数控进给传动系统
数控机床的进给传动系统文档资料

图7-39滚珠丝杠螺母副
3
1-反向器 2-螺母 3-丝杠 4-滚珠
(2)滚珠丝杆螺母副的工作原理与特点 • 滚珠丝杠螺母副的结构形式
a)滚珠丝杠副轴向剖面图 滚珠丝杠螺母副
b)滚珠丝杠副法向剖面图
4
• (3)滚珠丝杠副的结构和轴向间隙的调整方法
•
1)螺纹滚道型面的形状及其主要尺寸。
21
(3) ①密封圈。密封圈装在滚珠螺母的两端。接触式的弹性密
封圈是用耐油橡皮或尼龙等材料制成的,其内孔制成与丝杠 螺纹滚道相配合的形状。接触式密封圈的防尘效果好,但因
非接触式的密封圈是用聚氯乙烯等材料制成的,其内孔形 状与丝杠螺纹滚道相反,并略有间隙。非接触式密封圈又称 为迷宫式密封圈。
②防护罩。对于暴露在外面的丝杠,一般采用螺旋钢带、伸缩 套筒以及折叠式塑料或人造革等形式的防护罩,以防止尘埃 和磨粒粘附到丝杠表面。这几种防护罩与导轨的防护罩有相 似之处,其一端连接在滚珠螺母的端面上,另一端固定在滚 珠丝杠的支撑座上。
3.齿差调隙式 在两个螺母1、5的端面法兰上分别加工出外齿Z1和Z2,并各自装入
对应的内齿圈6中。内齿圈通过螺钉固定在螺母外的套筒3端面。通常两个外齿 轮相差1齿(如Z1=100,Z2=99)。当调整间隙时,将两个外齿轮从内齿圈中抽出 并相对内齿圈分别同向转动一个齿,然后插回原内齿圈中。此时,两个螺母间产 生的相对位移为:
滚珠丝杠制动示意图
19
• 3)滚珠丝杆的防护 • 一般采用螺纹钢带、伸缩套筒、锥形套
筒以及折叠式塑料或人造革等形式的防护 罩。
20
滚珠丝杠的防护
(1)支撑轴承的定期检查。应定期检查丝杠与床 身的连接是否有松动以及支撑轴承是否损坏 等。如有以上问题,要及时紧固松动部位并
数控机床进给传动系统
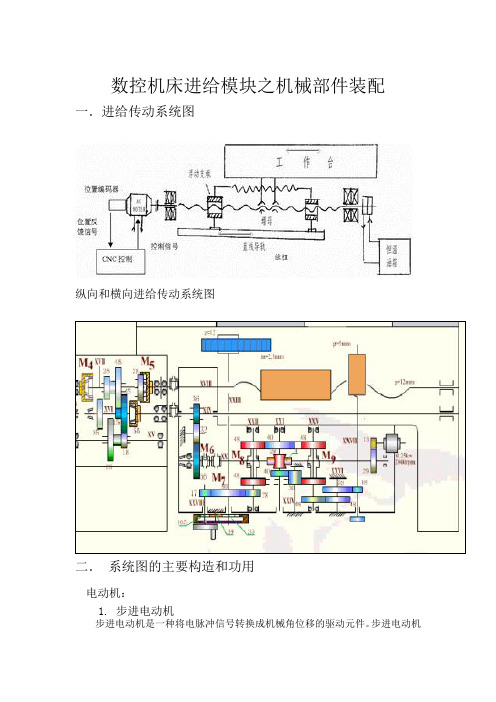
数控机床进给模块之机械部件装配一.进给传动系统图纵向和横向进给传动系统图二.系统图的主要构造和功用电动机:1. 步进电动机步进电动机是一种将电脉冲信号转换成机械角位移的驱动元件。
步进电动机是一种特殊的电动机,一般电动机通电后都是连续转动的,而步进电动机则有定位与运转两种状态。
当有一个电脉冲输入时,步进电动机就回转一个固定的角度,这角度称为步距角,一个步距角就是一步,所以这种电动机称为步进电动机。
又由于它输入的是脉冲电流,也称作脉冲电动机。
当电脉冲连续不断地输入,步进电动机便跟随脉冲一步一步地转动,步进电动机的角位移量和输入的脉冲个数严格成正比例,在时间上与输入脉冲同步。
因此,只需控制输入脉冲的数量、频率及电动机绕组的通电顺序,便可获得所需转角、转速和方向。
在无脉冲输入时,步进电动机的转子保持原有位置,处于定位状态。
步进电动机的调速范围广、惯量小、灵敏度高、输出转角能够控制,而且有一定的精度,常用作开环进给伺服系统的驱动元件。
与闭坏系统相比,它没有位置速度反馈回路,控制系统简单,成本大大降低,与机床配接容易,使用方便,因而在对精度、速度要求不十分高的中小型数控机床上得到了广泛地应用。
2. 直流伺服电动机由于数控机床对进给伺服驱动装置的要求较高,而直流电动机具有良好的调速特性,因此在半闭坏、闭坏伺服控制系统中,得到较广泛地使用。
直流进给伺服电动机就其工作原理来说,虽然与普通直流电动机相同。
然而,由于机械加工的特殊要求,一般的直流电动机是不能满足需要的。
首先,一般直流电动机转子的转动惯量过大,而其输出转矩则相对较小。
这样,它的动态特性就比较差,尤其在低速运转条件下,这个缺点就更突出。
在进给伺服机构中使用的是经过改进结构,提高其特性的大功率直流伺服电动机,主要有以下两种类型:(1)小惯量直流电动机。
主要结构特点是其转子的转动惯量尽可能小,因此在结构上与普通电动机的最大不同是转子做成细长形且光滑无槽。
以此表现为转子的转动惯量小,仅为普通直流电动机的1/10左右。
数控机床的进给传动系统

数控机床的进给传动系统摘要:本文主要阐述了数控机床对进给传动系统的基本要求,数控机床进给传动系统的主要形式。
关键词:数控机床;传动系统;进给系统1 数控机床对进给传动系统的基本要求数控机床对机械传动系统的要求主要有以下几点。
1.1 提高传动部件的刚性数控机床的直线运动定位精度和分辨率必须达到微米级,回转运动的定位精度和分辨率必须达到角秒级,伺服电动机的驱动转矩,尤其是起动、制动时的转矩也很大。
假设传动部件的刚度不强,一定会使传动部件发生弹性变形,影响系统的定位精度、动态稳定性和响应快速性。
而加大滚珠丝杠的直径,对滚珠丝杠螺母副、支承部件进行预紧,进行预拉伸等,均为提高传动系统刚度的有效办法。
1.2 减小传动部件的惯量驱动电动机,传动部件的惯量直接决定进给系统的加速度,这是影响进给系统快速性的主要原因。
尤其是高速加工的数控机床,因为对进给系统的加速度要求比较高,所以,在满足系统强度和刚度的条件下,要减小零部件的质量、直径,以降低惯量,提高快速性。
1.3 减小传动部件的间隙在开环、半闭环进给系统中,传动部件的间隙直接影响进给系统的定位精度;在闭环系统中,它是系统的主要非线性环节,影响系统的稳定性,所以,要采取有效措施消除传动系统的间隙。
消除传动部件间隙的措施是对齿轮副、丝杠螺母副、联轴器、蜗轮蜗杆副以及支承部件进行预紧或消除间隙。
而采取措施后将可能增加摩擦阻力,降低机械部件的寿命,因此,必须统筹各种因素,使间隙减小到允许范围。
1.4 减小系统的摩擦阻力进给系统的摩擦阻力会降低传动效率,产生发热;同时,它还直接影响系统的决速性;因为摩擦力的存在,动、静摩擦系数的变化,会导致传动部件的弹性变形,产生非线性的摩擦死区,影响系统的定位精度和闭环系统的动态稳定性。
采用滚珠丝杠螺母副、静压丝杠螺母副、直线滚动导轨、静压导轨和塑料导轨等高效执行部件,能减少系统的摩擦阻力,提高运动精度,避免低速爬行。
2 数控机床进给传动系统的主要形式2.1 滚珠丝杠螺母副它的特点是:摩擦损失小,传动效率高;丝杠螺母之间预紧后,可消除间隙,提高传动刚度;摩擦阻力小,它与运动速度无关,动、静摩擦力的变化会很小,也不可能产生低速爬行现象;工作磨损小,使用寿命长,精度保持性好。
数控机床的进给传动系统概述

进给传动系统
• 4.4 齿轮齿条副与双导程蜗杆副传动
• 4)双导程蜗杆副的蜗杆支承直接安置在支座上,只需保 证支承中心线与蜗轮中截面重合,中心距公差可略微放宽 ,装配时,用调整环来获得合适的啮合侧隙,这是普通蜗 杆副无法办到的。 • 5)双导程螺杆副不足之处是制造困难。
图4-14 滚珠丝杠副的结构原理
进给传动系统
• 4.3 数控机床用丝杠传动副
• 2.特点 • 1)摩擦损失小,传动效率高,可达90%~96%,功率消 耗只相当于常规丝杠螺母副的1/4~1/3。 • 2)采用双螺母预紧后,可消除丝杠和螺母的螺纹间隙, 提高了传动刚度。 • 3)摩擦阻力小,动、静摩擦力之差极小,能保证运动平 稳,不易产生低速爬行现象。 • 4)不能自锁,有可逆性,既能将旋转运动转换为直线运 动,又能将直线运动转换为旋转运动。 • 5)运动速度受到一定限制,传动速度过高时,滚珠在其 回路管道内易产生卡珠现象。 • 6)制造工艺复杂。
进给传动系统
• 4.1 概述
• 3.弹性联轴器
无键联接;
依靠弹性钢片 组对角联接传 递转矩。
图4-4 直接联接电动机轴和丝杠的弹性联• 4.安全联轴器 防止过载造成整个运动传动机构零件损坏。
图4-5 安全联轴器工作原理
进给传动系统
• 4.1 概述
• TND360型数控车床的安全联轴器
图4-6 TND360型数控车床的纵向滑板的传动系统图 1—旋转变压器和测速发电机 10—滚珠丝杠 2—直流伺服电动机 3—锥环 11—垫圈 12、13、14—滚针轴承
4、6—半联轴器
5—滑环 7—钢片 8—碟形弹簧 9—套
15—堵头
16—压紧螺钉 17—压紧外环 18—压紧内环 19—压紧套
第三章 数控机床的进给传动系统
A
10
3.2 数控机床进给传动系统的基本形式
滚珠丝杠副的消除间隙调整和预加载荷
滚珠丝杠副的传动不允许有间隙,不仅因为它会 造成反向冲击,更重要的是产生定位误差,影响机 床的精度稳定性,为了提高进给系统的刚度,使滚 珠丝杠在过盈条件下工作更为有利,即进行预加载 荷或称为预紧。 双螺母法消除间隙和预加载荷。
了体积。
(2) 不存在中间传动机构的惯量和阻力的影响,直线电动机直接传动反应速
度快,灵敏度高,随动性好,准确度高。
(3) 直线电动机容易密封,不怕污染,适应性强。由于电机本身结构简单,
又可做到无接触运行,因此容易密封,可在有毒气体、核辐射和液态物质
中使用。
(4) 直线电机散热条件好,温升低,因此线负荷和电流密度可以取得较高,
钢带缠卷式丝杠防护装置
A
16
3.2 数控机床进给传动系统的基本形式 3.2 静压丝杠副
静压蜗杆蜗条副和齿轮齿条副
❖ 丝杠传动的局限性:长丝杠制造困难,且容易弯曲下垂,轴 向刚度和扭转刚度较差。
静压蜗杆蜗条副
❖ 工作原理:同静压丝杠螺母副。其中,蜗杆相当于丝杠,蜗 条相当于螺母。
❖ 配油问题:由于蜗杆是旋转的且与蜗条的接触区只有120° 左右,必须解决压力油从蜗杆进入静压油腔的问题。
A
31
3.4 数控机床进给传动系统实例
MJ-50车床外形图
A
32
MJ-50数控车床传动链示意图
A
33
横向进给传动装置 ❖ AC伺服电动机15经同步带轮14和10以及同步带12
带动滚珠丝杠6回转,其上螺母7带动刀架21(如图 5-12b)沿滑板1的导轨移动,实现X轴的进给运动 。 ❖ A-A剖面图表示滚珠丝杠前支承的轴承座4用螺钉 20固定在滑板上。滑板导轨如B-B剖视图所示为矩 形导轨,镶条17、18、19用来调整刀架与滑板导轨 的间隙。 ❖ 图中22为导轨护板,26、27为机床参考点的限位开 关和撞块。镶条23、24、25用于调整滑板与床身导 轨的间隙。
数控机床进给传动系统

数控机床进给传动系统一.进给传动体系图纵向和横向进给传动体系图二.体系图的重要构造和功用电念头:1. 步进电念头步进电念头是一种将电脉冲旌旗灯号转换成机械角位移的驱动元件。
步进电念头是一种特别的电念头,一般电念头通电后都是持续迁移转变的,而步进电念头则有定位与运转两种状况。
当有一个电脉冲输入时,步进电念头就反转展转一个固定的角度,这角度称为步距角,一个步距角就是一步,所以这种电念头称为步进电念头。
又因为它输入的是脉冲电流,也称作脉冲电念头。
当电脉冲持续赓续地输入,步进电念头便跟随脉冲一步一步地迁移转变,步进电念头的角位移量和输入的脉冲个数严格成正比例,在时光上与输入脉冲同步。
是以,只需控制输入脉冲的数量、频率及电念头绕组的通电次序,便可获得所需转角、转速和偏向。
在无脉冲输入时,步进电念头的转子保持原有地位,处于定位状况。
步进电念头的调速范围广、惯量小、灵敏度高、输出转角可以或许控制,并且有必定的精度,常用作开环进给伺服体系的驱动元件。
与闭坏体系比拟,它没有地位速度反馈回路,控制体系简单,成本大年夜大年夜降低,与机床配接轻易,应用便利,因而在对精度、速度请求不十分高的中小型数控机床上获得了广泛地应用。
2. 直流伺服电念头因为数控机床对进给伺服驱动装配的请求较高,而直流电念头具有优胜的调速特点,是以在半闭坏、闭坏伺服控制体系中,获得较广泛地应用。
直流进给伺服电念头就其工作道理来说,固然与通俗直流电念头雷同。
然而,因为机械加工的特别请求,一般的直流电念头是不克不及知足须要的。
起首,一般直流电念头转子的迁移转变惯量过大年夜,而其输出转矩则相对较小。
如许,它的动态特点就比较差,尤其在低速运转前提下,这个缺点就更凸起。
在进给伺服机构中应用的是经由改进构造,进步其特点的大年夜功率直流伺服电念头,重要有以下两种类型:(1)小惯量直流电念头。
重要构造特点是其转子的迁移转变惯量尽可能小,是以在构造上与通俗电念头的最大年夜不合是转子做成细长形且滑腻无槽。
数控机床的进给传动系统

详细描述
刚度是指数控机床在受到外力作用时,进给 传动系统抵抗变形的能力。高刚度的数控机 床能够减小受力变形对加工精度的影响,提 高加工质量。
速度与加速度
总结词
速度与加速度是衡量数控机床进给传动系统 动态性能的指标。
详细描述
速度与加速度是指数控机床在加工过程中, 进给传动系统能够达到的最大移动速度和加 速度。高速度和高加速度的数控机床能够缩
更换磨损件
对磨损严重的部件进行更 换,保证进给传动系统的 正常运行。
调整参数
根据实际运行情况,对进 给传动系统的参数进行调 整,优化其性能。
常见故ቤተ መጻሕፍቲ ባይዱ诊断与排除
噪音异常
温度过高
检查进给传动系统是否有异常噪音, 判断是否需要更换轴承或齿轮。
检测进给传动系统的温度,如温度过 高,需检查润滑系统是否正常工作。
03
数控机床进给传动系统的分 类
滚珠丝杠螺母副传动
总结词
滚珠丝杠螺母副传动是数控机床中最常用的进给传动方式之一,具有高精度、 高刚度、高可靠性的特点。
详细描述
滚珠丝杠螺母副传动通过将旋转运动转换为直线运动,实现工作台的进给运动。 其优点在于传动效率高、传动精度稳定、使用寿命长,且具有较高的刚度,能 够满足大多数数控机床的进给传动需求。
运行抖动
观察进给传动系统的运行情况,如有 抖动现象,需检查传动轴是否松动或 损坏。
06
数控机床进给传动系统的未 来发展
高精度化
总结词
随着制造业对产品精度要求的不断提高,数控机床的进给传动系统需要实现更高程度的 精度控制。
详细描述
高精度化是数控机床进给传动系统未来的重要发展方向。通过采用先进的控制系统、高 性能的传动元件和精密加工技术,可以提高数控机床的定位精度、重复定位精度和加工
数控机床的进给传动系统

图5-30 直线电动机进给驱动系统 1-位置检测器 2-转子 3-定子 4-床身 5、8-辅助导轨 7、14-冷却板
流电,次级就在电磁 力的作用下沿初级作
6、13-次级 9、10-测量系统 11-拖链 12、17-导轨 15-工作台 16-防护 直线运动。
尽管直线电动机有很多优点,但在选用时应注意以下不足之处: 1)与同容量旋转电动机相比,直线电动机的效率和功率因数要低, 特别在低速时更明显。 2)直线电动机,特别是直线感应电动机的起动推力受电源电压的影 响较大,故对驱动器的要求较高,应采取措施保证或改变电动机的有 关特性来减少或消除这种影响。 3)在金属加工机床上,由于电动机直接和导轨、工作台做成一体, 必须采取措施以防止磁力和热变形对加工的影响。
5) 滚珠丝杠螺母副制造工艺复杂,滚珠丝杠和螺母的材料,热处理 和加工要求相当于滚动轴承。螺旋滚道必须磨削,制造成本高。
2. 静压丝杠螺母副 静压丝杠螺母副是通过油压在丝杠和螺母的接触面之间,产生一
层保持一定厚度,且具有一定刚度的压力油膜,使丝杠和螺母之间由 边界摩擦变为液体摩擦。当丝杠转动时通过油膜推动螺母直线移动, 反之,螺母转动也可使丝杠直线移动。静压丝杠螺母的特点是:
2. 减少各运动零件的惯量
传动件的惯量对进给系统的启动和制动特性都有影响,尤其是高速运转的零件,其惯量的 影响更大。在满足传动强度和刚度的前提下,尽可能减小执行部件的质量,减小旋转零件的 直径和质量,以减少运动部件的惯量。
3. 减少运动件的摩擦阻力
机械传动结构的摩擦阻力,主要来自丝杠螺母副和导轨。在数控机床进给系统中,为了减 小摩擦阻力,消除低速进给爬行现象,提高整个伺服进给系统稳定性,广泛采用滚珠丝杠和 滚动导轨以及塑料导轨和静压导轨等。
数控机床技术(第六章数控机床的进给传动系统)
第六章 数控机床的进给传动系统
(2)滚珠丝杠副的特点 1)传动效率高。滚珠丝杠副的传动效率高达92 %-96%,是普通梯形丝杠的3-4倍,功率消耗减少 2/3-3/4。 2)灵敏度高、传动平稳。 3)定位精度高、传动刚度高。 4)不能自锁、有可逆性。 5)制造成本高。
第六章 数控机床的进给传动系统
第六章 数控机床的进给传动系统
下图所示是静压丝杠副的结构图。
第六章 数控机床的进给传动系统
螺纹面上油腔的连 接形式与节流控制方 式有两种,如图所示。 图 a 中每扣螺纹每侧 中径上开 3-4 个油腔, 每个油腔用一个节流 器控制,称为分散阻 尼节流。图 b 是将分 布于同侧、同方位上 的 3-4 个油腔用一个 节流器控制,称为集 中 阻 尼 节 流 。
第六章 数控机床的进给传动系统
一、滚珠丝杠副
中小型数控机床中,滚珠丝杠副是减少运动部件摩擦 阻力和动静摩擦力之差最普遍采用的结构。
1.滚珠丝杠副工作原理及特点 (1)滚珠丝杠副的工 作原理
滚珠丝杠副是回转 运动与直线运动相互转 换的新型传动装置,是 在丝杠和螺母之间以滚 珠为滚动体的螺旋传动 元件。
在开环、半闭环进给系统中,传动部件的间隙直接影 响进给系统的定位精度,在闭环系统中,它是系统的主要 非线性环节,影响系统的稳定性。常用的消除传动部件间 隙的措施是对齿轮副、丝杠副、联轴器、蜗轮蜗杆副以及 支承部件进行预紧或消除间隙。但是,值得注意的是,采 取这些措施后可能会增加摩擦阻力及降低机械部件的使用 寿命,因此必须综合考虑各种因统
四、双齿轮—齿条副 在大型数控机床(如大型数控龙门铣床)的直 线进给运动中,可采用的另一种传动方式是齿轮— 齿条结构,它的效率高,结构简单,从动件易于获 得高的移动速度和长行程,适合在工作台行程长的 大型机床上用作直线运动机构。但机构的位移精度 和运动平稳性较差。 当负载小时,可采用双片薄齿轮错齿调整法, 分别与齿条齿槽左、右两侧贴紧,从而消除齿侧间 隙。当负载大时,采用顶加负载双齿轮—齿条无间 隙传动机构能较好地解决这个问题。
数控车床进给系统、传动系统设计
摘要数控车床进给系统是指能分别沿着X 向和Y向做进给运动的系统,是许多机电一体化设备的基本部件,如数控车床的纵—横向进刀机构、数控铣床和数控钻床的X-Y工作台、激光加工设备的工作台、电子元件表面贴装设备等。
模块化的X-Y数控工作台,通常由导轨座、移动滑块、工作、滚珠丝杠螺母副,以及伺服电动机等部件构成。
其中伺服电动机做执行元件用来驱动滚珠丝杠,滚珠丝杠螺母带动滑块和工作平台在导轨上运动,完成工作台在X、Y方向的直线移动。
导轨副、滚珠丝杠螺母副和伺服电动机等均以标准化,由专门厂家生产,设计时只需根据工作载荷选取即可。
控制系统根据需要,可以选取用标准的工作控制计算机,也可以设计专用的微机控制系统。
该设计从确定小型数控车床的方案入手,设计进给系统的装配图和主要零件图。
确定数控车床数控系统后,详细论述进给传动系统各组成部分,以及各部分的计算和选用。
关键词:数控车床; 进给系统; 装配图; 零件图AbstractThe design starts with identifying the program of small CNC lathe, and begins to design the system assembly drawing and the main part drawing. After identifying CNC lathe system, discuss the various components of the feed drive system in detail, as well as part of the calculation and selection. The design uses a top-down design method, starting from the overall structure, then the components of the design. In the design, full use of standardization, serialization, universal, increase interoperability easy for maintenance. And improve production efficiency to meet the needs of different users.Control systems for small CNC lathes which the project develops and designs, with small size、small footprint、compact、technically advanced、high productivity and strong practicability. It is suitable for small batch processing of small parts, small enterprises, electronic components manufacturing enterprises and individual enterprises, the ideal processing equipment. It can also be used for high secondary school, technical school of electrical and mechanical specialty CNC practice, experimental teaching.Keywords:CNC Lathe Feeding System Assembly Drawing Parts Drawing目录摘要 (I)ABSTRACT (II)1 绪论 (1)1.1序言 (1)1.2设计主要任务 (2)2 进给系统设计 (3)2.1总体方案设计 (3)2.1.1 概述 (3)2.1.2 机械系统设计 (3)2.2伺服电机设计 (5)2.2.1 伺服电机概述 (5)2.2.2 伺服电机选择 (6)2.3滚珠丝杠副介绍 (9)2.3.1 滚珠丝杠副概述 (9)2.3.2 滚珠丝杠副特点 (10)2.3.3 滚珠丝杠副结构 (11)2.4滚珠丝杠副设计 (12)2.4.1 设计滚珠丝杠副原理 (12)2.4.2滚珠丝杠副选择 (13)2.4.3 滚珠丝杠副预紧 (14)2.4.4滚珠丝杠副校核 (14)2.5滚珠丝杠副密封与润滑 (16)2.6滚轴丝杠副支撑选择及轴承选用 (17)2.6.1 支撑方式选择 (17)2.6.2 轴承选择 (18)2.6.3 轴承配合与润滑 (19)2.7联轴器简介 (20)2.8联轴器基本要求 (21)2.9联轴器选择 (21)2.10联轴器校核 (23)2.10.1 转矩校核 (23)2.10.2 销抗剪强度校核 (23)3 导轨设计 (24)3.1导轨概述 (24)3.2导轨分类 (24)3.3导轨选型与长度计算 (24)3.4导轨副技术要求 (25)3.5导轨的间隙调整 (26)4 防护罩设计 (28)4.1基本要求 (28)4.2选择设计 (28)4.3其他设计 (29)4.3.1 基本要求 (29)4.3.2 支撑架设计 (30)总结 (31)致谢 (31)参考文献 (33)1 绪论1.1 序言数控技术是用数字信息对机械运动和工作过程进行控制的技术,是现代化工业生产中一门新型的,发展十分迅速的高新技术。
第四章 数控机床进给传动系统
进给系统组成:伺服电机及检测元件、传动机构、运动变 换机构、导向机构、执行件 常用的传动机构:一到两级传动齿轮和同步带; 运动变换机构:丝杠螺母副、蜗杆蜗轮副、齿轮齿条副等; 导向机构:滑动导轨、滚动导轨、静压导轨、轴承等
数控机床的进给传动系统
滚珠丝杠螺母副的缺点
由于结构复杂,丝杆和螺母等元件的加工精度和表面 质量要求高,故制造成本高。 由于不能自锁,特别是垂直安装的滚珠丝杆传动,会 因部件的自重而自动下降。当部件向下运动且切断动 力源时,由于部件的自重和惯性,不能立即停止运动。 因此必须增加制动装置。
结论: 由于其优点显著,虽成本较高,仍被广泛应用在
4.4
数控机床进给传动系统
按丝杠与螺母的摩擦性质分: 滑动丝杠螺母副:主要用于旧机床的数控化改造、经 济型数控机床等; 滚珠丝杠螺母副:广泛用于中、高档数控机床; 静压丝杠螺母副:主要用于高精度数控机床、重型机 床。
滚珠丝杠螺母副是滚动摩擦,它的特点是:
摩擦因数小,传动效率高,所需传动转距小;
滚珠丝杠螺母副结构图例
1-丝杠 2-滚道 3-螺母 4-滚珠
滚珠丝杠螺母副的优点
传动效率高,摩擦损失小
滚珠丝杆螺母副的传 动效率η=0.92~0.96,可实现高速运动。 运动平稳无爬行 由于摩擦阻力小,动、静摩擦 系数之差极小,故运动平稳,不易出现爬行现 象。 传动精度高,反向时无空程 滚珠丝杆副经预紧 后,可消除轴向间隙。 磨损小 精度保持性好,使用寿命长。 具有运动的可逆性 可以将旋转运动转换成直 线运动,也可将直线运动转换成旋转运动,即 丝杆和螺母均可作主动件或从动件。
数控机床的进给传动系统
4. 种类:双齿轮错齿式、压力弹簧式、碟形弹簧式 5. 双齿轮错齿式 6. 套装构造拉簧式双薄片直齿轮相对回转调整齿槽间
隙
7. 压力弹簧式 8. 套装构造压簧式内外圈式锥齿轮相对回转调整齿槽
间隙
9. 碟形弹簧式 10. 碟形弹簧式双薄片斜齿轮轴向移动调整齿槽间隙
3.3 进给传动系统齿轮传动间隙消除措施 一、直齿圆柱齿轮传动间隙旳调整 1.偏心套调整 只能补偿齿厚误差与中心距误差引起旳齿侧间隙, 不能补偿偏心误差引起旳齿侧间隙。
偏心套间隙 消除机构
3.3 进给传动系统齿轮传动间隙消除措施 2.垫片调整
调整两齿轮在轴向旳相对位置即可到达消除齿侧间 隙旳目旳。
3.2 数控机床进给传动系统旳基本形式 1、经过调整垫片旳厚度使左、右螺母产生轴向位移,
就可到达消除间隙和产生预紧力旳作用; 2、简朴、刚性好、装卸以便、可靠; 3、调整困难 ,调整精度不高。
双螺母垫片式构造
3.2 数控机床进给传动系统旳基本形式 1、用键限制螺母在螺母座内旳转动。调整时,拧动圆 螺母将螺母沿轴向移动一定距离,在消除间隙之后用 圆螺母将其锁紧; 2、简朴紧凑,调整以便,但调整精度较差,且易于松 动。
双螺母齿差式构造
3.2 数控机床进给传动系统旳基本形式
滚珠丝杠旳预拉伸
滚珠丝杠在工作时会发烧,其温度高于床 身。丝杠旳热膨胀会使导程增大,影响定位精 度。为了补偿热膨胀,可将丝杠预拉伸。预拉 伸量应不不大于热膨胀率。发烧后,热膨胀量 抵消了部分预拉伸量,使丝杠内旳拉伸力下降, 但长度却没有变化。
3.2 数控机床进给传动系统旳基本形式
3.2 数控机床进给传动系统旳基本形式 从旋转电动机到直线电机旳演化
数控机床的进给传动系统

3.2 联轴器
机械式
刚性
固定式-套管联轴器、凸缘联轴器及夹 壳联轴器等
可移式-齿轮联轴器、十字滑块联轴器及 万向联轴器等
弹性
金属弹性联轴器-簧片联轴器、膜片联轴 器及波形管联轴器等
非金属弹性联轴器-轮胎式联轴器、整 圈橡胶联轴器及橡胶块联轴器等
上一页 下一页 返回
3.2 联轴器
下面,介绍几种数控机床常用的联轴器。 1.套筒联轴器 如图3-2所示,套简联轴器由连接两轴轴端的套简和连接套简
上一页 下一页 返回
3.2 联轴器
止振松,用螺母加弹簧垫圈锁紧。图3-3( b)为十字滑块联轴 节,接头槽口பைடு நூலகம்研配,适于负载较小的传动。
2.凸缘式联轴器 如图3-4所示,凸缘式联轴器是把两个带有凸缘的半联轴器分
别与两轴连接,然后用螺栓把两个半联轴器连成一体,以传 递运动和扭矩。 凸缘式联轴器有两种对中方法:一种是用一个半联轴器上的凸 肩与另一个半联轴器上的凹槽相配合而对中(图3-4( a)另一 种则是共同与另一刘分环相配合而对中(图3-4(b))。 凸缘式联轴器的材料可用HT250或碳钢,重载时或圆周速度 大于30m/s时应用铸钢或锻钢。它对于所连接的两轴的对中性
与轴的连接件(键或销钉)所组成,一般当轴端直径d≦80mm 时,套简用35或45钢制造;d>80mm时,可用强度较高的铸铁 制造。 此种联轴器构造简单,径向尺寸小,但其装拆困难(轴需作轴 向移动)且要求两轴严格对中,不允许有径向及角度偏差,因 此使用上受到一定限制。 由于伺服电动机性能的提高,目前许多场合采用伺服电动机 与丝杠直接相联,如图3-3所示。图3-3(a)用锥销连接,为防
这种联轴器传递功率大,转速高,使用寿命长,能适应较大 的相对位移,能在受振动和冲击载荷等恶劣条件下连续工作, 安装、使用和维护方便、简单,作用于系统中的负荷小、噪 声小,因而在数控机床的进给传动系统中应用广泛。
数控机床进给传动系统设计方案分析
数控机床进给传动系统设计方案分析数控机床进给传动系统是数控机床的重要组成部分之一,对机床的精度、效率和可靠性影响重大。
本文将基于近年来国内外研究成果,对数控机床进给传动系统设计方案进行分析探讨。
一、传动方式选择常见的数控机床进给传动方式主要有螺杆副、滚珠丝杠副、液压传动、齿轮传动和软件控制等。
不同的传动方式有各自的特点和适用范围。
1、螺杆副螺杆副具有传动精度高、刚性好、噪音低等优点,适用于慢速大力的进给运动。
但是,它的效率低、摩擦力大、易磨损、不适合高速运动。
2、滚珠丝杠副滚珠丝杠副相对螺杆副来说效率更高,适用于高速进给运动。
但是,它的传动精度受制于滚珠杆的制造精度,而且滚珠很容易受损。
3、液压传动液压传动具有传动力矩大、响应速度快等优点,在铣削和切削加工中有较好的适应性。
但是,液压传动的系统复杂,维护不易,而且液压油需要定期更换。
4、齿轮传动齿轮传动的优点是传动精度高、能承受较大的力矩,适用于高速进给运动。
但是,它的噪音较大,容易出现波动,而且需要灵活的齿轮摆动机构。
5、软件控制软件控制是一种新的进给传动方式,它通过精确的计算控制电机的旋转角度和速度,精确实现进给精度。
但是,软件控制的成本较高,需要高精度的编码器。
根据不同的机床类型和加工工艺,选择合适的传动方式,可以在传动效率、精度和可靠性之间取得平衡。
二、传动控制技术传动方式是进给传动系统的核心,而控制技术也是影响系统性能的关键因素之一。
常见的传动控制技术包括闭环控制和开环控制两种。
1、闭环控制闭环控制是指传感器将实际位置反馈给控制器,通过对设定值和实际值的差进行比较和调整,控制伺服电机的转速和转角,以实现精确控制。
闭环控制具有稳定性好、精度高等优点,但是需要更多的硬件和软件支持,成本较高。
2、开环控制开环控制是指系统只控制电机的转速,不对传感器信号进行反馈调整,只能通过实验调节来实现控制精度。
开环控制具有简单、成本低等优点,但是精度和稳定性不如闭环控制,容易受到噪声和温度等环境影响。
数控机床的进给传动系统
互转换的新型传动装置。它的结构特点是在具有螺旋槽的丝杠 螺母间装有滚珠作为中间传动元件,以减少摩擦。
2.滚珠丝杠螺母副分类
滚珠丝杠螺母副按滚珠的循环方式有外循环和内循环两种。 图3-13(a)所示,滚珠循环过程中与丝杠始终接触称为内循
间的夹角,理想接触角β等于450。 此外还有丝杠螺纹大径d、丝杠螺纹小径d1、螺纹全长l、滚珠直径db、螺母螺纹大径D、
螺母螺纹小径D1、滚道圆弧偏心距e以及滚道圆弧半径R等参数。
二、滚珠丝杠副的特点
1.滚珠丝杠副的优点 (1)传动效率高 (2)运动平稳 (3)高精度 (4)高耐用性 (5)同步性好 (6)高可靠性 (7)无背隙与预紧
1.双螺母消隙
(1)垫片调隙式单螺母消隙
四、滚珠丝杠的支撑结构
图3-19 滚珠丝杠的支承结构
(1)一端装止推轴承(固定-自由式)。这种安装方式如图319a)所示。其承载能力小,轴向刚度低,易产生弯曲变形, 仅适用于的长度较短丝杠。
2)一端装止推轴承,另一端装深沟球轴承(固定-支承式) 这种安装方式如图3-19b)所示。当滚珠丝杠较长时,一端装 止推轴承固定,另一端由深沟球轴承支承。为了减小丝杠热变 形的影响,止推轴承的安装位置应尽量远离热源或安装到冷却 条件较好的地方。
图3-20所示为数控卧式铣镗床主轴箱进给丝杠的制动装置示意 图。
六、滚珠丝杠的防护
滚珠丝杠副和其他滚动摩擦的传动器件一样,应避免硬质灰尘 或切屑污物进入,因此必须装有防护装置。如果滚珠丝杠副在 机床上外露,则应采用封闭的防护罩,如采用螺旋弹簧钢带套 管、伸缩套管以及折叠式套管等。
数控机床的进给传动系统介绍
2024/3/25
7
四、滚珠丝杠副的应用
(一)滚珠丝杠副的支承 常见安装方式有以下四种情况:
(1)固定—自由 适用于低转速,中精度,短轴向 丝杠。
(2)支承—支承 适用于中等转速,中精度。 (3)固定—支承 适用于中等转速、高精度。
(4)固定—固定 适用于高转速、高精度。
2024/3/25
8
(二)滚珠丝杠副的选择方法
L 50 fh ft fc fa fw
3 C F
L—额定寿命(km) C—额定动载荷
F—工作载荷
—f硬h 度系数
ft—温度系数
f
—精度系数
a
—接fc 触系数 —载fw 荷系数
2024/3/25
19
滚动导轨块寿命计算的公式为:
10
L 100 fh ft fc fa C 3
fw
F
如果寿命以h计算,
螺母2
螺母座 螺母1
内齿圈
齿差调隙式
2024/3/25
34
固定
危险转速(临界转速)
危险轴向载荷(容许轴向载荷)
自由
2024/3/25
35
支承
危险转速(临界转速)
危险轴向载荷(容许轴向载荷)
支承
2024/3/25
36
固定
危险转速(临界转速)
危险轴向载荷(容许轴向载荷)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
进给传动系统进给运动是数字控制的直接对象,被加工工件的最终位置精度和轮廓精度都与进给运动的传动精度、灵敏度和稳定性有关。
因此,在设计传动结构,选用传动零件时应充分注意减小摩擦阻力,提高传动精度和刚度,消除传动间隙和减小运动惯量。
数控机床的进给运动采用无级调速的伺服驱动方式,伺服电机的动力和运动只需经过由最多一两级齿轮或带轮传动副和滚珠丝杠螺母副或齿轮齿条副或蜗杆蜗条副组成的传动系统传动给工作台等运动执行部件。
传动系统的齿轮副或带轮副的作用主要是通过降速来匹配进给系统的惯量和获得要求的输出机械特性,对开环系统,还起匹配所需的脉冲当量的作用。
近年来,由于伺服电机及其控制单元性能的提高,许多数控机床的进给传动系统去掉了降速齿轮副,直接将伺服电机与滚珠丝杠连接。
滚珠丝杠螺母副或齿轮齿条副或蜗杆蜗条副的作用是实现旋转到直线的运动形式的转换。
一、滚珠丝杠螺母副滚珠丝杠螺母副是回转运动与直线运动相互转换的新型传动装置。
图 5-38 是滚珠丝杠螺母副的原理图。
在丝杠和螺母上加工有弧形螺旋槽,当它们套装在一起时形成了螺旋滚道,并在滚道内装满滚珠。
当丝杠相对于螺母旋转时,两者发生轴向位移,而滚珠则沿着滚道滚动,螺母螺旋槽的两端用回珠管连接起来,使滚珠能作周而复始的循环运动,管道的两端还起着挡珠的作用,以防滚珠沿滚道掉出。
图 5-38 滚珠丝杠螺母副的原理图由于滚珠丝杠具有传动效率高、运动平稳、寿命高以及可以预紧 ( 以消除间隙,并提高系统刚度 ) 等特点,除了大型数控机床因移动距离大而采用齿条或蜗条外,各类中、小型数控机床的直线运动进给系统普遍采用滚珠丝杠。
数控机床进给系统所用的滚珠丝杠必须具有可靠的轴向间隙消除结构、合理的安装结构和有效的防护装置。
1 .轴向间隙的消除轴向间隙通常是指丝杠和螺母无相对转动时,丝杠和螺母之间的最大轴向窜动。
除了结构本身的游隙之外,在施加轴向载荷之后,轴向间隙还包括弹性变形所造成的窜动。
通过预紧方法消除滚珠丝杠副间隙时应考虑以下情况:预加载荷能够有效地减小弹性变形所带来的轴向位移,但过大的预加载荷将增加摩擦阻力,降低传动效率,并使寿命大为缩短。
所以,一般要经过几次调整才能保证机床在最大轴向载荷下,既消除了间隙,又能灵活运转。
除少数用微量过盈滚珠的单螺母结构消除间隙外,常用双螺母结构消除间隙。
图 5-39 是双螺母齿差调隙式结构,在两个螺母的凸缘上各制有圆柱外齿轮,而且齿数差为 1 ,两个内齿圈的齿数与外齿轮的齿数相同,并用螺钉和销钉固定在螺母座的两端,调整时先将内齿圈取出,根据间隙的大小使两个螺母分别在相同方向转过一个齿或几个齿,使螺母在轴向彼此移近( 或移开) 相应的距离。
图 5-39 双螺母齿差调隙式结构间隙消除量Δ可以用以下简单公式计算:(5-18)式中, n ——两螺母在同一方向转过的齿数;t ——滚珠丝杆的导程;——齿轮的齿数。
虽然齿差调隙式的结构较为复杂,但调整方便,并可以通过简单的计算获得精确的调整量,它是目前应用较广的一种结构。
图 5-40 是双螺母垫片调隙式结构,其螺母本身的结构和单螺母相同,它通过修磨垫片的厚度来调整轴向间隙。
这种调整方法具有结构简单、刚性好和装拆方便等优点,但它很难在一次修磨中调整完毕,调整的精度也不如齿差调隙式好。
图 5-41 是双螺母螺纹调隙式结构,它用平键限制了螺母在螺母座内的转动。
调整时,只要拧动圆螺母就能将滚珠螺母沿轴向移动一定距离,在消除间隙之后将其锁紧。
这种调整方法具有结构简单、调整方便等优点,但调整精度较差。
图 5-40 双螺母垫片调隙式结构图 5-41 双螺母螺纹调隙式结构2 .滚珠丝杠的安装数控机床的进给系统要获得较高的传动刚度,除了加强滚珠丝杠螺母本身的刚度之外,滚珠丝杠正确的安装及其支承的结构刚度也是不可忽视的因素。
螺母座、丝杠端部的轴承及其支承加工的不精确性和它们在受力之后的过量变形,都会对进给系统的传动刚度带来影响。
因此,螺母座的孔与螺母之间必须保持良好的配合,并应保证孔对端面的垂直度,在螺母座上应当增加适当的筋板,并加大螺母座和机床结合部件的接触面积,以提高螺母座的局部刚度和接触刚度。
滚珠丝杠的不正确安装以及支承结构的刚度不足,还会使滚珠丝杠的使用寿命大为下降。
为了提高支承的轴向刚度,选择适当的滚动轴承也是十分重要的。
国内目前主要采用两种组合方式。
一种是把向心轴承和圆锥轴承组合使用,其结构虽简单,但轴向刚度不足。
另一种是把推力轴承或角接触球轴承和向心轴承组合使用,其轴向刚度有了提高,但增大了轴承的摩擦阻力和发热,而且增加了轴承支架的结构尺寸。
国外出现了一种滚珠丝杠专用轴承,其结构如图 5-42 所示。
这是一种能够承受很大轴向力的特殊角接触滚珠轴承,与一般角接触滚珠第五章数控机床的结构与传动轴承相比,接触角增大到60 ° ,增加了滚珠的数目并相应减小了滚珠的直径。
这种新结构的轴承比一般轴承的轴向刚度提高两倍以上,而且使用极为方便。
产品成对出售,而且在出厂时已经选配好内、外环的厚度,装配时只要用螺母和端盖将内环和外环压紧,就能获得出厂时已经调整好的预紧力。
图5-42 滚珠丝杠专用轴承在支承的配置方面,对于行程小的短丝杠可以采用悬臂的单支承结构。
当滚珠丝杠较长,为了防止热变形所造成丝杠伸长的影响,希望一端的轴承同时承受轴向力和径向力,而另一端的轴承只承受径向力,并能够作微量的轴向浮动。
由于数控机床经常要连续工作很长时间,因而应特别重视摩擦热的影响。
目前也有一种两端都用止推轴承固定的结构,在它的一端装有碟形弹簧和调整螺母,这样既能对滚珠丝杠施加预紧力,又能在补偿丝杠的热变形后保持近乎不变的预紧力。
用在垂直升降传动或水平放置的高速大惯量传动中,由于滚珠丝杠不具有自锁性,当外界动力消失后,执行部件可在重力和惯性力作用下继续运动,因此通常在无动力状态下需要锁紧,其锁紧装置可以由超越离合器和电磁摩擦离合器等零件组成。
3 .滚珠丝杠的防护滚珠丝杠副和其他滚动摩擦的传动零件一样,只要避免磨料微粒及化学活性物质进入,就可以认为这些元件几乎是在不产生磨损的情况下工作的。
但如在滚道上落人了脏物,或使用肮脏的润滑油,不仅会妨碍滚珠的正常运动,而且使磨损急剧增加。
对于制造误差和预紧变形量以微米计的滚珠丝杠传动副来说,这种磨损就特别敏感。
因此有效地防护、密封和保持润滑油的清洁就显得十分必要。
通常采用毛毡圈对螺母进行密封,毛毡圈厚度为螺距的2~3 倍,而且内孔做成螺纹的形状,使之紧密地包住丝杠,并装入螺母或套筒两端的槽孔内。
密封圈除了采用柔软的毛毡之数控技术外,还可以采用耐油橡皮或尼龙材料。
由于密封圈和丝杠直接接触,因此防尘效果较好,但也增加了滚珠丝杠副的摩擦阻力矩。
为了避免这种摩擦阻力矩,可以采用由较硬质塑料制成的非接触式迷宫密封圈,内孔做成与丝杠螺纹滚道相反的形状,并留有一定间隙。
对于暴露在外面的丝杠,一般采用螺旋钢带、伸缩套筒、锥形套管以及折叠式塑料或人造革等形式的防护罩,以防止尘埃和磨粒粘附到丝杠表面。
这几种防护罩与导轨的防护罩有相似之处,一端连接在滚珠螺母的端面,另一端固定在滚珠丝杠的支承座上。
年来出现一种钢带缠卷式丝杠防护装置,其原理如图 5-43 所示。
防护装置和螺母一起固定在拖板上,整个装置由支承滚子 1 、张紧轮 2 和钢带 3 等零件组成。
钢带的两端分别图 5-43 钢带缠卷式丝杠防护装置1 —支承滚子;2 —张紧轮;3 —钢带固定在丝杠的外圆表面。
防护装置中的钢带绕过支承滚子,并靠弹簧和张紧轮将钢带张紧。
当丝杠旋转时,拖板 ( 或工作台 ) 相对丝杠作轴向移动,丝杠一端的钢带按丝杠的螺距被放开,而另一端则以同样的螺距将钢带缠卷在丝杠上。
由于钢带的宽度正好等于丝杠的螺距,因此螺纹槽被严密地封住。
还因为钢带的正、反两面始终不接触,钢带外表面粘附的脏物就不会被带到内表面上,使内表面保持清洁。
二、静压蜗杆蜗条副和齿轮齿条副大型数控机床不宜采用丝杠传动,因长丝杠制造困难,且容易弯曲下垂,影响传动精度;同时轴向刚度与扭转刚度也难提高。
如加大丝杠直径,因转动惯量增大,伺服系统的动态特性不易保证,故常用静压蜗杆蜗条副和齿轮齿条副传动。
1 .静压蜗杆蜗条副静压蜗杆蜗条副的工作原理与静压丝杠螺母副相同,蜗条实质上相当于长螺母的一部分,第五章数控机床的结构与传动蜗杆相当于一根短丝杠。
这种传动机构,压力油必须从蜗杆进入静压油腔,而蜗杆是旋转的且与蜗条的接触区只有120 ° 左右,但压力油只能进入接触区,所以必须解决蜗杆的配油问题。
静压蜗杆蜗条配油原理如图 5-44 所示。
油腔 g 设置在蜗条齿的两侧,其张角为γ,压图 5-44 静压蜗杆蜗条配油原理图1 、 3 —蜗杆;2 —蜗条; 4 —配油盘; 5 —卡紧件力油经配油盘 4 的油孔。
a 、 b 、 c 进入油槽 d ,然后经蜗杆 3 的轴向长孔 e 、节流孔 f 入压力油腔 g ,再经蜗条与蜗杆牙侧的缝隙流回油箱。
配油盘 4 由卡紧件 5 锁住,以防转动。
在蜗杆周向均匀钻有四个轴向长孔 e ,压力油顺序通过连续地向油腔供油,不在啮合区内不供油。
为了保证油腔的供油不中断,两个轴向长孔内缘之间的张角α。
应小于配油槽 d 外端的张角β。
而配油槽的张角β,又应小于蜗条油腔外端的张角γ,这样才得以保证将脱离的孔先切断油源,再离开油腔。
我国目前用得最多的为该图所示的双蜗杆单面作用式结构,分别在蜗杆 1 的右侧和蜗杆 3 的左侧通油,调节两蜗杆的轴向相对位置,就可以调节其间隙。
数控技术2 .齿轮齿条副齿轮齿条传动常用于行程较长的大型机床上,可以得到较大的传动比,还易得到高速直线运动,刚度及机械效率也高;但传动不够平稳,传动精度不够高,而且还不能自锁。
采用齿轮齿条副传动时,必须采取措施消除齿侧间隙。
当传动负载小时,也可采用双片薄齿轮调整法,将两齿轮分别与齿条齿槽的左、右两侧贴紧,从而消除齿侧间隙。
当传动负载大时,可采用双片厚齿轮传动的结构,图 5-45 是这种消除间隙方法的原理图。
进给运动由轴 2 输入,该轴上装有两个螺旋线方向相反的斜齿轮,当在轴 2 上施加轴向力 F 时,能使斜齿轮产生微量的轴向移动。
此时,轴 1 和轴 3 便以相反的方向转过微小的角度,使齿轮 4 和 5 分别与齿条齿槽的左、右侧面贴紧,从而消除齿侧间隙。
图 5-45 消除间隙的原理图1 、2 、3 —轴;4 、5 —齿轮三、进给系统传动齿轮间隙的消除对于数控机床进给系统中的减速齿轮,除了要求其本身具有很高的运动精度和工作平稳性以外,还必须尽可能消除配对齿轮之间的传动间隙;否则,在进给系统每次反向之后就会使运动滞后于指令信号,这将对加工精度产生很大影响。
所以,对于数控机床的进给系统,必须采用各种方法去减少或消除齿轮传动间隙。