甲醇制汽油文献综述
化工文献综述
北京化工大学北方学院NORTH COLLEGE OF BEIJING UNIVERSITY OFCHEMICAL TECHNOLOGY毕业设计开题报告报告题目: 年产25万吨甲醇的合成工艺设计学院:化工与材料工程学院专业:化学工程与工艺班级: 1203学号: 120110093姓名:邵静指导教师:蔡靖文献综述前言本人毕业设计的论题为《年产25万吨甲醇的合成工艺设计》。
随着经济全球化进程的发展, 甲醇是一种有着广泛用途的重要的有机化工原料,甲醇工业生产对其他相关工业和国民经济的发展都有着重要意义。
随着经济全球化进程的发展,21世纪的化学工业,其产业结构正在不断调整,日益突出了精细化工的主体地位。
近几十年来,特别是我国甲醇工业的发展,生产规模逐渐扩大,下游产品种类不断增加,社会需求越来越大,能源消费也不断增加,为了解决我国石油供应过分依赖进口的能源安全问题,解决机动车辆排放出的一氧化碳、碳氢、氮氧化物等严重污染,本文综述了国内外甲醇的研究现状,煤制甲醇催化剂的选择,甲醇的意义等。
甲醇在生活中越来越受到重视。
甲醇是 C1 化学的基础物质和重要的有机化工原料,也是一种洁净高效的车用料和大功率燃料电池的原料,主要应用于精细化工、塑料等领域,可用来制造甲醛、醋酸、合成橡胶、甲胺、对苯二甲酸二甲酯[1]、甲基苯烯酸甲酯、氯甲烷、醋酸、甲基叔丁基醚、氯甲烷、甲氨、硫酸二甲酯等多种有机产品,也可用于有机合成、农药、医药、涂料、染料和国防工业等领域。
随着社会经济的快速增长,能源、环境问题日益突出,甲醇作为燃料应用的比例越来越大。
近20年来,甲醇生产发展很快,技术不断提高,生产规模逐年扩大,生产工艺逐步成熟,各项技术指标不断完善,特别是近年来甲醇汽、柴油的开发和应用,使其作为代用燃料,从技术性、经济性上具有了很强的竞争力。
甲醇在国民经济中占有十分重要的地位。
近年来,随着甲醇下属产品的开发,特别是甲醇燃料的推广应用,甲醇的需求大幅度上升。
M15甲醇汽油发展现状及可行性论述

甲醇汽油发展现状及可行性概述一、甲醇汽油行业发展历程1、国外甲醇汽油的发展甲醇最早被人类作为车用替代燃料使用,是在一次世界大战时,那时使用甲醇,主要因为战时能源紧张,参战国把甲醇掺在汽油中使用。
到了20世纪70年代石油危机时,甲醇就成了工业国家首选的替代燃料。
美国对甲醇燃料和甲醇汽车进行开发和应用,重点开发燃烧M85(含甲醇85%)、M100(含甲醇100%)专用甲醇燃料汽车。
1987年美国福特汽车公司及美洲银行,改装500辆福特车,试用M85甲醇燃油,总行程3380万千米,时间长达3年,取得甲醇汽车改装生产的经验。
1995年美国DOE能源研究中心投入12700辆甲醇车试用M85。
后来,由于美国提炼甲醇的主要原料天然气涨价,同时伴随着石油价格的下跌,美国政府结合美国资源情况对甲醇燃料做出了战略放弃,转而扶持乙醇汽油,美国逐渐停止了甲醇汽油的生产前德意志联邦共和国在上世纪七十年代开始研制甲醇发动机,1979年制定了“用于公路交通运输的醇类燃料”的研究规划,将M15甲醇汽油用于汽车,其间组织过由6家汽车厂生产的一千多辆燃醇汽车投入试运行,并在全国主要大、中城市建立M15汽车加油站,形成全国供应甲醇汽油的网络。
在上世纪七八十年代,德国大众汽车公司还在中国建立了M100甲醇汽车示范车队。
可以说,德国是至今世界上发展甲醇汽车最有成效的国家之一。
2、我国甲醇汽油的发展我国是在上世纪70年代时开始研究,初期取得了一些进展。
80年代中国科学院在山西省进行了台架测试及道路模拟试验。
90年代国家科学技术委员会组织山西省、中国科学院、清华大学等联合开展研究,取得重要成果。
以后又进行过多次试验,反映良好。
目前,山西省进展较快,有多家企业已正式运营甲醇汽油项目。
陕西省2004年7月颁布实施了三个地方标准,2005年7月,将甲醇汽油产业的发展正式提到日程,并在2009年“全国醇醚燃料及醇醚清洁汽车专委会”上公布,陕西省将从2010年10月1日起全省封闭运行推广甲醇汽油。
甲醇制汽油(MTG)
甲醇制汽油( MTG) 技术1 工艺技术简介1.1 技术开发过程甲醇制汽油( ) 技术于世纪年代由公司发明年,新西兰政府引进技术,建设了万吨年的以天燃气为源头的甲醇制汽油工业化装置,并成功运转年晋城煤业集团引进技术,建成世界第一套煤基甲醇合成油装置.1.2 MTG工艺技术特点天溪煤制油分公司装置利用美国美孚公司专利技术,由德国伍德公司完成基础设计,由化学工业第二设计院完成详细设计工艺选择了具有择型功能的沸石分子筛催化剂,可以直接用粗甲醇( ) 为原料,工艺设计合理,易于操作,紧急停车( ) 系统安全稳定,工艺生产的汽油几乎同石油生产的汽油相同,特别是该工艺生产的汽油不含硫和氮,烯烃含量低,辛烷值( 研究法) 不低于甲醇转化制汽油( ) 技术过程属于费托( ) 过程以外的合成油技术,突出的特点是能量效率高,流程简单,技术风险小,还能生产轻质烯烃和芳烃.1.3 工艺技术原理过程的基本原理是甲醇在酸性催化剂作用下转化为烃类混合物[1]甲醇首先在质子酸催化作用下脱水生成二甲醚(DME ) ,进一步转化生成烯烃,烯烃在催化剂总酸性作用下进一步实现择型转化反应,包含烯烃生成烷基化( 烃化,是指一个烯烃与一个烷烃结合成一个高支链化烷烃的反应) 齐聚( 聚合度介于单体与最终聚合物之间的一种分子量较低( 以下) 的聚合物,也称为低聚物) 芳构化( 主要制环烷烃或烷烃转变为芳香烃的过程) 裂解( 是指烃类在高温下分子链断链成小分子量的不饱和烃的过程) 和歧化( 也称自身氧化还原反应,是指通过一个或多个氢原子从一个分子转移到另一个分子,使一个分子氧化,一个分子还原) 等多部反应,最终得到烷烃烯烃和芳烃的混合物,即典型的汽油组分甲醇转化为汽油从化学计量上讲,组分的收率为烃和水在的烃类产物中,还有一部分不能进入汽油的组分中,这部分产物类似于液化石油气(LPG ) 过程如下见方程式(1 ) :过程是一个中等强度的放热反应,每转化甲醇所放出的热量大约为,工艺上采用两段反应,一段采用改性氧化铝为催化剂,实现甲醇脱水到二甲醚的目的,甲醇的转化通常达到平衡的转化率,放热约占总放热量的一段反应过程见图1二段采用改性分子筛催化剂,完成甲醇二甲醚和水的混合物到汽油组分的转化,放热约占总放热量的二段反应过程见图图二段反应过程化学反应式见( 3) :二段甲醇和二甲醚的转化率保持100%; 当转化率低于100%时,催化剂需要烧炭再生由于一段和二段采用的催化剂的本质不同,其寿命也存在很大的差距,通常情况下一段的催化剂寿命在1年以上,而二段催化剂的单程寿命在20天左右,公司固定床工艺中二段催化剂的单程寿命约为20天,总寿命约为1 年.1.4 工艺流程示意图2 MTG装置运行情况天溪煤制油分公司MTG装置自2009年6月28日投入运行,工艺运行稳定,装置运行负荷达到设计要求,装置连续运行时间达到100天以上.2.1 项目自主攻关以煤为源头的装置,天溪公司是世界第一套,而且装置面临着国产化开车试车的磨合过程,美孚公司也没有具有运行经验的工程人员因此,装置的开车过程是一个自主攻关的过程..在MTG装置试车前的一次性整改中,天溪公司进行了脱乙烷塔再沸器稳定塔再沸器等190余项整改; 在MTG开车过程中,天溪公司成功控制了催化剂超温问题; 并较好地解决了轻重油合理分离问题,对油品质量进行严格控制,实现了装置连续稳定运行的目标. 2.2 汽油品质虽然催化剂的性能存在周期性变化,MTG装置合成的油品中辛烷值基本稳定93左右,烯烃含量仍然保持在较低水平10%左右,并且随着催化剂的不断失活再生,活性逐渐稳定,油品中的烯烃含量呈下降趋势,见表1从2010年7月1日起开始执行的新的国Ⅲ汽油标准主要是对汽油中烯烃含量苯含量和硫含量做了更加严格的限制我国目前生产的汽油大部分来自重油催化裂化过程( FCC),FCC过程生产的汽油的特点之一是烯烃含量高,一般达到40%-60%,降低汽油烯烃含量的技术难度较大而甲醇转化制得的汽油中烯烃含量总体水平在10%左右,诱导期在1000min左右,安定性较好,是十分理想的优质汽油调和组分,也可单独作为汽油使用作为优质汽油调和组成的意义在于,在新的国汽油标准实行后,石油炼制行业将面临炼油成本大幅度上升的问题,而采用技术合成的汽油又可能成为低成本解决汽油品质问题的有效措施之一,见图6-72.3 产品特点MTG技术生产的煤基合成油品经山西省产品质量监督检验所检测各项指标合格,品质优良,具有低烯烃无铅无硫无残留物诱导期长,且动力性好节油性好的特点,达到国Ⅲ标准,同时也可以达到京Ⅲ标准,既可以作为优质汽油调和剂,也可以作为一种高清洁的车用燃料,见图8表13 结语经过一年多的生产运行,MTG技术的可行性已经得到了验证从资源丰富的劣质煤出发,通过MTG技术生产无硫无铅低烯烃的高清洁汽油,既可以缓解我国石油资源紧张局面,也有利于产煤大省煤炭资源优势转化,具有较好的工业应用前景和经济效益.参考文献[1]曹永坤甲醇制气油甲醇制烯烃技术进展及工业应用[J煤化工2010,38,(04 ) :25-27 ::。
甲醇制汽油技术及其应用
欧洲飞机制造商空 中客车公 司于 2 0 0 9年 1 1月 1 8日
21 00年 1 月
|。 ≥ 0 。
国 内 外 动 态
ห้องสมุดไป่ตู้
5 5
≯ 内 动 j 国 夕 零 卜
22 0 0年 飞 机 动 力可 用 1 %替 代 燃 料 5
从事气化技术 的美国合成 能源 系统 公 司 ( E ) S S 与埃 克森美孚公司合作 , 加快推广通过 甲醇途径的煤制汽油技 术, 截至 20 0 8年 9月底 , 在全球推行其 U—G S煤炭气化 A
飞机 上 进 行 试 飞 。
En r y—d i . 0 9—1 eg al 2 0 y 1—1 8
产 的燃料为 2 . 3 . / J 油砂燃料为 3 ~ O MJ 9 4~ 5 9s M , 3 7 。
以 Ptb r isug t h和 Hos n为基地 从 事合成 能源 系统开 ut o
生产出足够 的生 物航 空燃料 , 以支持世界 民用航空业。 空中客车公 司致 力于 发展 “ 入式 燃料 ” 即可 以在 插 , 现有 的飞机燃料 中使用 而飞机不 加以改动 。沃克指 出 , 整 个飞机制造业包括发动机和 飞机制造商 , 已在合作 开发替 代燃料项 目。 空 中客车公司 于 20 0 8年采用 G L 天然气 合成 油) T( 与
发, 美国最大的沥青煤生产商 C nd能源公 司与合成能源 os
甲醇 制 汽 油 技 术 及 其 应 用
【精品文档】甲醇制汽油可行性报告-精选word文档 (14页)

本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==甲醇制汽油可行性报告篇一:甲醇制汽油可行性报告甲醇制汽油可行性报告类燃料的研究已经有上百年的历史,上世纪初就曾用作汽车燃料,只因其热值较低,价格高,后为石化汽油所替代。
随着石油资源的减少,汽油的消耗量不断增大,环境保护的呼声不断高涨,寻找清洁能源的要求就显得日趋迫切。
上世纪 70 年代第 2 次世界石油危机后,各国广泛展开寻找替代燃料的研究工作,醇类替代汽油的前景为业内人士看好。
自瑞典提出甲醇可用作汽车燃料之后,甲醇以其合成工艺简单,来源广泛,价格低廉等特点,成为人们关注的热点。
其中,德国、瑞典、新西兰等国家曾先后试用 M15 甲醇汽油。
1987 年,美国加州开始试用 M85 甲醇汽油。
我国在“六五”,“七五”期间,也将甲醇汽油列入国家科技重点攻关项目,从部分替代到完全替代的甲醇汽油研究工作持续不断,取得了令人瞩目的进展。
下面就甲醇汽油的技术进展作简要介绍。
国内外甲醇汽油的生产情况国内甲醇的生产现状:随着国民经济发展,已显露出我国石油资源严重不足。
201X 年进口石油已突破了 1 亿 t ,寻找替代能源已是当务之急,甲醇汽油再次成为人们关注的焦点。
甲醇是传统的化工产品,其原料煤、天然气、石油和可再生的植物纤维素等资源丰富。
我国是一个煤产丰富的国家,煤炭可开采贮量达2 000 亿 t 。
发展煤制甲醇燃料,弥补车用燃料的不足,以煤代油具有特殊的意义。
煤化工与石油化工相比有更加悠久的历史,半个多世纪以来价格低廉而处于优势地位的石油汽油,由于石油资源的萎缩,油价不断攀升,煤制甲醇燃料再次显示出其优势。
随着煤化工技术的不断发展,煤的汽化和液化技术日臻完善,煤制甲醇的价格变的十分低廉,市价比汽油低许多。
我国的煤制甲醇生产工艺成熟,开发的多种技术,可适应无烟煤、烟煤、高硫煤、焦炉气、煤层气等不同原料,并适应化肥厂联产、单产和煤矿坑口大型化等不同要求。
煤基甲醇制汽油技术研究现状及发展前景
煤基甲醇制汽油技术研究现状及发展前景甲醇汽油(MTG)作为新型能源,是传统石化车用燃料的潜在替代品。
我国煤制甲醇技术成熟,产能过剩,煤基甲醇制汽油技术可以有效吸收甲醇工业过剩产能,改变我国能源消耗结构。
本文主要阐述了煤基甲醇制汽油的各种工艺,分析了甲醇制汽油产业发展存在的问题及发展前景。
标签:甲醇汽油甲醇合成工艺Abstract:As a new energy source,Methanol gasoline (MTG)is a potential substitute for traditional petrochemical gasoline. Coal to methanol technology is mature in our country,and the methanol output is overproduction. Coal-based MTG technology could effectively absorb the overproduction methanol,and change the structure of energy consumption in our country. This article mainly describes the coal-based MTG process currently,and has an analysis to the existing problems and development prospects of MTG industry.Keywords:Methanol gasoline,methanol,synthesis process引言随着我国经济的快速发展,能源消费急剧增加。
我国能源现状是“富煤、少油、少气”,而煤炭的储备、生产和消费均居于世界前列[1,2]。
石油、天然气资源探明储量较少,我国石油进口比例将会继续增长,甚至到2020年,有可能对外的石油依存度会高达60%[3]。
毕业设计(论文)-甲醇汽油的应用及特性分析[管理资料]
![毕业设计(论文)-甲醇汽油的应用及特性分析[管理资料]](https://img.taocdn.com/s3/m/fdbb9044d1f34693dbef3e46.png)
范文甲醇汽油的应用及特性分析摘要:随着机动车数量不断增加,机动车排气对环境的污染越来越严重。
另一方面从上个世纪七十年代起,出现世界性的能源紧缺,明显地预感到石油燃料供应危机,石油终将枯竭。
内燃机替代燃料研究的主要目的在于:应付石油危机,提高燃料供应的安全性,为石油资源枯竭后燃料品种的平稳过渡做准备,提高现有能源的应用效率,开拓能源应用新领域,减少污染,保护生态环境等,人们在研究中发现,醇类是除石油、天然气以外,内燃机最可代用的燃料。
论文对甲醇汽油的理化性能,动力性能,环境影响等方面作了详细的论述,得出了甲醇汽油作为替代燃料的优势和技术方面存在的不足,其中技术方面问题主要有:甲醇汽油的相溶性,气阻与挥发损失,启动问题,腐蚀性,甲醇对橡胶部件的溶胀性等,并进一步对这些问题提出了改进和完善的措施,使甲醇汽油能更好地服务人类,此论述对甲醇汽油的开发和应用具有重大现实意义。
关键词:甲醇汽油性能分析技术改进人体和环境影响目录1 前言 (1)能源结构 (1)甲醇作为燃料的发展过程 (1)甲醇汽油的国内外研究现状及发展前景 (2)国外研究现状及发展前景 (3)国内研究现状及发展前景 (4)2 甲醇汽油的生产与使用技术 (6)生产工艺 (8)合成气的制造 (8)甲醇的合成方法 (8)天然气法合成甲醇生产工艺举例 (8)甲醇与汽油的掺烧方法 (11)化学混合法 (11)量孔掺配法 (11)雾化混合法 (12)发动机燃用甲醇的方式 (12)掺烧 (13)纯烧 (13)3 甲醇、汽油及甲醇汽油之间性能比较 (14) (14)汽油与甲醇汽油的比较 (17)4 甲醇汽油主要技术问题的改进 (20)甲醇汽油的稳定性 (20)改进甲醇汽油的动力性 (20)改善甲醇汽油的腐蚀性 (21)抑制甲醇汽油的溶胀性 (21)改进甲醇汽油的气阻性 (21)改善甲醇汽油的冷启动性 (21)5 甲醇汽油汽车对人体和环境影响 (22)甲醇毒性和安全性 (22)甲醇汽车常规排放物 (22)甲醇汽车非常规排放物 (23)排放 (24)CO26 结论 (25)参考文献 (26)致谢 (27)1 前言能源结构提起甲醇燃料,必然会提到世界将来的能源发展结构。
甲醇制汽油工艺浅析
摘 要 :综述了甲醇制汽油 ( M T G )工艺技术的发展过程,概述了 M T G技术的三条工艺路线:固定床法工艺 、 流化床法工
艺 、多管式反应器法工艺 。并介绍 了国内 MT G一 步法及 庆华 煤化有限责任 公司 MT G的应 用实践情 况 ,通 过对 甲醇 制汽油装 置的 实际操作经验 ,总结 出操作状态下平衡 的控制 。
A b s t r a c t : T h e d e v e l o p m e n t p r o c e s s o f m e t h a n o l —t o— g a s o l i n e( M T G)t e c h n o l o g i c a l p r o c e s s w a s s u m m a r i z e d . A n d
— —
汽油和 L P G馏 分 。 M T G过 程 根 据 烧 碳 再 生 方 式 的 选 择 ,工 艺工 程 分 为 固定 床 间 歇 再 生 和 流 化 床 连 续 再 生 两 种 类 型 。Mo b i l 公 司在 新 西 兰 的 第一套工业装置采用 的是 固定床技术 ,之后 在美 国能 源部和德 国 政 府 的 共 同支 持 下 ,伍 德 公 司和 M o b i l 公 司 共 同 在 德 国 We s — s e l i n g进行 了流化床技 术 的实验 开发 ,规 模为 1 0 0 b b l / d甲醇 , 大 约 相 当于 5 0 0 0 t 甲 醇/ 年或者 1 8 0 0 t 汽 油/ 年 的 规 模 。 目前 流 化床 甲醇转化制汽油工艺还没有工业 装置建成 ,尽管 普遍认 为 流化床技术代表 了先进 的发展 方 向,但是伍 德公 司和 M o b i l 公
第4 1 卷 第 5期
【文献综述】车用甲醇汽油的理化性能研究综述
文献综述化学工程与工艺车用甲醇汽油的理化性能研究综述引言石油工业的发展,石油炼制技术水平不断提高,汽车燃料的品质也不断上升。
然而,世界石油储量不断减少,石油价格不断上升,所以很多国家都在寻求汽车的代用燃料,以减少石油燃料消耗。
近年来,国家推广甲醇汽油正是适应能源发展和保护环境的需要而采取的举措。
甲醇是一种无色透明、易挥发的可燃液体。
甲醇与汽油相比,辛烷值高,抗爆性好,含氧量高,热值低,甲醇略带酒精味,有毒。
甲醇的燃烧性能与汽油很相似,甲醇燃烧后的HC, CO, NOx排放比汽油低。
甲醇汽油就是在汽油里掺入一定比例的甲醇,还要加入一定量的添加剂以解决甲醇汽油混合燃料的遇水和低温分层、金属腐蚀性、橡胶溶胀性等问题。
目前常用的甲醇汽油有M15, M25, M85三种,其中,M表示甲醇汽油,其后面的数字表示在混合燃料中甲醇所占的容积比例,甲醇汽油还有MS,纯甲醇也可以作为替代燃料。
甲醇作为石油替代燃料,不仅可优化燃料能源源结构,缓解能源供求矛盾,也为化肥生产、煤炭深加工等副产甲醇的企业带来巨大机遇及可观的经济效益。
因此,开发研究以甲醇作为汽车代用燃料具有现实意义。
来源也比较广泛。
从节约能源、减轻对石油燃料的依赖,保护环境,减少对大气的污染的角度来说,都证明甲醇是一种很好的汽车的代用燃料,具有很大的开发价值和应用前景。
推广甲醇汽油,有四大好处:减少石油进口,改善城市环境,降低燃油费用,创造就业机会。
这篇文章将论述甲醇汽油理化性能以及分析其作为汽车替代燃料主要技术上的问题,并对其对供油系统汽件的溶胀性及对金属的腐蚀性进行了实验研究。
车用甲醇汽油的发展有利于改善能源消费结构我国由于自身的能源资源特点,能源消费长期以来以煤炭为主。
这种能源消费结构使部分地区酸雨发生频度增加,大气质量下降,给国民经济发展和环境保护带来很大的压力。
并且在能源消费中,煤炭所占比例过高,优质清洁能源如天然气、电力、可再生能源等比例偏低。
甲醇制汽油
甲醇制汽油工业工艺一、世界甲醇燃料发展情况甲醇是一种重要的有机化工原料,它在化工、医药、轻工、纺织等行业具有广泛的用途。
随着世界石油资源的日益匮乏和甲醇生产成本的降低,甲醇作为新的石化原料来源已经成为一种趋势,因此利用甲醇做燃料,甲醇汽油燃料,以及甲醇制汽油等想法引起世界的关注。
越来越多的人开始对其进行研究和开发。
上世纪二十年代甲醇汽油开始用作车用燃料;在二次世界大战期间,甲醇汽油广泛应用于德国;上世纪七十年代受二次石油危机的影响,美国、日本、德国和瑞典等国先后投入人力、物力进行甲醇燃料及甲醇汽车配套技术的研究开发。
美国对甲醇燃料和甲醇汽车进行开发和应用,重点开发燃烧M85(含甲醇85%)、M100(含甲醇100%)专用甲醇燃料汽车。
日本汽车研究所也曾先后用大型公共汽车、载货车使用M85、M100燃料,进行道路试验,以检验发动机的耐久性、可靠性。
1996年,日本本田技研工业株式会社,试用汽油、甲醇自由混合双燃料车,已完成确保与汽油大致相同耐久、可靠的灵活燃料车,得出的结论是,成本降低,有利于批量生产。
这些研究的成功表明,使用甲醇汽油用于汽车是完全可行的。
据统计,目前,瑞典、新西兰已推广使用M15汽油,意大利计划用含甲醇80%的混合燃料代替汽油。
而德国已大量推广使用甲醇汽油作为汽车的燃料。
二、甲醇制汽油的发展史1.甲醇制汽油是基于世界甲醇燃料发展的基础上开始推出的一个新的燃料工业工艺。
甲醇虽然能直接掺和到汽油中作甲醇—汽油混合燃料。
但是把它转化成汽油要比掺和到汽油中使用更具吸引力。
由于世界煤储藏量远比石油和天然气多得多,再加上世界上的石油越来越短缺。
因此,从煤出发制合成气、甲醇,最后制汽油的研究在国外越来越多。
试验规模也越来越大,其中尤以Mobil公司开发成功的ZSM—5型合成沸石自甲醇制汽油(MTG)的方法最引起世界注目。
这种方法制得的汽油抗爆震性能好;不存在常用汽油中的硫、氯等组分;而烃类组成与常用汽油很相似。
甲醇汽油的研究进展
甲醇汽油的研究进展摘要:甲醇作为一种十分理想的汽油替代燃料,对我国能源结构的调整和减轻能源紧缺压力都有着极其深远的意义,本文概述了国内外甲醇汽油的研究现状,甲醇汽油的优缺点,以及对甲醇汽油的推广做了合理的建议。
关键词:甲醇汽油甲醇汽油添加剂甲醇汽油是车用燃料替代,是新能源的重要组成部分。
原油是全球最主要的一次能源,当前能源短缺的实质是原油短缺。
车用燃料是原油最主要的应用领域,占全球原油总消耗量的70%以上。
甲醇汽油是一种”以煤代油”路径,可以作为汽油的替代物从而实现对原油的部分替代。
一、国外甲醇汽油研究的进展1975年,瑞典首先提出可以把甲醇作为机车的待用燃料,并随之成立了瑞典甲醇开发公司。
日本在1979年重新制定了国家能源政策,继而成立了“醇类利用技术委员会”,用来指导日本醇类的研发工作。
同一时期,联邦德国研制了甲醇发动机,并制定了“用于公路交通榆树的醇类燃料”研究计划。
并组织6家汽车公司生产的M15燃醇汽车投入运行,并在各主要城市建立了M15甲醇汽油加油站,并形成了全国供应甲醇汽油的庞大网络。
迄今为止,德国是世界上发展甲醇汽车最有成效的国家之一。
国际能源组织曾组织芬兰、荷兰等8个国家,在芬兰技术研究中心对各国生产的14辆使用新配方汽油、M85、柴油和压缩天然气等不同燃料的汽车,按FTP工况法进行评估,其结果显示,排放性能最差的是使用未经三元催化的汽油车辆,而经过三元催化后大有改观,但仍不如未经三元催化的M85排放性能好。
可见M85甲醇是比较清洁的燃料。
这一切都证明了:发展甲醇汽油是可行性,是经得起检验的。
随之,各大汽车公司也纷纷加大了对新能源汽车的研发投入,各种新技术、新产品如雨后春笋,纷纷面世。
如戴姆勒-克莱斯勒公司、BP公司、巴斯夫公司、Statoil公司、Methanex公司和Xcellsis公司联合开发了以甲醇为燃料的燃料电池汽车—NECAR5,将甲醇汽车推向商业化。
[1]二、国内甲醇汽油研究的进展我国的甲醇工业开始于20世纪50年代。
甲醇制汽油工艺

甲醇制汽油工艺以甲醇制汽油工艺为标题写一篇文章。
一、引言汽油是现代交通工具的主要燃料之一,然而传统的石油资源日益枯竭,为了满足能源需求并减少对环境的影响,人们开始探索替代能源的开发和利用。
甲醇作为一种可再生能源,在汽车燃料领域具有广阔的应用前景。
本文将介绍以甲醇制汽油的工艺及其优势。
甲醇制汽油工艺是指通过将甲醇转化为汽油燃料的过程。
该工艺主要分为两个步骤:甲醇转化成合成气和合成气转化成汽油。
1. 甲醇转化成合成气甲醇转化成合成气的过程是通过催化剂将甲醇加热分解,产生一氧化碳和氢气的反应。
这一步骤的关键是选择适当的催化剂和优化反应条件,以提高产气率和产气质量。
2. 合成气转化成汽油合成气转化成汽油的过程是通过催化剂将合成气中的一氧化碳和氢气进行加氢、重整、异构化和裂解等一系列反应,生成汽油组分。
该过程需要选择合适的催化剂和反应条件,以提高汽油产率和优化汽油组分。
三、甲醇制汽油工艺的优势1. 可再生能源甲醇是一种可再生能源,其生产可以通过生物质发酵或合成气制取。
相比传统石油资源,甲醇具有更加广泛的来源,可以有效减少对自然资源的依赖。
2. 环保清洁甲醇燃烧产生的废气中,二氧化硫和颗粒物的排放量较低,对环境的污染较小。
同时,甲醇制汽油工艺中的催化剂设计也可以有效降低CO和NOx等有害气体的生成,减少大气污染。
3. 燃烧性能优良甲醇具有较高的辛烷值和较低的蒸气压,其与空气混合后燃烧性能良好,能够提供较高的动力输出。
同时,甲醇燃烧产生的热值较高,相比其他替代燃料具有更高的能量密度。
4. 适应性强甲醇制汽油工艺可以使用多种原料进行生产,如天然气、煤炭、生物质等。
这种适应性使得甲醇制汽油工艺在不同地区和不同资源条件下都具有一定的应用优势。
四、甲醇制汽油工艺的挑战尽管甲醇制汽油工艺具有许多优势,但也面临一些挑战。
1. 催化剂的选择和反应条件的优化是甲醇制汽油工艺中的关键问题。
目前,如何提高催化剂的活性和稳定性,降低反应温度和压力等仍然是研究的热点和难点。
甲醇制汽油(MTG)

甲醇制汽油(MTG)项目简介一.项目背景1.中国已经取代美国成为全球最大的石油进口国,石油是国家战略物资,但现有原油储备(自产加进口)仅仅够维持几个星期,在目前空前复杂的国际形势背景下,战时一旦海上原油运输通道被封锁,对国家安全和国民经济都存在严重的威胁;2.全国性的雾霾空气与PM2.5污染加剧,影响超出民生已波及到政治层面,国家将建立空气污染(雾霾)健康影响监测网络,同时置换国五汽油也已经开始。
汽油成本提高,油价上涨已是必然趋势;3.煤制甲醇产能严重过剩且利用率低,急待发展下游产业。
在此背景下,将甲醇制汽油技术尽快推向产业化,从经济效益和社会效益两个方面都有重大意义。
二.甲醇制汽油(MTG)工艺的说明甲醇制汽油(MTG)工艺是指以甲醇为原料,在一定温度、压力和空速下,用特定的催化剂进行脱水、低聚、异构等步骤转化为碳数为11以下烃类油的过程。
通过这项技术制成的汽油所得汽油品质高,基本上没有碳数为11以上的烃类,可达到97#石化汽油的品质;该工艺所用甲醇纯度要求不高,该工艺所得产品的副产物价值高,主要副产物是液化石油气和高热值燃料气,而且该工艺对环境影响很低。
三.甲醇制汽油(MTG)工艺的国内现状2005年开始国内陆续有单位开始研制甲醇制汽油工艺,也有在建项目的报道,但至今市场上尚未见到有甲醇制汽油的成品油问世,原因在于采用的甲醇制汽油工艺在具体实现流程中存在技术差异性,工艺缺陷会导致转换效率和成品油品质的下降,同时生产过程也不是简单的工艺路线的表达,能否掌握关键参数控制是核心技术的体现。
我们经过多年的研究和技术积累,该技术已经处于工业化阶段。
四.甲醇制汽油工艺初步经济分析(年产10万吨)1.每吨成品油的成本与收入(元):成品转换率:2.5吨甲醇→1吨汽油+0.2吨液化气序号项目单价小计备注成本1原料甲醇280070002800元×2.5吨2运输成本2503能源成本1204人工成本305管理成本506增值税4607不可预见1008成本合计80101+2+3+4+5+6+7收入9成品油出厂价8700870010液化气出厂价630012606300元×0.2吨11收入合计99609+1012毛利润195011-813所得税25%487.51950元×25%14税后利润1462.512-13按年10万吨生产规模,销售额近10亿元,税后利润近1.4亿元。
9 甲醇制汽油(MTG)技术 — 液体燃料生产的替代方法
13
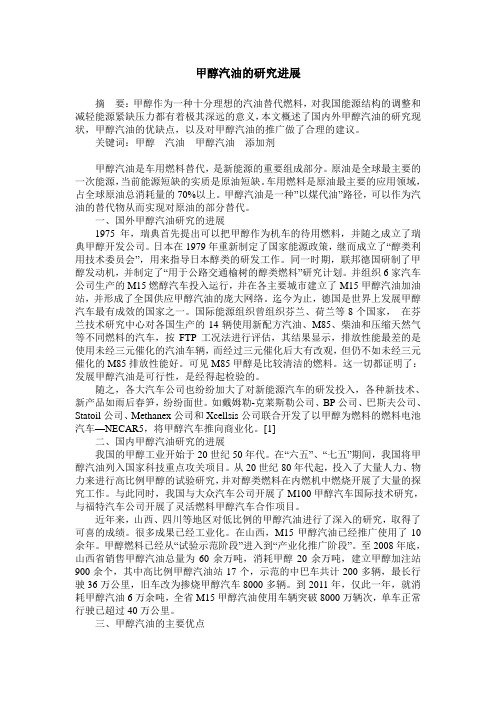
新西兰工厂操作经验
95 90
第一日历年
汽油收率 WT% OF HC
最初投产:1985年10月 7年间运转率> 96%
100% Rx 运转率 95% 90% 85% 80% 75% 70% 0 360 720 1080 1440 1800 2160 2520 2880 历时,天数
85 96 94 92 90
抽到回收区的原汽油 甲醇制 汽油
MTG工艺基本流程图
甲醇
二甲醚
水
9
EMRE 甲醇制汽油工艺:原汽油回收区
• MTG原汽油被输送到一个脱乙烷塔和稳定器,从而将汽油中的燃料气和液化气馏 分移除 • 稳定后的汽油被分为轻型和重型汽油馏分 • 对重型汽油进行略微加氢处理,以减少均四甲苯(1,2,4,5四甲基苯)含量 • 处理后的重型汽油和轻型汽油或混合为成品
车用煤制清洁燃料和国Ⅲ汽油标准的比较
项 目 国Ⅲ汽油标准 晋煤天溪车用煤制清洁 晋煤天溪车用煤制清洁燃 燃料企业标准 料(2009年12月实际指标)
辛烷值, 不小于 铅含量, g/L, 大于 蒸气压, kPa, 不大于 诱导期,不小于 硫含量,%, 不大于 芳烃含量,vol %,不大 于 烯烃含量,vol%,不大 于
碳转化为液体燃 料
煤炭与生物质液化的可选方案
O2
H2O
CO2
甲醇合成
CH3OH
煤炭气化 合成气:CO + 2H2 煤炭/生物质 间接 费托合成 “费托原油”
直接
直接液化 H2
“合成原油”
煤炭气化 合成气:H2 O2 H2O CO2
2
2
炼制液体燃料
气化
甲醇合成
甲醇制汽油
气化
甲醇制汽油工艺概述

摘要 :介绍了固定床工艺 、流化床工艺 、多管式反应器以及一步法甲醇制汽油 (M TG)的工艺特点及 其流程 ,并对几种工艺进行了比较 。 关键词 :甲醇制汽油 ;固定床工艺 ;流化床工艺 ;多管式反应器 ;一步法
中图分类号 : TQ517 文献标识码 : A 文章编号 : 100427050 (2009) 0420043202
图 2 甲醇制汽油 (M TG)流化床工艺流程
收率高 ; 4) 产物中的烃类异构体增多 ,均四甲苯含 量较低 (质量分数不大于 5% ) ,提高了汽油产品的 辛烷值和品质 ; 5 ) 循环操作的目的在于提高转化 率 ,而不是用来移走热量 ,故循环量比固定床操作量 小得多 [ 3 ] 。 2. 3 多管式line prepara tion process from m ethanol
L IU Y u2y ing1, 2 , Y UAN Feng2zhen1, 2 , ZHAO X iao2peng1, 2 ( 1. J incheng An thrac ite M in ing Group, J incheng Shanx i 048006, Ch ina; 2. Shanx i T ianhe Coa l Ga sif ica tion Technology Co. , L td. , Ta iyuan Shanx i 030001, Ch ina)
引 言
甲醇是一种重要的有机化工原料 ,它在化工 、医 药 、轻工 、纺织等行业具有广泛的用途 。随着世界石 油资源的日益匮乏和甲醇生产成本的降低 ,甲醇作 为新的石化原料来源已经成为一种趋势 ,因此甲醇 制汽油 (M TG)项目备受关注 。
甲醇制汽油 (M TG)工艺是由 Mobil公司开发的 甲醇于 ZSM 25 分子筛催化剂上转化成芳烃的基础 上发展而来的 。Mobil法甲醇制汽油技术首次发表 于 1976 年 ,它首先以煤或天然气作原料生产合成 气 ,再以合成气制甲醇 ,最后将粗甲醇转化为高辛烷 值汽油 。该工艺有固定床和流化床 2种型式 。新西 兰政府于 1979年采用固定床工艺在毛依气田用天 然气经甲醇制汽油 ,工艺规模为 13 000 桶 / d; 联邦 德国则采用流化床工艺建成了 100 桶 / d汽油的示 范性装置 [ 1 ] 。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
刘于英,原丰贞,赵霄鹏. 甲醇制汽油工艺概述[J].山西化工,2009,29(4):2-3随着世界石油资源的日益匮乏和甲醇生产成本的降低,甲醇作为新的石化原料来源已经成为一种趋势,因此甲醇制汽油(MTG)项目备受关注。
与其他甲醇下游技术相比,甲醇制汽油技术相对简单,并在反应器技术、油品后处理技术及油品品质等方面都有一定优势。
特别是甲醇转化生产的汽油经简单加工后既可以直接使用,也可以作为优质油组分进行高清洁汽油(国家Ⅲ类标准)的调和。
甲醇制汽油(MTG)工艺是由Mobil公司开发的甲醇于ZSM 25 分子筛催化剂上转化成芳烃的基础上发展而来的。
Mobil法甲醇制汽油技术首次发表于1976 年,它首先以煤或天然气作原料生产合成气,再以合成气制甲醇,最后将粗甲醇转化为高辛烷值汽油。
甲醇制汽油工艺在中国能否立足,取决于煤制甲醇是否过剩。
一旦煤制甲醇过剩,MTG 就有可能成为甲醇的后继产业链。
甲醇加入汽油不如甲醇制汽油,后者对环境、发动机都没有影响,因此此技术具有非常广阔的应用前景埃克森美孚公司在1990年代所作的改进包括减少了投资和操作费用。
采用MTG技术的第一套煤制汽油工艺设计和建设已在中国山西晋城无烟煤矿公司进行之中。
该装置初期阶段设计能力为10万t/a,但预计该项目第二阶段将扩增至100万t/a。
埃克森美孚公司于2008年12月也将采用MTG技术建设美国第一套MTG型CTL项目。
DKRW先进燃料公司通过其旗下的Medicine Bow燃料和电力公司接受MTG技术转让,在怀俄明州Medicine Bow建设1.5万桶/d CTL装置。
晋城无烟煤矿公司和DKRW先进燃料公司的装置都将比新西兰原有装置有很大改进,并积累了10a多来的操作经验。
从事气化技术的美国合成能源系统公司(SES)与埃克森美孚公司合作,加快推广通过甲醇途径的煤制汽油技术,截至2008年9月底,在全球推行其u·GAS煤炭气化装置,已转让甲醇制汽油(MTG)技术达15套。
SES公司已计划利用MTG技术与美国西弗吉尼亚州、密西西比州和北达科塔州的合作伙伴在其煤气化项目中应用。
如果这些项目建成,将可生产约1亿加仑/a汽油。
将埃克森美孚公司的MTG技术与SES公司专有的U—GAS气化技术相结合,可利用低成本、丰富的煤炭,包括褐煤和废煤转化生产高价值的运输燃料。
据埃克森美孚公司计算,460万t煤炭进料可生产约140万t/a(约3.6万桶/d)汽油。
产率和投资成本取决于煤质(灰分、湿度、硫含量和热值)。
据UC Davis公司于2007年公布的加州低碳燃料标准所作技术分析,由MTG工艺生产的全部能源产品总的生命循环周期温室气体排放(无碳捕集和封存,CCS),最多可与平均的煤制油工艺的排放(48.7g/MJ炼制产品)相当。
然而,每MJ汽油的排放较高(64.69 g/MJ汽油)。
相对比较,从常规石油生产的汽油总的排放为25.7g/MJ,从焦油砂或超重质石油生产的燃料为29.4~35.9g/MJ。
油砂燃料为33~70g/MJ。
以Pittsburgh和Houston为基地从事合成能源系统开发、美国最的沥青煤生产商Consol能源公司与合成能源系统公司(SES)于2008年9月组建合资企业,推动通过甲醇使煤制汽油技术,合资企业在美国西弗吉尼亚州Benwood附近Marshall郡工业园区建设煤制汽油工厂,该工厂邻近Consol能源公司Shoemaker煤炭生产联合企业。
计划于201 1年投产,这将是美国采用SES公司U—Gas气化技术的第一套装置。
该公司从美国气体技术研究院取得该技术转让。
Shoemaker煤炭生产联合企业将为转化生产合成气供应3 000 t/a煤炭。
合成气将用于生产约72万t/a甲醇,甲醇再转化成l亿加仑/a辛烷值为87的汽油。
该合资企业与埃克森美孚研究与工程公司签约以取得甲醇制汽油技术。
在U—Gas气化过程中,粒状煤炭在单段、流化床气化器中于约1。
8500F和200磅/平方英寸下被气化。
U—Gas技术也包括以下过程,将使来自煤炭的二氧化碳副产品封存地下,以有助于减小对影响的影响。
SES公司在中国的第一套商业化煤制甲醇装置于2008年1月投产,在中国的第二套煤制甲醇装置将于2010年投运。
煤炭制取甲醇,由甲醇再制汽油(MTG)路线正在我国山西省跃跃欲试。
山西晋城无烟煤矿公司与德国伍德公司于2006年12月签署了建设甲醇制汽油(MTG)装置的工程和技术供应合同。
该装置是晋城公司建设的中型规模联合装置的一部分,包括流化床、硬煤气化装置和甲醇装置。
计划生产10万t/a汽油,2009年投产。
该甲醇制汽油(MTG)装置将采用埃克森美孚研究工程公司专利的专有工艺,采用ZSM-5沸石催化剂将甲醇转化为辛烷值92的汽油,不产生费一托工艺的蜡副产物。
该工艺由美孚公司第一次开发于上世纪70年代后期,由伍德公司和其合作伙伴在德国Wesseling 建设了第一套100桶/d的验证装置。
该MTG工艺于1986年首次推向工业化,在新西兰Motunui投运了1.45万桶/d装置,该装置已运转了10a。
我国一步法甲醇制汽油技术取得突破。
由云南煤化集团解化公司、中科院山西煤炭化学研究所、化学工业第二设计院等共同设计开发的3 500 t/a合成汽油工业示范装置,于2007年12月中旬在解化公司投产以来,已批量生产出合格汽油产品。
这是国内目前已投运的、规模最大的煤变油中试装置,意味着对我国西南地区储量丰富的褐煤资源进行有续开发将成为现实。
云南省煤炭保有储量237亿t,其中褐煤储量居全国第一。
由于褐煤的碳含量和放热量较低、燃烧时烟雾大,其应用仅限于火力发电厂和民用等。
但是,褐煤的氢含量相对高,比其他煤种更容易液化。
利用这一特点,解化公司采用三家共同开发的固定床绝热反应器一步法甲醇转化制汽油技术及装置,以甲醇为原料制取合格的汽油产品。
该工艺的主要特征是:甲醇逐步脱水转化生成汽油的全部过程,在同一个反应器和触媒上完成。
所得油品具有良好的蒸发性和抗腐蚀性,达到GBl7930—2006车用汽油(Ⅲ)的要求,符合欧Ⅲ排放标准;油品成分仅有27种,比现行的93#汽油成分(有128种)少许多,杂质品种少、品质高,属优质汽油;并且它的抗爆能力好,辛烷值合乎93#汽油要求。
经检测,油品的安定性好、诱导期长、实际胶质小,完全可以替代传统的93#汽油。
我国已经发现的褐煤资源量为1 291.32亿t,约占我国煤炭保有资源量的12.7%,开发潜力巨大。
云南煤化集团装置的主反应器是直径为1 m的固定床绝热反应器,在此基础上可直接放大到单台反应器年产10万t汽油的规模。
该项目的开发成功,将有力推动我国能源结构的变革,同时为云南省丰富的低热值褐煤利用找到切实可行、附加值高的路径,为下一步我国煤制油产业的大规模工业化,提供了技术支持和生产经验。
山西新能源煤化工技术公司首套应用国内自主知识产权的甲醇制汽油技术万吨级试验装置于2006年11月初在山西晋城市投入建设,标志着焦炉煤气转化和甲醇深加工有了一条新的途径。
该万吨级工业化试验装置在2007年建成投入工业化试运行。
2009年1月13日,我国首套应用国内自主知识产权的甲醇制汽油技术万吨级工业试验装置在山西晋城完成甲醇合成汽油工业试验,得到合格汽油产品,标志着焦炉煤气转化和甲醇深加工有了一条新的途径。
据介绍,该装置已经获得“甲醇制汽油反应器”实用新型技术专利证书,发明专利正在申报阶段。
该试验装置每吨汽油消耗甲醇2.58 t,循环水343 t,动力电410 kW 时,所产轻汽油产品具有低烯烃和无苯含量、无硫等特点,经国家燃料油质量监督检验中心检验,符合国家93号车用汽油的标准。
统计资料表明,到2010年,我国甲醇生产能力将达到1 500万t/a,已经获批或者备案的甲醇装置能力达到3 400万t。
我国甲醇装置的能力将大大超过市场需求,迫切需要可以大规模转化甲醇的下游开发应用技术。
甲醇制汽油(MTG)试验,奠定了由万吨级加工能力的工业化实验装置进一步规模放大生产装置的基础,将为我国甲醇深加工提供广阔市场,极具市场竞争力;同时为山西省丰富的高硫无烟煤利用找到切实可行、附加值高的路径,为下一步我国煤制油产业的大规模工业化,提供了技术支持。
钱伯章,甲醇制汽油路线及其应用[J],化工设计通讯,2009,35(4)甲醇制汽油(M T G) 技术可使粗甲醇直接转化为低硫、低苯含量、辛烷值为87 的汽油,它可直接销售或与常规的炼油厂汽油相调合。
由该工艺过程生产的汽油产率约为89 % ,L P G 产率约为10 % ,燃料气约为1 %。
M T G 化学可简述如下:2CH3OH →CH3OCH3 + H2O →轻烯烃+ H2O →较高级烯烃+ n/ i 石蜡烃+ 芳烃+ 环烷烃甲醇首先脱水生成二甲醚(DM E) 。
甲醇、DM E和水然后转化成轻烯烃(C2~C4) 。
最后的反应步骤生成较高级烯烃、正/ 异构石蜡烃、芳烃和环烷烃的混合物。
阻止反应生成烯烃而代以生成汽油。
(Allum K G , Turnbull D M. Mobil research and development corporation technology sales & licensing. Princeton, 1990)我国M T G 开发现状拥有自主知识产权的年产 1 万t 甲醇制汽油试验装置截至2009 年 6 月底经过近两年的阶段性生产运行,产品汽油质量优良,已具备工业化条件。
该试验装置的成功运行对于我国煤制油技术路线向多元化发展,为规模化生产提供了技术支撑。
全国煤化工设计技术中心和山西天和煤气化科技有限公司于2005 年底开始联合研发甲醇制汽油技术,2007 年 4 月建成年产1 万t 试验装置。
经过一次又一次的试验生产和科学论证,已经取得可以满足工业化放大设计的各项数据,以及技术、投资、经济效益、环保等方面的一整套重要数据。
同时还申报了2项专利。
已获得实用新型专利的“甲醇制汽油反应器”技术,与国内外现有的甲醇制汽油技术相比,能够使甲醇蒸气在其内部直接反应生成汽油,解决了甲醇制汽油技术方案中温度控制问题,整个反应过程安全稳定,实现了降低能耗、节省投资。
据介绍,该工艺简单,没有庞大的油品加氢提质和尾气处理等复杂过程,适合于建设大、中、小各种规模的煤基合成油厂。
这套试验装置稍加改造还可以成为甲醇生产乙烯、丙烯的试验装置。
图1 MTG固定床流程图曾祥甲醇制烃[M ]. 李正清,译. 北京:化学工业出版社, 1988.原料甲醇经脱水反应器,在Cu/AI203,催化剂上甲醇脱水生成甲醚。
从脱水反应器出来的未反应的甲醇、甲醚、水,与来自汽油分离塔的压缩循环气混合后,进入转化反应器,通过ZSM-5催化剂转化为烃。