平衡率山积表
合集下载
现场IE改善案例分析--生产线平衡分析改善案例
生产线平衡定义
对生产的全部工序进行均衡,调整作业 负荷和工作方式,消除工序不平衡和工 时浪费,实现“一个流”。
出料
入料
平衡生产线的意义
通过平衡生产线可以综合应用到程序分析、动作分析 、layout分析,搬动分析、时间分析等全部IE手法,提 高全员综合素质
在平衡的生产线基础上实现单元生产,提高生产应变 能力,对应市场变化实现柔性生产系统
(4) 4种增值的工作
站在客户的立场上,有四种增值的工作
1、使物料变形 2、组装 3、改变性能 4、部分包装
物料从进厂到出厂,只有不到 10% 的时间是增值的!
工序
符 号
内容
作业内容
分类
加工 作业
○
加工 作业
■产生附加价值的工序及作 业
卖得掉
检查
□
数量检查 ■虽然有必要,但需要进行 品质检查 改善的工序及作业
现场IE改善案例分析--生 产线平衡分析改善案例
2020年7月14日星期二
内容安排
一、线平衡定义 二、生产线平衡分析方法 三、B值、F值的定义与计算 四、线平衡案例分析
一、线平衡定义
生产线平衡定义
什么是生产线平衡
生产线平衡是指构成生产线各道工序所需的 时间处于平衡状态,作业人员的作业时间尽 可能的保持一致,从而消除各道工序间的时 间浪费,进而取得生产线平衡。
减少人手(1)
將工序3里的工作时 间分配至工序2﹑4 及5之內﹐从而工序 3里的人手可调配其 它生产线去
可行性﹕須工序 2﹐4及5內均有足夠 时间接受额外工作。
ቤተ መጻሕፍቲ ባይዱ
生产线平衡-例3﹕减少人手(2人)
降低线体速度,减少生产产量
工作時間
生产线平衡之工时测定与山积表

1.8 1
0.5 1
1
2
2.5
1
0
S1 S2 S3 S4 S5 S6 S7 S8 S9 S10 S11 S12 S13 S14 S15 S16
M5 M4 M3 M2 M1
工站
平衡的手法—工时测量
工时测量 的作用
获取各工站的实际操 作时间﹐为山积表制 作﹐时间平衡作准备
通过时间观测﹐分析 作业价值﹐发现问题 和改善空间
形成标准﹐比较实际 差异﹐找出問題
平衡的手法—工时测量
得出的数据:
➢“节拍”是指连续完成相同的两个产品(或 两次服务, 或两批产品)之间的间隔时间。换句话说,即指完成一个产 品所需的平均时间。节拍通常只是用于定义一个流程中某一 具体工序或环节的单位产出时间。在流程设计中,如果预先 给定了一个流程每天(或其它单位时间段)必须的产出,首 先需要考虑的是流程的节拍。 ➢“瓶颈“(Bottleneck):而通常把一个流程中生产节拍 最
拆解动作 时间测试
將工站动作拆解成若干个单一的操作內容,并填 入<<时间记录表>>
分解动作時間量測,一般每个动作測量5次為 宜; ❖ 量測人員应站在作业员斜后面1米以外,以能 看清楚全部操作动作為准則; 測試中不能打扰作业员的正常操作,和引起 作业员的紧张;
平衡的手法—工时测量
时间測量流程
作业內容
平衡的手法
手法
• 工时测量 • 山积表 • 程序改善 • 损失分析 • 作业条件改善 • 打破平衡
平衡的手法—工时测量
工时测量
工具: 秒表 ❖ 观测板、铅笔 时间记录表、计算器 山积表
方式: 一般测时法 ❖ 连续测时法
平衡的手法—工时测量
线平衡CPM数据可转化山积图
S5
贴免水纸
T4
T5
S6 检查
T6
T7
用胶带固定机舱
U5 贴拉拉纸 V4 工装收集
U6 贴右边拉拉纸
拿后板
U7 备温盒拉拉纸
扣后板
拿 胶
固定后板
33 34 35
快速生产CPM快捷键ctrl+A 清除CPM快捷键ctrl+Q
T7
固定后板
B2
B3
B4
B5
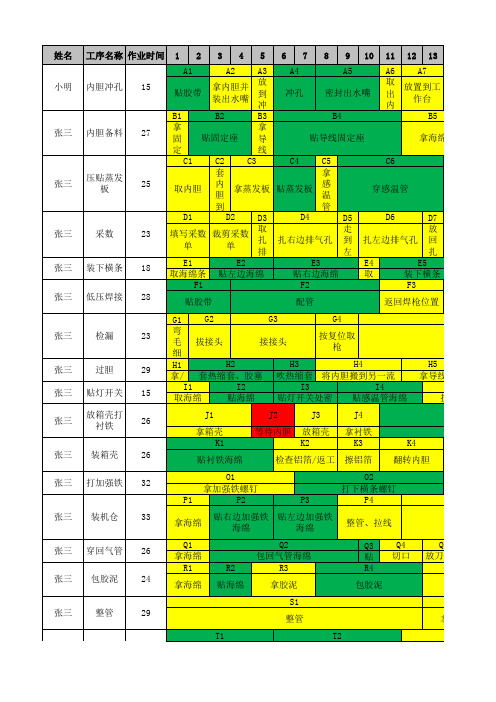
内胆备料 27
拿
拿
固 贴固定座 导
贴导线固定座
拿海绵
定
线
C1 C2 C3
C4 C5
C6
压贴蒸发 板
25
取内胆
套
拿
内 胆
拿蒸发板 贴蒸发板
感 温
穿感温管
到
管
D1
D2 D3
D4
D5
D6
D7
采数
23
填写采数 裁剪采数
单
单
取 扎 排
扎右边排气孔
走 到 左
扎左边排气孔
放 回 扎
装下横条
18
E1
现状
合计 线平衡率
486 75.2%
扣机仓板
U4 移单 V3 贴拉拉纸
用胶带固定
U5 贴拉拉纸 V4 工装收集
14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 A8
走回内胆 物料车
B5
B6
B7
B8
B9
拿海绵
密封温控器插脚
拿 海 绵
贴内胆棱边海 绵
E2
取海绵条 贴左边海绵
E3
精益生产--山积表

标
标准作业是企业认可的,能够
准
安全、保证质量、很少浪费、
作
合理成本、以人的动作为中心,
业
应该严格遵守的作业方法。
的
定
义
它由节拍时间、作业顺
与 作
序和标准手持三要素组 成。
用
1、明确安全地、低成本 地生产优良产品的制造
方法;
2、目视化管理的工具;
3、用作改善的工具
二
标准作业及三要素
标准作业与作业标准的区别
时间/台
质量检查 首检
正常检查 终检
频次 合计
检查时间
时间/台
类型Ⅲ涉及 的工作类型比 较多,在调查 过程中需要应 用三种调查表 格。各项数据 按实际情况填 写。每项时间 测量三遍,取 平均值。
三
山积表编制的具体方法
类型Ⅲ调查作业时间实例
每种类型分别测 算3次
作业时间调查表
车间
班组
作业 类型
工序
調査日期
调查员
步骤 1
发动机种类
第1回
第2回 第3回 平均值
时间总计
作 业 内 容 作业 歩行 作业 歩行 作业 歩行 作业 歩行
2
3
4
5
6
7
作业时间
三
山积表编制的具体方法
条件: T.T=37秒
在组装生产线上组装A・B・C、3种车型、在某工序操作者张某装配零部件 时间为:
CT=
=30.8S
100
三
山积表编制的具体方法
类型Ⅲ作业时间
类型Ⅲ的作业时间采用统计汇总与工作抽样相结合的 方法进行调查。
首先由操作人员与班组长统计汇总该员工的作业内容 及作业时间,再使用工作抽样的方法进行确认。
山积表分析改善实例

0.76
1.83
1.89
8.00
0.28 0.81 0.05 2.41
6.48
6.00
4.00
8.53
9.09
8.21
7.52
9.06
9.51
9.13
9.01
9.14
9.56
6.83
9.24
8.17
8.11
9.72 9.20 9.95 7.59
2.00
3.52
0.00
1
2
3
4
5
6
7
8
9
10
11
12
13
4
8贴 0背 P胶 I+ N压
1 9.06 9.06 0.94
5
点 胶
1 9.51 9.51 0.49
6
盖扫 2主 p板 c条 条形 形码 码+
贴 后
1 9.13 9.13 0.87
7
组扫 合主 前板 后后 盖盖 组条 件形
码 +
1 9.01 9.01 0.99
8
锁 整 机 4 颗 螺 丝
1 9.14 9.14 0.86
1 7.59 7.59 2.41 19
扫 描 装 箱
山积表(改善前)
12.00
瓶颈时间(S)
直接人力(人) 平衡率
产能(UPH)
10.24
24 55.5%
352
10.00
8.00 4.43
2.41
5.05
4.57
2.26
2.18
6.00
1.79
5.97
3.46
0.58
5.32
1.86 4.00
山积表(工序平衡分析)

类型Ⅱ山积表
生产节拍T.T=37s
B型车
C型车
加权平均 作业时间 33.52秒
加权
13
2、山积表的编制
标准作业类型Ⅲ山积表
表示可用工作时间
堆积柱状图:用以表示对应人员的作业内容、作业时间 。
14
2、山积表的编制
标准作业类型Ⅲ
作业时间调查表1—调查总表
定义:生产线外的作业,算不出生产节 拍,不是反复作业的工序;其目的就是根据 全厂的效率核算,将生产线外的人的作业标 准化、量化到每个人每班。
步行 安放缸盖 螺栓与缸盖结合面涂油 螺栓涂油安装
步行 放车扫描
合计
时间/秒 14 22 8 12 8 20 14 4 24 14 64 4 24 232
232 148
32
谢谢大家!
33
换刀频率
换刀时间(分钟) 时间(分钟)/台
1
铰刀DX246-C1-60701
1000
2
丝锥M12-H2
300
3
丝锥M12-H2进口
1000
4
丝锥M16-H2侧面国产
300
5
丝锥M16-H2上平面全用进口
1000
6
丝锥M18×1.5-H2
300
7
丝锥M30×1.5
200
8
螺旋丝锥M8-H2国产
300
9
20
3、山积表的运用及改善案例
什么是生产线平衡?
生产线平衡是指构成生产线各道工序所需的时间处于平衡状态,作业人员的作业时间尽可能 的保持一致,从而消除各道工序间的各种等待的浪费,进而取得生产线平衡,达到生产效率的最 大化。
生产线平衡的计算
精益培训系列课件---生产线平衡 (leicaibing)
精益生产系列学为什么要做?可不可以不做?为什么要在这里做? 能不能在其他地方做?为什么要现在做?能不能以后做?为什么一定由他来做? 能不能由其他人做?他做得怎么样?有没有做得更好的?
LB生产线平衡
精益生产系列学习
基本原则和方法:ECRS法则(取消、合并、重排、简化)
LB生产线平衡
基本原则和方法:基本方法图示
精益生产系列学习
提高 设备效率
改进 工具夹具 作业 拆解分割 瓶颈 改善 增加 作业人员 提高 作业技能 调整 作业人员
取消 不必要动作
作业方 法改善
合并 微小动作
重排 作业顺序
简化 复杂动作
LB生产线平衡
基本原则和方法:5W1H
通过5W1H系统地分析工艺流程安排的合理性和必要性; 5W1H: What(什么) Why(为什么) Where(何地) When(何时) Who(谁)
30 25 20 15 10 5 0
单位:min/个
产 线 平 衡 图
10
15 30
18
灰色 — 平衡损失时间 橙色 — 员工作业时间
20
15
12
A
B
C
D
LB生产线平衡
常用术语介绍:OCT —节拍柱状图
精益生产系列学习
OCT —节拍柱状图(山积图/山积表),反映各个工序作业时间对比情况的图表, 从中可以找到影响整个工序产能的工序,发现可改善的地方。
LB生产线平衡
常用术语介绍:瓶颈工序
瓶颈的常见表现: 整体进度缓慢,生产效率下降; 出现产品零部件不能配套的现象; 一些工序加班赶货,而另一些则很轻松; 一些工序的半成品堆积过多,而另一些则很少; 个别工序在等材料、设备,其他工序进展正常;
LOB(线体平衡率)知识讲解-2016-6-28

正确的计算方法:线体平衡率=线体平衡率=(各工序节拍之和)/(各工序中人或主设备平均作业时间的瓶颈时间×人或主设备数之和) ×100%;照这个公式计算,=(10+20+10+10+10)/(10*6)*100%=(60/60)*100%=100%;
没有成功的企业,只有时代的企业。只有适应时代发展,才能成就百年名企!
瓶颈在哪 里?
了 解 加 工 的 过 程
没有成功的企业,只有时代的企业。只有适应时代发展,才能成就百年名企!
7
精益生产的最终目标,就是拧干毛巾里的最后一滴水!
三、相关概念
LOB的概念及常见的传统计算方法: 概念一:用于衡量流程中各工站节拍符合度的一个綜合比值; 概念二:生产线平衡即是对生产的全部工序进行平均化,调 整作业负荷,以使各作业时间尽可能相近的技术手段与方法, 是生产流程设计及作业标准化中最重要的方法: 3.传统计算方法:
10
精益生产的最终目标,就是拧干毛巾里的最后一滴水!
三、相关概念
概念2:可供工时 可供工时=可供时间 *人数-借出工时 可供时间:上班时间内,为某产品生产而投入的所有时间 例:A线有20个直接作业人员,某天13:00开始换线生产B产 品,到17:00生产结束,那么,投入到B产品的可供时間为:
20人*4H=80H
4.1 工時測量(秒表)
时间测量流程 数据与信息记录 作业内容
测试中判断作业员的速度水平,并作如实记录,不可修改量测数 据; 若有其他特殊情况,也应加以实录;
数据整理和计算
测试完毕,对数据进行整理和计算,补充测量有怀疑或错漏的数 据; 计算可信度95%所需的样本数量,补测差异样本数量
数据分析与处理
没有成功的企业,只有时代的企业。只有适应时代发展,才能成就百年名企!
IE学堂12-生产线平衡(LOB)-Michael

33
3.生产线平衡实战技法
“给我一根杠杆,一个支点,我就能翘动地球” --阿基米德在《论平面图形的平衡》一书中最 早提出了杠杆原理. 生产线平衡的核心,就是----克服瓶颈! 是撬动生产力的支点.
IE学堂系列课程
34
3.生产线平衡实战技法
瓶颈的认识 瓶颈的分类
正规作业的内容
瓶颈改善的方法 瓶颈改善的手法
有效工作时间 节拍= 产出数量
1小时×3600秒/小时÷400 = 9秒/台
IE学堂系列课程 10
例:计算节拍
[例]某制品流水线计划年(254天)销售量为20000 件,另需生产备件1000件,废品率2%,两班制工作, 每班8小时,时间有效利用系数95%,求流水线的节 拍(分钟)。
年生产天数
[解 ]
IE学堂系列课程
16
1.5时间损失率
S r ti S r
100%
S —工作地数目 r —节拍
ti —工序i的作业时间
IE学堂系列课程
17
1.6生产力的概念
生产力=每人每小时生产台数
假设生产同一产品,
A线用60人,每小时产出420台,
生产力= 7.
B线用66人,每小时产出450台,
12
IE学堂系列课程
1.2瓶颈时间
瓶颈(Bottleneck)﹕ 产线作业工时最长的工位的标准工时称之为瓶 颈。更广义地讲,所谓瓶颈是指整个流程中制约产 出的各种因素。 瓶颈还有可能“漂移”,取决 于在特定时间段内生产的产品或 使用的人力和设备。
IE学堂系列课程
13
1.3单件标准时间
单件标准时间(Standard Time) : 一个作业员独自完成一个产品所有加工 作业所需的时间.(单位:分钟人)
线平衡与山积表分析

固 定 端 子 盖
固 定 风 叶
抽 真 空 拔 管
充 氟
封 口
卤 检 1
卤 检 2
1 5.5 4.7
1 9.9
1
1 11.1 5.4
1 6.4
1 5.6
1
1
1
1
14.6 17.6 26.7 12.5 14.8 7.5
12.9 25.2 18.8 18.1 7.7 9.1
17.1 15.2
10.2
9.9 34.6 32.4 26.7 22.1 15.5 18.5 16.5 23.5 20.8 20.6 25.2 27.8 18.1
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
19.2 16.7 14.9
0.0
0.0
0.0
0.0
0.0
0.0
0.0
0.0
0.0
0.0
0.0
0.0
58
59
60
61
62
63
64
65
66
67
68
69
70
71
72
0.0 0.0 0.0
8.0 14.4 14.9 8.7 4.7 0.0 0.0 0.0 0.0 0.0 0.0 0.0 0.0 0.0 0.0 0.0 0.0
58
59
60
61
62
63
64
65
66
67
68
69
70
71
72
贴 标 贴 件
封 箱
CT平衡率TT山积表培训讲义

<组装工程分析表>
本体
0.2分
1 120弯曲 PB1
铁饰品(2个)
组装桌子
小螺丝(2个)
1 安装小螺丝
0.15分 0.2分 0.15分 0.2分
2 下压
EP2
3 120 弯曲 PB1
4 下压
EP2
5
取EP出3油纸
柳钉(2个) 0.1分
盖子
0.2分
垫片
0.06分
2 投入铁饰品 3 柳钉堵缝 4 投入盖子
生产力计算说明
生产力
直接作业工时 = 出勤工时 – 支持工时 + 受援工时 + 加班时间 – 除外工时
注: 除外工时 ---人员面: 朝会、5S、教育、QCC… 设备面: 故障、品质、欠品……..
*1.生产力 = 产量 / 直接作业工时 即每人每小时产出量
*2.生产力 = 直接作业工时 / 产量 即每个产出量花费多少人-小时(man-hours)
= 64/102
= 62.7%
Neck ÷÷÷÷ C/T X 完成量
实际工时 = 6秒 * 4,000台 / 28,800秒 = 24,000/28,800 = 83.3%
% %
改善案例之检讨
1. 使平衡效率接近 100% 2. 平衡效率在 85%以上,则有生产化的价值,但仍需接近
100% (以最少的人员配置,成为最短的产距时间) 3. 改善的原则 : (1). 要素作业的改编 : 将瓶颈工程的要素作业配置于前后的工程,
原料、材料、部品或产品按计划保管的过程
原料、材料、部品或产品没按计划停滞的情况
表示管理区分或责任区分 表示担当者及操作者的责任区分 表示工程系列的部分省略 废弃部分原材料、部品及产品的情况
IE-生产线平衡

二、生产线平衡的计算
1.生产线平衡率与平衡损失率
衡量生产线平衡状态的好坏。
生产线平衡率= 各工序(工位)时间总和 作业周期×作业资源数
生产线平衡损失率=1-生产线平衡率
作业周期(CT—Cycle Time):生产线工序(工位)时间 最长的工序(工位)时间(瓶颈工序时间)。
CT=瓶颈工序单位产品产出时间
10 8 6 4 2 2 0 S1 S2 S3 0 1.5 1.5 0.5 4 6 3.5 0 1.5 0 1 2 1 3 1 0.5 S4 1.5 2 0 1 3 2 S5 0.5 1.3 2 1.5 2 3.5 1.8 S6 S7 0 1 3 0 1 2 4 3 2 1 S8 5 2 0.5 1 0.5 1.5 1 4 1 1.5 2.5 5 0 1 2 0.5 1 2 1.5 6.5 2.5 4 1 工站 0 2 0 1 2
四、生产线布局
合理的生产布局能够保证物料顺畅流动,减少无价
值的搬运动作,提高现场的管理透明度和生产效率。
1.无价值的搬运动作 搬运 倒退让路 排除路障 堆码、清点、整理、寻找 停顿与返回
考虑弹性生产线布置时追求的目标: (1)及时发现浪费 (2)灵活调整生产量 品质方面 优先使用不会产生次品, (3)考虑相关部门的浪费
秒
產品xxx工時山積表 M5 M4 M3 M2 M1
0
0 2 1 2 2
S9 S10 S11 S12 S13 S14 S15 S16
三、生产线平衡改善方法
1.生产线平衡改善的原则与方法
(1)原则
对瓶颈工序进行作业改善,如:良率、效率、设备开动率;
增加瓶颈工序的作业资源数; 分解瓶颈工序的作业内容;
生产线上产品分布不均的原因:
精益生产工具--山积表简介

山积表的生产线平衡改善——缩短C/T
4.缩短C/T
不均衡
最大差异 →要改善
不均衡的改善
减人
查找真因
谢
谢!
动作/人
1 2 3 1 2 3 1 2 3
A
B
C
改善想法:
作业项目重新分配
作业动作工时改善
2个及2个以上品种,每个种类作 业内容和时间不同的工序
山积表的三种类型
第三类 (适用于生产线或某工序批量生产) 目的:
480’
抽样 时间 20’
配合PQ图的调查,求出合理的
批量 物流运搬的工时调查
T/T
动作/人
A
B
C
改பைடு நூலகம்想法:
作业内容重新分配
作业动作工时改善
每次作业内容和时间相同的工序
山积表的三种类型
第二类 (适用于同一生产线多品种产品一个流生产) 目的:
T/T
瓶颈工序——瓶颈在操作员 加班原因——整条线的瓶颈受 制于操作员C
生产过程在制品——整条线的
在制品也因操作员C而产生
空闲 60’
设备维修保养的工时调查
生产 400’
改善想法:
A’ A”
动作/人
A
作业项目重组优化
作业频次/内容改善
统计汇总与工作抽样相结合
山积表的构成及用法
前提——标准作业
生产节拍(T/T) 作业顺序 标准在制
作业员或工序
构成——三要素
生产节拍(T/T) 作业顺序/人员 作业周期时间
用途——生产线平衡的改善
人员优化:减少作业人员
分辨瓶颈:确认瓶颈工序及瓶颈设备 缩短C/T:提升生产效率
山积表

日常保养点检
別表
1/班 15
5.4 40
10 20 20
378
15.0
378
15.0
4
5 6 7
设备5S
加润滑油 加工不良整理 材料不良整理
1/班
1/班 1/班 1/班
40.0
10.0 20.0 20.0
40.0
10.0 20.0 20.0
加工车 间某工序 由A一人 操作,班 产量70台。
8
9 10
102S
80 60 40 20 0
1 2 3 4 5
65 44 30 28 48
66
38
CT时间 节拍
6
7
8
9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27
四
山积表的改善案例
缸体 上线
机身打 编号
打印机 身编号
拓印机 身编号
涂胶机 器人
终检
1/班
合计
42
0.6
5.4
二
山积表编制的具体方法
根据作业调查的实际时间,制作堆积柱状图
二
秒
山积表编制的具体方法
编制山积表的注意事项
60 50 40 30 20 10 0 A B C 30秒
拧紧螺栓
类型三单独一 个表格
不要忘了生产 节拍
32秒
生产节拍T.T=36秒 34秒 一个人认定为一个工 序
选取技能水平中等熟练的操作者; 3个循环的作业顺序必须一致; 尽量排除操作者身体异常、及拍摄过程中故意延缓或加快作业速度的情 况 不能影响操作者的正常作业 必须以“作业”为开始,不可以从“等待”或“步行”开始; 操作者为同一人; 设备为相同设备; 机型不变; 需要拍摄整个场景,包括与本工序有关的零件的盛放盒,工位器具的布 置等等。 长时间手工作业时,需近景拍摄,保证能够看清楚操作者的手脚移动。
別表
1/班 15
5.4 40
10 20 20
378
15.0
378
15.0
4
5 6 7
设备5S
加润滑油 加工不良整理 材料不良整理
1/班
1/班 1/班 1/班
40.0
10.0 20.0 20.0
40.0
10.0 20.0 20.0
加工车 间某工序 由A一人 操作,班 产量70台。
8
9 10
102S
80 60 40 20 0
1 2 3 4 5
65 44 30 28 48
66
38
CT时间 节拍
6
7
8
9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27
四
山积表的改善案例
缸体 上线
机身打 编号
打印机 身编号
拓印机 身编号
涂胶机 器人
终检
1/班
合计
42
0.6
5.4
二
山积表编制的具体方法
根据作业调查的实际时间,制作堆积柱状图
二
秒
山积表编制的具体方法
编制山积表的注意事项
60 50 40 30 20 10 0 A B C 30秒
拧紧螺栓
类型三单独一 个表格
不要忘了生产 节拍
32秒
生产节拍T.T=36秒 34秒 一个人认定为一个工 序
选取技能水平中等熟练的操作者; 3个循环的作业顺序必须一致; 尽量排除操作者身体异常、及拍摄过程中故意延缓或加快作业速度的情 况 不能影响操作者的正常作业 必须以“作业”为开始,不可以从“等待”或“步行”开始; 操作者为同一人; 设备为相同设备; 机型不变; 需要拍摄整个场景,包括与本工序有关的零件的盛放盒,工位器具的布 置等等。 长时间手工作业时,需近景拍摄,保证能够看清楚操作者的手脚移动。
山积表

a
三
知识点
3.2生产线平衡率的计算
3.2.1对于装配车间(以山积表数据模板计算) 装配人员循环作业时间
各个人CT总计
生产线平衡率=
*100%
用时最长人员的CT*人员数
3.2.2对于加工车间(以各工序(线)生产能力表数据模板计算)
各工序作业时间总计
生产线平衡率=
*100%
用时最长工序的作业时间*工序数
③标准作业类型三山积表中的红线表示可用工作时间,其时间 统计中不包含班前会时间。
④运用作业再分配及工序削减办法对山积表进行改善时,不能 违背工艺要求(例如发动机装配时遵从现装内、后装外的顺序) 及安全原则。
谢谢大家!
山积表
WOS精益办 2013年4月22日
目一 录二
三 四
五
六 七
认识山积表 记住山积表
知识点 编制步骤 存档、发布、修订与更新 使用要点 重点提示
一
认识山积表
标准作业类型一山积表
一
认识山积表
标准作业类型二山积表
一
记住山积表
标准作业类型三山积表
二
记住山积表
标准作业类型一山积表 控制线:表示生产节拍;绘制要求:线粗1.5磅, 建议用黑色(保证原件与复印件信息一致)。
知识点汇总
柱型图
序 文件名 对应作业 作业循环 柱形特 号 称 类型 的特点 点
柱形含义
上方的 控制线
含义
1
山积表 (类型 一)
标准作业 类型一
单一循环
堆积柱 形
每一堆积单元反映单个作业步 骤的内容及时间,整个堆积柱 生产节 形图反应操作者作业内容、作 拍 业顺序及作业时间
2
山积表 (类型 二)
WOS精益生产工具之山积表(PPT 91页)
30秒/1台 38秒/1台 34秒/1台
16台 4台 1H 80台
共 100台/1H
30秒×16%= 38秒× 4%= 34秒×80%=
4.8秒 1.52秒 27.2秒
33.52秒 33.52秒
三
山积表编制的具体方法
标准作业类型Ⅱ :可以算出生产节拍,但是组合种类多,表示 出一个人在一道工序作业量很困难的作业类型(多种循环作业)
每种类型分别测 算3次
三
山积表编制的具体方法
条件: T.T=37秒
在组装生产线上组装A・B・C、3种车型、在某工序操作者张某装配零部件 时间为:
A型车:30秒 B型车:38秒
C型车:34秒
假设在1个小时测定的数据
零部件种类 作业时间 每小时生产台数 每台作业时间/生产比率 = 加权平均作业时间
A型车 B型车 C型车Leabharlann 二标准作业三要素及三种类型
相关概念:C.T(循环时间)
C.T 也称循环时间,指作业者一个人进行标准作业时,正常的一 个循环的实际作业时间(包括步行时间,但不包括完成作业并返 回原位置后的空手等待时间)
C.T是指按照操作顺序进行一个循环作业的正常(实际)时间。
二
标准作业三要素及三种类型
C.T与T.T的关系
例如:每天平均作业时间 8小时,480分,其中休息30分,实际作业时间 450分 每天所需数量: 600件 设备可动率80%
450*60S*80%
生产节拍(T.T) = 600件
= 36S/件
二
标准作业及三要素
练习题:
某工厂生产发动机,2月份的市场需求量为11000台,此工厂总装车 间工人一个月出勤22天,每天24小时分三班交替上班,每班休息时 间及就餐时间共35分钟。假设此总装车间可动率为90%,请问总装 车间2月份生产节拍(T.T)是多少秒?
4.平衡生产

相关概念----概念3:投入工时
AP(III)IE
投入工时=可供工时-计划停线工时 稼动率=投入工时/可供工时 *100% 计划停线工时=计划停线时间*人数
计划停线时间=
无计划时间+换线时间+判停时间
Page: 7
相关概念----概念3:投入工时
AP(III)IE 若换线时间是15分钟,则计划停线工时为:
一般步骤: 流程认知 确认工序作业内容 测量及记录 数据汇总 发掘问题点 建立改善案 效果确认跟踪
Page: 21
AP(III)IE
时间测量流程
选定测 试工站 拆解动 作
AP(III)IE
作业内容
选定工站,阅读SOP和观察作业 员操作,了解该工站的全部操作 内容;并询问作业员加以确认; 将工站动作拆解成若干个单一 的操作内容,并填入<<时间记录 表>> 分解动作时间量测,一般每个 动作测量5次为宜; 量测人员应站在作业员斜后 面1米以外,以能看清楚全部操 作动作为准则; 测试中不能打扰作业员的正 常操作,和引起作业员的紧张;
单件标准时间 平衡率= ----------------------100% 瓶颈时间工站数
Page: 4
相关概念----概念1:平衡率
时间
T1 T2 T3
瓶颈时间
T4 T5
AP(III)IE
S1
S2
S3
S4
S5
工站
单件标准时间=T1+T2+T3+T4+T5 (流程中各工站所有动作标准时间之和)
思考: 1)为什么设定产能(班) =投入工时/总
工时
总工时=瓶颈时间*作业人数
精益生产--山积表

A型车:30秒 B型车:38秒
C型车:34秒
假设在1个小时测定的数据
零部件种类 作业时间 每小时生产台数 每台作业时间/生产比率 = 加权平均作业时间
A型车 B型车 C型车
30秒/1台 38秒/1台 34秒/1台
16台 4台 1H 80台
共 100台/1H
30秒×16%= 38秒× 4%= 34秒×80%=
要素之三:标准手持
指按照作业顺序为执行重复的作业,在工序内需要 的最少的在制品数量。
二
标准作业三要素及三种类型
为什么要有标准手持?
物流
CT:16″
1工序
2工序 CT:19″
1
忽略运送时间
2
3
循环时间19秒
5
4 生产周期61秒
4工序
CT:15″
3工序 CT:11″
二
标准作业三要素及三种类型
物流
CT:16″
14
丝锥M6-H2
交换周期
1000 300 1000 300 1000
300 200 300 200 500
1000 150 1000 300
交换时间(分钟) 时间(分钟)/台
10
0.01
4
0.013
8
0.008
8
0.027
5
0.005
3
0.01
3
0.015
5
0.017
6
0.03
8
0.016
8
0.008
更换刀具:(开始)
(1)歩行 (原位置→机械
设备)
20″
(2)设备停止
5″
(3)更换刀具
45″
相关主题
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
产品名称瓶颈工序工序数38产线名称节 拍总人力39
12工位箱体预装67.06平衡率山积表
B1098(BCD-221ZE3BA)粘贴冷藏蒸发器
平衡率50.35%
总工时
1316.91日 期产品名称工时利用率50.35%8小时产能429版 次产线名称
山积表
瓶颈工序工序数
38平衡率节 拍总人力39工时利用率
12工位箱体预装67.06平衡率山积表
B1098(BCD-
221ZE3BA)粘贴冷藏蒸发器
50.35%
总工时
1316.91日 期产品名称50.35%8小时产能429版 次产线名称12工位箱体预装
B1098(BCD-221ZE3BA)
瓶颈工序工序数38
平衡率50.35%总工时节 拍总人力39工时利用率50.35%8小时产能
67.06平衡率山积表
粘贴冷藏蒸发器
1316.91
日 期
产品名称瓶颈工序429版 次产线名称节 拍B1098(BCD-221ZE3BA)粘贴冷藏蒸12工位箱体预装67.06
工序数38
平衡率50.35%总工时1316.91日 期总人力39工时利用率50.35%8小时产能429版 次
冷藏蒸发器
67.06平衡率山积表。