现代航空发动机整体叶盘及其制造技术_黄春峰
低碳经济时代的新能源航空发动机技术_黄春峰

低碳经济时代的新能源 航空发动机技术
Aeroengine Technology Using New Energy on Low-Carbon Economy Age
中航工业燃气涡轮研究院 黄春峰
低碳经济新时代的到来,要满足今后航空飞行器发 展对成本、速度、环境和燃料高效利用等方面的新的更高 要求,必须突破航空动力最前沿技术,只有探索新原理、 发展新概念、使用新能源的航空发动机技术,才能满足 21 世纪先进空天飞行器动力发展的需求。
膜
水 机 上 开 始 试 验 一 种 实 子交换膜(PEM)燃料电池、固态氧
验型的 APU 装置,这种 化物燃料电池。
图1 典型燃料电池的结构图
APU 装置只为直流总线 提供动力。
太阳能发动机
目前,NASA 正与先进技术产品
有专家指出,今后 5 年,燃料电
太阳能是自然界赋予人类取之
公司、波音公司和英国一家生产质 池的功率密度可提高一倍,这样的 不尽的清洁能源之一。应用太阳能
子交换膜(PEM)燃料电池的智能能 功率密度可使大型飞机使用 APU 成 的方法有多种,光电转换技术就是
源公司合作,共同发展超低排放的 为现实。燃料电池的功率密度提高 其中之一,即太阳电池。其原理是将
飞行器验证机。波音公司的目标是 5 倍可使电动支线 / 通勤飞机成为 太阳光照射的能量通过半导体转换
发展对成本、速度、环境和燃料高效 利 用 等 方 面 的 新 的 更 高 要 求,必 须 要 突 破 航 空 动 力 最 前 沿 技 术,只 有 探索新原理、发展新概念、使用新能 源的航空发动机技术,才能满足 21 世纪先进空天飞行器动力发展的需 求。
低碳经济时代的航空发动机技 术 倡 导 绿 色 环 保 和 采 用 智 慧 能 源。 无 需 空 中 加 油,使 飞 机 在 空 中 持 续 飞 行,是 飞 行 器 工 程 师 不 懈 追 求 的 梦想。
航空发动机整体叶盘特种加工工艺讲座心得
航空发动机整体叶盘特种加工工艺讲座心得一、引言在航空发动机制造过程中,整体叶盘作为重要的组成部分承担着承受高温高压工作环境的任务。
其特殊的材质和复杂的加工工艺决定了整体叶盘的质量和可靠性对发动机性能至关重要。
为了深入了解航空发动机整体叶盘的特种加工工艺,我参加了一场专门讲座,并从中获益匪浅。
以下是我的心得体会。
二、整体叶盘的重要性整体叶盘是航空发动机中连接叶片和主轴的重要部件,它的质量和性能直接影响发动机的可靠性和运行效率。
整体叶盘需要具备高强度、高刚度和高疲劳寿命等特点,以承受来自叶片和工作介质的大量载荷。
2.1 整体叶盘的材料选择整体叶盘常采用高温合金材料,如镍基合金、钛合金等。
这些材料具有良好的耐高温性能和机械强度,能够承受航空发动机极端工作条件下的温度和压力。
2.2 整体叶盘的设计要求整体叶盘在设计上需要考虑叶片的定位、固定、传递载荷等方面的要求。
同时,还需要兼顾材料的热膨胀系数和热应力分布,以确保整体叶盘在高温工作环境下保持稳定性和耐久性。
三、航空发动机整体叶盘特种加工工艺在研制航空发动机整体叶盘时,特种加工工艺是确保高质量和高性能的关键。
以下是几种常见的特种加工工艺。
3.1 精密锻造精密锻造是制造整体叶盘的重要工艺之一。
通过对高温合金材料进行锻造,可以获得高的成形精度和材料的方向性,提高整体叶盘的强度和耐久性。
3.2 精密铸造精密铸造是另一种常用的制造整体叶盘的工艺。
通过精密模具和特殊的铸造工艺,可以获得复杂形状和高精度的整体叶盘。
3.3 电火花成形电火花成形是一种非接触式的加工工艺,可以用于制造整体叶盘的轮廓孔、散热孔等复杂结构。
该工艺具有精度高、效率高的特点,能够满足整体叶盘对于形状和尺寸的要求。
3.4 超声波加工超声波加工是利用超声波的机械振动效应进行材料修整和加工的一种方法。
在制造整体叶盘时,通过超声波切割、切槽和表面处理等方式,可以获得高质量和高精度的零件。
四、整体叶盘特种加工工艺的优势和挑战整体叶盘特种加工工艺在提高叶盘质量和性能方面具有显著的优势,然而也面临一些挑战。
整体叶盘狭小叶栅通道电解旋转套料加工

整体叶盘狭小叶栅通道电解旋转套料加工翟士民,张明岐,黄明涛,潘志福,刘萌,孙超(中国航空制造技术研究院,北京100024)摘要:针对整体叶盘狭小叶栅扭曲叶型结构,采用电解旋转套料的方法进行加工。
通过计算得出旋转套料的中心轴与叶型中心轴的偏移量与偏移角度,设计加工端面电极及分体等速螺旋体水套结构,并进行了小栅距通道加工试验,实现了狭小叶栅扭曲叶型的电解旋转套料加工,得到的产品能够满足后续精密电解加工技术要求。
关键词:整体叶盘;狭小叶栅;扭曲叶型;电解套料加工;等速螺旋体水套中图分类号:TG662文献标志码:A文章编号:1009-279X(2020)06-0048-04Electrochemical Rotating Nesting Machining for the NarrowCascade Channel of BliskZHAI Shimin,ZHANG Mingqi,HUANG Mingtao,PAN Zhifu,LIU Meng,SUN Chao(AVIC Manufacturing Technology Institute,Beijing100024,China) Abstract:For the structure of the the twisted blade of narrow blade cascade of the blisk,the electrochemical rotating nesting machining method is studied.Through the calculation of the offset and direction between the center axis of the rotary sleeve and the center axis of the blade,the electrode structure of the end-face and water jacket structure of split constant velocity screw were designed,and the small pitch channel processing testing was carried out.The electrochemical rotating nesting machining of the the twisted blade of narrow cascade blade was realized,and the obtained product can meet the technical requirements of subsequent precision electrochemical machining.Key words:integral blade disk;narrow cascade;twisted blade;electrochemical nesting machining;constant velocity spiral screw航空发动机整体叶盘是将叶片和轮盘制作成一个整体,代替传统叶片榫齿、轮盘榫槽加锁片的连接结构,使零件数量大大减少,整体重量也明显减轻;同时,由于整体叶盘可消除传统叶片、轮盘结构中气流在榫头与榫槽中逸流所造成的损失,使发动机工作效率增加,从而提高了整台发动机的推重比[1]。
最新-航空发动机整体叶盘加工工艺探析 精品
航空发动机整体叶盘加工工艺探析摘要航空发动机制造是一个国家高端制造业的集中体现,当前我国航空产业高速发展对于航空发动机的需求大幅增加,积极研发与应用航空发动机机械加工新技术,在保障航空发动机机械加工质量的同时有效地提高航空发动机机械加工效率对于保障航空发动机的供应有着极为重要的意义。
叶盘是航空发动机中的重要组件,整体叶盘机械加工能够有效地避免榫头、榫槽间的微动磨损、微观裂纹等缺陷,对于提高航空发动机的使用性能和使用寿命有着极为重要的意义。
本文在分析航空发动机整体叶盘机械加工特点的基础上对航空发动机整体叶盘常用的加工技术进行分析阐述。
关键词航空发动机;整体叶盘;机械加工0前言整体叶盘应用于航空发动机中能够有效地提高航空发动机的使用性能和使用的可靠性。
但是相对的航空发动机整体叶盘机械加工也面临着较大的困难和挑战,航空发动机整体叶盘结构复杂,尤其是航空发动机整体叶盘的叶片型面为自由曲面,叶片厚度薄带来的是航空发动机整体叶盘叶片的整体刚性较差,航空发动机整体叶盘叶片容易在机械加工中产生变形进而影响航空发动机整体叶盘的机械加工质量。
此外,受航空发动机整体叶盘结构限制在机械加工中发生干涉现象较为严重,相较于普通的盘片分离结构航空发动机整体叶盘机械加工所面临的困难更大,应当积极做好航空发动机整体叶盘加工技术的研究与应用,提高航空发动机整体叶盘的加工质量与加工效率。
1航空发动机整体叶盘的结构与加工特性航空发动机整体叶盘从结构形式上主要分为整体式和焊接式两大类,焊接式采用的是对叶片进行单独加工并在后期采用电子束焊、线性摩擦焊或是真空固态扩散联结等的焊接技术将前期加工的叶片焊接至叶盘。
采用焊接式加工时对于叶片焊接质量要求较高,其直接影响着航空发动机整体叶盘的使用性能和可靠性。
整体式叶盘是航空发动机整体叶盘的主要结构形式,在对整体式叶盘加工制造主要依靠的是机械加工,加工时采用整体材料或是锻造的毛坯件进行加工,在这一过程中材料去除余量主要是依靠通道粗加工完成的,通道粗加工与航空发动机整体叶盘的加工效率密切相关,应当积极做好航空发动机整体叶盘通道粗加工技术的研究与应用,以便有效地提高航空发动机整体叶盘的加工效率,缩短加工周期。
航空发动机中盘整体加工技术
整体叶盘加工中应用到的特种加工技术1.1绪论现代航空发动机的结构设计和制造技术是发动机研制、发展、使用中的一个重要环节,为满足以FII9、FI20、EJ200为标志的第4 代战斗机用发动机以及未来高推重比新概念发动机的性能要求除采用先进技术、减少飞机机体结构、机载设备的重量外,关键是要求发动机的推重比达到I0 这一级重点突破发动机部件的气动、结构设计、材料、工艺等方面的关键技术。
其中在发动机风扇、压气机、涡轮上采用整体叶盘(Biisk)结构(包括整体叶轮、整体叶环)是重要措施。
1.2整体叶盘结构的特点整体叶盘是航空发动机的一种新型结构部件,它与常规叶盘连接相比有以下特点:(1)不需叶片榫头和榫槽连接的自重和支撑这些重量的结构,减轻了发动机风扇、压气机、涡轮转子的重量。
(2)原轮缘的榫头变为鼓筒;盘变薄,其内孔直径变大;消除了盘与榫头的接触应力,同时也消除了由于榫头安装角引起的力矩产生的挤压应力; 减轻了盘的重量提高了叶片的振动频率。
(3)整体叶盘可消除常规叶盘中气流在榫根与榫槽间缝隙中逸流造成的损失,使发动机工作效率增加,从而使整台发动机推重比显著提高。
(4)由于省去了安装边和螺栓、螺母、锁片等连接件,零件数量大大减少,避免了榫头、榫槽间的微动摩损、微观裂纹、锁片损坏等意外事故,使发动机工作寿命和安全可靠性大大提高。
(5)如整体叶盘叶片损坏,为避免拆换整个转子将整体叶盘与其他级用螺栓相连形成可分解的连接结构。
(6)由于高压压气机叶片短而薄叶片离心力较小,轮缘径向厚度小采用整体叶盘结构减重不显著。
1.3航空发动机整体叶盘结构在研究发展中存在的问题虽然,整体叶盘具有如此多的我优点,但是在整体叶盘的加工和使用过程中,我们也遇到了很多的问题,比如:(1)整体叶盘加工困难,只有制造技术发展到一定水平后,整体叶盘的应用才成为可能。
(2)发动机在使用过程中转子叶片常遇到外物打伤或因振动叶片出现裂纹,整体叶盘要更换叶片非常困难,也有可能因为一个叶片损坏而报废整个整体叶盘,因此风扇的第I\2级一般不用整体叶盘结构。
航空发动机用整体叶盘制造技术
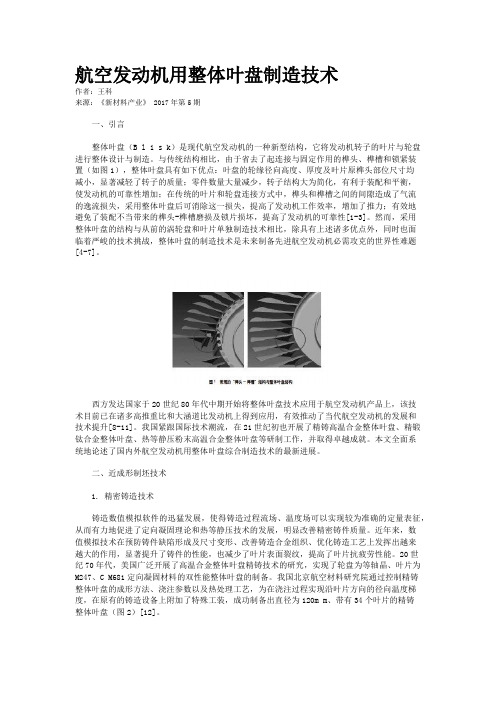
航空发动机用整体叶盘制造技术作者:王科来源:《新材料产业》 2017年第5期一、引言整体叶盘(B l i s k)是现代航空发动机的一种新型结构,它将发动机转子的叶片与轮盘进行整体设计与制造。
与传统结构相比,由于省去了起连接与固定作用的榫头、榫槽和锁紧装置(如图1),整体叶盘具有如下优点:叶盘的轮缘径向高度、厚度及叶片原榫头部位尺寸均减小,显著减轻了转子的质量;零件数量大量减少,转子结构大为简化,有利于装配和平衡,使发动机的可靠性增加;在传统的叶片和轮盘连接方式中,榫头和榫槽之间的间隙造成了气流的逸流损失,采用整体叶盘后可消除这一损失,提高了发动机工作效率,增加了推力;有效地避免了装配不当带来的榫头-榫槽磨损及锁片损坏,提高了发动机的可靠性[1-3]。
然而,采用整体叶盘的结构与从前的涡轮盘和叶片单独制造技术相比,除具有上述诸多优点外,同时也面临着严峻的技术挑战,整体叶盘的制造技术是未来制备先进航空发动机必需攻克的世界性难题[4-7]。
西方发达国家于20世纪80年代中期开始将整体叶盘技术应用于航空发动机产品上,该技术目前已在诸多高推重比和大涵道比发动机上得到应用,有效推动了当代航空发动机的发展和技术提升[8-11]。
我国紧跟国际技术潮流,在21世纪初也开展了精铸高温合金整体叶盘、精锻钛合金整体叶盘、热等静压粉末高温合金整体叶盘等研制工作,并取得卓越成就。
本文全面系统地论述了国内外航空发动机用整体叶盘综合制造技术的最新进展。
二、近成形制坯技术1. 精密铸造技术铸造数值模拟软件的迅猛发展,使得铸造过程流场、温度场可以实现较为准确的定量表征,从而有力地促进了定向凝固理论和热等静压技术的发展,明显改善精密铸件质量。
近年来,数值模拟技术在预防铸件缺陷形成及尺寸变形、改善铸造合金组织、优化铸造工艺上发挥出越来越大的作用,显著提升了铸件的性能,也减少了叶片表面裂纹,提高了叶片抗疲劳性能。
20世纪70年代,美国广泛开展了高温合金整体叶盘精铸技术的研究,实现了轮盘为等轴晶、叶片为M247、C M681定向凝固材料的双性能整体叶盘的制备。
整体叶盘参数化造型及六面体网格生成方法研究
南京航空航天大学硕士学位论文
摘
要
本 文 介 绍 了 整 体 叶 盘 的 结 构 特 点 ,整 体 叶 盘 是 航 空 发 动 机 中 高 速 转 动 的 关键件,与传统的榫头榫槽型结构相比,整体叶盘具有重量轻、结构简单、 零 件 数 目 少 、可 靠 性 高 等 特 点 。其 几 何 形 状 比 较 复 杂 ,在 运 行 时 要 承 受 高 转 速 带 来 的 巨 大 离 心 力 及 高 温 气 体 的 作 用 ,工 作 环 境 比 较 恶 劣 。为 了 保 证 整 体 叶 盘 工 作 的 安 全 性 ,必 须 在 设 计 阶 段 采 用 有 限 元 方 法 获 得 其 精 确 的 强 度 振 动 特 性 ,而 高 质 量 的 三 维 有 限 元 网 格 是 保 证 分 析 结 果 精 确 性 的 基 础 。六 面 体 单 元在有限元分析时具有描绘几何实体精确、 计算精确度高、 结果稳定的优点。 Open CASCADE 是 一 种 CAD/CAM 软 件 开 发 平 台 , 本 文 对 基 于 Open CASCADE 平 台 的 参 数 化 实 体 造 型 方 法 进 行 了 深 入 地 研 究 , 并 在 此 基 础 上 实 现 了 对 整 体 叶 盘 的 参 数 化 建 模 。针 对 整 体 叶 盘 的 结 构 特 点 ,应 用 扫 掠 法 对 整 体 叶 盘 分 区 域 生 成 六 面 体 网 格 :先 是 采 用 铺 砌 法 在 整 体 叶 盘 上 所 选 择 的 源 曲 面 表 面 生 成 四 面 体 网 格 ,再 用 最 小 二 乘 近 似 仿 射 变 换 的 方 法 将 源 曲 面 网 格 映 射 到 目 标 曲 面 , 在 生 成 连 接 曲 面 网 格 之 后 , 最 后 使 用 BMSweep 算 法 生 成 内 节点。 对 整 体 叶 盘 的 网 格 划 分 表 明 ,使 用 上 述 方 法 生 成 的 网 格 质 量 较 高 ,能 很 好地满足有限元分析的要求。
现代航空发动机整体叶盘电子束焊接技术及计算模型
r b e ’ i c re t o sa d r d c sw ih fs u t r f h eo e gn n u e f c i e p r.I r e a b t S ar u r n s n e u e eg t t cu e o e a r n i e a d n mb r h n a t n o d r o l o r t o ma t
Absr c : ik la e o tt e r b e , tn n’s g o v nd tg t n n q i me t t e eo e i e e tv l v i s t e t a t Bls e v u h a b t e o r o e a ih e i g e u p n , h r fr t f c iey a o d h
r plc tt k h bik, te a a c d e a e i o ma e t e l s h dv n e wed n e h oo y s a o t d ee to b a we d n n e h a l i g tc n l g i d p e , l cr n e m l i g a d t e t h s u c d li u o r e mo e s s mma ie n t s p pe . rz d i hi a r
现 代 航 空发 动机 整 体 叶 盘 电子 束 焊 接 技 术 及 计 算 模 型
高 慧婷 马静 月
( 吉林建筑工程学 院材料科学与工程学院 , 春 长 10 1 ) 3 1 8
摘要 : 整体 叶盘省去 了榫 齿连接 技术的 了榫 头、 榫槽和 锁紧装 置, 免 了榫 头气流损失 , 避 减少 了结构重量 和零件 数
M o e n Ae o — e i ik El c r n — be m e d ng d r r — ng ne Bl e t o — a W l i s
航空发动机整体叶盘加工工艺分析

航空发动机整体叶盘加工工艺分析摘要:随着近几年的外来技术引进及国内的制造水平提升,发动机整体叶盘制造技术被攻克,但加工效率低下,远远达不到量产需求,工艺技术及刀具需进一步研发。
关键词:航空发动机;整体叶盘;加工工艺分析引言现阶段,随着社会的发展,我国的现代化建设水平也有了很大的提高。
1998年以来,我国进入了航空大发展时期。
近几年随着各种新型号军、民机先后升空,我国对自主先进大推力航空发动机的需求与日俱增。
发动机是飞机的心脏,被誉为工业皇冠上的明珠。
其制造能力直接标志着国家的顶尖制造水平,现美国和英国牢牢掌控大推力先进航空发动机的关键技术,在行业中呈垄断形式。
自2005年“太行”定型后,我国对新型发动机研制及量产有了新的需求,其中,整体叶盘制造更是核心瓶颈技术攻关之一。
数控加工是航空发动机整体叶盘最主要的加工方法,数控加工工序是保证整体叶盘几何精度符合设计要求的重要环节。
按照设计三维数模精铣后的叶片型面虽满足图纸尺寸公差,但后续叶片表面光整及强化工艺会对叶型特征产生不同程度的影响,导致最终叶型几何特性超出设计要求。
通过对抛光、振动光饰、喷丸等表面光整及强化工艺进行分析,确定其对叶型参数的影响规律及量值,再根据预变形技术对精铣工序的加工模型和程序进行修正,使叶片在精洗后获得与后续表面光整及强化工艺变形规律相反的形状和位置,再在后续加工中消除这些预变形量,从而达到在最终交付状态获得合格整体叶盘的目标。
1整体叶盘材料特性及整体叶盘盘铣加工技术分析1.1整体叶盘材料特性整体叶盘是航空发动机的组成之一,整体叶盘的存在能提高发动机性能、减小重量、提高耐久性与可靠性。
常见的整体叶盘材料是TC4钛合金材料,该材料属于(α+β)型钛合金,有好的比强及热强度,具有良好的抗腐蚀和抗疲劳性能,同时该材料同时具备α、β双向组织,能进行热处理强化,最大化地提高飞机的使用寿命,降低飞机后期成本。
但是,该材料属于典型难加工材料,主要原因有:钛合金弹性模量低,加工中易产生变形;摩擦系数大,刀具易磨损;热导率低,加工时热量不能有效传递,刀具温度较高,处理不当很容易造成粘刀,加快刀具磨损;化学活性高,加工中形成硬化层,硬度大量提升,且易于燃烧。
先进变循环发动机技术研究
先进变循环发动机技术研究黄春峰《航空制造技术》现代航空发动机技术走过了百年的辉煌历程,已经发展得非常成熟。
今天,传统的航空动力技术将面临严峻的挑战,世界航空动力技术呈现出强劲的加速发展态势,将引发第三次动力“革命”。
为适应未来新一代先进战机的更高、更强、更狠、更霸的发展需要和对成本、速度、环境和燃料高效利用等方面的高要求,一些主要航空国家持续实施先进航空发动机研究和发展战略计划,加速研发以变循环及组合发动机为特征的第五代航空发动机[1]。
专家一致认为,新一代战斗机的竞争将不再是机械性能和飞行员的素质的较量,而是人工智能的比拼。
第五代战机的性能将包括高于5马赫的速度、多光谱隐形能力以及传感器融合能力等,同时还将具备无人驾驶的飞行能力,并且有可能采用核动力航空发动机。
第五代战机的动力为超声速、超智能、超隐形、超低成本全新概念的发动机[2-3]。
变循环发动机军事需求与发展背景传统航空涡轮发动机的热力循环特性是固定不变的,一种发动机只能在一种模式下工作,并且仅在有限的飞行范围内具有最好的性能。
先进的变循环发动机(Variable Cycle Engine,VCE)则不同,它是一种多设计点发动机,通过改变一些部件的几何形状、尺寸或位置,来调节其热力循环参数(如增压比、涡轮进口温度、空气流量和涵道比),改变发动机循环工作模式(高推力或低油耗)使发动机在各种飞行情况下都能工作在最佳状态。
与此同时,变循环发动机能以多种模式(包括涡轮模式、涡轮风扇模式和冲压模式等)工作,因而在亚声速、跨声速、超声速和高超声速飞行状态下都具有良好的性能。
在涡喷/ 涡扇发动机领域,VCE研究的重点是改变涵道比,如发动机在爬升、加速和超声速飞行时涵道比减小,接近涡喷发动机的性能,以增大推力;在起飞和亚声速飞行时,加大涵道比,以涡扇发动机状态工作,降低耗油率和噪声[4]。
在未来陆、海、空、天、电多维力量和多维战场的信息化战争中,配装先进动力系统的航空武器装备是一个重要环节,是夺取制空权和决定战争胜负的决定性因素之一。
航空发动机压气机整体叶盘电解加工技术
航空发动机压气机整体叶盘电解加工技术张明岐;张志金;黄明涛【摘要】介绍了整体叶盘电解加工技术的国内外发展及应用情况,重点阐述了高效电解预加工技术及精密振动电解加工技术的工艺路线、参数制定等关键技术问题。
还介绍了与叶型加工相关的主要加工方法,包括机械加工、切割加工等。
%The development and application of electrochemical machining on blisk are introduced in the paper. The key technologies such as the craft route and parameters of high efifciency pre-ECM and PECM are emphatically discussed. Moreover, the main methods about blisk of aeroengine compressor including mechanical processing, cutting processing are also introduced in this paper.【期刊名称】《航空制造技术》【年(卷),期】2016(000)021【总页数】7页(P86-92)【关键词】整体叶盘;电解加工;数控加工【作者】张明岐;张志金;黄明涛【作者单位】中航工业北京航空制造工程研究所,北京 100024;中航工业北京航空制造工程研究所,北京 100024;中航工业北京航空制造工程研究所,北京100024【正文语种】中文张明岐中航工业基础院电加工技术首席专家,现为北京航空制造工程研究所电加工专业技术带头人,全国电化学加工委员会副主任。
长期从事电化学加工工艺与装备技术研究工作,在高频窄脉冲电解加工、电液束优质小孔加工、精密振动电解加工技术等领域做出了突出的成绩。
近年来主持研究的多项技术成果推进了国内特种加工技术应用,成为航空、航天、兵器等军工领域优质制孔、复杂结构加工等工艺的重要技术支撑。
先进航空发动机关键制造技术发展现状与趋势

先进航空发动机关键制造技术发展现状与趋势一、轻量化、整体化新型冷却结构件制造技术1 整体叶盘制造技术整体叶盘是新一代航空发动机实现结构创新与技术跨越的关键部件,通过将传统结构的叶片和轮盘设计成整体结构,省去传统连接方式采用的榫头、榫槽和锁紧装置,结构重量减轻、零件数减少,避免了榫头的气流损失,使发动机整体结构大为简化,推重比和可靠性明显提高。
在第四代战斗机的动力装置推重比10发动机F119和EJ200上,风扇、压气机和涡轮采用整体叶盘结构,使发动机重量减轻20%~30%,效率提高5%~10%,零件数量减少50% 以上。
目前,整体叶盘的制造方法主要有:电子束焊接法;扩散连接法;线性摩擦焊接法;五坐标数控铣削加工或电解加工法;锻接法;热等静压法等。
在未来推重比15~20 的高性能发动机上,如欧洲未来推重比15~20的发动机和美国的IHPTET 计划中的推重比20的发动机,将采用效果更好的SiC陶瓷基复合材料或抗氧化的C/C复合材料制造整体涡轮叶盘。
2 整体叶环(无盘转子)制造技术如果将整体叶盘中的轮盘部分去掉,就成为整体叶环,零件的重量将进一步降低。
在推重比15~20 高性能发动机上的压气机拟采用整体叶环,由于采用密度较小的复合材料制造,叶片减轻,可以直接固定在承力环上,从而取消了轮盘,使结构质量减轻70%。
目前正在研制的整体叶环是用连续单根碳化硅长纤维增强的钛基复合材料制造的。
推重比15~20 高性能发动机,如美国XTX16/1A变循环发动机的核心机第3、4级压气机为整体叶环转子结构。
该整体叶环转子及其间的隔环采用TiMC金属基复合材料制造。
英、法、德研制了TiMMC叶环,用于改进EJ200的3级风扇、高压压气机和涡轮。
3大小叶片转子制造技术大小叶片转子技术是整体叶盘的特例,即在整体叶盘全弦长叶片通道后部中间增加一组分流小叶片,此分流小叶片具有大大提高轴流压气机叶片级增压比和减少气流引起的振动等特点,是使轴流压气机级增压比达到3 或3 以上的有发展潜力的技术。
航空发动机中叶盘整体加工技术

整体叶盘加工中应用到的特种加工技术1.绪1论现代航空发动机的结构设计和制造技术是发动机研制、发展、使用中的一个重要环节,为满足以FII9、FI20、EJ200为标志的第4代战斗机用发动机以及未来高推重比新概念发动机的性能要求除采用先进技术、减少飞机机体结构、机载设备的重量外,关键是要求发动机的推重比达到I0这一级重点突破发动机部件的气动、结构设计、材料、工艺等方面的关键技术。
其中在发动机风扇、压气机、涡轮上采用整体叶盘(Biisk)结构(包括整体叶轮、整体叶环)是重要措施。
整2体叶盘结构的特点整体叶盘是航空发动机的一种新型结构部件,它与常规叶盘连接相比有以下特点:(1)不需叶片榫头和榫槽连接的自重和支撑这些重量的结构,减轻了发动机风扇、压气机、涡轮转子的重量。
(2)原轮缘的榫头变为鼓筒;盘变薄,其内孔直径变大;消除了盘与榫头的接触应力,同时也消除了由于榫头安装角引起的力矩产生的挤压应力;减轻了盘的重量提高了叶片的振动频率。
(3)整体叶盘可消除常规叶盘中气流在榫根与榫槽间缝隙中逸流造成的损失,使发动机工作效率增加,从而使整台发动机推重比显著提高。
(4)由于省去了安装边和螺栓、螺母、锁片等连接件,零件数量大大减少,避免了榫头、榫槽间的微动摩损、微观裂纹、锁片损坏等意外事故,使发动机工作寿命和安全可靠性大大提高。
(5)如整体叶盘叶片损坏,为避免拆换整个转子将整体叶盘与其他级用螺栓相连形成可分解的连接结构。
(6)由于高压压气机叶片短而薄叶片离心力较小,轮缘径向厚度小采用整体叶盘结构减重不显著。
航3空发动机整体叶盘结构在研究发展中存在的问题虽然,整体叶盘具有如此多的我优点,但是在整体叶盘的加工和使用过程中,我们也遇到了很多的问题,比如:(1)整体叶盘加工困难,只有制造技术发展到一定水平后,整体叶盘的应用才成为可能。
(2)发动机在使用过程中转子叶片常遇到外物打伤或因振动叶片出现裂纹,整体叶盘要更换叶片非常困难,也有可能因为一个叶片损坏而报废整个整体叶盘,因此风扇的第I\2级一般不用整体叶盘结构。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
束焊, 1994年后用线性摩擦焊) 栓连接
EF2000
第2、3级风扇钛合金焊接式结压压气机前3级为整体式 前后串起, 焊接 成 T/A- 18E/F
结构, 用电化学加工
整体
军
高压压气机。第1、2 级为钛 合金, 第5、6级为粉末高温合金, 6级都是焊接式结构
第1级风扇是空 第四代战
Keywor ds: Engine str uctur e Integr al blisk Nontr aditional machining Manufactur ing technolo- gy
现代航空发动机的结构设计和制造技术是发动机 研制、发展、使用中的一个重要环节, 为满足以 F119、 F120、EJ200 为 标 志 的 第 4 代 战 斗 机 用 发 动 机 以 及 未 来高推比新概念发动机的性能要求, 除采用先进技术 减少飞机机体结构、机载设备的重量外, 关键是要求发 动机的推重比达到 10 这一级, 重点突破发动机部件的 气动、结构设计、材料、工艺等方面的关键技术。其中, 在发动机风扇、压气机、涡轮上采用整体叶盘( Blisk) 结 构( 包括整体叶轮、整体叶环) 是重要措施。
心的
斗机F- 22
BR715
低压压气机。两级均为钛合
两级焊接成一
民 金整体叶盘
整体转子
MD- 95
F110- GE- 129R 军 F100- PW- 229A 军
第 1~3级 风 扇 第 2~3级 风 扇
焊接成整体转
子, 改进型
F- 15/F- 16
推重比 10 9
生产厂家
欧洲喷气涡轮公 司 , 1988年 开 始 研 制 , 1995年 已 生 产 20台
GESFAR
军
试验风扇
第1级风扇
采用带前掠叶 片的整体叶盘
美 国 GE 公 司 , 1996 年试验成功
P.A.T
民
验证核心机
第 8、9级 高 压 压 气 机
民用发动 机核心机
法 国 SNECMA公 司
基准发动机
民
第 1~4级 和 1~5级 压 气 机
利 用 PW6000、 PW4000、F119 的 成熟技术
·原轮缘的榫头变为鼓筒; 盘变薄, 其内孔直径变 大; 消除了盘与榫头的接触应力, 同时也消除了由于榫
94 航空制造技术·2006 年第 4 期
头安装角引起的力矩产生的挤压应力; 减轻了盘的重 量, 提高了叶片的振动频率。
· 整体叶盘可消除常规叶盘中气流在榫根与榫槽 间缝隙中逸流造成的损失, 使发动机工作效率增加, 从 而使整台发动机推重比显著提高。
· 由于省去了安装边和螺栓、螺母、锁片等连接 件, 零件数量大大减少, 避免了榫头、榫槽间的微动摩 损、微观裂纹、锁片损坏等意外事故, 使发动机工作寿 命和安全可靠性大大提高。
·如整体叶盘叶片损坏, 为避免拆换整个转子, 将 整体叶盘与其他级用螺栓相连, 形成可分解的连接结 构。
·由于高压压气机叶片短而薄, 叶片离心力较小, 轮缘径向厚度小, 采用整体叶盘结构减重不显著。例如 F414发动机的高压压气机, 前3级采用整体叶盘后重量 只 减 少 3.632kg; 而 两 级 风 扇 采 用 整 体 叶 盘 减 重 20.43kg, 因此EJ200发动机的高压压气机仅第一级采 用整体叶盘结构。
采用了整体叶盘, 第1、2级用Ti17合金制成, 且焊成一 弦比、前掠叶片的特点, 整体叶盘由高强度钛合金制
体, 第3级采用Inconel 718镍基合金制成 , 使 压 气 机 的 成, 叶尖直径约为508~635mm, 空气流量约为100kg/s。
重量减轻3.63kg。F404整台发动机5级整体叶盘转子比 试验结果表明该风扇不仅减轻了重量, 而且比常规风
90年代GE公司还研究 了 一 种 前 掠 叶 片 的 整 体 叶
且两个整体叶盘还焊接在一起形成整体转子, 使风扇 盘 结 构 风 扇 , 并 在 前 掠 气 动 研 究 试 验 台 ( GESFAR) 上
转子重量比F404减轻了20.41kg; 高压压气机前3级也 成功地进行了试验。这种新型风扇部件具有高速、小展
提 高 204.5℃
机的压气机上大量采用整体叶盘结构, 尔后又陆续将 点, 它能进一步降低转子的重量, 提高发动机耐久性。
这 一 技 术 应 用 到CT7、CFE738、GE23A、YF120、F414和
F110- GE- 129改型为F110- GE- 129R时, 即将3级
F110发动机上。YF120的2级风扇和5级高压压气机全 风扇全改成宽弦叶片、整体叶盘结构, 零件数减少了2/
B- 7E7
最大推力 266 890N
美 国 P&W公 司
XTC67/1核 心 机
推重比比
军
压 气 机 第 1级 转 子 、第 3级 静 子 叶片采用整体叶盘, 材料为γ钛
验 证 IHPTET第 三阶段性能目标
铝合金, 采用摩擦焊技术
军用发动 F119 高 100% , 美 国 P&W 公 司 , 机核心机 涡 轮 进 口 温 度 2003年4月试验成功
专题综述
现代航空发动机整体叶盘及其制造技术
Moder n Aer oengine Integr al Blisk and Its Manufactur ing Technology
中国燃气涡轮研究院 黄春峰
[ 摘要] 整体叶盘是现代航空发动机的一种新型 结构部件, 对于提高其性能具有重要作用。本文主要介 绍了航空发动机整体叶盘结构的特点、应用现状、发展 趋势及其制造技术。
在F100- PW- 229发动机改型( F100- PW- 229A) 中 的第2~3级全部采用整体叶盘结构。改型后的发动机在 保持推力不变的情况下, 涡轮进口温度降低49℃, 发动 机 的 可 靠 性 和 寿 命 得 到 提 高 。 在 PW7000 发 动 机 方 案 中, 5级高压压气机全部采用大后掠、高效率叶片的整 体叶盘结构转子。90年代初, P&W公司还研究了带后 掠叶片的整体叶盘结构的两级风扇, 其尺寸和流量与 F119的风扇的基本相同, 目前该叶片为后掠实心叶片, 但将来可能采用空心的金属叶片或复合材料叶片。该
1 整体叶盘结构的特点
( 1) 整体叶盘是航空发动机的一种新型结构部件, 它与常规叶盘连接相比有以下特点:
· 不需叶片榫头和榫槽连接的自重和支撑这些重 量的结构, 减轻了发动机风扇、压气机、涡轮转子的重 量 。 英 国 R·R 公 司 在 发 动 机 中 采 用 整 体 叶 盘 结 构 后, 与传统的叶片、轮盘分体结构相比, 重量可减轻 50%; 若 采 用 金 属 基 复 合 材 料 ( MMC) 的 整 体 叶 环 ( Bling) , 则可减重 70%。
部采用整体叶盘结构的转子, 风扇叶片采用低展弦比 3。由于风扇效率与空气流量提高, 使发动机推力增加
叶片, 其中第1级为空心叶片。
5.9%。如维持原推力, 则热端部件寿命由4000TAC循环
F414的第2、3级风扇采用低展弦比叶片的串列转 ( 战术空间循环) 提高到6000TAC循环。
子采用惰性气体焊接的钛合金 ( Ti17) 整体叶盘结构 ,
键问题。 ·由于整体叶盘的叶型复杂, 精度要求高, 叶型
薄, 受力后变形大, 所以机械加工非常困难, 又因为齿 数多、齿密, 所以加工量非常大。因此叶型加工是整体 叶盘制造的主要工序。
2 整体叶盘结构的应用
随着航空制造技术的不断发展, 近年来整体叶盘 结构在新研制航空发动机中已得到广泛应用( 表 1) 。 2.1 美国整体叶盘的应用
常规叶盘连接的零件减少了484个, 与原型机F404相 扇的效率高4%, 其中尖部效率提高8%, 失速裕度提高
比, 其推重比由7.5提高到9.1。由几个整体叶盘前后串 3%~5%, 因而使发动机抗流场畸变能力提高80%。目前
起焊成一体的设计, 是F414优于EJ200发动机的显著特 GE公司已将其安装到IHPTET验证机上进行了评估, 并
关键词: 发动机结构 整体叶盘 特种加工 制 造技术
[ABSTRACT] The integral blisk is a new struc- tural component of the modern aeroengine and plays an important role in improving its performance. The charac- teristics, application status, development trends and man- ufacturing technology of aeroengine blisk structures are introduced in the paper.
( 2) 航空发动机整体叶盘结构在研究发展中也存 在一些问题。
·整体叶盘加工困难, 只有制造技术发展到一定 水平后, 整体叶盘的应用才成为可能。
·发动机在使用过程中, 转子叶片常遇到外物打 伤或因振动叶片出现裂纹, 整体叶盘要更换叶片非常 困难, 有可能因为一个叶片损坏而报废整个整体叶盘。 因此风扇的第1、2级一般不用整体叶盘结构, 整体叶盘 叶片的修理技术也是整体叶盘扩大应用必须解决的关
美国GE公司最早在20世 纪70年 代 就 在T700发 动
专题综述
发动机型号 EJ200
F414- GE- 400 F119- PW- 100
表1 国外航空发动机整体叶盘的应用情况
军民用
应用范围
特点
发动机用途
第3级 风 扇 和 第1级 高 压 压 气 单独整体 叶 盘 , 90年代欧
军 机。焊接式结构( 80年代用电子 与 其 他 级 用 短 螺 洲 战 斗 机
的发动机, 6级轴流高压压气机整体叶盘的第1、2级为 钛合金, 叶片和轮盘用线性摩擦焊将其焊成一体; 第3~ 6级为粉末高温合金, 叶片与轮盘的焊接采用了锻接扩 散连接技术。有的F119压气机转子还采用ALLOY- C型 阻燃钛合金整体叶盘。ALLOY- C型钛合金不但具有良 好的阻燃性能, 而且具有良好的高温变形、冷轧、延展、 焊接和铸造性能, 其钣金成形延展率可达40%~50%。