(电路板)自动贴标机方案V1.0
基于PLC控制的自动贴标机设计

光机电一体化课程设计题目:变频器控制与通信院别:机电学院专业:机械电子工程班级:姓名:学号:指导教师:基于PLC控制的自动贴标机设计——变频器控制与通信摘要变频器(VFD)是应用变频技术与微电子技术,通过改变电机工作电源频率方式来控制交流电动机的电力控制设备。
变频器靠内部IGBT的开断来调整输出电源的电压和频率,根据电机的实际需要来提供其所需要的电源电压,进而达到节能、调速的目的,另外,变频器还有很多的保护功能,如过流、过压、过载保护等等。
随着工业自动化程度的不断提高,变频器也得到了非常广泛的应用。
本课程设计主要讨论变频器与可编程控制器(PLC)通信原理,介绍变频器的控制方式、PLC与变频器远程通信控制的硬件连接等。
选用三菱FX2N型PLC及三菱FR-S500变频器,介绍串行通信技术在贴标机交流变频调速控制系统中的应用,并通过相应的部分通信控制程序来说明利用可编程控制器实现串行通信编程设计方法。
关键词:通信协议;变频器;PLC;控制目录前言 (3)一.变频器的选用 (4)二.变频器的控制方式 (5)三.PLC与变频器远程通信控制的硬件连接 (5)四.变频器的远程控制原理 (6)五.对变频器远程控制时参数的设定 (8)六.对变频器远程控制的软件设计 (8)七.变频器仿真 (9)八.心得体会 (14)附录: (16)前言变频器调速是集自动控制、微电子、电力电子、通信技术于一体的技术,它因很好的调速、节能性能, 在各行业中获得了广泛的应用。
PLC是近年来发展极为迅速、应用面极广的工业控制装置,它具有体积小、组装灵活、编程简单、抗干扰能力强和可靠性高等优点。
现代工业生产的许多领域将变频器与PLC相结合使用, 借助于 PC或(HMI)可以对自动化设备进行智能控制。
随着网络技术的发展,PLC既可以独立地对自动化设备进行控制,也可以作为工作站与整个工厂网络系统的各个单元进行信息交换,有利于“无人化”工厂的实现。
自动贴标机说明书
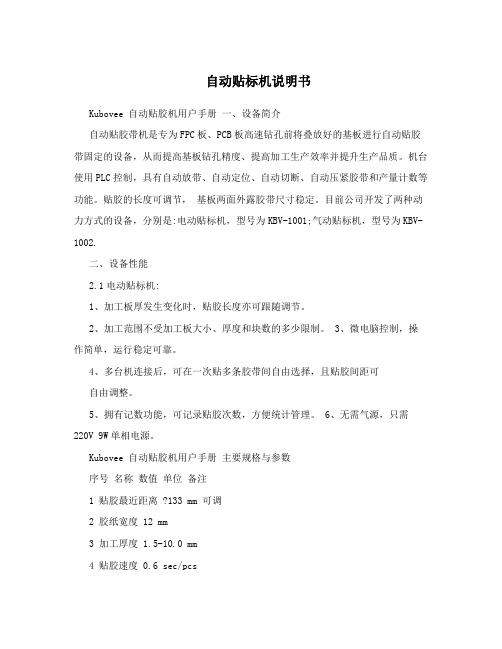
自动贴标机说明书Kubovee 自动贴胶机用户手册一、设备简介自动贴胶带机是专为FPC板、PCB板高速钻孔前将叠放好的基板进行自动贴胶带固定的设备,从而提高基板钻孔精度、提高加工生产效率并提升生产品质。
机台使用PLC控制,具有自动放带、自动定位、自动切断、自动压紧胶带和产量计数等功能。
贴胶的长度可调节,基板两面外露胶带尺寸稳定。
目前公司开发了两种动力方式的设备,分别是:电动贴标机,型号为KBV-1001;气动贴标机,型号为KBV-1002.二、设备性能2.1电动贴标机:1、加工板厚发生变化时,贴胶长度亦可跟随调节。
2、加工范围不受加工板大小、厚度和块数的多少限制。
3、微电脑控制,操作简单,运行稳定可靠。
4、多台机连接后,可在一次贴多条胶带间自由选择,且贴胶间距可自由调整。
5、拥有记数功能,可记录贴胶次数,方便统计管理。
6、无需气源,只需220V 9W单相电源。
Kubovee 自动贴胶机用户手册主要规格与参数序号名称数值单位备注1 贴胶最近距离 ?133 mm 可调2 胶纸宽度 12 mm3 加工厚度 1.5-10.0 mm4 贴胶速度 0.6 sec/pcs5 加工板尺寸任意 mm6 电源 AC220V9W ?10% 50Hz7 外型尺寸 433*133*266 mm 单台8 重量 Kg 10使用方法1、在KBV-6贴胶机上装入胶带。
(买入的设备上已预先安装好胶带)2、合上上盖板。
3、接入并打开电源。
(注意电源必须接地)4、把叠好的基板按照图2箭头的方向放入。
(贴胶时间0.6秒)5、取出基板。
注意:基板下面的胶带长度可以调整。
(请参照图1旋钮) 胶带使用完后需更换胶带,换胶带时必须关闭电源。
Kubovee 自动贴胶机用户手册气动贴标机气动贴胶带机通过启动按钮开关将plc设备程序启动,plc I/O输出口控制对应的动作电磁阀,电磁阀通电后进一步控制对应的气缸执行相应的动作。
单个电气控制顺序如下图:气缸电磁阀 Plc I/O输出口电气控制参数设备功率 ?50W输入电源 AC220V 50HZ输入电源插头电流 250V 10A输出电源 DC24V 2A输入I/O接口数 16备用输入I/O接口数 ?5输出I/O接口数 16备用输出I/O接口数 ?6产量计数 0-99999气源要求 0.2MP-0.7MP进气管管径外径8mm气管外型尺寸 L450*W150*H350加工产品厚度 1.5mm-12mm贴胶带长度 10.0mm-25mm胶带加工宽度 5mm--15mm胶带最大外径 360mm净重 35KGKubovee 自动贴胶机用户手册操作次序A、选择并安装符合当前生产基板的整圈胶带,安装在胶带轮上并胶带头拉至贴胶的合适位置。
克朗斯_KRONES_贴标机维护及维修手册
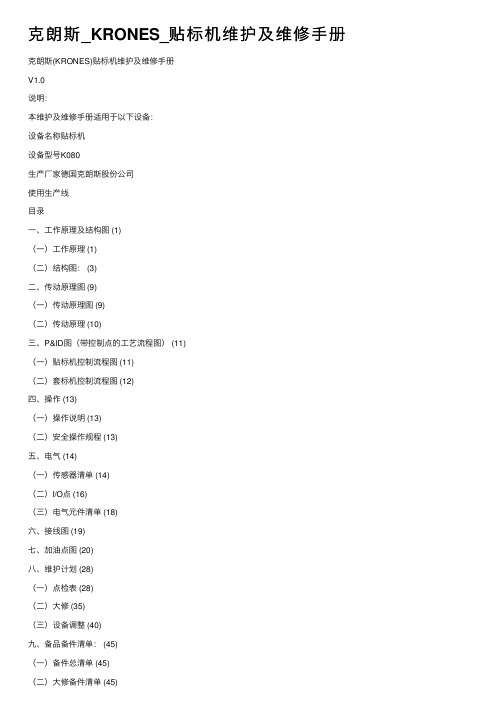
克朗斯_KRONES_贴标机维护及维修⼿册克朗斯(KRONES)贴标机维护及维修⼿册V1.0说明:本维护及维修⼿册适⽤于以下设备:设备名称贴标机设备型号K080⽣产⼚家德国克朗斯股份公司使⽤⽣产线⽬录⼀、⼯作原理及结构图 (1)(⼀)⼯作原理 (1)(⼆)结构图: (3)⼆、传动原理图 (9)(⼀)传动原理图 (9)(⼆)传动原理 (10)三、P&ID图(带控制点的⼯艺流程图) (11)(⼀)贴标机控制流程图 (11)(⼆)套标机控制流程图 (12)四、操作 (13)(⼀)操作说明 (13)(⼆)安全操作规程 (13)五、电⽓ (14)(⼀)传感器清单 (14)(⼆)I/O点 (16)(三)电⽓元件清单 (18)六、接线图 (19)七、加油点图 (20)⼋、维护计划 (28)(⼀)点检表 (28)(⼆)⼤修 (35)(三)设备调整 (40)九、备品备件清单: (45)(⼀)备件总清单 (45)(⼆)⼤修备件清单 (45)⼗、常见故障及处理⽅法 (50)⼀、⼯作原理及结构图(⼀)⼯作原理1、⼯作原理介绍a、进瓶输送带把玻璃瓶输送到进瓶螺杆处;⼊⼝输送带由光电开关和接近开关把信号传到输送带系统PLC处理,通过程序实现⽆压⼒控制。
其作⽤是通过检测瓶⼦之间的距离来调整输送带的速度,从⽽实现进瓶输送带上瓶⼦之间不会过度挤压;b、进瓶螺杆由机底下的同步齿轮驱动,它将瓶⼦等距离分开,并送⼊进瓶星轮,安装在⼊⼝星轮处的光电开关检测瓶⼦信号传到PLC处理,从⽽控制是否送标、贴标;c、进瓶星轮将瓶⼦传递⾄贴标转盘,标站与贴标转盘通过齿轮传动,实现同步动作,瓶⼦经过⼊⼝光电检测,经过PLC处理,发出贴标指令,标站中的标签架的驱动⽓缸动作,实现标签与带有胶⽔的标板接触,完成取标动作,标板与转⿎接近接触处,由转⿎的夹⼦把标签夹紧,同时在真空的作⽤下,标签稳定吸附在转⿎标板上。
d、带有标签的转⿎与贴标转盘上的瓶⾝接触,把标签贴在瓶⾝上,同时瓶⼦在压瓶头压紧的情况下,随着瓶托转动,通过固定在压瓶架旁边的⽑刷的作⽤,将标签扫压在瓶⼦上,从⽽实现贴标动作。
(完整版)全自动贴标机操作作业指导书
2.3.5出标延时:接到指令后延时出标时间。
2.3.6预出标长度:预先出标长度。
2.3.7上一组、下一组:上下调控预选参数组。
2.3.8上载、下载:上载为存储参数组数据,下载为使用当前选择参数组数据或调控数据。
2.4.内部参数:输送频率、卷瓶频率、出标保护、出标比例
三、操作规范
1.操作流程
2.操作设备
全自动贴标机
3.操作要点
1.开启电源
1.1.将全自动贴标机电源插头插入电源插座。
1.2.顺时针旋转电源开关,开启全自动贴标机电源,进入自动、停止、测瓶、当前产量清零、手动、参数、接点。
2.1.1启动:开启自动贴标。
2.1.2停止:停止自动贴标。
3.2.将全自动贴标机电源插头从电源插座中拔出。
4.维护调控
4.1贴标不平行:调整标贴剥标板上下移动微调。
4.2标签托盘不停走标:磨擦轮脱落或失效。上紧磨擦轮或更换。
5.相关记录
《自动贴标机使用记录表》
自动贴标机使用记录表
操作日期
贴标物件名称
操作人员
相关说明
编制人员
审核人员
批准人员
编制日期
审核日期
批准日期
997.15
参数组编号
2
输送频率
35hz
02
99.47
运行速度
10.0/min
卷瓶频率
42hz
03
985.31
出标延时
0.30
出标保护
2S
04
样瓶标准
预出标
60
出标比例
2.6
2.6按装整卷标签
2.6.1把整卷标签放入标签芯上固定套,方向是沿顺时针方向出标签(标签底向输送带方向)。整卷标签平整放在标签托盘上。
贴标机项目实施方案
贴标机项目实施方案一、项目背景。
贴标机是一种用于产品贴标的自动化设备,广泛应用于食品、日化、医药等行业。
随着市场需求的增长,公司决定引进贴标机设备,以提高生产效率和产品质量,满足客户需求。
二、项目目标。
1. 提高生产效率,通过引进贴标机设备,实现产品贴标的自动化操作,减少人工干预,提高生产效率。
2. 优化产品质量,贴标机设备具有高精度的贴标能力,可以提高产品标识的准确性和一致性。
3. 降低生产成本,减少人工操作,提高生产效率,降低生产成本,提升企业竞争力。
三、项目实施方案。
1. 设备引进,选择符合公司要求的贴标机设备,进行采购和引进。
2. 设备安装调试,由设备供应商负责进行设备的安装和调试工作,确保设备能够正常运行。
3. 操作培训,对生产操作人员进行贴标机设备的操作培训,提高其操作技能和安全意识。
4. 生产试运行,在设备安装调试完成后,进行生产试运行,验证设备的性能和稳定性。
5. 管理规范,建立贴标机设备的管理规范,包括设备维护保养、操作规程、安全管理等方面的规定。
6. 运行监控,建立设备运行监控机制,定期对设备进行运行状态的监测和分析,及时发现和解决问题。
7. 效果评估,定期对贴标机设备的使用效果进行评估,根据评估结果进行相应的改进和优化。
四、项目实施流程。
1. 项目启动,确定项目实施的时间节点和责任人,制定项目实施计划。
2. 设备采购,根据公司需求和预算,选择合适的贴标机设备进行采购。
3. 设备准备,为设备安装和调试做好准备工作,包括场地清理、电力供应等。
4. 设备安装调试,设备供应商安排专业技术人员进行设备的安装和调试工作。
5. 操作培训,邀请设备供应商或相关专业机构对生产操作人员进行贴标机设备的操作培训。
6. 生产试运行,安排生产试运行,验证设备的性能和稳定性。
7. 管理规范,建立贴标机设备的管理规范,确保设备的正常运行和管理。
8. 运行监控,建立设备运行监控机制,及时发现和解决设备运行中的问题。
(电路板)自动贴标机方案V1.0

贴标描述
送料盘
此滚轮与平剥 料板一起运动
气缸(
贴合工位 (及产品)
分料气手指 (位置可调)
(电路板 自动贴标机方案 电路板)自动贴标机方案V1.0 电路板 自动贴标机方案
工作原理及流程: 1、感应器检测到电路板,输出信号到让 电路板停止。2、吸头气缸压下,将标签 贴到电路板待贴位置上,气缸复位。3、 输送继续行走到同一电路板的第二个贴 标位置(标头同时再送出一张标签到吸 头)。4、吸头气缸压下,贴上第二张标 签,气缸复位。(标头送出一张标签到 吸头,等待下一张电路板到位)。 注:此流程可设定调整.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
贴标描述
送料盘
此滚轮与平剥 料板一起运动
气缸(吸、贴ቤተ መጻሕፍቲ ባይዱ)
推料、剥 料气缸 收料盘
送剥料板 传送线
贴合工位 (及产品)
分料气手指 (位置可调)
(电路板 自动贴标机方案 电路板)自动贴标机方案V1.0 电路板 自动贴标机方案
工作原理及流程: 1、感应器检测到电路板,输出信号到让 电路板停止。2、吸头气缸压下,将标签 贴到电路板待贴位置上,气缸复位。3、 输送继续行走到同一电路板的第二个贴 标位置(标头同时再送出一张标签到吸 头)。4、吸头气缸压下,贴上第二张标 签,气缸复位。(标头送出一张标签到 吸头,等待下一张电路板到位)。 注:此流程可设定调整.