曲轴跳动量检测实例
轴窜动和跳动以及垂直度的测量

轴窜动和跳动以及垂直度的测量~
尽管多数人已经很熟了,呵呵;只要还有人不知道就有再啰嗦一遍的意义!
因为安装机封通常需要测量轴的窜动、跳动、垂直度这些,传上来测量的示意图给大家参考:
图一是测量轴的窜动,对于多个小弹簧的机封,这一参考值小于0.3mm,最多不大于0.5mm;图二是轴心线和端面静密封垂直度的测量,这个参考值在轴径的千分之一以下
图三是对轴表面的粗糙度和直径公差的要求,粗糙度一般不能超过Ra1.6,直径通常为h7公差图四是对轴的跳动的测量,参考值为轴径的千分之一以下
图示的是442对于轴的这几个值的要求。
轴类零件跳动量精密检测算法
轴类零件跳动量精密检测算法张宏梅;翟华;刘斌;方虎生【摘要】The pulsation of each section is difficult to measure in the design of precise straightening press with the three-point bend straightening theory. To solve the problem, a new technology and the corresponding algorithm was raised. The key content of this technology is setting two sensors at the two ends of the shaft to measure the pulsation of the two pivots, and the circle fitting and line fitting are used in the corresponding algorithm. Finally, an example shows that the method can remove the effect of the pulsation at the bearing points, thus the pulsation of the shaft can be measured exactly. It can provide a foundation for deciding the press point, the pivot and the value of pressing.%为了解决跳动量难以精密检测的问题,提出了一种新的工艺及相应的算法.该工艺的核心是在轴的两端设立2个传感器,采用圆拟合方法确定两支承端的圆心位置,采用直线拟合方法确定轴线位置,从而计入支承位置处跳动的影响.最后用实例进一步证明了该算法能够有效去除轴两端支承处跳动量的影响,从而准确地测出轴的实际跳动量,为确定3点弯校直的压、支点组合及下压量提供依据.【期刊名称】《解放军理工大学学报(自然科学版)》【年(卷),期】2011(012)006【总页数】4页(P659-662)【关键词】轴类零件;跳动量;精密检测【作者】张宏梅;翟华;刘斌;方虎生【作者单位】解放军理工大学工程兵工程学院,江苏南京210007;合肥工业大学机械与汽车学院,安徽合肥230009;解放军理工大学工程兵工程学院,江苏南京210007;解放军理工大学工程兵工程学院,江苏南京210007【正文语种】中文【中图分类】TG941;O212校直是一种消除或减少零件弯曲的工艺,具有简单、灵活、经济的特点。
曲轴检测的实训报告
一、摘要本实训报告针对曲轴检测这一技术进行详细阐述。
通过对曲轴检测流程、方法及注意事项的总结,旨在提高学生对曲轴检测技术的理解和掌握。
本次实训于20xx年x月xx日至x月xx日在机械工程系实验室进行,历时一周。
实训过程中,学生们积极参与,严格按照操作规程进行曲轴检测,取得了良好的效果。
二、引言曲轴是内燃机中的重要部件,其质量直接影响到发动机的性能和寿命。
因此,对曲轴进行定期检测和维护至关重要。
本实训旨在使学生了解曲轴检测的基本原理、方法和步骤,提高学生对曲轴检测技术的实际操作能力。
三、曲轴检测流程1. 准备工作(1)了解曲轴检测的目的和意义。
(2)熟悉曲轴检测设备、工具和仪器。
(3)掌握曲轴检测的操作规程。
2. 曲轴外观检查(1)检查曲轴表面是否有裂纹、磨损、变形等缺陷。
(2)检查曲轴主轴颈、连杆轴颈和曲柄臂的磨损情况。
3. 曲轴跳动检测(1)使用百分表或激光干涉仪测量曲轴主轴颈跳动。
(2)测量曲轴连杆轴颈跳动。
4. 曲轴弯曲检测(1)使用专用工具检测曲轴弯曲。
(2)根据检测结果,判断曲轴是否需要校直。
5. 曲轴磨损检测(1)使用量具测量曲轴主轴颈、连杆轴颈和曲柄臂的磨损量。
(2)根据磨损量,判断曲轴是否需要更换。
6. 曲轴平衡检测(1)使用平衡机检测曲轴平衡。
(2)根据检测结果,调整曲轴配重块。
四、曲轴检测方法1. 外观检查:通过目视观察、触摸等方法检查曲轴表面是否存在裂纹、磨损、变形等缺陷。
2. 跳动检测:使用百分表或激光干涉仪测量曲轴主轴颈和连杆轴颈的跳动。
3. 弯曲检测:使用专用工具检测曲轴弯曲。
4. 磨损检测:使用量具测量曲轴主轴颈、连杆轴颈和曲柄臂的磨损量。
5. 平衡检测:使用平衡机检测曲轴平衡。
五、注意事项1. 操作过程中,严格遵守曲轴检测的操作规程,确保检测结果的准确性。
2. 检测设备、工具和仪器应定期进行校准,以保证检测精度。
3. 注意曲轴检测过程中的安全,防止发生意外伤害。
4. 检测过程中,若发现曲轴存在严重缺陷,应及时更换或修复。
宁波技师学院偏摆仪测量曲轴全跳动与平行度误差
宁波技师学院偏摆仪测量曲轴全跳动与平
行度误差
班级 06数控(六)2 姓名伊敏峰日期 2012.2.24 得分一.实验目的
1.加深形位公差的概念与认识。
2.学习偏摆仪的使用方法与用途,并实际操作对曲轴进行检验。
二.实验设备(或仪器)
1.百分表两套
2.单杠曲轴一根
3.5017偏摆仪一台
三.实验步骤
1.操作要点
①.测量时百分表垂直被测工件。
②.被测工件清洗干净。
③.安装拆卸工件时注意安全。
2.操作步骤
①.将被测工件装在偏摆仪上,两顶尖顶上,锁紧尾座。
②.将百分表垂直接触被测工件。
③.旋转被测工件并平移百分表测量全跳动,记录数据。
④.将一百分表垂直被测工件最高点,另一百分表安装时与之成90°夹角,
同时移动两百分表测量平行度误差。
3.记录表
此曲轴不符合图纸要求,为不合格产品。
浅谈零件跳动误差的测量
浅谈零件跳动误差的测量作者:王春红来源:《职业(上半月刊)》 2020年第6期文 /王春红机械加工离不开金属切削机床,其中机床主轴用于安装刀具或工件,它是刀具或工件的相对位置基础和运动基础,机床主轴径向跳动误差是直接影响被加工零件加工精度及表面粗糙度的一个非常重要的因素。
同样,轴颈是发动机的重要零件之一,曲轴的径向跳动过大,会直接影响发动机的主机性能,加剧轴颈的磨损,致使轴瓦损坏,影响其使用寿命。
根据使用要求,规定高精度的位置精度(通常用径向圆跳动表示)为0.001~0.005mm,而一般精度位置的精度为0.01~0.03mm,所以对进行跳动误差的检测是检验轴性能的一个重要手段。
跳动公差是指当被测量绕基准轴线回转一周(同时保证零件与测量仪器间无轴向移动)时或连续回转时监测得到的极限跳动量之差,跳动公差根据被测量的回转情况分为圆跳动公差和全跳动公差。
当被测量绕基准轴线只回转一周时,观察得到的为圆跳动公差;当被测量绕基准轴线连续回转时,观察得到的为全跳动公差。
根据被测量的几何特征和测量方向的不同,圆跳动公差又有径向、端面和斜向圆跳动公差之分。
跳动公差是以检测的方法不同定出公差项目的,具有综合控制形状和位置误差的作用,且检测操作简便,在生产中使用广泛。
一、圆跳动的检测(一)测量端面圆跳动端面圆跳动的被测量一般为回转类零件的左右端面或阶台轴类零件的台阶面,该测量面要求与基准轴线垂直,测量的方向要求与给定基准轴线平行。
该跳动形成的公差带是在与给定基准轴线同轴且间距等于公差值t的两等直径圆之间的区域。
一般被测量的是该零件的端面,基准要素是中心轴线,因此当零件绕基准轴线做轴向固定回转时,在与基准同轴的任一直径的圆柱截面上,轴向的跳动量均不得大于公差值t。
测量时,根据零件的被测端面大小可以将零件固定在偏摆仪上,也可以用带压板的V型铁固定零件,或者用长导向套筒支撑并轴向固定,将指示表安装在表架上,使指示表测杆与轴线平行,缓慢移动表架,使测杆和被测端面接触良好,并预压0.4mm。
曲轴径向跳动量测量步骤

曲轴径向跳动量测量步骤
嘿,朋友们!今天咱就来聊聊曲轴径向跳动量测量这档子事儿。
你可别小瞧了这曲轴,它就像是汽车的心脏一样重要呢!那这径向
跳动量要是没测好,可就麻烦大啦!
首先呢,咱得把要测量的曲轴给稳稳地放好,就像给宝贝找个舒服
的小窝一样。
然后呢,把那测量工具准备好,这工具就像是我们的小
助手,可得选对咯!
接下来,就该让这个小助手发挥作用啦!轻轻把它放在曲轴上,就
像轻轻抚摸小猫一样小心翼翼。
这时候你就得瞪大眼睛,仔细观察啦!看看那指针的跳动,就好像是在跳舞一样。
你说这测量的时候像不像在和曲轴对话呀?你得用心去感受它,听
听它在跟你说什么。
要是测量得不准确,那曲轴可不答应呢,它会在
以后的工作中给你闹别扭哟!
测量的时候,咱得一处一处地来,不能着急,就像走在小路上,得
一步一个脚印。
每一个地方都不能放过,万一有个小地方没测好,那
不就前功尽弃啦?
想象一下,如果一个厨师做菜,调料放得乱七八糟,那这道菜能好
吃吗?测量曲轴也是一样的道理呀!
等把所有的地方都测完了,你就会有一种大功告成的感觉,就好像
爬上了山顶,看到了美丽的风景一样爽!
这就是曲轴径向跳动量测量的步骤啦!是不是很简单又很重要呀?咱可不能马虎对待哦,不然以后车子跑起来出了问题,那可就糟糕啦!所以呀,大家都要认真对待这个事儿,让我们的曲轴健康地工作,让
我们的车子跑得稳稳当当的!这多好呀!。
曲轴径向圆跳动误差的工艺试验

之间的关系。在工艺链中,前一工 序的输出误差就是后一工序的输入
误差 ,而 整个 工艺链正是通过每个 工序将输 入误 差变为输 出误差 ,一 步步 逐渐减小误差值 ,最后 使其达 到所要求的误差范 围。
曲轴径向圆跳动误差的试验与分析
由于曲轴较长 ,自身重 量较大 , 再加上 曲轴 的 “ 曲折性 ” 因此 刚性较差 。 , 在
度的影响。虽然在某些特殊情况下
可以建立 一些关系式 ,但这 些关系 式 都是在 理想 化 的条件下 导 出的 ,
加工过程中容易产生挠性弯曲, 导致加工时径向圆跳动超差。另外,曲轴在 氮化期间,由于炉温较高 (7  ̄ 50 C±5 , " 而且保温时间较长 (h C) 6 左右) 也 , 易产生弯曲变形,也会导致曲轴径向圆跳动超差。
因此多数情况难以通过试验加以验 证。考虑到在实际加工过程 中影响
加 工质量的 因素众 多 ,且有许 多因 素是不可知或不 可控的 ,这时我们 不妨将工艺 系统 作为一个整体来 看 待 ,并从 整体 上研究系统对加工 质
量的影响。此时可以把零件加工前
后 的误差 视为 系统 的输入 和输 出 ,
维普资讯
曩 _ 篡 lj _ 叠, 囊 l 。
■ 山东海得曲轴有限责任公司 / 李海 国 张小菊
。 。
曲轴径向圆跳动误差的工艺试验
在机械加工中,由于工艺系统 的复杂性 , 往往很难从工艺系统本
身的物理性 质来确定系统对加工精
曲轴是发动机中重要零件之一 ,其服役环境条件较差。根据实际要求, 除对尺寸等公差提出较高精度要求外, 还对主轴颈的径向圆跳动误差提出了 很高的要求, 如下图所示, 跳动公差为O 3 m, .m 然而从生产实践中我们发现 , 0
汽车维修常用工量具使用课件 项目七 曲轴圆跳动量检测实例

六、 教学组织
1. 教学组织形式 此实训教学项目为实训操作课,1 名实训教师,22名学生,实验室共有11张多 功能工作台,每张工作台左右1个工位,每个工位安排1名学生进行操作。 2. 学生的站位分工和要求 学生按规定的工位站立,并按教师的指令同时进行独立的操作。 3. 实训教师职责 确定学生的工位;讲解实训项目的操作步骤和相关的注意事项,并进行示范操 作; 组织学生进行操作;巡视、检查、指导和纠正学生操作中的错误;课堂总 结;组织学生对实验室进行清洁整理。 4. 学生职责 认真听取教师的讲解,做好课堂笔记; 观察教师的示范操作,独立完成实训项 目,注意操作的规范性和安全性;自我总结;做好课后的清洁整理工作。
七、 操作步骤
1. 作业准备 1)学生准备 (1)每位学生站在指定的工位上。 (2)学生着装规范:拉链拉好,袖口 扣好,衣领整齐,不佩戴任何首饰 。 以跨列姿势站在工作台边约50cm 位 置, 面向前方。 2)器材准备把量具放置在工作台的 工、量具架内 (上格),把工件放置 在工作台零件架内(下 格),将清洁 毛巾放置在工作台零件架的 右边。
六、实训教学内容
5. 管子铆口器 管子铆口器也称管口锥形扩张工具, 主要用于铆扩汽车汽油管(铜或铝制) 两端的管口锥形面。
二、 技术标准与要求
(1)丰田 8A 发动机曲轴主轴颈的直径 标准 为 47. 982 ~ 48. 000mm, 加 大 尺 寸 0. 25mm时,曲轴主轴颈的 直径为 47. 745 ~47. 755mm; (2)丰田 8A 发动机曲轴的最大圆跳动量允许值为 0. 06m m。 如果曲轴的圆跳动量 超过最大值,则应更换曲轴。
七、 操作步骤
5. 安装百分表 (1)打开百分表盒,取出百分表。 (2)把百分表放入连接件 5 的孔中。 (3)旋紧螺母,把百分表夹装牢固。 (4)组装好百分表和磁性表座。
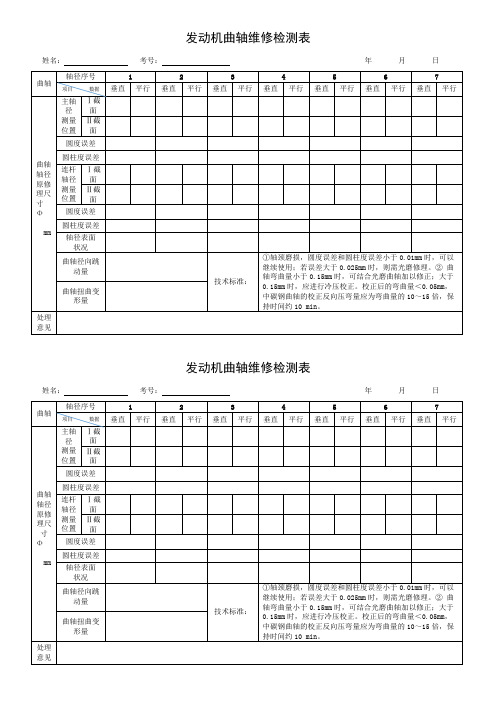
发动机曲轴维修检测表
曲轴
轴径序号
1
2
3
4
5
6
7
项目数据
垂直
平行
垂直
平行
垂直
平行
垂直
平行
垂直
平行
垂直
平行
垂直
平行
曲轴轴径原修理尺寸Ф mm
主轴径
测量位置
Ⅰ截面
Ⅱ截面
圆度误差
圆柱度误差
连杆轴径
测量位置
Ⅰ截面
Ⅱ截面
圆度误差
圆柱度误差
轴径表面
状况
曲轴径向跳动量
技术标准:
①轴颈磨损,圆度误差和圆柱度误差小于0.01mm时,可以继续使用;若误差大于0.025mm时,则需光磨修理。②曲轴弯曲量小于0.15mm时,可结合光磨曲轴加以修正;大于0.15mm时,应进行冷压校正。校正后的弯曲量<0.05mm,中碳钢曲轴的校正反向压弯量应为弯曲量的10~15倍,保持时间约10 min。
曲轴扭曲变形量
处理
意见
姓名:考号:年月日
①轴颈磨损,圆度误差和圆柱度误差小于0.01mm时,可以继续使用;若误差大于0.025mm时,则需光磨修理。②曲轴弯曲量小于0.15mm时,可结合光磨曲轴加以修正;大于0.15mm时,应进行冷压校正。校正后的弯曲量<0.05mm,中碳钢曲轴的校正反向压弯量应为弯曲量的10~15倍,保持时间约10 min。
曲轴扭曲变形量
处理
意见
姓名:考号:年月日
发动机曲轴维修检测表
曲轴
轴径序号
1
2
3
4
5
6
7
项目数据
垂直
平行
垂直
平行
垂直
轴类零件跳动误差的测量.
实验六轴类零件跳动误差的测量一、实验目的1.熟悉百分表、偏摆仪(跳动检查仪)的使用方法。
2.掌握轴类零件径向圆跳动和全跳动的测量原理及数据处理方法。
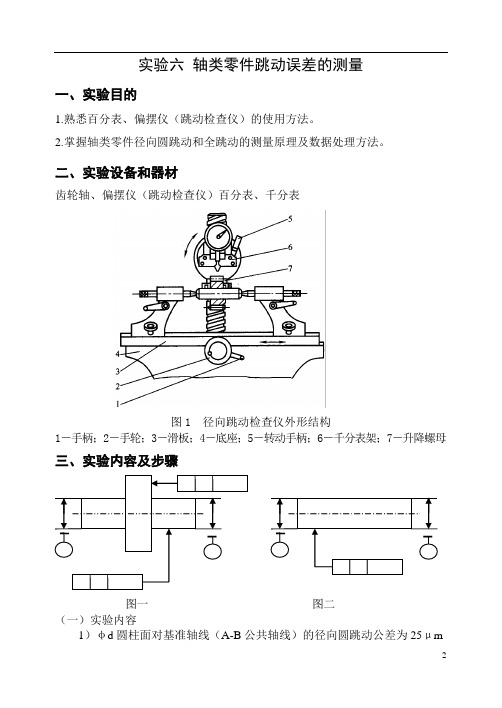
二、实验设备和器材齿轮轴、偏摆仪(跳动检查仪)百分表、千分表图1 径向跳动检查仪外形结构1-手柄;2-手轮;3-滑板;4-底座;5-转动手柄;6-千分表架;7-升降螺母三、实验内容及步骤图一图二(一)实验内容1)φd圆柱面对基准轴线(A-B公共轴线)的径向圆跳动公差为25μm(8级)。
2)圆柱齿轮右端面对基准轴线(A-B公共轴线)的轴向(端面)圆跳动公差为30μm(8级)。
3)φd圆柱面对基准轴线(A-B公共轴线)的径向全跳动公差为25μm (8级)。
(二)实验步骤1.被测工件及量具擦净,按说明安装在仪器的两顶尖上。
2.按图示要求分别在A、B、C三个截面上测量径向圆跳动误差。
3. 调整指示表位置,按图示要求测量端面圆跳动4. 转动被测工件,同时让指示表沿基准轴线方向作直线运动,测量径向全跳动误差。
5.分别将测量结果填入实验报告中,根据被测零件的公差值,作出合格性结论。
四、实验说明1)φd圆柱面绕基准轴线作无轴向移动回转时,在任一垂直于基准轴线的测量面内,径向圆跳动均不大于公差值8级(25μm)实验时将被测工件安装在两顶尖之间,让指示表的测量头置于被测件的外轮廓,并垂直于基准轴线,调整指示表压缩一圈左右,然后慢慢转动被测工件,在被测工件回转一周过程中,指示表读数的最大差值即为所测工件的径向圆跳动误差。
2) 圆柱齿轮右端面绕基准轴线作无轴向移动回转时,在任一平行于基准轴线的测量面内,轴向圆跳动均不大于公差值8级(30μm)调整指示表测头让其平行于被测件基准轴线,重复上述动作,被测工件回转一周过程中,指示表读数的最大差值即为所测工件的端面圆跳动误差。
3)φd圆柱面绕基准轴线作无轴向移动回转时,在任一垂直于基准轴线的测量面内,径向圆跳动均不大于公差值8级(25μm)调整指示表测头垂直于被测件基准轴线,在被测工件连续回转过程中,同时让指示表沿基准轴线方向作直线运动,在整个测量过程中指示表读数的最大差值即为所测零件的径向全跳动误差。
六、曲轴跳动量的检查
5
曲轴的径向跳动量测量(弯曲 ) ❖ 安装连接杆1
2021/9/8
6
曲轴的径向跳动量测量(弯曲 ) ❖ 安装连接杆2
2021/9/8
7
曲轴的径向跳动量测量(弯曲 ) ❖ 百分表的灵活度的检查
2021/9/8
8
曲轴的径向跳动量测量(弯曲 ) ❖ 安装百分表
2021/9/8
9
曲轴的径向跳动量测量(弯曲 ) ❖ 磁性表座及百分表的安装
14
六、曲轴跳动量的检查
2021/9/8
测量(弯曲 ) ❖ 将曲轴放置V型块上
2021/9/8
3
曲轴的径向跳动量测量(弯曲 ) ❖ 待测量部位清洁
❖ 用毛巾擦拭,以免油污等影响测量精
2021/9/8
4
曲轴的径向跳动量测量(弯曲 ) ❖ 固定磁性表座
2021/9/8
2021/9/8
10
曲轴的径向跳动量测量(弯曲 ) ❖ 调整百分表
2021/9/8
11
曲轴的径向跳动量测量(弯曲 ) ❖ 曲轴弯曲的测量
2021/9/8
12
曲轴的检测
3)曲轴的径向跳动量测量 ◆径向跳动量为:0.15mm
2021/9/8
13
曲轴的径向跳动量测量(弯曲 )
❖ 工位清洁
2021/9/8