机械能力指数 CMK 计算公式
设备能力指数
20
1.03-1.63 1.30-2.05 1.43-2.26 1.57-2.47
30
1.08-1.56 1.37-1.96 1.51-2.16 1.65-2.36
40
1.12-1.52 1.41-1.91 1.55-2.10 1.70-2.30
50
1.14-1.49 1.43-1.88 1.58-2.07 1.73-2.26
Within Overall
Potential (Within) Capability
Cp
0.86
Lower CL 0.72
Upper CL 1.00
CPL
0.82
CPU
0.90
Cpk
0.82
Lower CL 0.67
Upper CL 0.97
Overall Capability
0.510 0.525 0.540 0.555 0.570 0.585 0.600
右偏型
频次
10
频次
0 1 2 3 4 5 6 7 8 9 10
平顶型
20
10
0
1
2
3
4
5
6
7
8
9
左偏型
频次
常见的直方图
频次
15 10
5 0
1 2 3 4 5 6 7 8 9 10 11
双峰型
10
5
0 2 3 4 5 6 7 8 9 10 11
锯齿型
频次
频次
20
10
0 1234 56789
孤岛型
15 10
Process Capability of C1
LSL
Process Data
什么是CMK(设备能力指数)-cmk指数

什么是CMK(设备能力指数)-cmk指数
CMK(设备能力指数)是一种衡量设备制造质量的指标,也被称为CM值或CMK 指数。
它是通过测量设备制造过程中的偏差和变异程度来计算得出的。
CMK指数通常用于衡量生产过程的稳定性和可靠性,以确保产品的一致性和质量。
CMK指数的计算基于正态分布曲线,其公式为CMK = min((USL-μ)/3σ, (μ-LSL)/3σ),其中USL为上限规格限,LSL为下限规格限,μ为样本均值,σ为样本标准差。
CMK指数的取值范围为0到1,值越接近1表示生产过程越稳定,产品质量越高。
CMK指数的应用广泛,特别是在制造业中。
它可以帮助制造商确定生产过程中存在的问题,并采取措施来改进生产过程,提高产品质量和一致性。
CMK指数还可以用于评估供应商的能力和选择最佳供应商。
总之,CMK指数是一种重要的质量指标,可以帮助制造商提高生产过程的稳定性和可靠性,确保产品的一致性和质量。
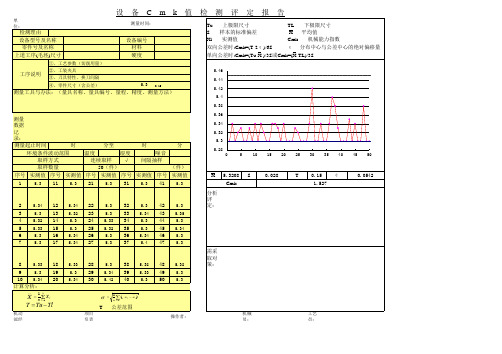
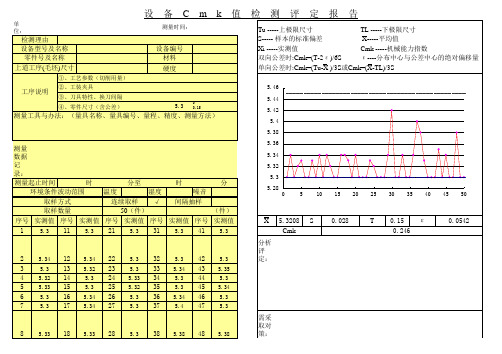
设备能力Cmk评价报告

温度29.228湿度0.0150.01550量程 1.67精度8测量数据序号实测值序号实测值序号实测值序号实测值序号实测值129.2291129.2292129.2293129.2294129.232229.2291229.2302229.2303229.2304229.230329.2301329.2292329.2293329.2294329.229429.2311429.2292429.2323429.2304429.230529.2301529.2312529.2313529.2314529.231629.2311629.2292629.2293629.2294629.229X29.2307S0.0020.03ε0.0027729.2301729.2322729.2323729.2324729.232 1.70829.2331829.2332829.2333829.2334829.231需采取对策:929.2321929.2352929.2353929.2354929.2351029.2302029.2293029.2294029.2295029.229生产部经项目负责操作者:罗德梓检验员:方表单号:T-----公差范围评估动机环境条件取样方式TCmk=设备能力充足且满足要求计算分析:量具编号0.001mm 使用σ值(6/8)测量起止时间2014.3.18下公差测量工具与办法客户Cmk 要求量具名称微米千分尺25-50Cmk要求标称尺寸单向公差时:Cmk=(Tu-X )/4S 或Cmk=(X-TL)/4S上公差过程工序位置Xi -----实测值Cmk -----机械能力指数尺寸编号#双向公差时:Cmk=(T-2ε)/8Sε----分布中心与公差中心的绝对偏移量零件号及名称JL-165图纸版号A/0S----- 样本的标准偏差 X-----平均值设备能力Cmk评价报告设备型号及名称外圆磨床设备编号Tu -----上极限尺寸TL -----下极限尺寸29.21029.21529.22029.22529.23029.23529.24029.2455101520253035404550ini X n X∑=--=11∑=---=ni i X X n 12)(1σTlTu T -=机加工机加工注塑过程组装过程电镀过程其他:_______________新设备或新产品批量试制设备更换或大修或搬迁停机超过6个月其他:__________________连续取样:50PCS间隔抽样(pcs):。
设备能力指数cmk计算实例
设备能力指数cmk计算实例
设备能力指数cmk是衡量产品设备生产能力的重要指标之一,广泛应用于工业生产、质量监控、质量保证等领域。
该指标的计算方法十分简单,但是对于企业的质量管理和改进具有重要的指导意义。
CMK指数的计算方法为,在满足一定工艺条件下,将理论上的上限值与实际上限值进行比较,得出达到规定质量要求的实际能力指数。
其中,CMK指数≥1,说明设备的生产能力达到了质量要求,反之则需要进行改进。
举例来说,某家制造企业生产某件产品,规定产品尺寸的上下限分别为50mm和60mm。
实际上生产出的产品尺寸范围为52mm到58mm。
那么,通过CMK指数计算,可以得到:
CPK=Min[(60mm-58mm)/(3*1.5mm),(52mm-50mm)/(3*1.5mm)] =0.67
而CMK指数则为:CMK=MIN(CPK,CPU)=MIN(0.67,1)=0.67通过计算,企业可以清晰地了解到设备生产能力是否达到了质量要求。
如果CMK指数小于1,则说明该设备需要进行改进,提高设备的生产能力和产品质量水平,以提高企业的经济效益和市场竞争力。
总之,通过对设备能力指数cmk的计算和分析,企业能够更加深入了解自身的生产能力和产品质量,为企业的质量管理和改进提供了
重要的指导和帮助。
同时,企业在生产过程中应不断完善设备和工艺流程,提高设备生产能力和质量水平,以实现可持续发展。
设备的CMK计算公式

ε
0.0001
需采取对策:
X nX T Tu Tl
i 1 i
1
n
T-----公差范围
项目负责人:
2 1 n X ( i X ) n i 1
机动部经理:
操作者:
机械员:
工艺员:
设
单位:Hale Waihona Puke 备Cm k
值
检
测
评
定
报
告
测量时间:
检测理由 设备型号及名称 零件号及名称 上道工序(毛坯)尺寸
①、工艺参数(切削用量)
设备编号 材料 硬度
Tu -----上极限尺寸 TL -----下极限尺寸 S----- 样本的标准偏差 X-----平均值 Xi -----实测值 Cmk -----机械能力指数 双向公差时:Cmk=(T-2ε )/6S ε ----分布中心与公差中心的绝对偏移量 单向公差时:Cmk=(Tu-X )/3S或Cmk=(X-TL)/3S
30 分至 15 温度 湿度 连续取样 √ 50(件)
30 噪音 间隔抽样
时
分
10 9.98 0 5 10 15 20 25 30 35 40 45 50
(件) 10.0501 Cmk 分析评定: X S 0.014 T 0.1 1.156
序号 实测值 序号 实测值 序号 实测值 序号 实测值 序号 实测值 1 10.1 11 10.049 21 10.059 31 10.05 41 10.049 2 10.049 12 10.049 22 10.051 32 10.05 42 10.08 3 10.05 13 10.048 23 10.051 33 10.05 43 10.051 4 10.03 14 10.049 24 10.033 34 10.051 44 10.05 5 10.048 15 10.072 25 10.02 35 10.077 45 10.07 6 10.051 16 10.051 26 10.051 36 10.025 46 10.049 7 10.072 17 10.03 27 10.051 37 10.048 47 10.049 8 10.04 18 10.051 28 10.02 38 10.049 48 10.02 9 10.048 19 10.048 29 10.049 39 10.051 49 10.049 10 10.065 20 10.05 30 10.05 40 10.051 50 10.05 计算分析:
关于Cmk、Cpk、Ppk

关于Cmk、Cpk、Ppk的那点事最近一直在关注Cmk、Cpk、Ppk,很有收获,但是还有理解不到位的地方,今天把我所学习到的和理解的东西和大家做个分享,同时也希望得到大师们的指点。
一:概念1,Cmk是德国汽车行业常采用的参数,称为临界机器能力指数,是衡量设备运行稳定性的一个指标a. CMK仅考虑设备本身对产品结果的影响,因此,在采样时对除设备因素外的其他因素要严格控制;b. CMK考虑的是短期离散,因此取样必须是短时间内取样;c. CMK同时考虑样本分布的平均值与规范中心值的偏移;2,CPK是指过程能力指数,是指工序在一定时间里,处于控制状态(稳定状态)下的稳定过程的实际加工能力a. CPK是指操作者、设备、原材料、工艺方法和生产环境等五个基本质量因素综合作用的过程能力指数。
b. CPK计算经常与控制图Xbar-R图一起使用(判断是否是稳定状态,确定控制后,才计算CPK)c. 分组抽样,长时间取样d. 考虑中心有偏移3,PPK是指过程性能指数,是进入大批量生产前,对小批量生产的能力评价a. PPK反映的是当前合格率水平b. PPK定义为不考虑过程有无偏移时,是总体样本的标准偏差的计算方法直接是STDEV二:针对对象1,Cmk:针对设备对产品质量的能力指数2,Cpk:生产系统对产品质量的能力指数3,Ppk:在进行大批量生产前,针对小批量产品进行过程能力指数三:计算公式四:公式解释1,CmkS:取样数据的标准差,用STDEV公式直接计算T:公差范围,即上,下极限值之差K:为修正系数或偏离系数(实际值与公差中心偏离率的2倍)B1:平均值Xbar和测量的理论中间值之差B1=[Xbar-图纸中间值-{上偏差+下偏差}/2]2,CpkUSL:图纸上限尺寸,(中间值+上公差)LSL:图纸下限尺寸,(中间值+下公差)Xbarbar:每组抽样数据的平均数,然后再平均数(其实就是所有抽样数据的平均数)Rbar:每组抽样数据的极差的平均数d2: 跟据抽样数据的多少对应的修正系数,有表可查3,PpkS:取样数据的标准差,用STDEV公式直接计算五:应用范围1,Cmka. 用于新增加设备验收、新产品试制、设备大修之后等情况b. 在稳定的生产状态下,阶段性的了解机器设备对产品质量的影响2,Cpk1. 量产后,保证批量生产下的产品的品质状况不至于下降2. SPC——也就是结合Xbar-R图,对生产系统稳定的监控3,设备新验收,未到量产稳定阶段,对小批量的能力评价六:合格判断1,Cmka,国内设备验收或阶段性测试CMK要求大于1.67才合格;b,国外设备Cmk要求大于2才合格2,Cpka,当Cpk<1说明制程能力差,不可接受。
什么是CMK(设备能力指数)

什么是CMK?机器能力指数CMK是什么意思?CMK, 全称machine capability index,中文意思是机器能力指数,是最适合评估机器对于一个特殊要求的可适用性。
CMK和CPK大体上差不多公式是一致的,实际上是和PPK一样,也就是说标准差方面有点差异,使用的是STDEV。
它是对生产设备能够满足要求及稳定性的能力评价,目前的一些企业一般是要求CMK不小于1.67,也有是要求大于1.33的,不过前者较为普遍!!CMK的特点用于新增加设备验收、新产品试制、设备大修之后等情况;稳定过程研究用;在收集数据时采用连续抽样,样品数量最好是125pcs,最少不少于50pcs,测试过程不能调整;只考虑短期离散,强调设备本身因素对产品质量的影响;测试要求:抽取数据是连续性的;假定操作者、量具、原料都不受影响;只考虑设备单一的因素影响;操作员必须是熟练可胜任的;量具必须符合要求且校正过的;同一批次材料,最好同一炉号的;符合要求的检验人员。
CMK计算公式(下面这个是比较简单的写法)下面这张CMK计算公式写法也常用机器能力CMK的表示:机械能力是通过其产品质量特性的分布来衡量的,有的时候机械能力值用8σm表示,σm.表示工序中仅由机器设备引起的质量特性值的标准差。
由于机械能力仅与机械本身有关,故其产品质量散差分布较小,即σm< σ。
根据经验,一般关系为 m=3σ/4,即4σm=3σ,σm可以从取样测量数据求得。
CMK与Cpk、Ppk之间关系从公式中我们可以看出Cmk和Cpk只要一个S和σ,差异,而Cmk和Ppk公式是完全一样的。
差异在于:★Cpk是有偏移短期过程能力指数,其标准差σ的4种计算公式: 简易标准差,Rbar/d2,Sbar/C4和Minitab中的Pooled standard deviation(合并标准差★Ppk是有偏移长期过程性能指数,其特点是间隔抽取样本。
机器能力指数机器能力判定要求1.67≤Cmk充分关键设备1.33≤Cmk<1.67 理想关键设备1≤Cmk<1.33 正常主要生产设备0.67≤Cmk<1 不足0<Cmk<0.67 严重不足一,数据的测量1 设备部组织实施对质控点和特殊过程设备进行每年一次机器能力指数测定。
Cmk计算

1、利于计算处理数据,取:数值╳1000,得出24个数据X i为:0.2 0.10.6 -0.50.7 0.50.8 0.61.1 1.10.9 1.10.8 1.10.6 10.1 0.50.1 0.50.1 0.80.1 0.22、24个数据取和:13.13、数据均值:X=13.1/24=0.5464、公差中心值:X中=05、公差范围:T=T U-T L=3-(-3)=66、偏移量:B= X-X中= 0.546-0 =0.5467、标准差:S= ∑(X i-X)2 / (24-1) = 4.122/23 = 0.179 =0.4238、机器能力指数C mk= T-2B/6S=(6-2*0.546) / (6*0.423)=(6-1.092)/2.538=4.908/2.538=1.939、分析:因抽样数据量X i为24个,相比较常规计算时的50个数据量推演,则C mk应较1.93略小,约在1.75左右;该机轴C mk>1.33,认为在工序中的该机轴能力是充分的。
1、利于计算处理数据,取:数值╳1000,得出24个数据X i为:1.1 -0.92.0 -0.41.5 0.61.7 1.80.2 1.60.8 3.01.1 1.20.3 1.41.72.01.1 1.80.6 1.70.6 0.82、24个数据取和:27.33、数据均值:X=27.3/24=1.1384、公差中心值(理论中间值):X中=05、公差范围:T=T U-T L=3-(-3)=66、偏移量:B= X-X中= 1.138-0 =1.1387、标准差:S= ∑(X i-X)2 / (n-1) = 16.392/(24-1) = 0.713 =0.8448、机器能力指数C mk= T-2B/6S=(6-2*1.138) / (6*0.844)=3.724/5.064=0.7359、分析:因抽样数据量X i为24个,较常规的50个数据量少,推演C mk应较0.735略小,约在0.69左右;该机轴1.0>C mk>0.67,机器能力不足,技术参数能力很差,应采取措施实施改善。
CMKcpk计算毕工

1.3.1. Cm,Cmk 值:1.3.1.1. 机械能力指数Cm 与Cmk : ✧ Cm 值计算: Cm = mUT OT σ8- 式中:OT — 最大极限尺寸UT — 最小极限尺寸σm — 标准偏差σm = 1)(2--∑n X XiXi — 第i 件被测零件的测量值X — 平均测量值n — 抽检零件数X =nX X X n +⋅⋅⋅⋅⋅⋅+21 n X X X ⋅⋅⋅⋅⋅⋅21, 为每个被测零件的实际测量值。
✧ Cmk 值计算: Cmk = m8)1(σUT OT K -- 式中:OT — 最大极限尺寸UT — 最小极限尺寸σm — 标准偏差K — 偏离系数σm = 1)(2--∑n X XiXi — 第i 件被测零件的测量值X — 平均测量值n — 抽检零件数X =nX X X n +⋅⋅⋅⋅⋅⋅+21 K= 2/)(2/)(UT OT XUT OT ---n X X X ⋅⋅⋅⋅⋅⋅21, 为每个被测零件的实际测量值。
对于单向公差(如平面度,垂直度)项目: Cmk = m 4σX OT - 或 Cmk = m4σX UT - Cpk 值的计算: Cpk = σ6)1(UT OT K -- 式中:OT — 最大极限尺寸UT — 最小极限尺寸σ — 标准偏差K — 偏离系数σ= 1)(2--∑n X XiXi — 第i 件被测零件的测量值X — 平均测量值n — 抽检零件数X =nX X X n +⋅⋅⋅⋅⋅⋅+21 K= 2/)(2/)(UT OT XUT OT ---n X X X ⋅⋅⋅⋅⋅⋅21, 为每个被测零件的实际测量值。
对于单向公差(如平面度,垂直度)项目: Cpk =σ3X OT - 或 Cpk = σ3X UT -。
CMK设备能力指数
■ Cmk定义 ■ Cmk特点 ■ 计算公式 ■ CMK与CPK、PPK之间关系 ■ 示例
A
1
Cmk设备能力指数
• Cmk定义(The capability Inder for a stable machine) 设备能力指数或设备初次运作能力 是用来研究设备(机械)首次生 产的成功率;一般记作Cmk;
A
2
Cmk设备能力指数
■ 特点
● 用于新增加设备验收、新产品试 制、设备大修之后等情况;
● 稳定过程研究用;
● 在收集数据时采用连续抽样,测 试过程不能调整;
● 只考虑短期离散,强调设备本身 因素对产品质量的影响;
A
3
Cmk设备能力指数
■ 测试要求 ● 抽取数据是连续性的; ● 假定操作者、量具、原料都不受影响;
A
பைடு நூலகம்
9
出。
A
6
Cmk设备能力指数
计算要求:
实用的调查、计算设备能力的办法和过 程(工序)能力调查方法一样,都是通 过其产品质量特性值的分布来衡量的;
A
7
Cmk设备能力指数
■ 抽样计划 ● 抽样频率依实际生产数量决定; ● 子组的大小一般为5PCS; ● 组数依实际生产决定(一般25组);
A
8
Cmk设备能力指数
只考虑设备单一的因素影响;
A
4
Cmk设备能力指数
■计算公式:
X—最近的公差边界的临界距离
Cmk=
3×S
(X — TU) 或(TO — X )
=
3×S
X —— 数据的平均值 S —— 标准差
TO—— 上偏差
TU —— 下偏差
Cmk 是德国汽车行业常采用的参数
Cmk 是德国汽车行业常采用的参数,称为临界机器能力指数,它仅考虑设备本身的影响,同时考虑分布的平均值与规范中心值的偏移;由于仅考虑设备本身的影响,因此在采样时对其他因素要严加控制,尽量避免其他因素的干扰,计算公式与Ppk 相同,只是取样不同CP(或Cpk)工序能力指数,是指工序在一定时间里,处于控制状态(稳定状态)下的实际加工能力。
它是工序固有的能力,或者说它是工序保证质量的能力。
这里所指的工序,是指操作者、机器、原材料、工艺方法和生产环境等五个基本质量因素综合作用的过程,也就是产品质量的生产过程。
产品质量就是工序中的各个质量因素所起作用的综合表现CPK:强调的是过程固有变差和实际固有的能力;CMK:考虑短期离散,强调设备本身因素对质量的影响;CPK:分析前提是数据服从正态分布,且过程受控;(基于该前提,CPK 一定>0)CMK:用于新机验收时、新产品试制时、设备大修后等情况;CPK:至少1.33CMK:至少1.67CMK一般在机器生产稳定后约一小时内抽样10组50样本CPK在过程稳定受控情况下适当频率抽25组至少100个样本我不清楚你提供的是什么设备,如果不是改装设备或简易设备,CMK 一般都会合格的。
除非用户使用时撞车。
CMK 是衡量设备运行稳定性的指标。
CPK 是衡量产品生产过程能力的指标。
两者不一样。
CPK 测量时有人为因素影响,CMK 只与设备有关与人无关。
所以测定CMK 时要去除人为因素。
以车床为例:假设你的机床加工精度0.001,客户要求的加工精度: S& O# J0 H9 j6 e/选择磨损小的刀具,准备棒料连续车125 件固定尺寸的样件(如Φ50x20)尺寸不一定要达到目标值但尺寸一致性要好。
以实测值为中值(主要去除对刀误差),以本序加工的关键尺寸公差为上下限,计算CMK。
注意:+ H/ b1 w- ]( O2 b' @& K' P$ |测定CMK 时最好不用客户指定的样件尤其是客户的产品。
设备综合能力测试Cmk计算与分析-设备管理论文-管理学论文

设备综合能力测试Cmk计算与分析-设备管理论文-管理学论文——文章均为WORD文档,下载后可直接编辑使用亦可打印——目前在对设备管理方式存在不完善,对设备验收过程采用抽样检验的方式,凭借的只是对设备本身技术规范要求,以及对加工件的零散的测量是否在规定尺寸范围内,对于现代制造业,特别是生产批量大的行业没有考虑到一致性以及偏差波动的控制,这里引进一种科学、严谨的设备评价方法Cmk。
Cmk 是设备综合能力指数,主要考虑分布的平均值与规范中心值的偏移,这种方法只考虑设备本身的影响,尽量避免其他因素的干扰,计算公式与Ppk 相同,只是取样不同。
一、设备综合能力指数发生条件设备综合能力指数Cmk 发生条件,是新设备安装调试完成后以及设备状态发生改变时,具体包括:①在新机械设备的验收时。
②机械设备大修后。
③机械设备移地生产。
④1 年以上封存启用的机械设备。
⑤其产品为新品种或出现与设备有关质量波动的机械设备。
二、取样及加工条件在设备综合能力测试中的使用件,应该是同一状态。
前道工序所加工出的零件应符合设计和加工要求,其尺寸须符合公差要求。
对于所选取的零件数目有如下规定:连续测量每个产品规格中的50 个零件以某种特定的方式记录下来。
在设备综合能力测试前,不准更改加工的状态,在设备综合能力测试中,加工要连续不间断,如出现机械故障、停电等,则必须重新开始测试。
连续的意思是说在取样的过程中,产品的变差和波动都是设备的加工能力引起。
三、设备综合能力测试Cmk 计算公式设备能力值可以用6m来表示,由于设备能力仅与设备本身有关,其产品质量的散差分布较小,即m,一般取m=3/4,由此可以导出设备能力指数公式,Cmk=T/8m(T 为公差值)。
同过程能力指数计算一样,可按双向公差、无偏差分布;双向公差、有偏差分布;和单向公差(上下)4 种情况来计算。
在能力判断和处置上,通常和对过程能力的判定和处置结合起来进行,一般Cmk1,则认为设备能力充足,当Cmk1 时,则认为设备能力不足,应采取措施提高Cmk 值,m的估计值可以从抽取平均样本的标准差(S)求出。
Ppk、Cpk,还有Cmk三者的区别及计算

Ppk、Cpk,还有Cmk三者的区别及计算1、首先我们先说明Pp、Cp两者的定义及公式Cp(Capability Indies of Process):稳定过程的能力指数,定义为容差宽度除以过程能力,不考虑过程有无偏移,一般表达式为:Pp(Performance Indies of Process):过程性能指数,定义为不考虑过程有无偏移时,容差范围除以过程性能,一般表达式为:(该指数仅用来与Cp及Cpk对比,或/和Cp、Cpk一起去度量和确认一段时间内改进的优先次序)CPU:稳定过程的上限能力指数,定义为容差范围上限除以实际过程分布宽度上限,一般表达式为:CPL:稳定过程的下限能力指数,定义为容差范围下限除以实际过程分布宽度下限,一般表达式为:2、现在我们来阐述Cpk、Ppk的含义Cpk:这是考虑到过程中心的能力(修正)指数,定义为CPU与CPL的最小值。
它等于过程均值与最近的规范界限之间的差除以过程总分布宽度的一半。
即:Ppk:这是考虑到过程中心的性能(修正)指数,定义为:或的最小值。
即:其实,公式中的K是定义分布中心μ与公差中心M的偏离度,μ与M的偏离为ε=| M-μ| ,则:于是,3、公式中标准差的不同含义①在Cp、Cpk中,计算的是稳定过程的能力,稳定过程中过程变差仅由普通原因引起,公式中的标准差可以通过控制图中的样本平均极差估计得出:因此,Cp、Cpk一般与控制图一起使用,首先利用控制图判断过程是否受控,如果过程不受控,要采取措施改善过程,使过程处于受控状态。
确保过程受控后,再计算Cp、Cpk。
②由于普通和特殊两种原因所造成的变差,可以用样本标准差S来估计,过程性能指数的计算使用该标准差。
即:4、几个指数的比较与说明①无偏离的Cp表示过程加工的均匀性(稳定性),即“质量能力”,Cp越大,这质量特性的分布越“苗条”,质量能力越强;而有偏离的Cpk表示过程中心μ与公差中心M的偏离情况,Cpk越大,二者的偏离越小,也即过程中心对公差中心越“瞄准”。
Cmk

Cmk机器能力指数Cmk的计算4.6.1 目的:为检测、评定设备的机械能力并保持、改善生产加工过程中设备的机械能力,特制定本办法。
4.6.2 范围:本办法规定了设备机械能力检测的基本内容和要求,适用与所有机械工艺设备能力检测。
4.6.3 术语:4.6.3.1 机械能力:主要指工序的机械设备(包括工、夹、刀、磨具等在内)所具有稳定生产某种产品的能力,是体现工序能力的一个重要因素。
4.6.3.2机械能力指数:是表示机械能力满足产品工序能力要求的量值,它是产品公差范围与工序能力(仅由机械设备所引起的质量波动的特性值)的比值。
4.6.3.3 Cmk----机器能力指数。
Cmk是德国汽车行业常采用的参数,称为临界机器能力指数,它仅考虑设备本身的影响,同时考虑分布的平均值与规范中心值的偏移;由于仅考虑设备本身的影响,因此在采样时对其他因素要严加控制,尽量避免其他因素的干扰。
4.6.4 生产制造部设备动力科负责向设备所在单位下达设备机械能力检测任务。
4.6.5 内容和要求:4.6.5.1 机械能力检测评定的情况:a、新购入的机械设备;b、大修后的机械设备;c、搬运后的机械设备;d、长期停产达一年后恢复使用的机械设备;e、其产品工艺路线变更或公差缩紧的机械设备;f、其产品为新品种或出现与设备有关质量波动的机械设备;g 、顾客要求检测机械能力的设备。
4.6.5.2设备机械能力检测评定的实施生产制造部设备动力科负责向设备所在单位下达设备机械能力检测任务。
设备所在单位工艺员负责给定符合本工序加工质量要求的检测参数,设备动力科负责设备机械能力检测评定的具体实施。
对于5.1中e、f 两种情况,技术工程部或质量管理部门须向生产制造部设备动力科传递要求检测的信息。
设备检测后,应出具《设备CMk值检测报告》,作为设备能力鉴定和预防性维护保养的依据之一并存档。
设备CMk 值要达到1.67,对于存在问题达不到要求的尚须采取纠正措施,措施完成后实施新的能力调查。
CMK计算公式
时 噪音 间隔抽样
分
5.3 5.28 0 5 10 15 20 25 30 35 40 45 50
(件) 5.3208 Cmk 分析评定: X S 0.028 T 0.15 1.527
序号 实测值 序号 实测值 序号 实测值 序号 实测值 序号 实测值 1 5.3 11 5.3 21 5.3 31 5.3 41 5.3 2 5.34 12 5.34 22 5.3 32 5.3 42 5.3 3 5.3 13 5.32 23 5.3 33 5.34 43 5.35 4 5.32 14 5.3 24 5.33 34 5.3 44 5.3 5 5.33 15 5.3 25 5.32 35 5.3 45 5.34 6 5.3 16 5.34 26 5.3 36 5.34 46 5.3 7 5.3 17 5.34 27 5.3 37 5.4 47 5.3 8 5.33 18 5.33 28 5.3 38 5.38 48 5.38 9 5.3 19 5.3 29 5.34 39 5.33 49 5.3 10 5.34 20 5.34 30 5.42 40 5.3 50 5.3 计算分析:
5.46 5.44 5.42
5.4
工序说明
②、工装夹具 ③、刀具特性、换刀间隔 ④、零件尺寸(含公差) 5.3
0.15
测量工具与办法:(量具名称、量具编号、量程、精度、测量方法)
5.38 5.36 5.34
测量数据记录: 测量起止时间 时 环境条件波动范围 取样方式 取样数量
5.32
分至 温度 湿度 连续取样 √ 50(件)
ε
0.0542
需采取对策:
X nX T Leabharlann u Tli 1 i
1
设备能力指数Cmk
设备能力指数Cmk2010-10-16 21:13:38| 分类:默认分类|字号订阅Cmk设备能力指数■Cmk定义■Cmk特点■计算公式■CMK与CPK、PPK之间关系■示例Cmk设备能力指数Cmk定义(The capability Inder for a stable machine)设备能力指数或设备初次运作能力是用来研究设备(机械)首次生产的成功率;一般记作Cmk;Cmk设备能力指数■特点●用于新增加设备验收、新产品试制、设备大修之后等情况;●稳定过程研究用;●在收集数据时采用连续抽样,测试过程不能调整;●只考虑短期离散,强调设备本身因素对产品质量的影响;Cmk设备能力指数■测试要求●抽取数据是连续性的;●假定操作者、量具、原料都不受影响;只考虑设备单一的因素影响;Cmk设备能力指数■计算公式:X—最近的公差边界的临界距离Cmk=3×S(X —TU)或(TO — X )=3×SX ——数据的平均值S ——标准差TO——上偏差TU ——下偏差X与最近的公差边界的临界距离取较小的。
Cmk设备能力指数σm设备标准差的估计值可以从抽取平均样本的标准差(S)求出。
Cmk设备能力指数计算要求:实用的调查、计算设备能力的办法和过程(工序)能力调查方法一样,都是通过其产品质量特性值的分布来衡量的;Cmk设备能力指数■抽样计划●抽样频率依实际生产数量决定;●子组的大小一般为5PCS;●组数依实际生产决定(一般25组);cmk是德国汽车行业常采用的参数,称为临界机器能力指数,它仅考虑设备本身的影响,同时考虑分布的平均值与规范中心值的偏移;由于仅考虑设备本身的影响,因此在采样时对其他因素要严加控制,尽量避免其他因素的干扰,计算公式与ppk相同,只是取样不同cp(或cpk)工序能力指数,是指工序在一定时间里,处于控制状态(稳定状态)下的实际加工能力。
它是工序固有的能力,或者说它是工序保证质量的能力。
什么是CMK(设备能力指数)-cmk指数

什么是CMK(设备能力指数)-cmk指数
而Cmk只使用STDEV作为标准差计算方法。
Ppk是一个非对称指数,考虑到了过程的中心偏移,因此它的公式中使用了过程中心与规格上限/下限的距离来计算。
总的来说,CMK是评估机器能力的一种指标,主要用于评估生产设备能否满足特定要求并保持稳定性。
其计算公式与Cpk、Ppk有些许差异,但都是基于标准差的计算方法。
CMK 的特点包括用于新增设备验收、稳定过程研究,采用连续抽样等。
在进行测试时需要考虑多个因素,如操作者、量具、原料等,以确保测试结果的准确性。
CMK计算公式
10 5.34 20 5.34 30 5.42 40 5.3 50 5.3
计算分析:
X
1 n
n i 1
Xi
T Tu Tl
( ) 1 n n i1
2
Xi X
T-----公差范围
4 5.32 14 5.3 24 5.33 34 5.3 44 5.3
5 5.33 15 5.3 25 5.32 35 5.3 45 5.34
6
5.3 16 5.34 26 5.3 36 5.34 46 5.3
7
5.3 17 5.34 27 5.3 37 5.4 47 5.3
8 5.33 18 5.33 28 5.3 38 5.38 48 5.38
Hale Waihona Puke 检测评定报告Tu -----上极限尺寸
TL -----下极限尺寸
S----- 样本的标准偏差
X-----平均值
Xi -----实测值
Cmk -----机械能力指数
双向公差时:Cmk=(T-2ε)/6S
ε----分布中心与公差中心的绝对偏移量
单向公差时:Cmk=(Tu-X )/3S或Cmk=(X-TL)/3S
时
分至
时
分
环境条件波动范围
温度
湿度
噪音
取样方式
连续取样 √ 间隔抽样
取样数量
50(件)
(件)
序号 实测值 序号 实测值 序号 实测值 序号 实测值 序号 实测值
1
5.3 11 5.3 21 5.3 31 5.3 41 5.3
2 5.34 12 5.34 22 5.3 32 5.3 42 5.3
3
5.3 13 5.32 23 5.3 33 5.34 43 5.35
CMK计算与分析
17 0.040 39 0.060 61 0.050 83 0.040
18 0.050 40 0.040 62 0.040 84 0.040
19 0.040 41 0.030 63 0.040 85 0.050
20 0.050 42 0.050 64 0.050 86 0.020
21 0.050 43 0.040 65 0.040 87 0.060
0.84
7:CMK的意义
1,评估设备对产品质量产生的影响
The End And Thank You!
15 -0.005 37 -0.010 59 -0.005 81 0.000
16 0.000 38 -0.010 60 -0.010 82 0.000
17 0.000 39 -0.010 61 -0.005 83 -0.005
18 -0.010 40 -0.010 62 -0.010 84 -0.010
11 0.000 33 -0.015 55 -0.005 77 0.020 99 -0.010
12 -0.01 34 -0.010 56 -0.010 78 0.01 100 0.010
13 -0.005 35 0.000 57 0.000 79 0.000
14 -0.005 36 0.000 58 -0.005 80 0.000
19 -0.005 41 -0.015 63 0.000 85 0.000
20 0.000 42 0.000 64 0.000 86 0.000
21 0.000 43 0.000 65 0.000 87 0.005
22 0.010 44 0.000 66 0.000 88 0.010
X = -0.002