SAMSUNG CP45FV贴片机 培训编辑_图文.ppt
SMT 培训内容 操作员
SMT 培训内容工位:操作员目录●三星贴片机结构示意图●三星贴片机操作说明●常用生产画面的解释●换料流程的介绍及注意事项●一般常见故障信息的介绍●解决一般故障的思路及解决方法●贴片机操作安全注意事项●贴片机的日常保养●5S的具体实施及达成效果三星贴片机结构示意图三星贴片机操作说明三星贴片机操作面板示意图蜂鸣器示教板面板开关功能说明:急停开关:主要用于处理紧急事故时用到,当压下它时除电脑外的电源均被切断,起到保护机器的作用准备按钮:主要用在机器的初始化,当压下它时,机器马达才有电开始按钮:主要用来启动机器正常工作的,当压下它时,机器正常运行停止按钮:主要用来停止机器正常工作的,当压下它时,机器停止运行复位按钮:主要用来将机器处于安全状态,且有关参数被清零电源隔离开关:主要用来接通或断开机器总电源电源启动开关:主要用来接通马达电源电源切断开关:主要用来切断马达电源软驱:主要用来考贝、转换文件用轨道摇柄:主要用来调节运输轨道的宽度以适应不同的PCB板蜂鸣器:当机器出现异常时发出声响用以提示操作人员示教板:主要用以对X、Y、Z的运动方便工程人员调较、编程用开机顺序后再压下关机顺序:从程序显示器中退出工作程序,当程序显示器中出现“您可以安全地关闭计算机”的,当有蜂鸣器响时,压下常用生产画面的解释当机器蜂鸣器响起时,程序显示器大多数同时会出现以下两个画面:(一)该画面显示系统出错信息,用以提醒操作员机器停机的原因(二)该画面显示机器抛料信息,用以提醒操作员几号头,几号喂料器抛料前面R:REAR后面)该画面主要用以监视机器生产程序的贴装进度,并能配合相应的面板开关进行对机器的操作控制。
程序步骤栏:显示程序循环数、座标。
速度控制滑鼠:用来控制整机贴装速度单步停止按钮:使机器在运行完一个周期后停止 关闭画面按钮:用来关闭贴装状态画面 运行模式选择栏:用来选择机器各种运行模式 连续生产按钮:用以完成未贴完元件的PCB 之用 循环步骤显示栏:显示所选步骤的范围选择步骤范围选定栏:当选择步骤范围时选择此按钮用以确认该画面主要用以监视机器的贴装状态,集中体现在对贴装头、吸嘴、喂料器的监视吸嘴贴装状态栏:显示吸嘴贴装次数,成功次数,抛料次数及抛料率等信息喂料器喂料状态栏:显示喂料器送料次数,成功次数,抛料次数及抛料率等信息数据清零按钮:用以清除贴装统计数据关闭贴装画面按钮:用以关闭贴装状态对话框贴装头贴装状态栏:显示每个贴装头贴装次数,成功次数,抛料次数及抛料率等信息一般常见故障信息的介绍Front door is opened(前门已打开)F iducial mark can’t be detected基准标记不能识别Front feeder is not locked前面喂料器未装好Pick up error when retring<Head 1>一号头在一次吸料错误PCB isn’t reached to the exit area PCB板没有到达出口位置区PCB exist on the input & wait sensor在入口或等待感应器处有PCB板Ca n’t carry away PCB from the wait sensor等待感应器处PCB板不能被输送走Emergency switch is pressed 紧急开关已压下Remove the PCB existing on the place buffer移走贴装位置处的PCB板。
SAMSUNG CP45FV多功能贴片机操作规范
制定
审核
批准
XXX电子科技有限公司
作业指导书
标准名称 文件类别 SAMSUNG CP45FV多功能贴片机操作规程 使用部门 文件编号 设备操0
1 OF 1 QID-ME-0007
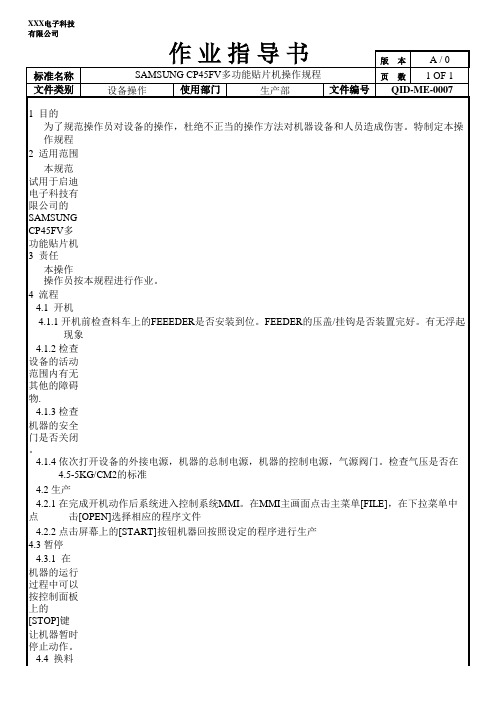
1 目的 为了规范操作员对设备的操作,杜绝不正当的操作方法对机器设备和人员造成伤害。特制定本操 111作规程 2 适用范围 本规范试用于启迪电子科技有限公司的SAMSUNG CP45FV多功能贴片机 3 责任 本操作规程由设备工程制定和对本规程的执行进行监督 操作员按本规程进行作业。 4 流程 4.1 开机 4.1.1 开机前检查料车上的FEEEDER是否安装到位。FEEDER的压盖/挂钩是否装置完好。有无浮起 1111111现象 4.1.2 检查设备的活动范围内有无其他的障碍物. 4.1.3 检查机器的安全门是否关闭。 4.1.4 依次打开设备的外接电源,机器的总制电源,机器的控制电源,气源阀门。检查气压是否在 4444444.5-5KG/CM2的标准 4.2 生产 4.2.1 在完成开机动作后系统进入控制系统MMI。在MMI主画面点击主菜单[FILE],在下拉菜单中 点111111击[OPEN]选择相应的程序文件 4.2.2 点击屏幕上的[START]按钮机器回按照设定的程序进行生产 4.3 暂停 4.3.1 在机器的运行过程中可以按控制面板上的[STOP]键让机器暂时停止动作。 4.4 换料 4.4.1 在生产过程中由于物料的耗尽要根据机器的提示站位和站位表更换物料。物料更换OK按 111111[START]键机器会继续生产。 4.4 关机 4.4.1 在生产最后一块PCB的时候按下[STOP]键,生产完成后机器会自动停止生产 4.4.2 点击 主菜单[FILE]的下拉菜单中[EXIT]按钮退出系统. 4.4.2 依次按下控制面板[POWER OFF]键,关掉机器控制电源开关,电源总制电源,外接电源和气 111111源阀门. 5 注意事项 5.1 在机器生产时严禁把身体的任何部位伸到机器的活动区域内。 5.2 严禁两人同时操作同一台机器. 5.3 在换料后一定要把FEEDER安装到位. 5.4 严禁修改机器初始参数. 5.5 在紧急情况下可以按下[紧急制]强行使机器停止动作.
贴片机操作培训共36页PPT

1、战鼓一响,法律无声。——英国也 ----即 明示道 理。— —爱·科 克
3、法律是最保险的头盔。——爱·科 克 4、一个国家如果纲纪不正,其国风一 定颓败 。—— 塞内加 5、法律不能使人人平等,但是在法律 面前人 人是平 等的。 ——波 洛克
拉
60、生活的道路一旦选定,就要勇敢地 走到底 ,决不 回头。 ——左
56、书不仅是生活,而且是现在、过 去和未 来文化 生活的 源泉。 ——库 法耶夫 57、生命不可能有两次,但许多人连一 次也不 善于度 过。— —吕凯 特 58、问渠哪得清如许,为有源头活水来 。—— 朱熹 59、我的努力求学没有得到别的好处, 只不过 是愈来 愈发觉 自己的 无知。 ——笛 卡儿
第三讲 悬臂式贴片机 CP45FV结构介绍

第三讲悬臂式贴片机CP45FV结构介绍一、综述1、一般特点在同类产品中最高性能- 速度:0.19 sec/chip- 精度:Chips: ±0.08mm @ 3σ,QFP: ±0.04mm @ 3σ先进的飞行视觉对中头- 高速贴装微间距元件可识别的元件范围- 0201 ~32 * 32 mm QFP [ 0201~42 * 42 mm QFP 可选] 各类功能不同的软件易于操作- 实现高效率及高可靠性增强型的向上视觉系统- 最佳设计的光学装置2、系统结构X-Y轴主机结构吸嘴更换装置视觉系统喂料器传送系统软件系统贴装头控制系统3、整机结构➢运用FEM(有限元法)及实验的方法获取的高精度及高刚性结构➢通过分析并运用专用的塑料减振器使其传送到地面的振动最小BodyX–Y 轴系统➢高刚性高稳定性的运动结构▪宽的元件处理范围(0201 to QFP256)利用同样的参数▪对于贴装任一IC 都确保其高效率➢无偏差的运动系统▪X-Beam传送力较小▪快速准确的定位(20 m在30msec 内处理)▪4、X–Y 轴框架➢高速高精度的运动控制•简单坚固的设计•最优化的伺服系统•X-Y 轴结构•采用AC 伺服马达驱动•重复精度:0.02mm二、贴装与影像1、贴装头➢高性能贴装头介绍•飞行对中图像系统•先进的视觉处理•理想的结构设计•平稳快速的运行动作•增加吸嘴的孔位•特殊吸嘴2、图像处理系统⏹为CP45FV 最佳设计➢快速识别及处理校准➢可靠性高3、飞行视觉系统➢六头六视觉系统(SHSV)- 6 轴/ 6摄像头➢高速的全视觉系统- 元件在X-Y运动过程中被识别- 无须运动到其它位置识别-0.19sec/chip, 0.75sec/IC➢高精度& 较宽元件识别范围的视觉系统- 高科技的光学系统- 0201 (0603) ~ 22*22mm IC5、Z 轴结构➢超轻的Z 轴设计- Z轴以高加速度快速到达拾取贴装位置(Max. 9G)➢高刚性& 低振动性- 消减吸嘴取料处的振动- 提高了运行的重复精度及贴装精度6、图像系统➢最佳的光学识别系统➢高性能的图像运算法则➢3-D 数字照明❖容易操作的标准元件数据库7、光学设计➢直轴系统- 可排除图像的变形或失真➢Reflective Diffusion Plate- 元件识别错误减少到最小➢固定的图像系统- 无须重新调校- 高可靠性8、视觉对中系统可贴装IC直观轮廓对中识别9、视觉处理➢ 快速识别- 贴装时间:小于 1.6sec/QFP ➢ 高分辨率-256 级灰阶图像处理- 可识别0.3mm Pitch 的QFP,μBGA 等10、3-D 数字照明系统普通照明三星照明三星照明普通照明➢ 为各种不同元件提供不同的照明方式 ➢ Ø 可程控发光源的亮度: 16 级照明 多种照明系统: 普通照明, 通过边上的发光源来进行最优化的调整, 为细间距QFP, μBGA , CSP 及Connector 专门设计11、快速稳定的运动➢高速且稳定运动的Z-axis- 伺服马达系统保证其高速稳定的运动- 轻巧的Z-axis 机械装置(重量: 11g)➢高分辨率的旋转装置- 0.005 degrees➢每一贴装头Z 轴升降及θ轴旋转速度模式可调12、自动换嘴装置➢适用于各种不同元件的吸嘴- 共37 个吸嘴孔位(含1 个调校工具)- 10 种吸嘴13、吸嘴支架➢强有力的接合装置-利用表面为锥型的稳定夹紧装置-较安全地放在吸嘴孔内➢低压力-最小压力的贴装防止精细元件损坏14、吸嘴➢使用寿命长- 利用专用材料和独特的外形设计使其具有较长的寿命➢较宽的元件识别范围- 每个吸嘴均可处理:1005 ~ 3216Chips三、传送与定位系统➢具高稳定性的传送系统•3-段传送系统•PCB 板边定位系统•自动宽度调整系统1、3-段传送系统独立运动⏹ 前后缓冲⏹ 在工作区域内采用1个微型的步进马达来控制PCB 传送时的加速或减速> 彻底地排除了传统的定位方式造成元件移位的现象> 最佳传送速度2、PCB 定位系统➢ PCB 翘曲度为零 ➢ 自动调整夹紧的高度- 最佳的PCB 夹紧状态进板段贴装工作区 出板段3、自动宽度调整系统➢高可靠性及高精度的自动宽度调整- 使用伺服马达和丝杆➢容易操作- 可编程调整- PCB贴装数据编程简易四、控制系统➢双CPU 系统•工业PC•VME (虚拟计算机环境)CPU> 设置运行高稳定性> 设备在运行时可进行其它操作五、喂料器⏹8,12,16,32,44 和56mm带式喂料器⏹标准及客户订做的喂料器⏹最大可装104 站带式喂料器(8mm 带式喂料器)20盘喂料器单盘喂料器带式喂料器结构利用机器内部气压驱动进行送料,保证供料的平稳性六、软件与界面 1、软件系统➢ 在友好用户操作界面下的各种不同编程软件 ➢ 有效的软件为客户提高了生产效率 ➢ 增强型人机界面(MMI ) ➢ Easy OLP (离线编程) ➢ Gerb Mounter ➢ 远程服务系统保护盖料带压紧装置带盘转动方向手动手柄汽缸2、人机界面(1)•使用友好的操作界面- Windows 98- 图解界面- 多功能处理- 容易使用的数据库- 具有网络和打印功能- 实时操作监控显示>简化且值得信赖的菜单树形结构多窗口环境Windows 98 软件- 韩文,英文语言选择- 条列式侦错画面, 将各种错误提示显示在屏幕上,减少停机时间元件数据库-丰富的贴装元件数据库-可在线进行元件编辑2、人机界面(2)•准确的故障维修向导(GUI)- 大的维修信息数据库- 为不同的故障提供不同的维修信息- 直观容易被理解- 容易诊断和维修•生产控制- 具有储存生产管理数据的能力- 对不同的数据具实时监控能力3、人机界面(3)•优化功能- 元器件的分配最优化- 喂料器编排的最优化- 贴装路径的最优化缩短计算时间> 提高生产效率4、程序编写数据来源主机机器1.2.3...CAD 系统⏹Gerber文件⏹ASCII 文件⏹CAD 文件其它公司机器文件⏹贴装数据Gerb Mounter生成贴装数据EasyOLP- 生产线平衡- CAD 文件转换- A SCII 文件转换- 其它公司机器数据转换数字化仪生成贴装数据优化系统喂料器排列贴装顺序吸嘴排列M#1M#2。
三星贴片机培训

6、子菜单:亮度
菜单功能: 1、检测和校准所 有相机 的亮度。
7、子菜单:校正
菜单功能: 1、为了补偿X轴 移动时发生的XY 误差而执行。
8、子菜单:参考
菜单功能: 1、设定设备的运 用所必要的各种 选项。
9、子菜单:装置
菜单功能: 1、管理有关带式, 杆式, 吸嘴的数 据。
结语
谢谢大家!
2、警告:设置状态如 果被非指定的操作 人员改变可能会损 伤设备或引起人员 受伤。除了被指定 的操作人员以外的 其他人员绝不可以 任意改变设备设置 状态。
1、子菜单:头
菜单功能: 1、 <头>命令表示及 设定Head Assembly的状态 。进行与Head相 关的多种设置。
2、子菜单:传送装置
2、子菜单:生产数据
菜单功能: 1、运用与PCB生
产相关的多种信 息,制作生产分 析及报告书时使
用。
3、子菜单:拷贝
菜单功能:
1、 <PCB文件之 间烤贝数据>命 令执行与<新的 > 命令的<浏 览…>类似的功 能,但它不建 立新的PCB文 件,而是把已 经有的PCB文 件的内容拷贝 在拷贝对象文 件内。
2、子菜单:元件(F3)
菜单的功能: 1、在资料库中选择
元件的种类和规 格; 2、资料库中没有的 元件可以在该菜 单新建。
3、子菜单:供料器(F4)
菜单功能: 1、可以编辑/和查看
每一站供料器的 用料种类和规格; 2、可以矫正飞达、 振动飞达、Tray 盘的取料位置。
4、子菜单:步骤(F5)
菜单功能: 1、查看/编辑元件的
点击优化(F8) 程序将进行自 动优化。
8、子菜单:取消(F10)
三星SM系列贴片机编程培训
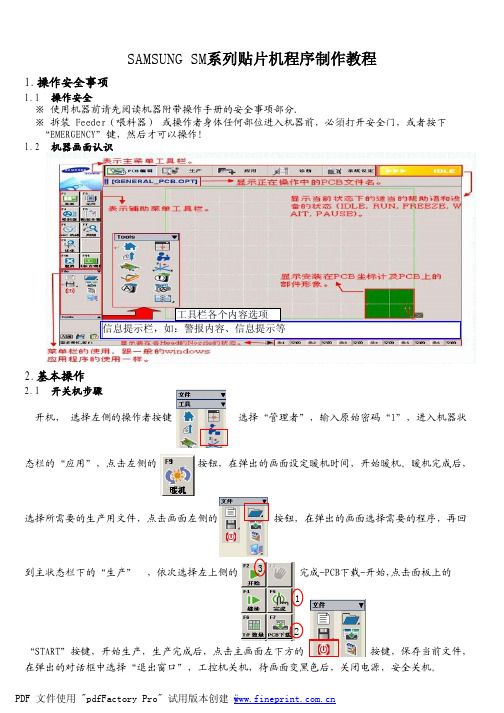
1.操作安全事项1.1 操作安全※ 使用机器前请先阅读机器附带操作手册的安全事项部分.※ 拆装 Feeder (喂料器) 或操作者身体任何部位进入机器前,必須打开安全门,或者按下 “EMERGENCY ”键,然后才可以操作!1.2 机器画面认识2.基本操作2.1 开关机步骤开机,选择左侧的操作者按键选择“管理者”,输入原始密码“1”,进入机器状态栏的“应用”,点击左侧的 按钮,在弹出的画面设定暖机时间,开始暖机。
暖机完成后,选择所需要的生产用文件,点击画面左侧的 按钮,在弹出的画面选择需要的程序,再回到主状态栏下的“生产” ,依次选择左上侧的完成-PCB 下载-开始,点击面板上的“START ”按键,开始生产,生产完成后,点击主画面左下方的 按键,保存当前文件,在弹出的对话框中选择“退出窗口”,工控机关机,待画面变黑色后,关闭电源,安全关机。
SAMSUNG SM系列贴片机程序制作教程2.2 设备回原点※ 开机进入设备操作主画面后,点击左下角的按钮,等待设备回原点后,方可进行下一步操作!※ 回原点前确认吸嘴及轨道在正常状态。
3.程序编制3.1 基板的定义1.点击主画面左侧的“基板”按钮,进入“基板定义”画面。
2.依次输入“客户名”和“板名称”,客户名的输入是为了下次方便寻找,板名称必须输入。
3.一般情况下此框内的选项不需要更改。
4.根据板的实际长宽分别输入X Y 对应的框内,并在确认轨道内无异物的情况下,调整轨道宽度。
5.此框内的各个选项无需更改,6.移动高度指设置PCB 板的顶面以"0"为基准头部移动的高度,保持默认即可。
定位类型有以下几种:7.将准备好的PCB 板放在设备轨道进口的感应器上方,点击“PCB 传入”23456878. 点击“基准标记”按钮,出现以下画面:1324563.2 元件的定义1. 点击主画面左侧“元件”按钮,出现以下画面:2. 点击上图中的“新建元件”按钮,出现下图需要设置元件信息的画面3.将元件信息设置完成后,点击上图右上角的“公共数据”按钮,进一步设置元件相关属性,如下图:在此处输入所要新建的元件名选择所要新建的元件的封装形式,电阻选择:chip-R****,电容选择:chip-C****,三极管选择:TR/TR2(根据送料方式不同选择),IC 只有两边有引脚的选择:SOP/SOP2,IC 四边有脚的选择:QFP 。
SMTSAMSUNG贴片机操作教程幻灯片课件

元件坐标导入 元件坐标导出 取消
选取对应的 Feeder位置
选取吸 嘴位置
选取几 号嘴
循 跳 拼局 环 过 板部
M A R K
移动 保存坐标
拼板 拼板扩充
删除 插入一行
查找
两点决定坐标
元件上使用MARK
移动X Y Z 坐标
调整
清除循环
刷新FEEDER
刷新吸嘴
11
二.SAMSUNG MOUNT的坐标原理
移动
保存
5
PCB Array:
X axis坐标值 Y axis坐标值 拼板角度 拼板跳过
拼板全部跳过
拼板全部工作
保存
X axis 拼板多少 Y axis 拼板多少
应用 6
Fiducial mark :
选取MARK类型
MARK尺寸
X 搜索范围
Y 搜索范围
MARK 颜色
Mark点判定合格值
宽度 x 宽度 y
六. CALIBRATION
2
一.基本菜单介绍
开始
停止
PCB 编辑
生产信息
继续
完成
应用
检测
系统安装
生产 信息
下载 数据
PCB 生 产完停止
复
位
新建 保存 关机
打开
3
生产信息
正常
跳过所有的进行生产【空打】
跳过吸料排列生产
跳过排列生产
原点 Visframe
密码 吸嘴 位置
Z Axis 下降延时 (mm )
贴片 速度
PCB 进板时吸嘴动作 抛料时停止
等待时先进料
PCB 进板速度
中速
4
:
SAMSUNG CP45FV贴片机 培训编辑

不贴时打对号 杆式喂料 单位 盘式喂料 类型
显视
粘贴 安装 喂料器的基座 XY部品 数量 拿料时的 高度 抛料时放 的高度 拿时的角 度 元件角度 抛料 站号
盘子出来
盘子回去
校正方式
3点预设
盘移动 当前IC位置
SMT编程流程 编程流程
四、F5步编辑
贴装数据 注册的贴装数 刷新喂料器的数据 刷新喂吸嘴数据
SMT编程流程 编程流程
F4-2 杆式喂料 (振动)编辑
杆式喂料 单位
盘式喂料 类型 不贴时打对号
显视 偏移量
1。STOCK 2。VIBRATION 3。多条 4、单条 常用的两种
XY部品 坐标
拿部品时 的高度
拿时的角 度
元件角度
抛料
安装动喂料器基座 喂料器基座 喂料器移动 站号
SMT编程流程 编程流程
点的颜色
点的厚度(不用) 点的角度(不用)
外光
SMT编程流程 编程流程
三、F3元件编辑
元件清单注册元件计数 排序元件组 元件库
元件库 元件组元件清单 选出BOM上部品 的型号
选出还写出部品 的编号
写出所有不同类型部品的型号与编号
元件库 元件编辑 粘贴 元件库 新元件 编辑 相同 拷贝 粘贴 册除
元件库
SMT编程流程 编程流程
二、F2内的 基准点 编辑
测试装置 点的类型选择 示教 点的坐标 最后的扫 描测试
移动
得到
是以前数据就不要扫描了,只修改基准点 点的列表现况 点的外型选择 出现扫描区的线框 看是否框到基准点
点的数据
扫出点的在 小数据 点的扫描区设定 大于 灯光调整 大于 内光 测试 得分设定
三星贴片机初级培训课程SM
2组装工艺类型 SMT组装分单/双面表面贴装、单面混合贴装、双面混合贴装等。
3焊接方式分类 3.1波峰焊接
选配焊机、贴片胶、焊剂、焊料及贴片胶涂敷技术,利用熔融焊料循环流动的波峰面与装有SMD 的基板接触而完成焊接。
3.2再流焊接 加热方式有红外线、红外线加热风组合、VPS、热板、激光等。主要是通过红外线辐射、热风的
转轴
空气模块 高速, 重量轻
基准相机 FOV 12mm
飞行视觉相机 FOV 25mm,15mm,10mm
底座框架
• 坚固 / 低震动设计 • 设计时考座
• 120 料位 • 滑动式料槽 • 不停机换料 • 压缩气和 IT端子 – 双重传输
滑动式 底座
料车
• 最多 56 支供料器 • 快速换线 • 容易控制 • 自动供气和防跌落功能 • 紧凑设计 • Superior repeatability in docking cart
吸收、氟系惰性气体以及激光的热能对基板及焊料进行全部或局部加热。
3.3烙铁焊接 使用烙铁和焊锡将SMD与基板连接,形成很好的电接触。焊接时烙铁不要直接接触元件电极,焊
接时间不可超过5秒,同时,烙铁的温度也不宜过高。一般选用270℃、功率30W以下为宜。 4贴装设备分类 4.1按速度分类
有低速机、中速机和高速机。
DCA:direct chip attachment 直接芯片组装 SBC:solder ball connect 焊料球连接工艺 (GLASS)epoxy:环氧的(环氧树脂) Asymmetrical: 不均匀的,不对称的 Diode: 二极管 Trimmer (capacitor): 调整式(可调电容) Resistor: 电阻器 Capacitor: 电容器 transistor: 晶体管 Rectangular: 矩形的,成直角的 PGA(pin grid array) 引脚网格阵列封装 BGA(ball grid array) 球形矩阵排列封装 PQFP(plastic quad flat package)塑料方形扁平封装 C4(controlled collapse chip connection)可控塌陷芯片互联技术 DIP(dual in-line package) 双列直插式封装 PLCC(plastic leaded chip carrier) 塑料有引脚芯片载体封装 SOJ(small out-line J-lead)小尺寸J形引脚封装 TSOP(thin small out-line package)薄形小尺寸封装 TBGA(tiny-BGA)小球列阵封装 BLP(bottom lead package)底部引脚封装 UBGA(micro BGA)芯片面积与封装面积比大于1:1.4
三星贴片机Cp45fv日东培训

f、可承受有机溶液的洗涤;
g、可执行零散包装又适应编带包装。
SMT对PCB的要求: a、贴装基板两侧边留出宽度为3~5mm, 在靠近定 位孔和基准孔附近贴装SMD距孔边缘 的距离应 大于1mm,定位也Ø3mm或Ø4mm; b、印刷板焊前翘曲度<0.5%; c、基板的抗弯强度要达到25kg/mm以上;
2组装工艺类型 SMT组装分单/双面表面贴装、单面混合贴装、双面混合贴装等。 3焊接方式分类 3.1波峰焊接 选配焊机、贴片胶、焊剂、焊料及贴片胶涂敷技术,利用熔融焊料循环流动的波峰面与装有SMD 的基板接触而完成焊接。 3.2再流焊接 加热方式有红外线、红外线加热风组合、VPS、热板、激光等。主要是通过红外线辐射、热风的 吸收、氟系惰性气体以及激光的热能对基板及焊料进行全部或局部加热。 3.3烙铁焊接 使用烙铁和焊锡将SMD与基板连接,形成很好的电接触。焊接时烙铁不要直接接触元件电极,焊 接时间不可超过5秒,同时,烙铁的温度也不宜过高。一般选用270℃、功率30W以下为宜。 4贴装设备分类 4.1按速度分类 有低速机、中速机和高速机。 4.2按贴装方式分类 4.2.1有顺序式 按程序逐只顺序贴装SMC/SMD。可根据PCB图形的变更调整贴装程序。 4.2.2 同时式 使用专用料盘供料,通过模板一次性地同时将多只SMC/SMD贴放在PCB上。 4.2.3 在线式 一系列顺序式贴装机排列成流水线,中间用传送机构连接,PCB由传送机构传送,每到一台贴装机的贴装 头下就贴装一个或几个元器件。
吸嘴刷新
元件标识
程序 步
元件代号
XY坐标
深度
角度
元件名称
料架位置
吸 嘴 位 置
贴 装 头
循 环 选 择
循 环
跳
CP45-FV贴片机作业指书

产品名称产品型号通用工序号工位名称使用工具操作者第1页作业图示01.机器在运行中不要将身体的任何部分置于运动部件中的运动范围。
2.在编程修改储存文件完毕后,要装载文件时机器必须处于“IDLE”空载黄色指示灯状态。
3.遇到紧急事故发生,按下操作面板或示教盒中的紧急停止按钮〈EMERGENCY〉。
4.在贴装头或激光头下严禁有操作动作。
5.未经培训之员工,不得操作机器。
拟制:审核:批准:隔离开关图二贴片1人注意事项1.确认有电源供入,空气管有气压供入。
2.打开机器背面总开关,R/FEEDER CHANGE开关打开,EMERGENCY紧急按钮旋开。
3.打开计算机系统开关,再打开机械部分开关(如图一示)。
4.计算机自动进入SCP等待窗口,然后打开Ready准备开关。
5.在File孕击下拉Open打开已有文件,选择需要生产产品文件上,单击OK确认或在File下拉New 单击打开新一文件名进行编辑。
图一主激活开关页 码文件编号CP-45FV 贴片机操作指导书通用作业时间周 期操作步骤11.机器出现异常时,请按“STOP”键,待排除故障后,单击Production再单击Finish完成,点击PCB D/L装载PCB数据,按START开始,STOP暂停=REST复位,EMERGENCY紧急停止,并注明故障原因/对策。
版 次修改内容10.生产过程中需换料时,请按“STOP”键使机器停止运行后,从机器上取下需要换喂料器,新料经QC员或零件校正员确认后才能装入机器,做好记录,并在FEEDER贴标示标签。
6.单击Production再单击Finish完成,点击PCB D/L装载PCB数据。
7.单击Production进行贴装组件,按Start开始,Stop暂停,RESET复位,EMERGENCY紧急停止。
8.在编辑或修改文件时,单击PCB Edit编辑,编辑完毕后立刻点击Produciton进行装载。
9.关机:按Stop暂停,再按Reset复位,然后在File下拉至EXIT退出SCP系统,吐掉贴装上现有的吸嘴,关掉计算机系统电源开关,再关掉计算机背面总开关(如图二示)。
SAMSUNG贴片机培训编辑
高精度贴装技术
元件识别与定位
利用高精度相机和图像处理技术, 实现快速、准确的元件识别与定 位。
贴装高度调整
根据基板和元件的要求,精确调整 贴装头的贴装高度,确保元件贴装 平整。
贴装压力控制
合理控制贴装头的压力,以适应不 同大小和形状的元件,避免损坏或 虚焊。
高效生产管理
生产计划与调度
制定合理的生产计划,优化设备资源配置,确保高效的生产流程。
安全防护措施
定期检查设备安全装置是否完好, 如紧急停止按钮、防护罩等。
确保工作区域整洁、无杂物,避 免因杂物引起的意外伤害。
在设备运行过程中,禁止将手或 身体任何部位伸入设备内部。
紧急情况处理
一旦发生设备故障或危险情况,应立即按下紧急停止按钮,并通知专业人员处理。 在处理紧急情况时,应保持冷静、迅速采取措施,确保人员和设备安全。
建立持续改进机制,不断优化培训过程, 提高培训质量,确保学员能够获得最佳的 学习体验和效果。
谢谢观看
贴装程序优化
优化路径
通过对贴装路径的优化,提高贴装效率,减少空走和重复路 径。
参数调整
根据实际生产情况,对贴装参数进行调整,如吸嘴大小、气 压等,以适应不同元件和生产需求。
异常处理与故障排除
异常识别
及时发现贴装过程中的异常情况,如元件缺失、贴装位置不准确等。
故障排除
针对异常和故障进行排查,检查硬件和软件系统,确保贴片机的正常运行。
samsung贴片机培训编辑
目录
• 设备简介 • 基本操作与维护 • 操作流程与规范 • 高级应用与技巧 • 安全注意事项 • 培训总结与反馈
01
设备简介
设备概述
01
三星贴片机是一种高效率的表面 贴装设备,用于将电子元件自动 贴装到印刷电路板上。