管理分类编号要求相协调。
5 图样的编号本企业采用的编号方法采用六位的产品图样编号分类法,能区分图样和文件的产品代号、子系统代号。
5.1 产品图样编号分类法其代号的基本部分由产品类别(大类)、子系统类(中类)、顺序类(小类)、代号编码四部分组成。
5.2 产品图样编号分类法的序列及其含义见表1表1 产品图样编号分类法码位表产品类别(大类) 特性类(中类)顺序类(小类)代号编码1 2 3 4 5 6 7 8零部件产品分类子系统分类区间码顺序号代号码A~Z A~Z 0-Z0~9 0~9 0-90~9 0~96 产品图样编号分类法的规定6.1 产品分类按公司的产品分类,用一位拼音字头表示。
图纸编号管理制度
图纸编号管理制度一、总则为规范图纸编号的管理,提高图纸管理效率,保障项目建设质量,特制定本制度。
二、适用范围本制度适用于公司内所有项目的图纸编号管理工作。
三、图纸编号的原则1、唯一性原则:每份图纸应有唯一的编号,不得重复。
2、规范性原则:图纸编号应符合公司规定的格式和规范。
3、一致性原则:同一项目内的图纸编号应保持一致。
四、图纸编号管理责任1、工程部门负责图纸的编制、审批和管理工作。
2、项目经理负责对项目内图纸编号的监督和检查。
3、公司管理部门负责制定和修订相关的图纸编号管理制度。
五、图纸编号的编制规范1、图纸编号由字母和数字组成,例如:TD001、TD002等。
2、字母部分代表项目名称,如“TD”代表某个项目的图纸。
3、数字部分代表图纸的顺序,按照编制顺序递增。
4、图纸编号应在图纸上清晰标注,不得模糊不清。
5、新建项目的图纸编号应从001开始,后续顺序递增。
六、图纸编号管理流程1、图纸编制:工程部门根据项目需求编制图纸,并填写编号。
2、审批签发:项目经理审查图纸并签发,确认编号正确。
3、备案存档:公司管理部门将图纸编号记录并存档,备查。
4、使用管理:工程部门使用图纸时应核对编号是否正确。
5、变更管理:如有图纸变更,应及时调整图纸编号。
七、图纸编号管理制度的执行1、所有项目部门应遵守本制度,并严格执行图纸编号管理规定。
2、如有违反本制度的行为,将进行相应的处理,严肃负责。
3、在实际应用中如有需要修改的地方,应及时向管理部门提出,经批准后方可执行。
八、附则本制度经公司领导小组审定,并于XX年XX月XX日正式执行。
以上为图纸编号管理制度的详细内容,希望各部门遵守执行,确保项目的顺利进行和质量保障。
图纸图号编号规则
图纸图号编号规则引言在工程设计和制造领域,图纸是沟通设计意图、传递工作信息的重要工具。
为了保证图纸的管理和使用的高效性,通常会采用图纸图号编号规则来给每个图纸进行唯一标识和分类。
本文将介绍图纸图号编号规则的基本概念和常见的编制方法。
图纸图号编号规则的目的图纸图号编号规则的主要目的是管理图纸并保证其易于查找和使用。
通过统一的图号编号规则,可以实现以下几个方面的管理目标: - 确保每个图纸有唯一的标识,避免图纸混淆或丢失; - 方便查找和检索图纸; - 实现对图纸的分类和归档。
图纸图号编号规则的基本要素图纸图号编号规则由以下几个基本要素组成:1. 项目代码:项目代码是用于区分不同项目的标识,通常由项目名称的首字母组合而成。
例如,一个名为“ABC工程”的项目可以用“ABC”作为项目代码。
2. 子系统代码:子系统代码是用于区分不同子系统的标识,通常由子系统名称的首字母组合而成。
例如,一个包括机械、电气和控制三个子系统的项目,可以分别使用“M”、“E”和“C”作为子系统代码。
3. 图纸类型代码:图纸类型代码是用于区分不同图纸类型的标识,通常由图纸类型名称的首字母组合而成。
例如,机械图纸可以用“M”表示,电气图纸可以用“E”表示。
4. 序号:序号是用于标识同一类型图纸中的不同版本或不同分部的标识,是图纸图号的最后一部分。
通常使用数字进行标识,例如“001”、“002”等。
图纸图号编号规则的示例以一个名为“ABC工程”的项目为例,假设其中包含机械、电气和控制三个子系统,并且每个子系统都有不同类型的图纸,可以采用如下图纸图号编号规则: - 项目代码:ABC - 机械子系统:M - 电气子系统:E - 控制子系统:C - 机械图纸:M - 电气图纸:E - 控制图纸:C - 序号:001、002、003…根据上述规则,不同类型的图纸图号可以表示如下: - 机械图纸:ABC-M-M-001、ABC-M-M-002… - 电气图纸:ABC-E-E-001、ABC-E-E-002… - 控制图纸:ABC-C-C-001、ABC-C-C-002…图纸图号编号规则的管理实践在实际的项目管理中,为了更好地管理和使用图纸,可以采用以下的管理实践: 1. 使用项目管理软件或文档管理系统进行图纸的分类、归档和查找; 2. 设立专门负责图纸管理的岗位或团队,并规定图纸的审批和发布流程; 3. 进行定期的图纸检查和校对,确保图纸的有效性和正确性; 4. 定期更新和优化图纸图号编号规则,使其适应项目的发展和变化。
图号编制说明及图纸管理(手稿)
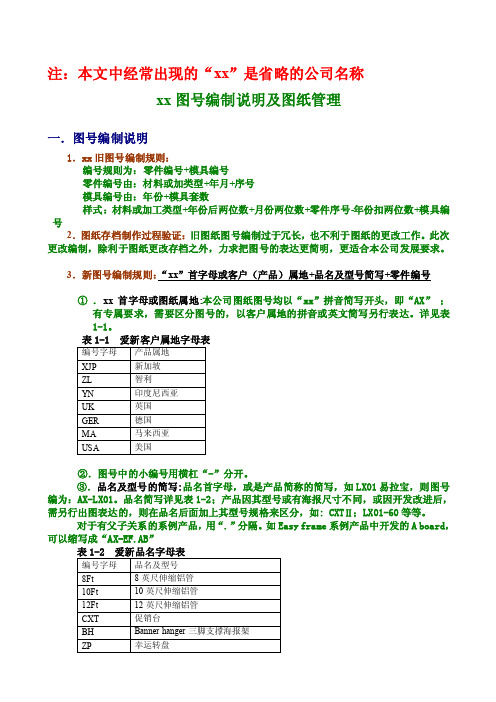
注:本文中经常出现的“xx”是省略的公司名称xx图号编制说明及图纸管理一.图号编制说明1.xx旧图号编制规则:编号规则为:零件编号+模具编号零件编号由:材料或加类型+年月+序号模具编号由:年份+模具套数样式:材料或加工类型+年份后两位数+月份两位数+零件序号-年份扣两位数+模具编号2.图纸存档制作过程验证:旧图纸图号编制过于冗长,也不利于图纸的更改工作。
此次更改编制,除利于图纸更改存档之外,力求把图号的表达更简明,更适合本公司发展要求。
3.新图号编制规则:“xx”首字母或客户(产品)属地+品名及型号简写+零件编号①.xx首字母或图纸属地:本公司图纸图号均以“xx”拼音简写开头,即“AX”;有专属要求,需要区分图号的,以客户属地的拼音或英文简写另行表达。
详见表1-1。
②.图号中的小编号用横杠“-”分开。
③.品名及型号的简写:品名首字母,或是产品简称的简写,如LX01易拉宝,则图号编为:AX-LX01。
品名简写详见表1-2;产品因其型号或有海报尺寸不同,或因开发改进后,需另行出图表达的,则在品名后面加上其型号规格来区分,如: CXTⅡ;LX01-60等等。
对于有父子关系的系例产品,用“.”分隔。
如Easy frame系例产品中开发的A board,可以缩写成“AX-EF.AB”组成如:AL001.1,基中“AL”是铝材aluminum的前两字母大写;“001”是这种零件的序号,“.1”表示它是零件001的子序号(多出现在二次加工中区分零件图纸的不同)。
详见表1-3 零件编号字母表。
⑤. 装配图图号表达时,图号直接用其拼音简写结尾来表示该套产品总成图,即:“ZPT”;子装配图则在其后加上序号ZPTXXX。
二.公司图纸管理要求及注意事项1.非相关岗位工作人员未经上级批示或相关负责人许可,不可擅自调用、更改公司存档图纸。
2.用于存档及生产流通的图纸必须要有设计人员盖章,或是签名以及上级审核批准。
如无:视为无效图纸。
产品图样文件编号规则

产品图样和设计文件编号规则为使本公司产品编号更趋科学性、系统性、唯一性、可延性、规范性,凡三化组和本厂设计的产品图样、技术文件按本编号规则执行。
1.产品产品编号由特征代号、产品顺序号、组代号、零件代号组成,形式如:零件代号组(部)代号产品型号顺序代号特征代号自行设计代号(无S为转化三化组图纸)企业代号(安风的首位拼音字母)特征代号: 1 -离心式风机2 -轴流式风机3 -其它组代号: 01 -机壳02 -前盖板组03 -后盖板组04 -进风口组05 -支架组06 —支座组25 -叶轮组28 -传动组零件代号: 25-01 —轴盘-02 —轮盖28-01 —主轴-02 —挡油环代号实例:轴盘(零件代号:01 -轴盘 02 -轮盖)9-19№4A离心式风机企业代号(安风的首位拼音字母)2. 通用件AFT 0103 — TL型弹性套柱销联轴器AFT 0201 —电动机导轨AFT 04××—轴承箱AFT 08××—调节门各种通用件编号规则解释如下:轴承箱:AF T 04 ×××××—××零件号:01—轴承座02—轴承盖03—侧盖中心高规格:润滑脂润滑:01—80mm02—115mm03—140mm机械油润滑:01—280㎜02—375㎜03—500㎜特征:01—机械油飞溅润滑02—机械油飞溅润滑机座水冷03—润滑脂润滑表示轴承箱表示通用件企业代号(安风的首位拼音字母)导轨:AF T 0201 G ×××-××零件号:01—导轨02—调节螺钉规格:01—适应电机Y80、Y90S、Y90L的机座 02—适应电机Y100L、Y112M、Y132S、 Y132M的机座03—适应电机Y160M、Y160L、Y180M、Y180L的机座04—适应电机Y200L、Y225S、Y225M的机座05—适应电机Y250M、Y280S、Y280M的机座06—适应电机Y315S、Y315M、Y355M的机座G:改为Q235材料焊接,无G为HT250表示电动机导轨通用件代号企业代号(安风的首位拼音字母)联轴器:零件号:01—半联轴器Ⅰ02—半联轴器Ⅱ03—柱销04—档圈规格:·04—表示外径106·05—表示外径130·06—表示外径160·07—表示外径190·08—表示外径224·09—表示外径250·10—表示外径315·11—表示外径400·12—表示外径475·13—表示外径600表示ZG45,无ZG为HT200为TL型弹性套柱销联轴器通用件代号企业代号(安风的首位拼音字母)调节门:零件号01—φ355—φ400—φ450—φ500—φ560—φ630—φ710—φ800—φ900—φ1000—φ1100—φ1200—φ1400—φ1600—φ200001—多叶调节门02—三叶调节门03—单叶调节门表示调节门通用件代号(安风的首位拼音字母)3. 工艺文件1)此编号按特征代号、类、组代号编写,形式如:组代号类代号工艺文件(工艺的首位拼音字母)企业代号(安风的首位拼音字母)2)编号的特征代号、类代号和组代号,本企业自定如下:特征代号:1-离心式风机2-轴流式风机3-其他组代号:01 机壳 02 叶轮03 进风口 04传动组05 调节门 06 附件07 整机3)本编号采用JB/Z254-85标准,并结合本企业生产性质,基本达到全面、直观的要求。
产品图样的编号规则
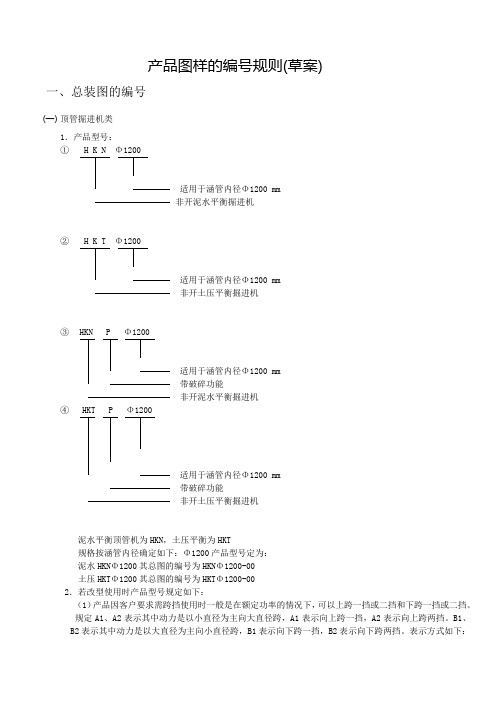
产品图样的编号规则(草案)一、总装图的编号(一)顶管掘进机类1.产品型号:① H K N Φ1200适用于涵管内径Φ1200 mm非开泥水平衡掘进机② H K T Φ1200适用于涵管内径Φ1200 mm非开土压平衡掘进机③ HKN P Φ1200适用于涵管内径Φ1200 mm带破碎功能非开泥水平衡掘进机④ HKT P Φ1200适用于涵管内径Φ1200 mm带破碎功能非开土压平衡掘进机泥水平衡顶管机为HKN,土压平衡为HKT规格按涵管内径确定如下:Φ1200产品型号定为:泥水HKNΦ1200其总图的编号为HKNΦ1200-00土压HKTΦ1200其总图的编号为HKTΦ1200-002.若改型使用时产品型号规定如下:(1)产品因客户要求需跨挡使用时一般是在额定功率的情况下,可以上跨一挡或二挡和下跨一挡或二挡。
规定A1、A2表示其中动力是以小直径为主向大直径跨,A1表示向上跨一挡,A2表示向上跨两挡。
B1、B2表示其中动力是以大直径为主向小直径跨,B1表示向下跨一挡,B2表示向下跨两挡。
表示方式如下:a.动力以小直径为主向上跨一挡,如HKTΦ2000-- HKTΦ2200,动力共用其型号表示如下:HKTΦ2200A1,其总图的编号为HKTΦ2200A1-00。
b.动力以小直径为主向上跨两挡,如HKTΦ2000-- HKTΦ2200- HKTΦ2400,动力共用其型号表示如下:HKTΦ2200A1, HKTΦ2400A2。
其总图的编号为:HKTΦ2200A1-00和HKTΦ2400A2-00。
c.动力以大直径为主向下跨一挡,如HKTΦ2400-- HKTΦ2200,动力共用其型号表示如下:HKTΦ2200B1,其总图的编号为HKTΦ2200B1-00d.以大直径为主向下跨两挡,如HKTΦ2400-- HKTΦ2200- HKTΦ2000,动力共用其型号表示如下:HKTΦ2200B1,HKTΦ2000B2。
常用图纸编号规则及图纸要求

常用图纸编号规则及图纸要求一、图纸编号规则简介:——说明:1、产品类型:由产品名称的几个主要字母组成;2、产品型号:由产品的主要特征参数+产品型号区分码(A 、B 、C.......Z )组成; 例:“20”其后面没有区分码表示基本型,“20A ”表示A 型;3、一级装配件:总机装配下的第一级子装配件,可编范围“01.....99”; 例:“CNFSQH20-010000-0000”表示总机装配下的第一个子装配件;4、二级装配件:一级装配件下的子装配件,可编范围“1.....9”; 例:“CNFSQH20-011000-0000”表示总机装配下第一个子装配件下的第一个子装配件;5、一级焊接件:总机装配或一级、二级装配件下的第一级子焊接件,可编范围“01.....99”; 例:“CNFSQH20-010010-0000”表示总机装配下第一个子装配件下的第一个子焊接件;6、二级焊接件;一级焊接件下的子焊接件,中编范围“1.....9”; 例:“CNFSQH20-010012-0000”表示总机装配下第一个子装配件下的第一个子焊接件的 第二个子焊接件;7、零部件区分代码:当该图表示的为零件时用“1”表示,当该图表示的为装配件或焊接件 时用“0”表示;8、零件代码:各装配件或焊接件下的零件,可编范围“01.....99”; 例:“CNFSQH20-010000-1010”表示总机装配下的第一个子装配件下的第一个零件;9、版本代码:产品定型后有部件或零件需要进行设计更改时,通过改变该数字进行区分,产品类别代码产品类别代码一级装配件代码二级装配件代码一级焊接件代码二级焊接件代码零部件区分代码零件代码版本代码可编范围“1.....9”例:“CNFSQH20-010000-1011”表示总机装配下的第一个子装配件下的第一个零件的第一次更改版本;二、图纸要求;1、图框要求a、标题栏b、阶加栏c、代号栏d、分区e、装订线2、标题栏要求a、企业名称:兴之源环保科技有限公司b、图号:左上角、右下角均有图号c、名称d、材料e、比例f、重量3、明细栏要求a、材料b、名称c、重量d、数量e、外购件备注栏内注明“品牌”,借用件备注栏内注明“借用”,无图件在备注栏内注明“无图”4、其他要求a、字体:GB宋体b、各线条颜色:待定c、版本:CAD 2004版d、e、f、g、h、(注:文档可能无法思考全面,请浏览后下载,供参考。
产品图样及设计文件编号规则
1.目的为了统一产品图纸、设计文件的编号,便于公司内外的交流、协作,对图纸编号方法进行科学、合理的规定。
2. 范围本方法适用于公司所有图纸、设计文件的编号。
2.引用标准GB/T5054.4-2000 产品图样及设计文件编号原则GB/T17601.1-1989 技术制图标题栏GB/T14689-1993 技术制图图纸幅面和格式GB/T10609.2—1989 技术制图明细栏GB/T14690-1993 技术制图比例GB/T14691-1993 技术制图字体GB/T17450-1998 技术制图图线4. 总则4.1 每个产品、部件、零件的图样均应有独立的代号;4.2 采用表格图时,表中每种规格的产品、部件、零件都应标出独立的代号;4.3 同一产品、部件、零件的图样用数张图纸绘制时,各张图样标注同一代号;4.4 公司已有产品图纸的编号不变,自本标准实施之日起,新产品图纸按本标准编号;4.5 顾客原始设计的产品图纸采用外来文件的编号进行登记,当须对图纸进行转化时,零件图采用其原始编号不变,且应在标题栏正上方注明是依据顾客提供图纸进行重新绘制。
5. 图纸的编号5.1 基本符号图纸编号一般可采用下列字符:——0~9 阿拉伯数字;——A~Z 拉丁字母(O、I 除外);——短横线。
5.2 编号的组成5.2.1 本公司图纸按隶属关系编号,隶属编号是按产品、部件、零件的隶属关系编号,隶属编号其代号由产品代号和隶属号组成。
5.2.2 隶属编号由数字组成。
产品代号占两位(由“01—99”表示)。
部件代号占四位,最多分四级,第一位代表一级部件,第四位代表四级部件(每一位由数字“1—9”表示,如只有两级部件,其后两位用“0”表示)。
零件代号占三位(由“001—999”表示,“000”表示部件)。
部件代号与零件代号中间用短横线隔开。
5.2.3 特征码由客户产品代号表示,基础型产品可以不带特征码。
特征码由字母和数字组成,码位不超过 8 位,如SX2190N车型其特征号为“SX2190N”。
图号编制规程

图纸编制规程起草人:许星一、图样及文件编号可采用以下字符:0 ~ 9 阿拉伯数字 A ~ Z 英文字母- 横短线(在中间). 圆点(在下方)二、图样零件分类零件使用用途可分为:定型产品类零件、试制品类产品零件、通用类零件、特殊类零件。
三、图样命名每个产品、部件、零件的图样及文件必须拥有独立的图号,图号命名方式由分类号(大类)、特征类(中类)、识别号(小类)。
必要时添加修改次数{首次编写不标注,不影响加工及安装不标注,尺寸大小修改、外形特征修改,需要在图号尾端加「- G」(改)及次数}1)定型产品类零件:根据产品名称进行编写(如QB500型气动搅拌机,其图号QB500.1-1气动马达法兰由「QB500型搅拌机」+「第一系类」+「第一个零件法兰」组成){具体图号由设计者自己斟酌。
2)试制品类产品零件:其图号为「SZ」+「立项日期(开始设计日期)」+「系类」+「识别号」组成。
3)通用类零件:如该零件无任何产品归属,其图号编写为「TY」+「设计日期」+「识别号」组成,如该零件有产品归属,其他产品借用该零件时,应在技术要求栏提示:该零件为借用件4)特殊类零件:该系类产品为特殊使用,其图号命名为:「TS」+「设计日期」+「识别号」。
四、图纸审核、存储方式1)图纸以电子版方式,存储至设计者电脑中,该图纸必须拥有独立的文件夹,不得与其他文件混合。
2)图纸在审核前,必须在设计栏或标准化栏签署绘图者姓名(可手写、可直接打印),日期栏签署设计完成日期(必须打印),图纸名称,使用料大小、材料,数量、图号必须填写。
图纸在审核前,必须装订成册。
定型产品类、试制品类产品首页为加工件表明细,其序号、名称、图号、数量必须填写,备注蓄势而写,扉页为图号命名方式,而后为零件图;通用类零件、特殊类零件首页为序号、名称、图号、用途。
3)图纸使用前,必须拥有一位审核人签字,否则不得加工使用。
4)图纸审核通过后,加工主管拥有一份全套纸质图纸,设计者留有一份纸质图纸,电脑内存储一份图纸。
图纸(图号)编码规则

图纸(图号)编码规则1、目的为公司各种设计图纸文件的管理、发放、使用的有序和控制。
2、适用范围适用公司的所有设计图纸文件。
3、职责和权限责任人负责编制、修改,项目负责人负责审核,经理室负责批准。
4、编码规则和结构:4.1 PCB、电路图图纸:4.1.1 类别ZP——主板DY——电源板AJ——按键板QD——驱动板GYT——高压条 JS——接收板SN——声纳板ZJ——转接板LED——LED灯条SD——SD卡线路板FK——原理方框图FA——安装方案图4.1.2 序列号按画图的顺序编号4.1.3 版本号根据图纸的更改变动依次用数字升版。
例:第一版01,第二版02。
4.2 CAD图纸4.2.1 类别WK——外壳图(外观)QK——前壳HK——后壳CB——侧面壳或侧面安装板BK——边框BB——后壳背包XJ——小角AZ——安装板、隔离板、尾板、挡板DZ——底座、支架AJP——按键皮 BL——玻璃PM——泡沫ZX——纸箱XL——纸箱丝印NH——内盒、内垫、隔板MJ——模具、治具、夹具BQ——标签、标贴、铭牌、保修卡、合格证DX——导线FS——防水圈YP——压片SR——耳朵螺母OT——其它(除以上列的以外的)4.2.2 序列号按画图的顺序编号。
4.2.3 版本号根据图纸的更改变动依次用数字升版。
例:第一版01,第二版02。
5、相关文件《技术文件管理规定》6、质量记录《文件管理单》《文件发放/回收记录》。
图纸怎么编号管理制度
图纸怎么编号管理制度第一章总则第一条为规范图纸编号管理工作,提高图纸管理效率,保证图纸管理工作的准确性和可靠性,根据相关法律法规,制定本制度。
第二条本制度适用于全公司所有部门的图纸编号管理工作。
第三条公司内部图纸编号管理的具体任务由设立图纸管理工作小组负责,个部门要加强与图纸管理工作小组的协作。
第二章图纸编号的原则第四条图纸编号应具有唯一性和顺序性,且易于管理和查找。
第五条图纸编号采用数字和字母的组合方式进行编制,以便于记录和查询。
第六条图纸编号的编制应符合公司内部相关规范,并由图纸管理工作小组统一制定。
第三章图纸编号的编制和管理第七条新建图纸的编号应在图纸完成前确定,并按照规定的格式进行编制和登记。
第八条图纸编号的编制原则上应遵循“大系统-子系统-分系统-图幅-版本号”的结构。
第九条图纸编号的管理应建立图纸档案,确保图纸的完整性和正确性。
第十条图纸编号一旦确定,不得擅自更改,如有特殊情况需更改,应报告图纸管理工作小组,经批准后方可更改。
第四章图纸编号的使用第十一条所有参与图纸管理的人员都应遵守图纸编号管理制度,严禁私自更改图纸编号。
第十二条在图纸变更或更新时,应及时调整图纸编号,确保图纸的连贯性和统一性。
第十三条图纸编号应在图纸上清晰可见,并在相关档案中备查。
第五章图纸编号的监督和检查第十四条每月图纸管理工作小组应对图纸编号管理情况进行检查和评估,及时发现问题并加以解决。
第十五条定期对图纸档案进行检查,确保图纸的存储和管理符合规范要求。
第十六条如发现图纸编号管理不当的情况,应及时整改,并对责任人进行追究。
第六章附则第十七条本制度自颁布之日起生效,如有进一步修改,应经公司领导同意后方可生效。
第十八条违反本制度规定的,将依据公司相关规章制度进行处理。
第十九条本制度解释权归公司图纸管理工作小组所有。
以上就是图纸编号管理制度的内容,希望公司全体员工能够认真遵守,确保图纸管理工作的顺利进行。
产品图样及设计文件编号原则

编制:日期:校对:日期:审核:日期:会签:日期:会签:日期:会签:日期:会签:日期:标准化:日期:批准:日期:修订记录1范围本标准规定了本公司产品图样及设计文件的基本要求、编号原则、代号的组成及尾注号。
本标准适用于本公司产品的图样及设计文件的编号。
2规范性引用文件JB/T 5054.4-2000 产品图样及设计文件编号原则JB/T 5054.5-2000 产品图样及设计文件完整性JB/DQZ 0133.9-85 电工产品图样及设计文件编制导则产品图样及设计文件十进位分类编号法3基本要求3.1每个产品部件、零件的图样及设计文件均应有独立的代号。
3.2采用表格图时,表中每种规格的产品部件、零件都应标出独立的代号。
3.3同一产品部件、零件的图样用数张图纸绘出时,各张图样应标注同一代号。
4编号原则4.1本产品图样及设计文件的编号采用分类编号的原则。
4.2分类编号采用十进位分类法,即将产品图样及设计文件按其特征和内容分为十级(0~9),每部分十类(0~9),每类分十组(0~9)。
4.3产品图样及设计文件的编号,按其特征分为十级,其内容见表1。
表1 级的内容5 代号的组成5.1 产品图样及设计文件的代号由三部分组成:产品代号、特征代号、顺序号。
特征代号按级、部、类组成,代号按JB/DQZ 0133.9的规定。
5.2 代号的组成5.2.1 完整的编号方法如下:类型序号(若无此列,则可省略)顺序号 特征代号 企业代号 级5.2.2 类型序号是同一产品及其组成部分内容较多或数量变化时采用,并应在图样中附加表格图,表格图中每种规格的零部件都应标出独立的代号。
例:8CTY.043.403.1~25.2.3 顺序号规定为三位,按流水号递增。
5.2.4 特征代号用四位阿拉伯数字表示,自左至右顺序为级、部、类、组,为了更明显地区分对象的级别,规定将级的代号写在企业代号之左,部、类、组的代号写在企业代号之右。
5.2.5 KYN44A 型开关柜产品区分号为“G ”,XGN15环网柜产品区分号为“GH ”,SIMOSEC 型开关柜产品区分号为“SM ”, KZW 户外开关站产品区分号为“K ”, 美式变电站产品区分号为“Z ”, 欧式变电站产品区分号为“Y ”,高压电缆分支箱产品区分号为“L ”; MNS 型低压柜产品区分号为“N ”, GBD1型低压柜产品区分号为“B ”, GGD 型低压柜产品区分号为“D ”, CPK 型低压柜产品区分号为“C ”,PGL 型低压柜产品区分号为“P ”,户外动力照明配电箱TYD-01产品区分号为“WT ”, 户内动力照明配电箱TYD-02产品区分号为“NT ”,计量表箱DBX-01产品区分号为“X ”,终端配电箱PZ30产品区分号为“PZ ”,其余产品区分号均为“CTY ”。
图号的编制

图号的编制:一般常用的编制:4.1.2 图号的编制方法4.1.2.1 图纸按产品、模块、组件、零件的隶属关系编号。
(1)“产品代号”由字母和数字组成,常规产品以公司编制的标准“产品简介”型号为准,订制产品以下单型号为准。
(2)“版本代号”由X、01、02、03组成。
X表示新版,主要是常用钣金结构改造后,为使其与原结构投料不冲突和配套使用特定的版本代号;01、02、03是针对仪表机箱结构的更新所定的专用版本代号,01表示第一代,02表示第二代,03表示第三代。
出现新版本时要注明对前面版本的处理办法(取消、保留),同一型号不同版本号的图纸在设计部门未通知取消的情况下均需存档,投料时需明确版本号,假如某一版本图纸需要取消时设计部门要出“图纸更改通知单”。
针对产品名称及文件名有版本区别时如何定义做出区别:主要是在能保证技术要求的基础上,为了结构上更合理和降低成本,做了工艺上的改进。
如THWD-1C型老桌子和THWD-1C(X).2B.1桌,THWD-1C型老桌子焊接结构,工艺程序多、复杂,分量重,成本高,THWD-1C(X).2B.1桌类似方管的框架结构,结构简单,成本低,两者都在使用;TH-I型智能转动惯量实验仪包括TH-I(-02).1机箱和TH-I(-03).1机箱,TH-I(-02).1机箱结构由机箱箱身、机箱前面板和箱盖三部分组成,TH-I(-03).1机箱结构由机箱箱盖(通用)和机箱箱底两部分组成,工艺程序少,简单,方便。
(3)“模块代号”由数字组成,其级数与位数应按产品结构的复杂程度而定。
模块代号主要是根据产品结构及生产方式来确定分类方法,如:THMSRX-3型产品中的THMSRX-3.1、2、3、4、5、6、7、8、9、10代号,其中1~9分别指代第一站到第九站中的各站,10代表各站所共用的型材桌、控制盒等;再如:THMET-1型产品中的THMET-1.1、2代号,分别指代屏部分和桌部分。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
图样代号编制规则1、图号编制可采用下列字符0~9阿拉伯数字A-Z拉丁字母(O、I除外)-短横线2、一般要求每个产品、部件、零件的图样和文件均应有独立的代号。
(1)采用表格图时,表中每种规格的产品、部件、零件都应标出独立的代号。
(2)同一产品、部件、零件的图样用数张图纸绘制时,各张图样标注同一代号。
(3)同一CAD文件作用两种以上的存储介质时,每种存储介质中的CAD文件都应标注同一代号。
(4)通用件的编号应参照JB/T5054.8或按企业标准规定。
(5)借用件的编号应采用被借用件的代号。
3、机械零件图样代号编制规则零件图样代号规则:“机器代号-机器系列区分代号-零件编号-附加编号-改进号”以自动磨机为例:ZDMJ —20T —1010 —01 — A自动磨机—20头—编号1010 —附加号01 —第一次重大改进3.1机器代号机器名称代号机器名称代号全自动花岗岩条板抛光机ZDMJ 双锁紧桥式切石机HSGJ-1600线外线桥式切石机DNWQ 液压锁紧柱式切石机DZQ-1600桥式中切机HSQ-1200 龙门切石机HSQ-3500单刀横切机DDHQ 手摇切边机HSQB烧花机SHJ 矿山荒料双刀切石机HSKS仿型柱座柱帽切机HSZM-2500 电脑仿型线条机DNFX异形磨边机HSMB-3800 手扶磨光机HSM-260A磨台HSM-260B 工地轻便切机HSQC-IO(暂留)(暂留)(暂留)(暂留)(暂留)(暂留)注:1、以上代号为已使用的代号,继续沿用,不再进行修改。
2、本规则正式实施后,机器的代号均由4位拉丁字母组成,并且不能以上述代号重复。
3、每种新机器研发成功后,都应该将代号补充到上表内。
4、暂留空不够时,可附表。
附表文件编号:5.1.2.2顺序号(1)顺序号由1位阿拉伯数字组成。
(2)以自然数1、2、3……递增。
5.1.3零件号(1)零件号由2位阿拉伯数字组成。
(2)以01、02、03……递增。
(3)00用于工装总装配图。
5.1.4改进号(1)改进号由1位拉丁字母组成。
(2)以拉丁字母A、B、C……递增。
5.2通用工装代号编制规则通用工装图样代号编制规则:“T类别号-特征代号顺序号”5.2.1 T类别号5.2.1.1 T表示通用5.2.1.2 类别号同工装图样代号编制规则中的类别号,见5.1.2.15.2.2特征代号顺序号5.2.2.1特征代号见表2表2总类特征分类特代征号编号示例《备注》刀具类专用钻头类Z TD-Z□□专用钻头类锪钻类H TD-H□□锪钻类复合刀类 F TD-F□□复合刀类镗刀类T TD-T□□镗刀类铰刀J TD-J□□铰刀刀片P TD-P□□刀片量具类光面塞规N TL-N□□光面塞规环规、卡板W TL-W□□环规、卡板综合检具Z TL-Z□□综合检具螺纹底孔塞规M TL-M□-□H 螺纹底孔塞规螺纹深度量具S TL-S-M□-□H 螺纹深度量具辅具类量辅L TF-LF□□量辅刀辅 D TF-DF□□刀辅夹具类通用夹具无TJ-□□通用夹具夹辅类见表3 TF-□□夹辅类表3特征代号ZG ZH ZK ZB YG YK YB LG LK LB含义带盘固定钻套带盘可换钻套带盘快换钻套不带盘钻套带盘固定圆柱销带盘可换圆柱销不带盘圆柱销带盘固定棱形销带盘可换棱形销不带盘棱形销特征代号CB JF JZ JQ含义不带盘衬套钻套铰套其它5.2.2.2顺序号(1)顺序号由2位阿拉伯数字组成。
(2)顺序号以01、02、03……递增。
(3)00用于工装总装配图。
5.3工艺、工序图样代号编制规则5.3.1专用工艺、检验代号编制规则专用工艺代号编制规则:“GY-机械零件图样代号-工序号”专用检验代号编制规则:“JY-机械零件图样代号-工序号”5.3.1.1 GY表示工艺;JY表示检验5.3.1.2 机械零件图样代号同3机械零件图样代号编制规则5.3.1.3 工序号(1)顺序号由3位阿拉伯数字组成。
(2)每套工艺规程目录下的工序号以005、010、015..递增。
(3)每个工序号间预留四个序号,以满足增加工序时使用。
(4)在工序号后加大写字母G(如:010G),代表此工序为关建重要工序;5.3.2通用、辅助、检验工艺代号编制规则:通用、辅助、检验工艺代号编制规则:“G类别号-工序号”例如:GF —005G辅助工艺—工序号005为重要工序5.3.2.1 G表示工艺5.3.2.2类别号类别名称类别代号通用工艺T辅助工艺 F检验工艺J5.3.2.3工序号同5.3.1.3 工序号4、备注(1)为避免各分厂编号重复,请在取号时相互协调,避免重号。
(2)本规则如无特别规定生效日期,则批准之起10天后生效。
分类编号,按对象(产品、零部件)功能、形状的相似性,采用十进位分类法进行编号。
5.1 分类编号其代号的基本部分由分类号(大类)、特征号{中类)和识别号(小类)三部分组成.中间以圆点或短横线分开,圆点在下方,短横线在中间。
必要时可以在尾部加尾注号。
5.2 大、中、小类的编号按十进位分类编号法。
每类的码位一般由l~4位数(如级、类、型、种)组成。
每位数一般分为十挡,如十级(0~9),每级分十类(o~9),每类分十型(0~9).每型分十种(0~9)等。
5.3 分类码位的序列及其含义见表1。
表1 分类码位表分类号特征号识别号(小类)尾注号校验号产品、部件、零件的区分码位产品按类型,部件按特征、结构,零件按品种、规格编码产品按品种,部件按用途,零件按形状、尺寸、特征等编码设计文件、产品改进尾注号检验产品代号的码位注:1分类号可参照JB/T 8823的规定编号。
企业已开展计算机辅助管理者,应将信息分类码中相应的大类号编入分类号2识别号中的零件也可编顺序号。
3根据需要可在分类号前增加企业代号、图样幅面代号。
5.4 尾注号表示产品改进和设计文件种类。
一般改进的尾注号用拉丁字母表示,设计文件尾注号用拼音字头表示,参照附录A(提示的附录)。
5.5 用计算机自动生成产品代号时,应在代号终端加校验号(校验码)。
校验号应按GB/T17710的规定计算、确定。
6 隶属编号隶属编号是按产品、部件、零件的隶属关系编号。
6.1 隶属编号其代号由产品代号和隶属号组成。
中间可用圆点或短横线隔开,必要时可加尾注号。
6.2 隶属编号码位表见表2。
需要时在首位前加分类号表示计算机辅助管理信息分类编码系统的大类号。
表2 隶属编号码位表码位 1 2 3 4 5 6 7 8 9 10含义产品代号码位各级部件序号码位零件序号码位设计文件、产品改进码位6.3 产品代号由字母和数字组成。
6.4 隶属号由数字组成,其级数和位数应按产品结构的复杂程度而定。
6.4.1 零件的序号,应在其所属(产品或部件)的范围内编号。
6.4.2 部件的序号,应在其所属(产品或上—级部件)的范围内编号。
6.5 尾注号由字母组成,表示产品改进和设计文件种类。
如两种尾注号同时出现时,两者所用字母应予区别,改进尾注号在前,设计文件尾注号(参照附录A)在后,并在两者之间空一字间隔、或加一短横线,见图1。
B328 · 2.3 a – JT技术条件尾注号 改进尾注号 部件序号 产品代号图 17 部分分类编号和部分隶属编号7.1 部分分类编号其代号的构成和各码位的含义见表3。
表3 部分分类码位表分类号(大类) 特征号(中类) 识别号(小类) 尾注号 产品代号 部件按特征、结构、零件按品种、规格码位 部件按用途,零件形状、尺寸、特征码位设计文件、产品改进码位 注:企业已开展计算机辅助管理者,应将信息分类码中相应的大类号编入分类号。
7.2 部分隶属编号,其代号由产品代号、隶属号和识别号组成。
其隶属号为部件序号,见图2,部件序号编到哪一级由企业自行规定。
识别号是对一级或二级以下的部件(称分部件)与零件混合编序号(流水号)。
分部件、零件序号推荐三种编号方法。
必要时尾部可加尾注号,见本标准5.4的规定。
※ ※ — ※ ※ ※ ※ — ※ ※ ※ 零件、分部件序号(流水号)-识别号 部件序号-隶属号产品代号图 27.2.1 零件、分部件序号,规定其中***—***(如001~099)为分部件序号,***—*** (101~999)为零件序号。
零件序号也可按材料性质分类编号。
7.2.2 零件、分部件序号,规定其中逢十的整数(如常0、20、30、…)为分部件序号,余者为零件序号。
7.2.3 零件、分部件序号的数字后再加一字母P、Z(如1P、2P、3P、…)为分部件序号,无字母者为零件序号。
附录A。