锚具技术规格书
锚具技术规格书

锚具技术规格书一、招标物资名称及技术要求预应力锚具,包括锚板、夹片、锚垫板、螺旋筋四件套。
1、规范性引用文件(1)GB/T 14370 预应力筋用锚具、夹具和连接器;JGJ85-2002 《预应力筋用锚具、夹具和连接器应用技术规程》(2)GB/T 197-2003 普通螺纹公差;(3)GB/T 1804-2000 一般公差未注公差的线性和角度尺寸的公差;(4)16924-1997 钢件的淬火与回火;(5)JG/T 5001.8-1992 建筑机械与设备锻件通用技术条件;(6)JG/T 5001.9-1992 建筑机械与设备热处理通用技术条件;(7)JG/T 5001.10-1992 建筑机械与设备切削加工件通用技术条件;(8)JG/T 5012-1992 建筑机械与设备包装件通用技术条件;(9)JB/T 3999-1999 钢件的渗碳与碳氮共渗淬火回火;(10)TB/T 3193-2008 铁路工程预应力筋用夹片式锚具、夹具和连接器技术条件。
2、技术要求(1)一般要求1)锚具或其附件上宜设置灌浆孔或排气孔。
灌浆孔的孔位及孔径应符合灌浆工艺要求,且应有与灌浆管连接的构造。
采用封闭罩进锚具或其附件上应设置连接构造。
2)用于锚固直径15.2mm钢绞线的锚具,1-5孔锚板、6-12孔锚板、13-17孔锚板、18-21孔锚板最外侧锥孔大口外边缘到锚板边缘的距离分别大于等于11.0mm,13.0mm,15.0mm,17mm。
3)用于锚固直径15.2mm钢绞线的锚具,1-21孔锚板的最小直径和最小厚度的尺寸应符合下表规定:22孔及以上锚板可参照设计文件执行;生产锚板用的原材料性能指标不应低于45#钢的要求。
孔锚板最小直径和厚度尺寸要求表(2)锚具的基本性能要求1)静载锚固性能:ηa≥0.95 εapu≥2.0%2)疲劳荷载性能:预应力筋-锚具组装件必须满足循环次数为200万次的疲劳性试验。
3)周期荷载性能:在有抗震要求的结构中使用的锚具,预应力筋-锚具组装件还应满足循环次数为50次的周期荷载试验。
OVM15OVM13张拉端锚具参数表1

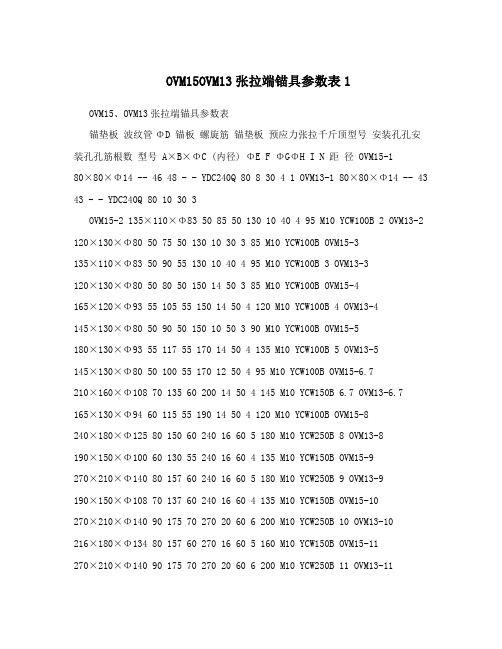
OVM15OVM13张拉端锚具参数表1OVM15OVM13张拉端锚具参数表1OVM15、OVM13张拉端锚具参数表锚垫板波纹管ΦD 锚板螺旋筋锚垫板预应⼒张拉千⽄顶型号安装孔孔安装孔孔筋根数型号A×B×ΦC (内径) ΦE F ΦGΦH I N 距径 OVM15-180×80×Φ14 -- 46 48 - - YDC240Q 80 8 30 4 1 OVM13-1 80×80×Φ14 -- 43 43 - - YDC240Q 80 10 30 3OVM15-2 135×110×Φ83 50 85 50 130 10 40 4 95 M10 YCW100B 2 OVM13-2 120×130×Φ80 50 75 50 130 10 30 3 85 M10 YCW100B OVM15-3135×110×Φ83 50 90 55 130 10 40 4 95 M10 YCW100B 3 OVM13-3120×130×Φ80 50 80 50 150 14 50 3 85 M10 YCW100B OVM15-4165×120×Φ93 55 105 55 150 14 50 4 120 M10 YCW100B 4 OVM13-4145×130×Φ80 50 90 50 150 10 50 3 90 M10 YCW100B OVM15-5180×130×Φ93 55 117 55 170 14 50 4 135 M10 YCW100B 5 OVM13-5145×130×Φ80 50 100 55 170 12 50 4 95 M10 YCW100B OVM15-6.7210×160×Φ108 70 135 60 200 14 50 4 145 M10 YCW150B 6.7 OVM13-6.7165×130×Φ94 60 115 55 190 14 50 4 120 M10 YCW100B OVM15-8240×180×Φ125 80 150 60 240 16 60 5 180 M10 YCW250B 8 OVM13-8190×150×Φ100 60 130 55 240 16 60 4 135 M10 YCW150B OVM15-9270×210×Φ140 80 157 60 240 16 60 5 180 M10 YCW250B 9 OVM13-9190×150×Φ108 70 137 60 240 16 60 4 135 M10 YCW150B OVM15-10270×210×Φ140 90 175 70 270 20 60 6 200 M10 YCW250B 10 OVM13-10216×180×Φ134 80 157 60 270 16 60 5 160 M10 YCW150B OVM15-11270×210×Φ140 90 175 70 270 20 60 6 200 M10 YCW250B 11 OVM13-11216×180×Φ134 80 157 60 270 16 60 5 160 M10 YCW250B OVM15-12270×210×Φ140 90 275 70 270 20 60 6 200 M10 YCW250B 12 OVM13-12216×180×Φ134 80 157 60 270 16 60 5 160 M10 YCW250B OVM15-13270×210×Φ140 90 177 70 270 20 60 6 200 M10 YCW350A 13 OVM13-13216×180×Φ136 80 157 60 270 16 60 5 160 M10 YCW250B OVM15-14285×220×Φ152 90 185 70 350 20 60 6 210 M10 YCW350A 14 OVM13-14216×180×Φ136 80 165 65 270 16 60 5 200 M10 YCW250B OVM15-15300×240×Φ170 90 210 80 380 20 60 6 225 M10 YCW350A 15 OVM13-15270×220×Φ154 90 195 70 330 20 60 6 200 M10 YCW250B OVM15-16300×240×Φ170 90 210 90 380 20 60 6 225 M10 YCW350A 16 OVM13-16270×220×Φ154 90 195 70 330 20 60 6 200 M10 YCW250B OVM15-17300×240×Φ170 90 210 90 380 20 60 6 225 M10 YCW350A 17 OVM13-17270×220×Φ154 90 195 70 330 20 60 6 200 M10 YCW250BOVM15-18 310×250×Φ174 100 217 90 400 20 60 7 230 M10 YCW350A 18 OVM13-18 270×220×Φ154 90 195 70 330 20 60 6 200 M10 YCW250B OVM15-19 310×250×Φ174 100 217 90 400 20 60 7 230 M10 YCW400B 19 OVM13-19270×220×Φ154 90 195 70 330 20 60 6 200 M10 YCW250B OVM15-21320×260×Φ188 120 235 110 430 20 60 7 230 M10 YCW500A 22 21 22 OVM13-21 290×245×Φ176 90 217 80 400 20 60 6 220 M10 YCW350A 22OVM15-25 350×295×Φ210 120 260 120 470 22 70 7 260 M10 YCW650A 27 25 27 OVM13-25 300×245×Φ285 100 217 85 400 20 60 6 220 M10 YCW400B 27OVM15-31 390×346×Φ222 130 275 130 510 22 70 8 290 M10 YCW650A 31 OVM13-31 315×250×Φ190 105 235 95 430 20 60 7 230 M10 YCW400B OVM15-34465×390×Φ246 140 310 140 570 22 70 9 350 M10 YCW650A 37 34 37 OVM13-34 370×320×Φ216 120 260 110 470 22 70 8 280 M10 YCW400B 37OVM15-43 500×450×Φ286 160 340 150 620 22 70 10 376 M10 YCW900A 4443 44 OVM13-43 390×346×Φ240 130 310 130 510 22 70 8 290 M10 YCW650A44OVM15-54 540×510×Φ295 160 360 180 700 25 80 9 400 M10 YCW1200A 5554 55 OVM13-54 465×390×Φ250 140 330 140 570 22 70 9 340 M10 YCW900A55OVM15BL型,OVM13BL型扁形联接器参数表(单位:mm)外形尺⼨型号 A B C D E15127 566 20 116 57 OVMBL-2 1315197 566 20 116 77 OVMBL-4 13BM13、BM15⼯作锚基本参数锚垫板(mm) 锚板(mm) 波纹管内径尺⼨钢绞线根数 A B C D E F G H150 160 80 80 48 50 50 19 2190 200 90 115 48 50 60 19 3235 240 90 150 48 50 70 19 4270 270 90 185 48 50 90 19 5固定端锚板螺旋筋约束圈外形扁波纹管内径 A φ15钢绞线根数 BM13、BM15固定端P型长宽L×J×K 长宽长宽 (min) 锚参数表2 140 70 300×130×100 80 50 50 19 1903 180 70 300×170×100 90 50 60 19 2504 220 70 300×210×100 100 50 70 19 6206 26 70 350×250×100 120 50 90 19 400OVM15(OVM13)固定端P型锚尺⼨表规2 3 4 5 6.7 8 9 10 11 12 13 14 15 16 17 18 19 格尺⼨100 120 120 170 200 220 220 250 250 250 250 260 260 260 290 300 300 A×A (90) (100) (150) (140) (150) (170) (170) (220) (220) (220) (220) (250) (250) (250) (250) (250) (250)180 180 240 300 380 440 440 500 500 500 560 560 560 560 720 720 720 B(min) (120) (120) (180) (180) (300) (380) (380) (440) (440) (440) (440) (500) (500) (500) (500) (500) (500)110 110 110 110 120 120 120 135 135 135 135 135 135 135 135 135 135 C (85) (85) (110) (110) (100) (110) (110) (120) (120) (120) (120) (135) (135) (135) (135) (135) (135)200 200 250 250 250 300 300 300 300 300 300 360 360 360 360 360 360D (200) (200) (200) (200) (100) (250) (250) (250) (250) (250) (250) (300) (300) (300) (300) (300) (300)150 150 170 200 200 240 240 240 240 240 240 270 270 270 270 270 270φE (130) (130) (150) (170) (100) (200) (200) (210) (210) (210) (210) (240) (240) (240) (240) (240) (240)圆形截⾯⾦属波纹管技术参数内径 40 45 50 55 60 65 70 80 85 90 95 100 105 110 120 130 135 140150 155 160 允许+0.5 +1.0 偏差标准型钢0.30 - 0.25 带厚度增强带厚- 0.40 0.50 度型钢扁形截⾯⾦属波纹管技术参数长度A 19 19 19 19 25 25 25 25 短轴+3 +3 ⽅向允许公差 0 0长度A 50 60 70 90 56 66 76 96 长轴-⽅向允许公差 ?1/0 ?2/0 钢带厚度 0.301.边可以是直线或曲线,边是圆弧时,其半径为短轴⽅向内径注: 的⼀半。
锚具技术规格书
锚具技术规格书一、技术要求1.一般要求:预应力筋锚具、夹片等应具有可靠的锚具性能,足够的承载力和良好的适用性。
2.锚具生产厂家应给出钢绞线直径为15.2mm时限位板的限位高度,提供钢绞线直径每增加0.1mm时限位高度的具体参数。
3.锚具或其附件上宜设置灌浆孔或排气孔。
灌浆孔的孔位及孔径应满足灌浆工艺要求,且应有与灌浆管连接的构造。
4.钢绞线直径为15.2mm的锚具锚板的最小直径和最小厚度应满足规范要求,锚垫板的原材料性能指标不应低于45号钢的要求。
5.锚具零件表面裂痕缝应采用磁粉探伤的方法进行检测。
6.锚具组装件应满足静载锚固性能要求,还要满足循环次数为200万次的疲劳性能试验要求。
7.在抗震要求的结构中使用的锚具,锚具组装件还应满足循环次数为50次的周期荷载试验要求。
8.锚板强度要求:预应力筋强度达到95%之后释放荷载,锚垫板的残余徐变不大于1/600;荷载达到设计抗拉强度的1.2倍时,锚垫板不应有肉眼可见的裂痕或破坏。
9.低回缩锚具实现预应力筋回缩量不小于1mm。
10.热处理要求:锚板应进行调制热处理,表面硬度不应小于HB225(相应HRC20);工作夹片应进行化学热处理,表面硬度不应小于HRA78。
11.夹片间距要求:在预应力筋-锚具组装件张拉到0.8f时,相邻两孔外露夹片间距应大于或等于5mm。
12.锚垫板要求:锚垫板长度应保证钢绞线在锚具底口处的最大折角不应大于4度;尺寸应满足性能要求,锚垫板下应设置螺旋筋;锚垫板底口直径与橡胶棒直径配合间隙不宜大于5mm,锚垫板端面的平整度不应大于0.5mm。
13.材料要求:产品所使用的材料应满足设计要求,并且机械性能和化学成分合格证明书、质量保证书。
材料进场应进行试验验收。
14.锚具的辅助性能:锚具夹片的回缩量不应大于6mm,满足分级张拉、补张拉和放松钢绞线的要求。
锚具的锚口摩阻损失合计不宜大于6%;夹片式锚具的限位板和工具锚应采用同一锚具生产厂的配套产品。
常用锚具的参数

HVM 型锚固体系1 产品名称 HVM 型锚固体系锚具2 适用范围 它是一种高性能的锚具,能可靠地锚固2000MPa 及以下各种强度级别的直径为φ12.7、φ12.9、φ15.24、φ15.7mm 的预应力钢绞线。
适用的钢绞线根数为1根至55根,还可以根据用户的需要增加钢绞线根数。
广泛应用于工业与民用建筑、公路、铁路、核电站安全壳等结构工程及水利水电、岩土锚固、超重超高构件整体提升用的预应力钢绞线的锚固。
3 产品技术性能指标、执行标准 其锚固效率系数和延伸率均能达到GB/T14370-2002《预应力筋用锚具、夹具和连接器》的要求,其中:锚固效率系数ηA ≥0.95,极限延伸率εapu ≥2%;疲劳寿命≥200万次。
4 产品种类和基本尺寸HVM 锚固体系由HVM 锚板、夹片、锚垫板、螺旋筋、钢绞线、波纹管组成。
根据不同的用途,分成HVM15/13圆形锚具、BM15/13型扁形锚具、P15/13型挤压锚具和L 型15/13连接器等。
4.1 HVM 圆形锚具 见图1尺寸参数详见图2和表1。
灌浆孔M27×2图2 锚具结构示意及尺寸参数表1 HVM15圆形锚具参数表图1 HVM 圆形锚具1.夹片2.锚板3.锚垫板4.螺旋筋5.金属波纹管6.预应力钢绞线4.2 BM 型扁形锚具当预应力钢绞线配置在板式结构内时,为避免因配索而增大板厚,可采用BM 型扁锚而将预应力钢绞线布置成扁平放射状。
见图3和表2。
4.3 P 型挤压锚具P 型挤压锚具是在钢绞线头部套上挤压套,通过专用机具挤压,使挤压套产生塑性变形后握紧钢绞线,钢绞线的张拉力通过挤压套由专用垫板传递给构件。
它主要包括挤压套(含挤压簧)、螺旋筋、固定端锚板、约束圈等。
见图5和表3。
表2 BM 型扁形锚具参数表 (mm)图3 扁形锚具结构示意图图4 BM 型扁形锚具1-波纹管;2-约束圈;3-排气管;4-螺旋筋;5-预应力筋;6-固定锚板;7-挤压套图5 P 型挤压锚具结构示意图图6 GYJA 型挤压器(mm )(续表)表3 P 型挤压锚具参数表(mm)4.4 连接器钢绞线束连接器从构造分,有成束群锚型和单根连接型两种。
矿用锚具说明

矿用锚索锚具一、概述1、KM15―1860(Q)矿用锚索锚具(球型)是安徽省亿海矿山设备制造有限公司按照GB/T 14370―2007 标准及矿井巷道的实际需求而设计生产的新产品;每套锚索锚具由一付夹片(三片)和一个锚环配合组成。
2、本产品主要用于煤矿井下巷道应力比较集中地方的顶板及侧面支护。
3、规格型号KM 15―1860(Q)││││└---球型│││└-----钢绞线的抗拉强度,单位为MPa││└-------配套用钢绞线直径,单位为mm│└--------锚索锚具└---------矿用示例:锚固公称直径为15.20mm,抗拉强度不小于1860MPa 的七根钢丝捻制的标准型钢绞线的矿用球型锚索锚具,标记为KM15―1860(Q)二、主要技术参数1、KM15―1860(Q)矿用锚索锚具(球型)可锚固符合GB/T 5224-2003标准,公称直径为15.20mm的钢绞线。
2、KM15 ―1860(Q)矿用锚索锚具基本特性:a. 静载锚固性能同时满足ηa≥0.95,εapub. 锚具满足循环次数为200万次的疲劳性能试验。
c. 锚具满足循环次数为50万次的周期荷载试验。
d. 锚具可满足分级张拉钢绞线的要求。
三、安装及使用方法1、钻孔:巷道顶板及侧面所钻孔的角度、直径大小及深度要符合技术要求,并与所锚固的矿用锚索锚具相配套。
2、安装钢绞线:⑴安装所用钢绞线必须符合GB/T 5224-2003 的标准要求,并要有合格的出厂检验报告。
⑵人工把锚固剂等塞进孔口,然后用钢绞线的一端部把药卷缓缓送进钻孔里面(锚固剂的生产厂家必须具有矿用产品安全标志证书并且在有效期内,本公司生产的锚固剂已取得“安标证书”)。
⑶在钢绞线的另一端使用搅拌器装置与钻机相连,一边搅拌,一边往孔里面推进。
⑷边推进边搅拌。
3、安装矿用锚索锚具时(如附图),先装锚环,再掰开夹片,使其套住钢绞线向上推进至紧贴垫板、顶板的位置,注意使夹片的大端平齐,最后按要求进行预紧张拉操作。
OVM15OVM13张拉端锚具参数表1
OVM15OVM13张拉端锚具参数表1OVM15、OVM13张拉端锚具参数表锚垫板波纹管ΦD 锚板螺旋筋锚垫板预应力张拉千斤顶型号安装孔孔安装孔孔筋根数型号A×B×ΦC (内径) ΦE F ΦGΦH I N 距径 OVM15-180×80×Φ14 -- 46 48 - - YDC240Q 80 8 30 4 1 OVM13-1 80×80×Φ14 -- 43 43 - - YDC240Q 80 10 30 3OVM15-2 135×110×Φ83 50 85 50 130 10 40 4 95 M10 YCW100B 2 OVM13-2 120×130×Φ80 50 75 50 130 10 30 3 85 M10 YCW100B OVM15-3135×110×Φ83 50 90 55 130 10 40 4 95 M10 YCW100B 3 OVM13-3120×130×Φ80 50 80 50 150 14 50 3 85 M10 YCW100B OVM15-4165×120×Φ93 55 105 55 150 14 50 4 120 M10 YCW100B 4 OVM13-4145×130×Φ80 50 90 50 150 10 50 3 90 M10 YCW100B OVM15-5180×130×Φ93 55 117 55 170 14 50 4 135 M10 YCW100B 5 OVM13-5145×130×Φ80 50 100 55 170 12 50 4 95 M10 YCW100B OVM15-6.7210×160×Φ108 70 135 60 200 14 50 4 145 M10 YCW150B 6.7 OVM13-6.7165×130×Φ94 60 115 55 190 14 50 4 120 M10 YCW100B OVM15-8240×180×Φ125 80 150 60 240 16 60 5 180 M10 YCW250B 8 OVM13-8190×150×Φ100 60 130 55 240 16 60 4 135 M10 YCW150B OVM15-9270×210×Φ140 80 157 60 240 16 60 5 180 M10 YCW250B 9 OVM13-9190×150×Φ108 70 137 60 240 16 60 4 135 M10 YCW150B OVM15-10270×210×Φ140 90 175 70 270 20 60 6 200 M10 YCW250B 10 OVM13-10216×180×Φ134 80 157 60 270 16 60 5 160 M10 YCW150B OVM15-11270×210×Φ140 90 175 70 270 20 60 6 200 M10 YCW250B 11 OVM13-11216×180×Φ134 80 157 60 270 16 60 5 160 M10 YCW250B OVM15-12270×210×Φ140 90 275 70 270 20 60 6 200 M10 YCW250B 12 OVM13-12216×180×Φ134 80 157 60 270 16 60 5 160 M10 YCW250B OVM15-13270×210×Φ140 90 177 70 270 20 60 6 200 M10 YCW350A 13 OVM13-13216×180×Φ136 80 157 60 270 16 60 5 160 M10 YCW250B OVM15-14285×220×Φ152 90 185 70 350 20 60 6 210 M10 YCW350A 14 OVM13-14216×180×Φ136 80 165 65 270 16 60 5 200 M10 YCW250B OVM15-15300×240×Φ170 90 210 80 380 20 60 6 225 M10 YCW350A 15 OVM13-15270×220×Φ154 90 195 70 330 20 60 6 200 M10 YCW250B OVM15-16300×240×Φ170 90 210 90 380 20 60 6 225 M10 YCW350A 16 OVM13-16270×220×Φ154 90 195 70 330 20 60 6 200 M10 YCW250B OVM15-17300×240×Φ170 90 210 90 380 20 60 6 225 M10 YCW350A 17 OVM13-17270×220×Φ154 90 195 70 330 20 60 6 200 M10 YCW250BOVM15-18 310×250×Φ174 100 217 90 400 20 60 7 230 M10 YCW350A 18 OVM13-18 270×220×Φ154 90 195 70 330 20 60 6 200 M10 YCW250B OVM15-19 310×250×Φ174 100 217 90 400 20 60 7 230 M10 YCW400B 19 OVM13-19270×220×Φ154 90 195 70 330 20 60 6 200 M10 YCW250B OVM15-21320×260×Φ188 120 235 110 430 20 60 7 230 M10 YCW500A 22 21 22 OVM13-21 290×245×Φ176 90 217 80 400 20 60 6 220 M10 YCW350A 22OVM15-25 350×295×Φ210 120 260 120 470 22 70 7 260 M10 YCW650A 27 25 27 OVM13-25 300×245×Φ285 100 217 85 400 20 60 6 220 M10 YCW400B 27OVM15-31 390×346×Φ222 130 275 130 510 22 70 8 290 M10 YCW650A 31 OVM13-31 315×250×Φ190 105 235 95 430 20 60 7 230 M10 YCW400B OVM15-34465×390×Φ246 140 310 140 570 22 70 9 350 M10 YCW650A 37 34 37 OVM13-34 370×320×Φ216 120 260 110 470 22 70 8 280 M10 YCW400B 37OVM15-43 500×450×Φ286 160 340 150 620 22 70 10 376 M10 YCW900A 4443 44 OVM13-43 390×346×Φ240 130 310 130 510 22 70 8 290 M10 YCW650A44OVM15-54 540×510×Φ295 160 360 180 700 25 80 9 400 M10 YCW1200A 5554 55 OVM13-54 465×390×Φ250 140 330 140 570 22 70 9 340 M10 YCW900A55OVM15BL型,OVM13BL型扁形联接器参数表(单位:mm)外形尺寸型号 A B C D E15127 566 20 116 57 OVMBL-2 1315197 566 20 116 77 OVMBL-4 13BM13、BM15工作锚基本参数锚垫板(mm) 锚板(mm) 波纹管内径尺寸钢绞线根数 A B C D E F G H150 160 80 80 48 50 50 19 2190 200 90 115 48 50 60 19 3235 240 90 150 48 50 70 19 4270 270 90 185 48 50 90 19 5固定端锚板螺旋筋约束圈外形扁波纹管内径 A φ15钢绞线根数 BM13、BM15固定端P型长宽L×J×K 长宽长宽 (min) 锚参数表2 140 70 300×130×100 80 50 50 19 1903 180 70 300×170×100 90 50 60 19 2504 220 70 300×210×100 100 50 70 19 6206 26 70 350×250×100 120 50 90 19 400OVM15(OVM13)固定端P型锚尺寸表规2 3 4 5 6.7 8 9 10 11 12 13 14 15 16 17 18 19 格尺寸100 120 120 170 200 220 220 250 250 250 250 260 260 260 290 300 300 A×A (90) (100) (150) (140) (150) (170) (170) (220) (220) (220) (220) (250) (250) (250) (250) (250) (250)180 180 240 300 380 440 440 500 500 500 560 560 560 560 720 720 720 B(min) (120) (120) (180) (180) (300) (380) (380) (440) (440) (440) (440) (500) (500) (500) (500) (500) (500)110 110 110 110 120 120 120 135 135 135 135 135 135 135 135 135 135 C (85) (85) (110) (110) (100) (110) (110) (120) (120) (120) (120) (135) (135) (135) (135) (135) (135)200 200 250 250 250 300 300 300 300 300 300 360 360 360 360 360 360D (200) (200) (200) (200) (100) (250) (250) (250) (250) (250) (250) (300) (300) (300) (300) (300) (300)150 150 170 200 200 240 240 240 240 240 240 270 270 270 270 270 270φE (130) (130) (150) (170) (100) (200) (200) (210) (210) (210) (210) (240) (240) (240) (240) (240) (240)圆形截面金属波纹管技术参数内径 40 45 50 55 60 65 70 80 85 90 95 100 105 110 120 130 135 140150 155 160 允许+0.5 +1.0 偏差标准型钢0.30 - 0.25 带厚度增强带厚- 0.40 0.50 度型钢扁形截面金属波纹管技术参数长度A 19 19 19 19 25 25 25 25 短轴+3 +3 方向允许公差 0 0长度A 50 60 70 90 56 66 76 96 长轴-方向允许公差 ?1/0 ?2/0 钢带厚度 0.301.边可以是直线或曲线,边是圆弧时,其半径为短轴方向内径注: 的一半。
矿用锚索锚具及夹具技术规范书

矿用锚索锚具及夹具技术规范书二、技术要求1.产品符合GB/T14370-2007标准,具有检验合格证、煤安证,满足用户相关要求。
2.KM19-1820矿用锚索锚具适用于1*7-18.9mm、拉力强度级别为1820MPa的钢绞线;KM22-1770矿用锚索锚具适用于1*7-21.6mm、拉力强度级别为1770MPa的钢绞线。
锚索锚具拉力强度不得出现偏差。
3.材质要求:锚具锚环为40Cr,锚具夹片为20CrMuTi。
4.锚具静载锚固性能满足:ηa≥0.95,εapu≥2.0%,要求厂家提供有效的静载锚固性能试验合格证明文件。
5.硬度范围:夹片56~63HRC;锚环28~38HRC。
6.热处理方式:夹片碳氮共渗,渗层0.4~0.6mm;锚环经调质处理。
7.表面经防锈处理,锚环、夹片发黑。
8.锚具满足循环次数为200万次的疲劳性能试验和循环次数为50次的周期荷载试验。
9.锚具具有产品合格证,产品合格证主要内容包括:9.1规格和型号;9.2适用的预应力钢材品种、规格、强度等级;9.3产品批号;9.4出厂日期;9.5有签章的质量合格文件;9.6厂名、厂址。
10.要求厂家提供产品技术手册,其内容包括:厂家需向用户说明的有关设计、加工的相关参数等。
11.锚具中的夹片应具有良好的自锚、松锚和重复使用的性能,并具有良好的防锈性能。
三、质量及验收要求锚具按照下列项目进行验收:1.外观检查:从每批产品中抽取2%且不少于10套样品,其外形尺寸应符合产品质量保证书所示的尺寸范围,且无裂纹、无锈迹、无过烧及脱碳;当有下列情况之一的,将对本批产品逐套进行检查,合格产品方可进入后续检查。
1.1当有一个零件不符合产品质量保证书所示的外形尺寸,另取双倍数量的零件重做检查,仍有1件不合格的。
1.2当有一个零件有裂纹或夹片、锚孔锥面有锈蚀的。
2、硬度检验:从每批产品中抽取3%且不少于5套样品进行检验,硬度值必须符合产品质量保证书的规定。
锚具类的配套2011版(国内用)(可编辑修改word版)
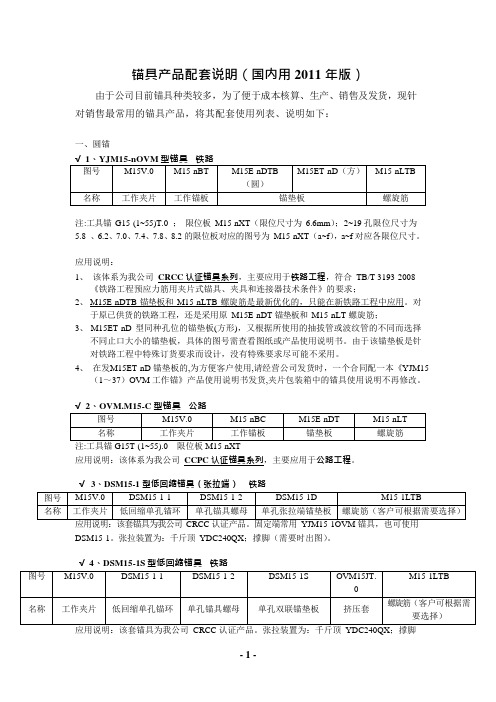
锚具产品配套说明(国内用2011 年版)由于公司目前锚具种类较多,为了便于成本核算、生产、销售及发货,现针对销售最常用的锚具产品,将其配套使用列表、说明如下:一、圆锚√1、YJM15-nOVM 型锚具铁路注:工具锚G15-(1~55)T.0 ;限位板M15-nXT(限位尺寸为6.6mm);2~19 孔限位尺寸为5.8 、6.2、7.0、7.4、7.8、8.2 的限位板对应的图号为M15-nXT(a~f),a~f 对应各限位尺寸。
应用说明:1、该体系为我公司CRCC 认证锚具系列,主要应用于铁路工程,符合TB/T 3193-2008《铁路工程预应力筋用夹片式锚具、夹具和连接器技术条件》的要求;2、M15E-nDTB 锚垫板和M15-nLTB 螺旋筋是最新优化的,只能在新铁路工程中应用。
对于原已供货的铁路工程,还是采用原M15E-nDT 锚垫板和M15-nLT 螺旋筋;3、M15ET-nD 型同种孔位的锚垫板(方形),又根据所使用的抽拔管或波纹管的不同而选择不同止口大小的锚垫板,具体的图号需查看图纸或产品使用说明书。
由于该锚垫板是针对铁路工程中特殊订货要求而设计,没有特殊要求尽可能不采用。
4、在发M15ET-nD 锚垫板的,为方便客户使用,请经营公司发货时,一个合同配一本《YJM15-(1~37)OVM 工作锚》产品使用说明书发货,夹片包装箱中的锚具使用说明不再修改。
√2、OVM.M15-C 型锚具公路应用说明:该体系为我公司CCPC 认证锚具系列,主要应用于公路工程。
√3、DSM15-1 型低回缩锚具(张拉端)铁路DSM15-1。
张拉装置为:千斤顶YDC240QX;撑脚(需要时出图)。
√4、DSM15-1S 型低回缩锚具铁路(需要时出图)。
√5、DSM15-3 型低回缩锚具(张拉端)铁路DSM15-3。
张拉装置为:千斤顶YCD100-75.0;低回缩装置DHSZ3.0。
√6、DSM15-4 型低回缩锚具(张拉端)铁路DSM15-4。
矿用锚索锚具及夹具技术规范书
矿用锚索锚具及夹具技术规范书-标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII矿用锚索锚具及夹具技术规范书一、货物名称及供货范围二、技术要求1.产品符合GB/T14370-2007标准,具有检验合格证、煤安证,满足用户相关要求。
2.KM19-1820矿用锚索锚具适用于1*7-18.9mm、拉力强度级别为1820MPa的钢绞线;KM22-1770矿用锚索锚具适用于1*7-21.6mm、拉力强度级别为1770MPa的钢绞线。
锚索锚具拉力强度不得出现偏差。
3.材质要求:锚具锚环为40Cr,锚具夹片为20CrMuTi。
4.锚具静载锚固性能满足:ηa≥0.95,εapu≥2.0%,要求厂家提供有效的静载锚固性能试验合格证明文件。
5.硬度范围:夹片56~63HRC;锚环28~38HRC。
6.热处理方式:夹片碳氮共渗,渗层0.4~0.6mm;锚环经调质处理。
7.表面经防锈处理,锚环、夹片发黑。
8.锚具满足循环次数为200万次的疲劳性能试验和循环次数为50次的周期荷载试验。
9.锚具具有产品合格证,产品合格证主要内容包括:9.1规格和型号;9.2适用的预应力钢材品种、规格、强度等级;9.3产品批号;9.4出厂日期;9.5有签章的质量合格文件;9.6厂名、厂址。
10.要求厂家提供产品技术手册,其内容包括:厂家需向用户说明的有关设计、加工的相关参数等。
11.锚具中的夹片应具有良好的自锚、松锚和重复使用的性能,并具有良好的防锈性能。
三、质量及验收要求锚具按照下列项目进行验收:1.外观检查:从每批产品中抽取2%且不少于10套样品,其外形尺寸应符合产品质量保证书所示的尺寸范围,且无裂纹、无锈迹、无过烧及脱碳;当有下列情况之一的,将对本批产品逐套进行检查,合格产品方可进入后续检查。
1.1当有一个零件不符合产品质量保证书所示的外形尺寸,另取双倍数量的零件重做检查,仍有1件不合格的。
锚具采购工程技术规格书
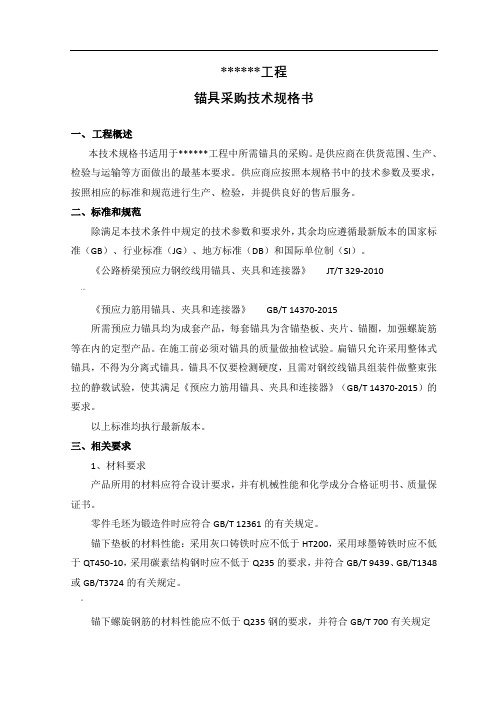
******工程锚具采购技术规格书一、工程概述本技术规格书适用于******工程中所需锚具的采购。
是供应商在供货范围、生产、检验与运输等方面做出的最基本要求。
供应商应按照本规格书中的技术参数及要求,按照相应的标准和规范进行生产、检验,并提供良好的售后服务。
二、标准和规范除满足本技术条件中规定的技术参数和要求外,其余均应遵循最新版本的国家标准(GB)、行业标准(JG)、地方标准(DB)和国际单位制(SI)。
《公路桥梁预应力钢绞线用锚具、夹具和连接器》JT/T 329-2010…《预应力筋用锚具、夹具和连接器》GB/T 14370-2015所需预应力锚具均为成套产品,每套锚具为含锚垫板、夹片、锚圈,加强螺旋筋等在内的定型产品。
在施工前必须对锚具的质量做抽检试验。
扁锚只允许采用整体式锚具,不得为分离式锚具。
锚具不仅要检测硬度,且需对钢绞线锚具组装件做整束张拉的静载试验,使其满足《预应力筋用锚具、夹具和连接器》(GB/T 14370-2015)的要求。
以上标准均执行最新版本。
三、相关要求1、材料要求产品所用的材料应符合设计要求,并有机械性能和化学成分合格证明书、质量保证书。
零件毛坯为锻造件时应符合GB/T 12361的有关规定。
锚下垫板的材料性能:采用灰口铸铁时应不低于HT200,采用球墨铸铁时应不低于QT450-10,采用碳素结构钢时应不低于Q235的要求,并符合GB/T 9439、GB/T1348或GB/T3724的有关规定。
"锚下螺旋钢筋的材料性能应不低于Q235钢的要求,并符合GB/T 700有关规定2、热处理夹片应进行热处理,表面硬度不小于57HRC(或)。
夹片热处理后,应无氧化脱碳现象,同批次夹片硬度差不大于5HRC,同件夹片硬度差不大于3HRC。
其他要求应符合JB/T 5944和JB/T3999的有关规定。
锚板、连接器的连接件宜经调质处理,则表面硬度不小于225HB(或20HRC),其他要求应符合JB/T 5944的有关规定。
常用锚具的参数

HVM 型锚固体系1 产品名称 HVM 型锚固体系锚具2 适用范围 它是一种高性能的锚具,能可靠地锚固2000MPa 及以下各种强度级别的直径为φ12.7、φ12.9、φ15.24、φ15.7mm 的预应力钢绞线。
适用的钢绞线根数为1根至55根,还可以根据用户的需要增加钢绞线根数。
广泛应用于工业与民用建筑、公路、铁路、核电站安全壳等结构工程及水利水电、岩土锚固、超重超高构件整体提升用的预应力钢绞线的锚固。
3 产品技术性能指标、执行标准 其锚固效率系数和延伸率均能达到GB/T14370-2002《预应力筋用锚具、夹具和连接器》的要求,其中:锚固效率系数ηA ≥0.95,极限延伸率εapu ≥2%;疲劳寿命≥200万次。
4 产品种类和基本尺寸HVM 锚固体系由HVM 锚板、夹片、锚垫板、螺旋筋、钢绞线、波纹管组成。
根据不同的用途,分成HVM15/13圆形锚具、BM15/13型扁形锚具、P15/13型挤压锚具和L 型15/13连接器等。
4.1 HVM 圆形锚具 见图1尺寸参数详见图2和表1。
灌浆孔M27×2图2 锚具结构示意及尺寸参数表1 HVM15圆形锚具参数表图1 HVM 圆形锚具1.夹片2.锚板3.锚垫板4.螺旋筋5.金属波纹管6.预应力钢绞线4.2 BM 型扁形锚具当预应力钢绞线配置在板式结构内时,为避免因配索而增大板厚,可采用BM 型扁锚而将预应力钢绞线布置成扁平放射状。
见图3和表2。
4.3 P 型挤压锚具P 型挤压锚具是在钢绞线头部套上挤压套,通过专用机具挤压,使挤压套产生塑性变形后握紧钢绞线,钢绞线的张拉力通过挤压套由专用垫板传递给构件。
它主要包括挤压套(含挤压簧)、螺旋筋、固定端锚板、约束圈等。
见图5和表3。
表2 BM 型扁形锚具参数表 (mm)图3 扁形锚具结构示意图图4 BM 型扁形锚具1-波纹管;2-约束圈;3-排气管;4-螺旋筋;5-预应力筋;6-固定锚板;7-挤压套图5 P 型挤压锚具结构示意图图6 GYJA 型挤压器(mm )(续表)表3 P 型挤压锚具参数表(mm)4.4 连接器钢绞线束连接器从构造分,有成束群锚型和单根连接型两种。
工程常用材料技术规格书

工程常用材料技术规格书钢材、水泥、粉煤灰、外加剂、锚杆、钢绞线、塑料波纹管、锚具、混凝土一、钢材1.1螺纹钢、盘条、圆钢:执行GB 1499.1—2017国家标准及其引用标准;执行GB1499.2—2018国家标准及其引用标准。
钢厂为铁道部入围厂家。
1.2隧道暗挖段钢支撑均采用热轧普通工字钢,其性能,规范应满足《普通碳素结构钢》(GB/T700-2006),《热轧工字钢尺寸,外形,重量及允许偏差》(GB/T706-2016)《钢结构设计规范》(GB50017-2017)等规范技术要求;1.3角钢、槽钢、工字钢、钢板、镀锌钢管、焊接钢管、无缝钢管、热轧带肋钢管。
角钢执行标准GB/T706-2008;槽钢GB/T706-2008;工字钢执GB/T706-2008;钢板执行GB/T700-2006《碳素结构钢》,镀锌钢管执行 GB/T 3091-2015;焊接钢管执行GB/T3091-2015;无缝钢管执行GB8162-2018。
二、水泥2.1.技术标准:满足国标GB175-2007、GB748-2005及其引用标准的相关规定。
水泥选用硅酸盐水泥或普通硅酸盐水泥,检验规定、检验方法和技术要求见表1-1。
水泥的检验规定、检验方法和技术要求表1-1注:1、当骨料具有碱-硅酸反应活性时,水泥的碱含量不应超过0.60%;2、C40及以上混凝土用水泥碱含量不宜超过0.60%;水泥的强度等级要求表1-2三、粉煤灰1、《用于水泥和混凝土中的粉煤灰》GB1596-2017;2、《粉煤灰混凝土应用技术规范》GBJ146;3、《粉煤灰在混凝土和砂浆中应用技术规范》JGJ28等现行国家标准的规定;4、铁建设[2005]157号《铁路混凝土结构耐久性设计暂行规定》(粉煤灰的技术要求);5、《关于发布铁路耐久性设计暂行规定》(铁建设[2007]140号);6、铁道部铁建设【2009】152号文相关规定。
粉煤灰的技术要求四、外加剂减水剂混凝土外加剂应满足如下技术标准及相关要求《混凝土外加剂》(GB8076—2008)《混凝土外加剂应用技术规范》(GB50119—2013)《客运专线高性能混凝土暂行技术条件》(科技基[2005]101号)《客运专线预应力混凝土预制梁暂行技术条件》(铁科技函[2004]120号)《铁路混凝土结构耐久性设计暂行规定》及其局部修改条文的通知(铁建设[2005]157号、铁建设[2007]140号)《铁路混凝土与砌体工程施工质量验收标准》(TB10424-2018,J283-2012)《铁路混凝土工程施工质量验收补充标准》(铁建设[2005]160号)《聚羧酸系高性能减水剂》(JG/T223-2017)速凝剂(1)技术标准:执行《喷射混凝土用速凝剂》(JC477-2005)、国家标准及其引用标准。
预应力锚具技术文件_标书

成都市新筑路桥机械股份有限公司预应力锚具技术文件成都市新筑路桥机械股份有限公司2008年10月预应力锚具技术文件发放编号:受控状态:使用部门:2008-10-20发布2008-10-30实施成都市新筑路桥机械股份有限公司发布目录1、原材料进厂检验规定(Q/XZG YM JW 001—2008) (5)2、锚下垫板铸件进厂检验规定(Q/XZG YM JW 002—2008) (10)3、螺旋筋进厂检验规定(Q/XZG YM JW 003—2008) (12)4、主要原辅料进厂检验规定(Q/XZG YM JW 004—2008) (13)5、锚具检验和试验规定(Q/XZG YM JW 005—2008) (15)6、测量过程确认准则的规定(Q/XZG YM JW 006—2008) (19)7、不易检测、关键工序测量过程规定(Q/XZG YM JW 007—2008) (21)8、锚具锥度着色检测规定(Q/XZG YM JW 008—2008) (24)9、螺旋槽机用丝锥刃磨检测规定(Q/XZG YM JW 009—2008) (25)10、扩孔钻刃磨检测规定(Q/XZG YM JW 010—2008) (26)11、14°圆锥铰刀刃磨检测规定(Q/XZG YM JW 011—2008) (27)12、设备能力(精度)鉴定规定(Q/XZG YM JW 012—2008) (28)13、夹片热处理软件校准规定(Q/XZG YM JW 013—2008) (30)14、锚具产品镀锌进厂检验规定(Q/XZG YM JW 014—2008) (32)15、超声波探伤作业指导书(Q/XZG YM JW 015—2008) (34)16、常用钢材调质处理作业指导书(Q/XZG YM JW 016—2008) (36)17、锚具系列产品调质处理作业指导书(Q/XZG YM JW 017—2008) (39)18、夹片热处理作业指导书(Q/XZG YM JW 018—2008) (43)19、锚具张拉试验作业指导书(Q/XZG YM JW 019—2008) (48)20、夹片张拉破断试验作业指导书(Q/XZG YM JW 020—2008) (57)21、夹片硬度检测作业指导书(Q/XZG YM JW 021—2008) (59)22、锚圈、连接体硬度检测作业指导书(Q/XZG YM JW 022—2008) (61)23、金相检测作业指导书(Q/XZG YM JW 023—2008) (63)24、磁粉探伤作业指导书(Q/XZG YM JW 024—2008) (67)25、产品磷化处理作业指导书(Q/XZG YM JW 025—2008) (69)26、锚具产品锻造件进厂检验的规定(Q/XZG YM JW 026—2008) (71)27、关于锚具及配套件外协(外包)的规定(Q/XZG YM JW 027—2008) (73)28、锚具出厂检验规定(Q/XZG YM JW 028—2008) (75)29、记录控制清单 (78)原材料进厂复验的规定1 目的及范围为了明确技术要求及检验方法,有效控制原材料质量,特制定本规定。
矿用锚索用锚具技术规格书
中煤新集能源股份有限公司口孜东矿
矿用锚索用锚具
技术规格书
编制:
校核:
分管矿领导:
矿领导:
生产技术部:
口孜东矿
二○一八年二月一日
1
1 主要内容与适用范围
本技术规格书规定了矿用锚索用锚具订货内容、尺寸、外形、重量、技术要求、试验方法、检验规则、包装、标志、质量证明书等。
本技术规格书在中煤新集能源股份有限公司口孜东矿范围内适用。
2 订货内容
按本技术规格书订货的合同应包括下列内容:
a)本标准编号;GB/T14370-2007
b)产品名称;矿用锚索用锚具
c)强度级别;1860
d)结构代号;3片夹片
e)锚具尺寸、交货重量(数量);公称直径D/mm为21.8
f)用途;矿井巷道支护
g)其他特殊要求。
3 尺寸、外形、硬度及允许偏差
矿用锚索用锚具的尺寸、外形、硬度及允许偏差应符合GB/T14370-2007的相关规定。
4技术要求
矿用锚索用锚具的制造、基本性能等要求符合GB/T14370-2007的相关规定。
5、试验方法、检验规则
试验方法、检验规则等要求符合GB/T14370-2007的相关规定。
6、包装、标志、质量证明书
锚具出厂应成箱包装,提供产品合格证和产品说明书。
包装、标志、质量证明书等要求符合GB/T14370-2007的相关规定。
2。
锚具技术规格书
锚具技术规格书一、招标物资名称及技术要求预应力锚具,包括锚板、夹片、锚垫板、螺旋筋四件套。
1、规范性引用文件(1)GB/T 14370 预应力筋用锚具、夹具和连接器;JGJ85-2002 《预应力筋用锚具、夹具和连接器应用技术规程》(2)GB/T 197-2003 普通螺纹公差;(3)GB/T 1804-2000 一般公差未注公差的线性和角度尺寸的公差;(4)16924-1997 钢件的淬火与回火;(5)JG/T 5001.8-1992 建筑机械与设备锻件通用技术条件;(6)JG/T 5001.9-1992 建筑机械与设备热处理通用技术条件;(7)JG/T 5001.10-1992 建筑机械与设备切削加工件通用技术条件;(8)JG/T 5012-1992 建筑机械与设备包装件通用技术条件;(9)JB/T 3999-1999 钢件的渗碳与碳氮共渗淬火回火;(10)TB/T 3193-2008 铁路工程预应力筋用夹片式锚具、夹具和连接器技术条件。
2、技术要求(1)一般要求1)锚具或其附件上宜设置灌浆孔或排气孔。
灌浆孔的孔位及孔径应符合灌浆工艺要求,且应有与灌浆管连接的构造。
采用封闭罩进锚具或其附件上应设置连接构造。
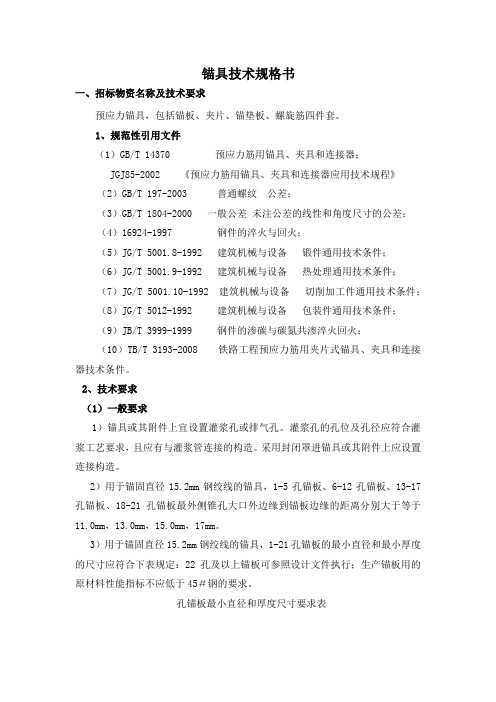
2)用于锚固直径15.2mm钢绞线的锚具,1-5孔锚板、6-12孔锚板、13-17孔锚板、18-21孔锚板最外侧锥孔大口外边缘到锚板边缘的距离分别大于等于11.0mm,13.0mm,15.0mm,17mm。
3)用于锚固直径15.2mm钢绞线的锚具,1-21孔锚板的最小直径和最小厚度的尺寸应符合下表规定:22孔及以上锚板可参照设计文件执行;生产锚板用的原材料性能指标不应低于45#钢的要求。
孔锚板最小直径和厚度尺寸要求表(2)锚具的基本性能要求1)静载锚固性能:ηa≥0.95 εapu≥2.0%2)疲劳荷载性能:预应力筋-锚具组装件必须满足循环次数为200万次的疲劳性试验。
3)周期荷载性能:在有抗震要求的结构中使用的锚具,预应力筋-锚具组装件还应满足循环次数为50次的周期荷载试验。
YJM锚具系列产品说明书

成都川锚路桥机械有限公司CHENGDU CHUANMAO ROAD&BRIDGE MACHINERY CO.,LTD川行日月锚固天地From the Moon and the SunAnchorage all on the gr ound公司简介成都川锚路桥机械有限公司是一家生产桥梁金属构件的专业厂家,主要产品有预应力锚具及张拉设备、桥梁伸缩缝、波纹管、桥梁支座等其它桥梁附属结构件。
始建于2004年,于2011年12月从双流蛟龙工业港搬迁至四川省新津工业园区A区。
新津工业园区位于成都市西南部,紧邻成都国际机场、环境优美,配套设施齐全,交通方便,地理位置十分优越。
公司具备独立法人资格,占地35亩,拥有加工车间15000平方米,加工设备齐全,检测设备完善,管理体系健全,服务快捷高效,技术先进,有一支专业的技术研发队伍和加工技能娴熟的生产工人。
其主要产品桥梁预应力锚具、连接器及张拉机具,吸收了国内外多种预应力锚固体系的优点,由在国外从事多年预应力技术工作的专家负责技术研发,并得到了国内预应力知名专家的大力支持和指导,其预应力锚具产品获得了多项国家实用新型专利。
公司在博众家之长的同时,坚持走创新之路,潜心研制,反复试验,形成了一套先进、流畅、高效、稳定的先进锚具生产工艺,尤其是热处理工艺在国内锚具行业居于领先,保证了产品的质量稳定可靠,同时公司是全国热处理学会会员单位。
公司还同中国交通企业管理协会路桥产品工作委员会、新津路桥协会及相关路桥机械企业共同研发了GFT-Ⅱ桥梁伸缩缝装置,该产品减少车辆荷载对伸缩装置和桥梁的冲击与振动,发挥横梁的承载能力,车辆荷载通过伸缩装置时中、横梁的变位平顺,位移箱的体积小,特别适用于重载车通行较多的桥梁使用。
公司于2005年通过了ISO9001:2000国际标准认证,其产品的设计、生产、销售和售后服务均严格按照ISO9001:2000质量管理体系标准的规定执行。
产品经国家建筑工程质量监督检验中心、国家道路及桥梁质量监督检验中心、西南交通大学结构试验室等多家权威机构检验认定,其产品各项技术性能指标均符合国家相关标准的规定。
OVM15OVM13张拉端锚具参数表1

OVM15-12
12
270×210×Φ140
90
275 70
270 20 60 6
200
M10
YCW250B
OVM13-12
216×180×Φ134
80
157 60
270 16 60 5
160
M10
YCW250B
OVM15-13
13
270×210×Φ140
90
177 70
270 20 60 6
300
(250)
300
(250)
300
(250)
300
(250)
300
(250)
360
(300)
360
(300)
360
(300)
360
(300)
360
(300)
360
(300)
φE
150
(130)
150
(130)
170
(150)
200
(170)
200
(100)
240
(200)
240
(200)
240
(210)
240
(180)
300
(180)
380
(300)
440
(380)
440
(380)
500
(440)
500
(440)
500
(440)
560
(440)
560
(500)
560
(500)
560
(500)
720
(500)
720
(500)
材料技术规格书

材料技术规格书
一、防抛网技术规格书
(一)技术要求
1.防抛网执行GB/T1527-2004国家标准及其引用标准。
.GB.φ2.8mm;网格间距长*宽为15mm*15mm,高
(1)网片材质:一般用低碳钢丝A
3F
2.5m,正方形布置。
二、钢绞线技术规格书
(一)技术要求
1.钢绞线执行《预应力混凝土用钢绞线》(GB5224)的国家标准及其引用标准。
2.钢绞线直径15.24mm。
公称直径允许偏差:执行GB/T5224-2003标准
检查验收按GB/T5224-2003标准执行,按在交货地点的过磅(检斤)计重交货包装、标志、和质量证明书按GB/T5224-2003标准执行。
三、土工格栅技术规格书
(一)技术要求
1.执行标准:GB/T17638-1998
土工格栅有3种:≥TGSG35KN/m
T≥260KN/m
TGDG50
四、锚具技术规格书
(一)技术要求
1.预应力锚具执行《预应力筋专用锚具、夹具和连接器应用技术规程》(JGJ85)的国家标准及其引用标准。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
锚具技术规格书
一、招标物资名称及技术要求
预应力锚具,包括锚板、夹片、锚垫板、螺旋筋四件套。
1、规范性引用文件
(1)GB/T 14370 预应力筋用锚具、夹具和连接器;
JGJ85-2002 《预应力筋用锚具、夹具和连接器应用技术规程》
(2)GB/T 197-2003 普通螺纹公差;
(3)GB/T 1804-2000 一般公差未注公差的线性和角度尺寸的公差;
(4)16924-1997 钢件的淬火与回火;
(5)JG/T 5001.8-1992 建筑机械与设备锻件通用技术条件;
(6)JG/T 5001.9-1992 建筑机械与设备热处理通用技术条件;
(7)JG/T 5001.10-1992 建筑机械与设备切削加工件通用技术条件;
(8)JG/T 5012-1992 建筑机械与设备包装件通用技术条件;
(9)JB/T 3999-1999 钢件的渗碳与碳氮共渗淬火回火;
(10)TB/T 3193-2008 铁路工程预应力筋用夹片式锚具、夹具和连接器技术条件。
2、技术要求
(1)一般要求
1)锚具或其附件上宜设置灌浆孔或排气孔。
灌浆孔的孔位及孔径应符合灌浆工艺要求,且应有与灌浆管连接的构造。
采用封闭罩进锚具或其附件上应设置连接构造。
2)用于锚固直径15.2mm钢绞线的锚具,1-5孔锚板、6-12孔锚板、13-17
孔锚板、18-21孔锚板最外侧锥孔大口外边缘到锚板边缘的距离分别大于等于11.0mm,13.0mm,15.0mm,17mm。
3)用于锚固直径15.2mm钢绞线的锚具,1-21孔锚板的最小直径和最小厚度的尺寸应符合下表规定:22孔及以上锚板可参照设计文件执行;生产锚板用的原材料性能指标不应低于45#钢的要求。
孔锚板最小直径和厚度尺寸要求表
(2)锚具的基本性能要求
1)静载锚固性能:ηa≥0.95εapu≥2.0%
2)疲劳荷载性能:预应力筋-锚具组装件必须满足循环次数为200万次的疲劳性试验。
3)周期荷载性能:在有抗震要求的结构中使用的锚具,预应力筋-锚具组装件还应满足循环次数为50次的周期荷载试验。
4)锚板强度要求:在荷载达到预应力筋标准强度的95%之后释放荷载,锚板挠度残余变形不应大于1/600;在荷载达到预应力筋标准强度1.2倍时,锚板不应有肉眼可见裂纹或破坏。
5)夹片式低回缩锚具应实现锚固后预应力筋的回缩量小于1mm。
6)用于低应力可更换型拉索的锚具,应有防松、防腐蚀、可更换的措施,且能满足工程建设的耐久性要求。
7)锚板应进行调质热处理,表面硬度不应小于HB225(相应HRC20);工作夹片应进行化学处理,表面硬度不应小于HRA78。
8)在预应力筋-锚具组装件张拉到0.78fptk时,相邻两孔外露夹片间的距离应大于等于5.0mm。
(3)夹具的基本性能要求
1)夹具的静载锚固性能应符合ηg≥0.92。
2)在预应力筋-锚具组装件达到实测极限拉力时,应当是由预应力筋的断裂,而不应由夹具的破坏所导致;夹具的全部零件应有重复使用的品质。
夹具应有良好的自锚性能、松锚性能和重复使用性能。
使用过程中,应保证对操作人员的安全不造成危险。
3)夹具锚板应进行调质热处理,表面硬度不应小于HB251(相应HRC25);工具夹片应进行化学热处理,表面硬度不应小于HRA81。
(4)连接器的基本性能要求
在先张法或后张法施工中,在张拉预应力后永久留在混凝土结构或构件中的连接器、都应符合锚具的性能要求;如在张拉后还须放张和拆卸的连接器,则应符合夹具的性能要求。
(5)锚垫板要求
1)锚垫板长度应保证钢绞线在锚具底口处的最大折角不应大于4度。
2)锚垫板的构造尺寸(包括承压面厚度、壁厚、肋板等)应能满足使用功能要求,锚垫板下须设置螺旋筋。
3)如使用单位有要求或对锚垫板性能质量有疑异时,可参照国际标准《后张预应力体系的验收建议》(FIP-1993)中的有关规定对描垫板的承压性能进行检验。
4)锚垫板底口直径与橡胶抽拔管直径配合间隙不宜大于5mm,锚垫板端面的平面度不应大于0.5mm。
(6)螺旋筋的要求
螺旋筋应与锚垫板相配套,螺旋直径不得超过相配套的锚垫板承压面直径,圈数不少于5圈,材料直径不低于12mm,材料性能应符合GB1499.1-2008《钢筋混凝土用钢:第1部分热轧光园钢筋》的规定。
(7)材料要求
产品所使用的材料应符合设计要求,并有机械性能和化学成分合格证明书、质量保证书。
材料进厂后应进行验收试验。
(8)制造工艺要求
1)零件机械加工应符合JG/T5011.10的有关规定。
2)螺纹的未注精度等级,不应低于GB/T197中的7H/8g。
3)未注公差尺寸的公差等级,应符合GB/T1804中的有关规定。
4)零件毛坯的锻造,应符合JG/T2011.8的有关。
锻件不应有锻造裂纹、过烧、折叠和局部晶粒粗大等缺陷。
5)零件热处理加工应按照产品设计图纸进行,并应符合JG/T5011.9、
GB/T16924-1997、JB/T3999-1999的有关规定,不应产生裂缝、过烧和脱碳。
所采用的热处理工艺及设备应能保证零件工作表面及芯部的硬度和金相组织要求,且产品质量均匀一致。
(9)锚具的辅助性能及其它要求
1)锚具夹片的回缩量不应大于6mm。
2)锚具应满足分级张拉、补张拉和放松钢绞线的要求。
3)锚具的锚口摩阻损失和喇叭口摩阻损失合计不宜大于6%。
4)夹片式锚具的限位板和工具锚应采用同一锚具生产厂的配套产品,不得分别使用不同生产厂的产品。
5)工作锚不应代替工具锚使用。