数控机床操作面板设计实验指导书
数控车床操作与编程实训指导书
控车床编程与操作实训指导书班级 ______学号 ______姓名实训一数控车床程序编辑及基本操作实验一.实训目的1•了解数控车削的安全操作规程2•掌握数控车床的基本操作及步骤3.对操作者的有关要求4•掌握数控车削加工中的基本操作技能5.培养良好的职业道德二.实训内容1.安全技术(课堂讲述)2.数控车床的操作面板与控制面板(现场演示)3.数控车床的基本操作①数控车床的启动和停止:启动和停止的过程②数控车床的手动操作:手动操作回参考点、手动连续进给、增量进给、手轮进给③数控车床的MDI运行:MDI的运行步骤④数控车床的程序和管理⑤加工程序的输入练习三.实训设备CK6230数控车床14台四.实训步骤1.开机、关机、急停、复位、回机床参考点、超程解除操作步骤⑴机床的启动2.手动操作步骤(1)点动操作(4)急停、复位(5)超程解除步骤同1忖fit 血恢卜冷_ ?输人指令段「如’;\~k G01X21Z34 F400 :一*/ —十十亠―.十一鼻(6)对刀操作(现场演示)n烘噓:标乃丁倍号”:6BSE 阿询Pg:砒肚弹am .:你気用费"确;律胡氐m.t t jiiMt时山粒辿位YR;变》3.程序编辑(1)编辑新程序(2)增量进给I 型业一j” j袖-F圖按fit(3)手摇进给-J L・10QCD按于捋上一(4)手动换刀ft^WL按傩痢i、站轿上倔直、摇于捋匚’津动畀辅助机能处■HMzI驶爲5刀弓注:R犷手幼选刀“樓上・ift有标志(5)手动数据输入MDI操作AaiSliHAibKI!*illiB. Vri- IV ■ ■ •亠.:J£MI?O. JlmT:钵吓址卩请卫「M陆wtaft x * r繹枭檢: 注肌皈AIT::;密倂側j -gg ;r 'EMTEAJUT21UZ;•:丿厂试坊般度・■■电£・i«K«H 30 ;MDIF4Jt;二 WEHFf .11 Mtt■I it1! 金门Tr文件yfc*-■■-fte ?S 玄样;j J."!::-吊:L 1Z?UEQS 上[T 城立H 也 *^X1T F4(2 )选择已编辑程序4•程序的存储与传递 (1 )保存程序(2 )文件另存(3 )拷贝文件(4 )删除文件:并益划::_■01234 :汕下kU !:3□:(FTTFR I*础文柞薦人鹳编]^Tainh 世祁| I 湖5.程序运行 (1)程序模拟运行逆此加(it 黑冲迖*i皐囱仃)•进存轴韓 -胡軒T 貉LtIgfJlMffrft F7^■5JL,1£l!.1111_F3f :■SiiAftX:f十:忡科如;: ----- ENTER *01236 [ I勺心诜:电:EQ-2 F11|/:UX 代 Fa再A <亞31 y 2住:弓市智F5咲址佗彷这兀卩门印屮.、廿F?1:川卜您诵艮驶史逆:g msH:Q 「筛阿:IV ■»«*■«« IB ■ «1jd 临移型或色克许「q悻 :费壇机項 : 画①⑹:[psuiHS ::川.他H 海::棉.〕级♦K*:Q®1■■ * * * * * ■ * > * ■ * Kil * U -I! I- M-!l- B44!l K«d -Va< 4:用下世边衿耍密 ;f :「•〕X;+WASS :认的宝R 損 • VW rfltli :' :(GZ/G5S/G56 : : A : V 宀.(t 捉应 V 忆: 〜/G57/G5a<G5S);一 戈咐的生口備为;: : -- - , --- • X2 73, Y3.6t ;><lUi - :[PgDn] [PgUp] : : A X2.78 Y3,er■'•曲■■■*>*•* * ■' w 云申4 F 号j -ni*卡 #(2 )程序的单段运行 (3)程序自动运行 :in*;; ;■;打 I '加 6•数据设置 (1)刀偏数据设置MDi lF4 30:S3- JII rttfiwa : 冷h 廉枚 J! -- :[二](Pg 丽]■^0匡(2)刀补数据设置(4 )显示设置 11 ;rurI!®:■ ■■♦鼻« » 4A哲催聲竺:7](ENTER ]: 泵械式 F1 2 当iRSaiM G ftffiEff :,宀” 一円 < 曲”蓮并ST 柔覃騎途貝岳儀舞丈芋符: i 逖里童睡二寓T 在zx f sxwnjma ::速亟迢垂T 播专莖隊宜詠垃悔相剧余誇曲喷的*—阪M 元样承廉的检盘为柯用厚枚的珞点习实除也崖之仪 孤弩建童哥窝除tiitt 羞 :i I 褊対焼飯奥I°・ T ・'■■■■■■■■® ■■ 18 + ■ + ■•押:工丼蚩脉不护点被範工件询貶薪塢4时”图惑昱斥的博袪:tfwoCmT]Q4L X L■ ENTEREMTSR(3)零点偏置数据设定MDI:-:枝步累7.2隹::[.设定轴放比圖: ':一、'丹卄申鬍人一*也设定ZX 罕並・_b4tk(5)工作图形显示§ 3.1.3数控车床菜单机构(程序选择(F1)]-U 动An 丁H运行状态间民孑•校窝「3)直新运行(F4)僅存断点底)恢复晰点(F8)僚血运行(F7)显示方式冋返(3 (F10).[r序序* , " r = - rv 韦曲片‘fi-li H t23保存文件冋査找普換(F6)(F7)行郦(F8)財方式(F9)(F10)(F6)钳则y史(F?)赂F1jF2t- F3则除文F4丈件另存为F5■盘F5.片J F6复制F7:匸义块去F2定丈坡尼F3刀库农(F1)—标“选揪骷)—对刀晞鴻林准丑刀忸(F2)…匕|叶“中 T具孵恼人1W—仏脑丿J冋)一•选择坐标系零点存人G54-G59屮力补表(F3).................. ”刀尖圆弧半径补偿伯疗•入典帀;从标系(F4)——... ........... ■零点犒置値(054“659}亓曙对一| X坐标脱F2 F5 豐X坐融備F3薯一显示方式__ F9扩展功fe尿示模itF1V./J<(T LF2 坐 | F3牛做比開r-机床坐擁系Fi 丄件坐标系.F2 相对坐标紊F3正文ZX平F1F2F3F4W71U.-'.-;上VL'-L位位逬罠mffi令阳余踪或偿拒矢训跟负朴F1F2F3冋伽詡问)〔选枫辟朋負F2))五.注意事项1.操作数控车床时应确保安全。
数控车床实验指导书
2020/10/24
5
数控车床实验
14. 机床与计算机进行通讯时,严禁带电插拔通讯电缆,否则会造成接 口损坏。
15. 操控控制面板上的各种功能按钮时,一定要辨别清楚并确认无误后, 才能进行操控。不要盲目操作。禁止随意改变机床内部设置。
功能:通过控制系统的RS232接口可以读出 数据(比如零件程序)并保护到外部设备 中,同样也可以从那儿把数据读入到系统 中。当然,RS232接口必须首先与数据保 护设备进行匹配,为此,系统中提供相应 的输入屏幕格式,在屏幕格式中可以为外 部数据保护设备设定专用的参数。
需要时可以使用修调开关调节速度。
如果同时按动相应的坐标轴键和“快进”键,则 坐标轴以快进速度运行。
在选择“增量选择”以步进增量方式运行时,坐标轴 以所选择的步进增量行使,步进量的大小在屏幕上显示。 再按一次点动键就可以去处步进方式。
操作步骤:演示系统方式选择
2020/10/24
15
数控车床实验
7、MDA运行方式 功能:在MDA运行方式下可以编制一个零件程序段加以执行。
实验一、数控车床的基本操作实验 一、实验目的 1.了解数控加工的安全操作规程。 2.熟悉数控加工的生产环境、数控车床的基本操作方法及步
骤和对操作者的有关要求。 3.掌握数控车削加工中的基本操作技能,培养良好的职业道
德。 二、实验内容 1.数控机床的安全操作规程。 2.数控车床的维护与保养。 3.CK6136数控车床简介 4.数控机床的面板操作。 三、实验学时:3学时 四、实验设备:CK6136数控车床一台
Auto→加工→搜索→搜索断点→启动B搜索
(2)如果需要从某一个程序段(已知段号或程序段中 的文字)开始执行加工程序,可通过执行"程序 搜索运行"功能,可以找到相应的程序段。
数控机床操作与编程实验指导书
《数控机床操作与编程》实验指导书主编张运吉主审漆军广东机电职业技术学院前言本实验指导书适用于数控技术应用专业,同时也适用于数控设备故障诊断与维修、计算机辅助设计与制造、模具设计与制造、机电一体化等专业。
《数控机床操作与编程》属于应用技术科学,是一门技术性和实用性很强的专业课程,是数控技术与应用专业的一门专业主干课程,同时也是数控设备诊断与维修专业、计算机辅助制造专业、机电一体化专业、模具设计与制造专业的专业技术课程。
要学习与掌握现代制造技术、机电一体化技术、数控机床使用及编程技术,都必须认真学习本课程。
本课程是为培养本专业学生必备的一项重要技能(数控机床操作、编程及其使用能力)而开设的必修课程。
做好本实验,有助于使学生进一步掌握数控机床的操作及其使用方法,进一步掌握数控机床的编程及其加工。
目录实验项目1:数控车床的操作 (1)实验项目2:数控车床的编程及加工 (2)实验项目3:数控铣床及加工中心的操作 (3)实验项目4:数控铣床及加工中心的编程及加工 (4)实验项目1:数控车床的操作一、项目编号:1二、实验课时:6学时三、主要内容及目的1、数控车床的安全操作规程2、数控车床系统操作界面3、以手动方式及MDI方式操作数控车床。
四、技术标准及要求1、掌握数控车床的安全操作规程。
2、掌握数控车床系统操作界面,学会使用数控车床。
3、能手动移动机床,并用MDI方式运行机床。
五、实验场地与器材1、数控实训中心。
2、数控车床。
六、操作步骤及工作要点1、开机,在指导老师的指导下熟悉机床的安全操作规程。
2、在指导老师的指导下熟悉数控车床的操作界面,主要要熟悉几种工作方式,并启动主轴。
3、先手动移动机床,并用MDI方式运行机床。
七、注意事项1、注意不要超程,注意安全。
2、机床刀架上不要安装刀具。
八、考核要求1、要求掌握数控车床的安全操作规程2、应在规定时间内熟悉机床的几种工作方式,并启动主轴,手动移动机床,并用MDI方式运行机床。
数控技术实验指导书

数控技术实验指导书撰写人:校正:2016.2目录实验一认识数控机床坐标和换刀操作实验二数控加工中心操作面板的使用和铣平面实险三掌握数控系统常用指令并加工一个零件实验四加工一个对称形零件实验五加工旋转凸台实验六加工一个外形稍微复杂的零件实验七数控车床操作面板的使用和对刀操作实验八车削一个简单柱形零件实验九车削一个带螺纹的零件实验十车削一个稍微复杂的柱形零件实验十一利用数控软件完成曲面加工1实验一认识数控机床坐标和换刀操作一、实验目的对照实物了解数控加工中心各组成部分及其工作原理,并建立所学机构的感性认识。
认识数控加工中心的自动换刀过程,能自己编写换刀程序。
二、实验仪器和设备数控加工中心三、实验内容1.认识数控机床的各组成部分。
如CNC装置,伺服单元,辅助装置,机床本身等2.认识数控加工中心的换刀装置(刀库和机械手)3.了解数控机床的坐标定义与方向,工作台的运动4.熟悉MDI档的操作,并进行换刀操作参考程序:O0007N10 G92 x0 y0 z0N20 G91 G01 x-10 F100 N30 M06 T01N40 x-30N50 M06 T02 N60 x10N70 M06 T07 N80 x20N90 M06 T04 N110 M30四、实验注意事项1.未经允许不得随意打开数控机床的电气控制柜2.未经允许不得随意操作数控机床五、实验分组加工中心有两台,所以每班分为2组,同时操作.六、思考题1、比较数控机床和普通机床的区别。
2 刀库的结构原理是什么?绘制机械手原理图(查阅图书馆资料)2实验二数控加工中心操作面板的使用和铣平面一、实验目的了解数控数控加工中心的基本操作,学习数控系统的基本操作方法,掌握数控机床的对刀原理及操作步骤;并能利用数控机床铣平面二、实验仪器和设备数控加工中心三、实验内容1.认识和使用控制面板各个按钮。
2.掌握对刀方法3.自己编程铣平面,将图1的平面ABCD铣平。
图1参考对刀:将刀具调整到图1所示的位置P 对刀步骤: G92 X(X0) Y(Y0) Z(Z0)1.机床回参考点(回零);2.主轴正转,将刀具底平面移至D,并下降到低于腊模上表面处;3.手动将刀具从D移到A,从显示屏上读取”机床坐标系”中X坐标并纪录;4.手动将刀具从A移至B,从显示屏上读取”机床坐标系”中Y坐标并纪录;5.受动将刀具底部接触腊模上表面,从显示屏上读取”机床坐标系”中Z坐标并纪录;6.根据度取得X/Y/Z,计算出工件原点相对机床原点的偏移量X’, Y’, Z’计算公式为X’=X+R, Y’=Y+R, Z’=Z R为刀具半径7.根据工件原点计算出对刀点相对机床原点的偏移量Xp, Yp, Zp. 计算公式为Xp=X’+Xo, Yp=Y’+Yo, Zp=Z’+Z0 Xo/Yo 分别为X/Y值;8.用MDI功能将刀具移至对刀点G53 G00 G90 Xp Yp Zp注:MDI方式是指可以单独执行一段程序参考程序:O1000(主程序)N01 G92 x-10 y-10 z10N05 G90 G01 z-3 F1000 M03 S800 N10 x0 y0N15 M98 P2000 L10N20 M30O2000 (子程序)N30 G91 G01 x210 F800 N35 Y10N40 x-210N45 y10N55 m99四、注意事项1.未经允许不得随意打开数控机床的电气控制柜2.不得随意操作数控机床五、实验分组同实验一六、思考题1、什么情况下使用急停开关?2、机床坐标系与工件坐标系的区别3、对刀操作中为什么要考虑刀具半径?4、G01 和G00的区别,子程序的格式?实验三掌握数控系统常用指令并加工一个零件一、实验目的 4掌握数控系统常用指令及子程序的编程技巧。
数控机床实验指导书
数控机床实验指导书数控机床实验指导书机电工程学院数控技术及制造实验室学生姓名班级2006年9月目录第一部分数控编程与模拟软件EXSLWIN简介 (3)一、系统介绍 (3)二、Exslwin用于车削编程实例 (4)三、Exslwin用于铣削编程实例 (12)第二部分数控车削加工手工编程及仿真 (23)一、车削加工手工编程实例 (23)二、车削加工手工编程练习 (31)第三部分数控铣削加工手工编程及仿真 (36)一、铣削加工手工编程实例 (36)二、铣削加工手工编程练习 (38)第一部分数控编程与模拟软件EXSLWIN简介一、系统介绍1、EXSLWIN数控编程与加工仿真软件可为各类高等院校、职业技术学院的机电一体化、机械制造、数控等专业和工程培训中心的学生提供一个集数控编程、加工的教学、实验、实习、技能培训为一体的综合训练平台。
2、EXSLWIN数控编程与加工仿真软件主要用于数控手工编程和加工仿真,使用户可在该平台上运用各种控制系统的指令进行编程;对机床、夹具、刀具、毛坯和零点进行定义和选择;通过加工仿真来实现和检验程序的正确性;最后可通过测量模块来检验工件的尺寸。
3、EXSLWIN支持数控车床、数控铣床、加工中心的三维加工模拟。
模拟时可配置机床、夹具的实体模型,使模拟更加逼真。
软件基于PC平台的虚拟现实技术,采用中文或英文界面,实时仿真;4、软件集模拟窗口、编程窗口、操作窗口、图形变换窗口、模拟控制窗口、机床状态窗口、工件零点窗口、毛坯窗口、夹具窗口、测量窗口、刀具管理窗口为一体,极大地方便了用户的使用。
5、支持丰富的刀具、刀库。
采用数据库管理的刀具材料和工艺参数库。
内含数百种不同的材料、形状的车刀、铣刀及其相关的参数。
配置有各种刀柄、中间接杆、刀片、刀杆、刀夹,可自行组合成一套完整的刀具系统,进而配备一个完整的刀库。
6、采用参数化模块的设计理念来构造各种加工所需的机床配件如台虎钳、工作台、压板、磁性工作台、垫块、三爪卡盘、四爪卡盘、顶尖、铣床等。
数控车床实验指导书
实验一机床的基本功能与操作一、实验目的1、了解该机床的坐标系。
2、掌握操作面板各按钮的功能及用途。
3、熟练掌握开机、关机的操作步骤。
4、熟练掌握回零、手动、手轮方式的操作。
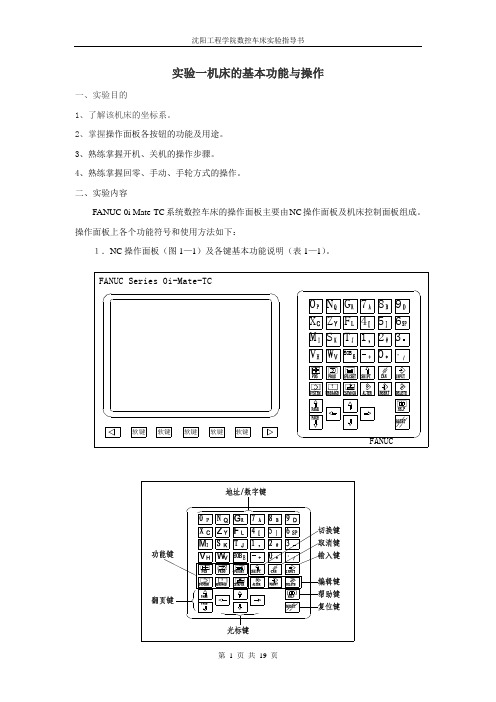
二、实验内容FANUC 0i Mate-TC系统数控车床的操作面板主要由NC操作面板及机床控制面板组成。
操作面板上各个功能符号和使用方法如下:1.NC操作面板(图1—1)及各键基本功能说明(表1—1)。
图1—1 NC操作面板表1—1 NC面板操作键基本功能说明2. 机床操作控制面板(图1—2)图1—2 CAK6136数控车床操作控制面板1.电源控制功能(1)NC系统电源绿色按钮:按此按钮数秒钟后,荧光屏出现显示,表示控制机已通入电源,准备工作。
(2)NC系统电源红色按钮:按此按钮后,控制机电源切断,荧光屏显示消失,控制机断电。
(3)急停按钮:在紧急情况下按此按钮,则机床各部分将全部停止运动,NC控制系统处于“清零”状态,并切断主电机系统.如再重复启动必须先进行“回零”操作.2.刀架移动控制部分(1)点动按钮“+X 、-X 、+Z、-Z ”:该按钮控制刀架进行移动。
在手动状态下,点动进给倍率开关和快移倍率开关配合使用可实现刀架在某一方向的运动,在同一时刻只能有一个坐标轴移动。
(2)快移按钮:当此按钮与点动按钮同时按下时,刀架按快移倍率开关F0、25%、50%、100%选择的速度快速移动。
(3)快移倍率开关“F0、25%、50%、100%”:可改变刀架的快移速度。
(4)进给倍率开关:是在刀架进行自动时调整进给倍率的。
在0~120%区间调节,在刀架进行点动时,可以选择点动进给量,当选择空运转状态时,自动进给操作的F码无效,执行mm/min的进给量。
(5)“回零”操作:在“回零”方式下,分别按X轴或Z轴的正方向按钮不松手,则X 轴或Z轴以指定的倍率向正方向移动,当压合回零开关时机床刀架减速,以设定的低进给速度移到回零点。
相应的X轴或Z轴回零指示灯亮,表示刀架己回到机床零点位置。
《数控机床与编程》实验指导书
《数控机床与编程》实验指导书目录实验一、数控车床面板操作实验二、数控车床实物加工实验三、数控铣床操作实验四、加工中心操作实验五、线切割、电火花加工★实验六、数控仿真模拟★附录一、SIEMENS802C 数控指令格式附录二、FANUC 数控指令格式附录三、实验报告格式及要求注:★号为选做实验实验一数控车床面板操作一、实验目的与要求(1)了解数控车床的面板功能及基本操作步骤。
(2)了解手动操作、手动增量操作、手轮操作、MDA操作的方法。
(3)掌握对刀原理及步骤编程原点设定的方法。
(4)掌握数控程序的输入、编辑、模拟运行的方法。
二、实验仪器与设备(1)配备西门子802C数控系统的CK0638卧式车床一台。
(2)尼龙棒一根(长150~200mm,直径26mm)。
(3)深度游标卡尺、游标卡尺、外径千分尺各一把。
(4)外圆车刀、螺纹车刀、切断刀各一把。
三、实验原理1.数控机床的组成数控机床由计算机数控系统和机床本体两部分组成。
计算机数控系统主要包括输入/输出设备、CNC装置、伺服单元、驱动装置和可编程控制器(PLC)等。
2.CK0638数控车床的操作(1)Sinumerik 802C 数控系统操作面板如图1-1所示,各按键功能如下。
图 1-1(2)Sinumerik 802C数控系统软件主操作界面如图1-3所示。
图 1-3(3)Sinumerik 802C数控系统软件的菜单结构及基本功能如图1-4所示图 1-4其中最重要的软按键功能如图1-5图 1-53.西门子802C数控系统编程指令见附录一四、实验内容(一)开机回参考点;操作步骤1、接通 CNC 和机床电源系统启动以后按键进入回参考点功能。
2、按住+X按钮进行X方向回零,直至屏幕+X后显示表示X方向回零完成。
3、按住+Z按钮进行Z方向回零,直至屏幕+Z后显示表示Z方向回零完成。
4、回零完成后,+X、+Z后的机床坐标均被置零。
(二)装夹加工所需刀具及加工棒料,注意棒料的装夹长度应满足加工要求;(三)手动试切对刀,设定编程原点及各刀具补偿参数;操作步骤1、先切换到JOG模式,按键进入主功能显示,然后依次按软键“参数”、“刀具补偿”进入以下界面图 1-62、按软按键进入图1-7界面,通过“<<D”、“D>>”、“<<T”、“T>>”软键检查已有的刀具号和补偿号图 1-7如果没有要用的刀具号则按软键回到图1-6,通过软键“新刀具”功能新建所需的刀具号和刀具型号,普通车床刀具“T-型”设为500,如图1-8所示。
《机床数控技术》实验指导书4

实验一数控系统的认识实验目的1.掌握数控机床的特点与运用;2.认识了解数控加工机床的组成与结构;3.掌握数控加工的工作原理;4.掌握数控机床一般的操作步骤和基本编程;实验内容一、数控机床的组成、特点与分类1.数控机床的组成:现代数控机床都是CNC机床,一般由数控操作系统和机床本体组成,主要有如下几部分组成。
1).CNC装置:计算机数控装置(即CNC装置)是CNC系统的核心,由微处理器(CPU)、存储器、各I/O接口与外围逻辑电路等构成。
2).数控面板:数控面板是数控系统的控制面板,主要有显示器和键盘组成。
通过键盘和显示器实现系统管理和对数控程序与有关数据进行输入和编辑修改。
3).可编程逻辑控制器PLC:PLC是一种以微处理器为基础的通用型自动控制装置,用于完成数控机床的各种逻辑运算和顺序控制。
例如:主轴的启停、刀具的更换、冷却液的开关等辅助动作。
4).机床操作面板:一般数控机床均布置一个机床操作面板,用于在手动方式下对机床进行一些必要的操作,以与在自动方式下对机床的运行进行必要的干预。
上面布置有各种所需的按钮和开关。
5).伺服系统:伺服系统分为进给伺服系统和主轴伺服系统,进给伺服系统主要有进给伺服单元和伺服进给电机组成。
用于完成刀架和工作台的各项运动。
主轴伺服系统用于数控机床的主轴驱动,一般由恒转矩调速和恒功率调速。
为满足某些加工要求,还要求主轴和进给驱动能同步控制。
6).机床本体:机床本体的设计与制造,首先应满足数控加工的需要,具有刚度大、精度高、能适应自动运行等特点,由于一般均采用无级调速技术,使得机床进给运动和主传动的变速机构被大大简化甚至取消,为满足高精度的传动要求,广泛采用滚珠丝杆、滚动导轨等高精度传动件。
为提高生产率和满足自动加工的要求,还采用自动刀架以与能自动更换工件的自动夹具等。
二、数控机床加工程序的编制数控机床是按编制好的程序进行加工,因此程序编制的好坏,直接影响加工过程是否能正常进行,加工的零件是否能达到图纸要求。
数控机床操作面板设计实验指导书
数控机床操作面板设计实验指导书前言数控技术发展至今,虽仅50多年的历史,但已成为机械制造业的关键技术。
数控机床作为机械制造系统的主要设备正在取代传统的加工设备,高精度、高效率的加工手段又促使其他行业及领域迅猛发展。
航天技术、空间科学、微纳加工都和数控技术的发展息息相关,数控技术已成为工业发达国家制造业竞争的技术制高点。
数控技术,是集信息科学,计算机科学,测试、机械自动化等于一身的综合应用技术,也是本世纪最热门的技术之一,FANUC数控系统是当今世界上数控水平最高,功能最先进,性能最稳定的系统之一,我校机械学院和北京发那科机电股份有限公司于2002年合作建立西安交通大学FANUC数控系统应用中心,该公司赠送我院两套新型数控系统散件,分别是:FANUC power mate0(2轴)经济性车床系统和FANUC 21i(4轴)高档加工中心系统。
根据我校实际情况,兼顾合作条件,为弥补我校数控教学实验设备的不足,院里挤出教学经费,组织实验人员自行设计开发制作实验设备。
在研究生院博士培养基金的资助下,于2003年完成两台数控实验操作台的制作。
2004年,又在重调处大设备维修基金的资助下,实验中心购置了一套通用普遍型FANUC0i-MB数控系统,对一台坏的万能工具铣床进行改造维修。
这样,我校就拥了FANUC数控系统的经济型、通用型及高档化系列设备,使我校FANUC 数控实验设备的全面性在全国重点高校中具有优势。
据此,我们用该成套设备开发设计了FANUC数控系列实验十多个。
首先在硕士研究生的《数控技术及装备》学位课程中,对其两届200多人,进行了人均8学时的开放式数控系统实验。
配合实验编写了《FANUC21i数控系统实验指导书》。
根据2+4+X培养模式的要求,我们又将原系列实验进行综合、并以数控系统分类,开发出三个FANUC 数控系统综合型系列实验。
分别为:(一)数控机床操作面板设计制作(Power Mate0系统)(二)数控系统操作及加工编程(21i系统)(三)万能工具铣床加工实践(0i-MB系统),向我院大三学生开设。
数控编程实验指导说明书(修改)
实验四数控车削仿真加工 实验五数控车削仿真加工 实验六数控车削仿真加工 (插补指令)(一) (简单固定循环加工) (螺纹加工)(三) 11 实验七数控车削仿真加工 实验八数控车削仿真加工(外园粗车循环加工)(四)••…(固定形状粗车循环加工)(五)13 15实验九 XK6325B 数控铣床KND-100M 数控系统面板及其操作 17实验十数控铣床对刀操作及工作坐标系 数控铣床刀具补偿功能的使用2022实验^一数控铣削仿真加工(插补指令)—用G01、G02/G03编写一个简单零件的外形铣削加工程序(一层一次) 实验十二数控铣削仿真加工(插补指令)—用G01、G02/G03编写一个简单零件的外形铣削加工程序(二层一次) 实验十三数控铣削仿真加工(插补指令)2729—用G01、G02/G03编写一个简单零件的外形铣削加工程序(二层二次) 实验十四 数控铣削仿真加工(钻孔循环指令)(四) 30实验十五数控铣削仿真加工(子程序调用)(五)实验一 、实验目的数控车床GSK980■数控系统面板及其操作实验一数控车床GSK980T 数控系统面板及其操作 实验二对刀操作及数控车床工作坐标系实验三数控车床刀具补偿功能的使用(1)熟悉GSK980T面板的结构和组成。
(2)掌握数控系统的六种工作方式。
(3)掌握数控系统显示状态的切换。
(4)掌握MDI运行模式。
二、实验设备及实验系统(1 )数控车床二台。
(2 )电脑一人一台。
(3)GSK980T仿真系统。
三、实验内容及步骤1、观察GSK980T数控面板的三大组成部分:LCD显示器、MDI键盘、控制面板。
2、通过切换“位置、“程序”“刀补”“报警”“设置”“参数” “诊断”观察LCD 显示内容的变化。
3、通过“手动”“手轮”“回零”“录入”“编辑”“自动”六种工作方式的切换,了解数控系统的六种工作模式。
(1)手动模式:在该模式下做如下动作:移动刀具(X、Z方向);主轴正反转、停止;冷却液开/关;手动换刀。
数控车床操作面板操作
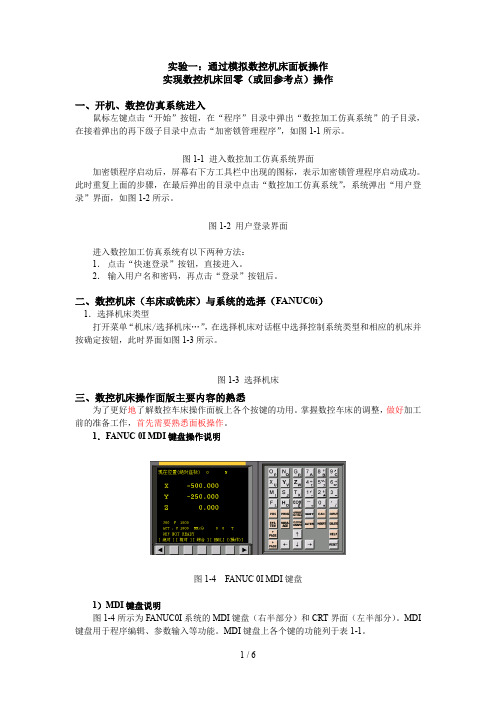
实验一:通过模拟数控机床面板操作实现数控机床回零(或回参考点)操作一、开机、数控仿真系统进入鼠标左键点击“开始”按钮,在“程序”目录中弹出“数控加工仿真系统”的子目录,在接着弹出的再下级子目录中点击“加密锁管理程序”,如图1-1所示。
图1-1 进入数控加工仿真系统界面加密锁程序启动后,屏幕右下方工具栏中出现的图标,表示加密锁管理程序启动成功。
此时重复上面的步骤,在最后弹出的目录中点击“数控加工仿真系统”,系统弹出“用户登录”界面,如图1-2所示。
图1-2 用户登录界面进入数控加工仿真系统有以下两种方法:1.点击“快速登录”按钮,直接进入。
2.输入用户名和密码,再点击“登录”按钮后。
二、数控机床(车床或铣床)与系统的选择(FANUC0i)1.选择机床类型打开菜单“机床/选择机床…”,在选择机床对话框中选择控制系统类型和相应的机床并按确定按钮,此时界面如图1-3所示。
图1-3 选择机床三、数控机床操作面版主要内容的熟悉为了更好地了解数控车床操作面板上各个按键的功用。
掌握数控车床的调整,做好加工前的准备工作,首先需要熟悉面板操作。
1.FANUC 0I MDI键盘操作说明图1-4 FANUC 0I MDI键盘1)MDI键盘说明图1-4所示为FANUC0I系统的MDI键盘(右半部分)和CRT界面(左半部分)。
MDI 键盘用于程序编辑、参数输入等功能。
MDI键盘上各个键的功能列于表1-1。
表1-1 MDI键盘说明软键实现左侧中显示内容的向上翻页;软键实现左软键实现光标的向上移动;软键实现光标的向下移动;软键实现光标的向左移动;软键实实现字符的输入,点击键后再点击字符键,将输入右下角的点击将在点击软键后再点击将在光标所处位置处输入中的“点击软键将在光标所在位置输入字符,点击软键后再点击将在光标所在位置处输入“2)机床位置界面图1-5 相对坐标界面图1-6 绝对坐标界面图1-7 所有坐标界面点击进入坐标位置界面。
数控车床操作和编程实训指导书模板

数控车床编程与操作实训指导书班级学号实训一数控车床程序编辑及基本操作实验一. 实训目的1.了解数控车削的安全操作规程2.掌握数控车床的基本操作及步骤3.对操作者的有关要求4.掌握数控车削加工中的基本操作技能5.培养良好的职业道德二. 实训容1.安全技术(课堂讲述)2.数控车床的操作面板与控制面板(现场演示)3.数控车床的基本操作①数控车床的启动和停止:启动和停止的过程②数控车床的手动操作:手动操作回参考点、手动连续进给、增量进给、手轮进给③数控车床的MDI运行:MDI的运行步骤④数控车床的程序和管理⑤加工程序的输入练习三. 实训设备CK6230数控车床14台四. 实训步骤1.开机、关机、急停、复位、回机床参考点、超程解除操作步骤⑴机床的启动(2)关机操作步骤(3)回零(ZERO)(4)急停、复位(5)超程解除步骤2.手动操作步骤(1)点动操作(2)增量进给(3)手摇进给(4)手动换刀(5)手动数据输入MDI操作(6)对刀操作(现场演示)3.程序编辑(1)编辑新程序(2)选择已编辑程序4.程序的存储与传递(1)保存程序(2)文件另存(3)拷贝文件(4)删除文件5.程序运行(1)程序模拟运行(2)程序的单段运行(3)程序自动运行6.数据设置(1)刀偏数据设置(2)刀补数据设置(3)零点偏置数据设定(4)显示设置(5)工作图形显示§3.1.3 数控车床菜单机构五. 注意事项。
数控机床操作与编程实验指导书

数控机床操作与编程实验指导书数控机床是现代机械加工领域应用广泛的一种设备,其采用数字控制系统控制主轴、刀具、工作台等动作,将加工图样转化为机床工件的加工方法。
为了提高数控机床运行效率,需要操作员具备一定的机械加工知识和操作技能,并熟练掌握编程方法。
因此,数控机床操作与编程实验指导书是必不可少的一种教材。
一、实验指导书的目的和意义数控机床操作与编程实验指导书是教师们为培养学生掌握数控机床操作技能、提高数控机床加工质量、提升学生实际应用能力而编写的一种教材。
其主要目的包括:1.培养学生了解数控机床的机构组成、工作原理,以及常见数控系统的结构和特点;2.教授学生操作数控机床的基本要求、技巧以及安全操作规程;3.使得学生能够掌握数控机床程序编写的基本方法、程序调试的技巧并在实践中掌握其应用;4.提高学生的操作和编程能力,培养学生思考、分析、解决实际问题的能力。
二、实验指导书的编写内容数控机床操作与编程实验指导书主要包括以下几大部分内容:1.数控机床结构和工作原理:主要介绍数控机床的机构构成,运动方式,系统架构等,使学生对数控机床有一个整体的认识。
2.数控系统的基本知识:介绍数控系统的概念、作用、结构、特点,为后续操作和编程奠定基础。
3.数控机床操作规程:介绍数控机床的操作流程、操作要点、安全注意事项等,使学生能够安全高效地操作机床。
4.数控编程基础知识:详细介绍数控编程的基本概念、编程指令、数控语言等。
5.编程实验教程:通过实际操作,从简单到复杂,逐步教授编程实验的步骤,如开料加工、孔加工、螺纹加工等,以帮助学生掌握基本编程技能。
6.编程实验案例:通过实例,培养学生独立思考解决实际问题的能力,同时加强其实践能力的提高。
7.总结与答疑:对编程实验过程中遇到的问题和解决方法进行归纳总结,同时回答学生在实验过程中遇到的问题。
三、实验指导书的使用方法教师要根据课程的教学要求和自己的经验和理解,编写出符合实际教学需求的操作与编程实验指导书。
数控车床实训指导书
数控车床实训指导书数控车床实训指导书导言:数控技术是现代制造业的重要技术之一,在不同的制造业中使用得非常广泛。
数控车床是数控技术应用广泛的代表性设备。
它自动化程度高、生产效率高、自动检测等综合技术不断发展,使得它在较短的时间内能够完成复杂的切割工艺和形状加工,大大提高了制造效率和精度。
为了让学生更好地掌握数控技术和实际操作技能,设计了一套数控车床实训指导书,以帮助学生快速掌握数控车床的操作技能和基本原理。
一、基本原理1. 数控车床的构造和特点数控车床是一种智能化的机床,它具有加工坐标绝对值和相对值的两种指令编程方式,设备结构分为工作台、机头、联动回转装置、自动刀架、夹具、主轴等部分,能够通过电脑控制运转,自动调整切削参数和刀位,实现工艺的复杂和高效加工生产。
2. 技术要求(1)了解CNC系统的基本工作原理和体系结构。
(2)理解CNC系统里通过机床加工起点坐标、起刀点坐标和终点坐标等来确定加工工序的指令系统。
(3)掌握数控编程语言。
(4)具有数控机床加工工艺设计和工作安全的基本要求。
二、操作流程与注意事项1. 数控车床启动(1)检查输入电压是否合适。
(2)检查润滑油、工作液是否足够,工作台、衬板是否干净。
(3)检查夹具是否完好。
(4)按下开机按钮进入初始页。
(5)输入密码,进入主界面。
2. 车削操作(1)安装工件,进入坐标系。
(2)根据工件要求设置车床切削参数。
(3)输入车削工序。
(4)调整自动刀架高度和夹紧。
(5)启动车削。
(6)检查加工质量是否符合要求,调整加工参数和再次车削。
注意事项:(1)操作前应检查设备完好,保证设备无任何故障,确保操作安全。
(2)要注意保持安慰操作和使用工具,避免对自己和设备造成伤害。
(3)车床要注油、添加刀具,确保车床正常运转。
(4)应根据工件尺寸和要求设置相应的车削参数,防止误操作、误操作掉刀,造成意外事故。
(5)加工操作过程中,要注意观察车削质量,发现车削过程偏差或异常立即停机,排除故障,重新调整加工参数。
数控技术实验指导书
数控技术实验指导书数控实验室2002年3月实验一数控车床的调整、手工编程实验一、实验目的1、了解数控车床的组成、基本结构及。
2、了解数控车床的基本运动、加工对象及其用途。
3、了解数控车床操作面板各按键(CNC界面)的功用。
4、掌握数控车床的调整及加工前的准备工作。
5、掌握手工编程的指令及编程方法,并能够对给出零件图形进行编程。
6、掌握CNC系统的运行过程,加工出零件图形中指定的零件。
二、实验原理数控加工在制造业中占有非常重要的地位,数控机床是一种高效的自动化设备,它可以按照预先编制好的零件数控加工程序自动地对工件进行加工。
理想的加工程序不仅应能加工出符合图纸要求的合格零件,同时还应使数控机床的功能得到合理的应用与充分的发挥。
以使数控机床安全可靠且高效地工作。
程序编制是数控加工的重要组成部分,加工的零件形状简单时,可以直接根据图纸用手工编写程序。
如果零件形状复杂和三坐标以上切削加工时就需要采用应用计算机的自动编程手法。
本实验通过数控车床GTC2E数控系统,用手工编程的方法对零件进行编程,调整GTC2E系统及机床,达到加工出所给零件图形的零件目的。
三、实验仪器CK6132数控车床12台, 80KBEPROM和80KBSRAM;320X240LCD液晶显示器;微机一台;卡尺等测量工具零件毛坯四、实验内容及步骤本数控车床主要由GTC2E系统及机床的控制面板的手动部分来操纵。
1、熟悉一下系统的界面和操作面板以及相关的功能按键。
2、输入编写好的零件加工程序。
3、进行系统的参数设置4、模拟仿真加工过程。
5、毛坯安装6、对刀7、加工7、加工和检验零件的精度。
五、实验报告思考题1、数控机床与普通机床在性能上有什么不同?2、数控机床为了保证达到高性能在结构上采取了那些措施?3、数控机床与普通机床相比较机构上有那些不同?4、数控车床传动系统与普通车床有什么区别?5、数控机床适合加工什么样的工件和多大的批量?6、数控机床开启后为什么要进行?7、数控车床的加工精度是由那些因素决定的?8、机床上工件的实际坐标系与程序中的坐标系是如何有机地联系起来的?9、 G00与G01指令有何不同?10、数控系统编程时应注意哪些问题?11、自己编一零件加工程序并画出工件坐标及刀路图。
《数控技术》实验指导书
实验注意事项1.实验前必须认真阅读本实验指导书,认真完成预习报告内容,完成零件加工程序,预习报告内容经实验指导老师检查后方可进行实验,否则不得进入实验室. 2.认真填写设备管理登记簿,按各自的编号分组实验,不得擅自分组,自觉服从安排.在实验室内不许擅自插拔控制电源插头,不许携带软盘上机,操纵面板各键必须在实验指导老师讲解后使用,不许随意装卸刀具,工件.3.零件加工完成后,必须经过实验老师的检查和确认.4.加工后的工件不得带出实验室,各小组负责人实验后应将实验工具和机床台面整理,清理好,经指导老师认可后,方可离开.5.没有按照要求熟悉实验指导书中的内容的有关实验步骤和正确操作方法,造成人身伤害或设备损伤,追究责任人应负责任.6.实验中有异常情况发生应及时报告指导老师,否则如造成不良后果,追究当事人责任,并作相应处理.预习报告及实验报告内容每次试验前必须认真完成预习报告,在实验后完成实验报告,两份报告均作为平时成绩计入《数控技术》的最终成绩。
预习报告在实验前由试验指导教师检查后方可进行实验,预习报告及实验报告不得互相抄袭,如有抄袭,一经发现,取消实验资格并严肃处理。
一、预习报告内容预习报告内容的具体形式可以自定,但必须包括以下内容:1.加工工艺分析(1)加工方式的确定;(2)加工刀具的确定;(3)选择起刀点;(4)确定切削用量;(5)工艺路线选择;2.编写零件的加工程序二、实验报告内容实验报告的具体内容包括:1.实验目的;2.实验设备;3.加工零件图;4.完成加工的工艺内容5.最终完成加工的加工程序6.对加工中出现的问题的分析实验一数控车床基本操作一、实验目的要求1)了解数控机床的组成结构、特点及功能。
2)了解机床操作面板各按钮的功能。
3)了解数控系统的菜单功能和菜单结构。
4)上机练习程序的编辑与系统的设置。
5)上机练习数控车床的对刀操作。
要求上机前仔细阅读数控机床加工编程与实验教材的有关部分,了解数控系统与机床的技术指标、数控功能及操作方法,通过实验掌握数控系统的基本操作。
数控车床编程和操作实训指导书【全】
数控车床编程和操作实训指导书实训一数控车床程序编辑及大体操作实验一. 实训目的:1.了解数控车削的平安操作规程2.把握数控车床的大体操作及步骤3.对操作者的有关要求4.把握数控车削加工中的大体操作技术5.培育良好的职业道德二. 实训内容:1.平安技术(课堂讲述)2.熟悉数控车床的操作面板与操纵面板(现场演示)3. 熟悉数控车床的大体操作①数控车床的启动和停止:启动和停止的进程②数控车床的手动操作:手动操作回参考点、手动持续进给、增量进给、手轮进给③数控车床的MDI运行:MDI的运行步骤④数控车床的程序和治理⑤加工程序的输入练习三. 实训设备:CK6132数控车床5台四. 实训步骤:(一)熟悉机床操作面板图-1 GSK980T面板1.方式选择EDIT: 用于直接通过操作面板输入数控程序和编辑程序。
AUTO:进入自动加工模式。
MDI:手动数据输入。
REF:回参考点。
HNDL:手摇脉冲方式。
JOG:手动方式,手动持续移动台面或刀具。
置光标于按钮上,点击鼠标左键,选择模式。
2.数控程序运行操纵开关单程序段机床锁住辅助功能锁定空运行程序回零手轮X轴选择手轮Z轴选择3.机床主轴手动操纵开关手动开机床主轴正转手动关机床主轴手动开机床主轴反转4.辅助功能按钮冷却液润滑液换刀具5.手轮进给量操纵按钮选择手动台面时每一步的距离:毫米、毫米、毫米、1毫米。
置光标于旋钮上,点击鼠标左键选择。
6.程序运行操纵开关循环停止循环启动MST选择停止7.系统操纵开关NC启动NC停止8.手动移动机床台面按钮选择移动轴,正方向移动按钮,负方向移动按钮。
快速进给9.起落速按钮主轴起落速/快速进给起落速/进给起落速10.紧急停止按钮(12)手轮(二)熟悉GSK980T数控系统的输入面板图-1 GSK980T输入面板1.按键介绍(1)数字键(2)字母键数字/字母键用于输入数据到输入区域(如以下图所示),系统自动判别取字母仍是取数字。
图-2(3)编辑键位参数,位诊断含义显示方式的切换。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
数控机床操作面板设计实验指导书前言数控技术发展至今,虽仅50多年的历史,但已成为机械制造业的关键技术。
数控机床作为机械制造系统的主要设备正在取代传统的加工设备,高精度、高效率的加工手段又促使其他行业及领域迅猛发展。
航天技术、空间科学、微纳加工都和数控技术的发展息息相关,数控技术已成为工业发达国家制造业竞争的技术制高点。
数控技术,是集信息科学,计算机科学,测试、机械自动化等于一身的综合应用技术,也是本世纪最热门的技术之一,FANUC数控系统是当今世界上数控水平最高,功能最先进,性能最稳定的系统之一,我校机械学院和北京发那科机电股份有限公司于2002年合作建立西安交通大学FANUC数控系统应用中心,该公司赠送我院两套新型数控系统散件,分别是:FANUC power mate0(2轴)经济性车床系统和FANUC 21i(4轴)高档加工中心系统。
根据我校实际情况,兼顾合作条件,为弥补我校数控教学实验设备的不足,院里挤出教学经费,组织实验人员自行设计开发制作实验设备。
在研究生院博士培养基金的资助下,于2003年完成两台数控实验操作台的制作。
2004年,又在重调处大设备维修基金的资助下,实验中心购置了一套通用普遍型FANUC0i-MB数控系统,对一台坏的万能工具铣床进行改造维修。
这样,我校就拥了FANUC数控系统的经济型、通用型及高档化系列设备,使我校FANUC 数控实验设备的全面性在全国重点高校中具有优势。
据此,我们用该成套设备开发设计了FANUC数控系列实验十多个。
首先在硕士研究生的《数控技术及装备》学位课程中,对其两届200多人,进行了人均8学时的开放式数控系统实验。
配合实验编写了《FANUC21i数控系统实验指导书》。
根据2+4+X培养模式的要求,我们又将原系列实验进行综合、并以数控系统分类,开发出三个FANUC 数控系统综合型系列实验。
分别为:(一)数控机床操作面板设计制作(Power Mate0系统)(二)数控系统操作及加工编程(21i系统)(三)万能工具铣床加工实践(0i-MB系统),向我院大三学生开设。
为了同学们选做实验的方便,特分别编写三册实验指导书。
每个实验自成体系,文字上力求简单易懂,内容上尽量避免重复,且能涵盖FANUC系统操作、应用及开发的基本内容。
使其学生做完实验后,能从理论和实践的结合上有较大的提高。
院实验教学督导组的专家对实验指导书从内容到形式上提出了许多宝贵意见,在此表示衷心的感谢。
由于水平所限,加之时间仓促,错缺之处在所难免,热忱欢迎批评指正。
愿得到更多的指点。
愿和同行们同勉,愿和同学们共进。
编者2007年4月实验目的:1。
使学生了解FANUC power mate0数控系统的特点,会进行FANUC power mate0数控系统的硬件连接2.学会设置FANUC power mate0数控系统参数,学会进行各种操作。
3.熟悉数控机床的控制原理,能设计制作简单的数控机床操作面板。
4.了解PLC在数控机床上的应用,掌握PMC-SA1的基本指令和常用功能指令,并会用其编制简单的机床控制梯形图。
5.了解FANUC系统与计算机之间的数据传输的方法,会通过RS232口,进行数据备份。
6.熟悉FANUC power mate0系统自诊断功能,会运用报警信息排除简单故障7.能编制简单零件的二轴模拟加工程序,并在实验台上运行。
实验任务:本实验要求学生在已有工作台的基础上,通过学习PLC知识,掌握数控机床的基本原理,以某一数控车床为参考,设计、制作机床操作面板,并针对该面板编制梯形图,调试并用该面板进行数控系统各种功能的控制。
实验内容:(1).阅读FANUC power mate0有关资料及操作手册;(2)认识FANUC power mate0系统硬件,画出硬件连接图。
能进行FANUC PowerMate0数控系统的硬件连接(3)练习FANUC power mate0数控系统的基本操作。
(4)熟悉FANUC power mate0数控系统的常用功能。
(5)进行FANUC power mate0数控系统的基本参数设置。
(6)学习PLC基础知识,掌握PLC在数控机床中的应用。
(7)熟悉FANUC power mate0数控系统的PMC功能,制作数控车床操作面板。
(8)编写所设计的机床操作面板的控制梯形。
(9)连接和调试设计制作的机床操作面板,并用其进行各种操作。
(10)在存储卡中备份或恢复FANUC power mate0数控系统的参数及梯形图。
(11)以某一简单轴类零件为对象,编制程序,并进行模拟运行。
(12)对设计的机床操作面板进行分析及评价。
(13)撰写实验总结并答辩。
仪器设备:1.FANUC power mate0数控系统实验操作台一台2.FANUC AC SERVO MOTOR aC12/2000 二台,操作台及伺服电机见图1-1图1-1 FANUC power mate0数控实验台机伺服电机3.计算机一台4.有机玻璃板、印刷电路板、电子元件、烙铁,万用表等工具。
5.编辑卡及存储卡。
实验原理及方法:一. FANUC power mate0数控实验台简介1.系统特点BEIJING-FANUC Power Mate 0,也称经济型数控系统,控制2轴小型车床用的高可靠性CNC,它可使普通车床经济地实现CNC化。
可控制2台性能价格比好的FANUC β系列AC伺服电机。
采用了最新的硬件技术,所以小型、紧凑、可靠性高。
由于内部装有能进行顺序控制的PMC,可以简化外部强电盘的继电器。
具有螺纹切削、恒线速控制、刀尖半径补偿、直径/半径指定等车削特有的功能。
此外,为了简便地制作加工程序,还配了用户宏程序功能;提高加工精度地补偿功能。
设定显示装置有2种可供选择,画面清晰、操作方便、可显示中文CRT/MDI和性价比好地DPL/MDI。
2.Power Mate 0的主要硬件(1)CNC模块(2)电源及伺服放大器模块(3)CTR显示器(4)MDI小键盘(5)I/O LINCE 板(6)电源变压器(7)伺服电机3.FANUC power mate0系统的连接实验台电路原理图如图1-2所示,从图中可看出,380伏三相交流电经交流接触器进入三相电源变压器,得到200伏三相交流电。
这是由于日本的用电制度和我们不同所致。
主回路中的三相交流电变压后进入伺服放大器,经变频后为伺服电机提供动力。
直流回路电源则由开关电源提供。
直流24伏进入CNC装置、I/O装置及显示装置。
二.PowerMate0系统功能及操作(一)系统的起动及开关步骤对一般的数控系统,都有一个NC和电源模块、伺服模块、主轴模块等的通电顺序,但系统用于设备后,设备厂家在控制电路中已经考虑了这一问题,从硬件上予以保证。
因此,在操作设备时,应严格按照操作规程进行,以保证设备的正常运行,及延长设备的寿命。
通电顺序通常按照先开交流(AC200V),后开直流(DC24V)的原则。
交流200V通常包括机床所有电源及伺服放大器电源。
直流24V通常为CNC电源(含显示装置电源)。
断电的顺序则相反,即先关直流,后关交流。
这是因为CNC 在开启后或关闭前都要对伺服等参数进行扫描,当伺服系统未开或已关都会造成相关参数的丢失。
作为系统开发人员,一定要在控制电路中保证这一点。
具体操作如下:1.外电源接通后,最右边黄色指示灯亮。
2.按下交流控制按钮(钥匙),交流指示灯亮,,电源模块、伺服模块等工作。
3.按下直流控制按钮,直流指示灯亮,显示器、主板得电启动,MA(机床准给好)、SA(伺服准备好)指示灯以次亮起并听得伺服继电器动作声。
表示启动成功。
关机步骤则按上述逆操作。
(二)系统启动时的信息对于CNC系统启动的过程,普通操作者也许并不在意,他们更关心的是能否启动,但作为系统的开发及维修人员,却必须注意系统启动时给出的信息,这通常包括插槽的状态显示;各模块的设定显示;软件配置的显示等。
(由于powermater0外围设备较少,启动过程很快结束,后续实验用到的0i及21i 系统启动过程则较长,观察信息相对要容易些。
)系统正常时,进行上述显示后,即转为位置显示画面。
如图1-3所示。
图1-3 位置显示画面在位置显示画面的下方显示出CNC当前的状态,其内容及所代表的意义如下:①机床操作面板的方式选择状态MEM:自动运转(存储器运转)方式MDI:手动数据输入方式EDIT:程序编辑方式RMT:远程运转方式JOG:手动连续进给方式REF:返回参考点方式INC:增量进给方式或步进方式HND:手轮进给方式TJOG:手动进给示教方式THND: 手轮进给示教方式②运转的状态STRT:自动运转起动状态(正在执行程序的状态)HOLD:自动运转暂停状态(中断了一个程序段而暂停)STOP:自动运转停止状态****:其他状态(接通电源适合自动运转结束的状态)③自动运转的状态MTN:用程序执行注意动的状态DWL:用程序执行听到指令的状态***:其他状态④辅助功能的状态FIN:执行辅助功能时,等待完成信号”FIN”的状态***:其他状态⑤急停和复位状态EMG:急停信号作用的状态RESET:CNC复位状态(复位信号或RESET件作用的状态)⑥报警状态ALM:显示监测到报警的状态BAT:电池电压过低(需尽快更换电池)空白:其他状态⑦时钟显示:时:分:秒⑧程序编辑等的状态输入:正在通过阅读机/穿孔机接口(RS232接口)输入数据输出:正在通过阅读机/穿孔机接口(RS232接口)输出数据SRCH:正在检索程序存储器内的数据EDIT:正在进行程序的插入、修改等编辑工作LSK:输入(读取)数据跳过标志(读取到有效信息之间的状态)空白:没有进行编辑工作的状态(三)系统自身的操作系统自身的操作通常在显示器软键及MDI键盘上进行。
MDI键盘如图1-4所示。
图1-4 MDI键盘通常可进行以下操作:a.位置显示画面的操作b.程序显示画面的操作c.刀具补偿显示画面的操作d.设定显示画面的操作e.系统显示画面的操作f.报警信息显示画面的操作.Fanuc 系统MDI键盘说明如表1:表1 MDI键盘说明(四)系统对机床的控制系统对机床的控制通常是通过机床操作面板实现的,FANUC系统有专用操作面板产品。
许多机床厂家也生产有自己独特风格的面板。
不管哪种面板,其操作基本相似,都是在选择操作方式后进行的。
FANUCpowermate0数控系统试验操作台的操作面板如图1-5所示。
1-液晶显示屏2-MDI键盘3-交流电压表4-交流电流表5-手摇脉冲发生器6-指示灯7-急停开关8-方式选择开关9-主轴速率开关10-手动进给速率开关11-辅助功能开关图1-5操作面板图操作面板通常由操作模式选择开关、主轴转速倍率开关、进给速度倍率开关、各种辅助功能开关及手轮等组成。